JP2016104571A - Method and device for scribing silicon carbide board - Google Patents
Method and device for scribing silicon carbide board Download PDFInfo
- Publication number
- JP2016104571A JP2016104571A JP2016009319A JP2016009319A JP2016104571A JP 2016104571 A JP2016104571 A JP 2016104571A JP 2016009319 A JP2016009319 A JP 2016009319A JP 2016009319 A JP2016009319 A JP 2016009319A JP 2016104571 A JP2016104571 A JP 2016104571A
- Authority
- JP
- Japan
- Prior art keywords
- scribe
- scribing
- silicon carbide
- cutter wheel
- diamond
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
Description
本発明は、炭化珪素板にカッターホイールで圧力をかけて当該カッターホイールを炭化珪素板上で転動させて、炭化珪素板にスクライブラインを刻み形成する炭化珪素板のスクライブ方法及びスクライブ装置に関する。 The present invention relates to a silicon carbide plate scribing method and a scribing device in which a silicon carbide plate is pressed with a cutter wheel to cause the cutter wheel to roll on the silicon carbide plate to form a scribe line on the silicon carbide plate.
ところで炭化珪素板(SiC板)などは、その表面硬度が高く、スクライブ(切線刻み形成)する際に、カッターホイールの上滑り(スリップ)が非常に起きやすく、スクライブ開始点から有効な垂直クラックを得るスクライブラインの刻み形成は困難である。スクライブラインに沿って曲げ応力を加えて折割すると、スクライブ開始点及びその近傍において、垂直クラックの途切れからソゲ等の発生がし易い。 By the way, a silicon carbide plate (SiC plate) or the like has a high surface hardness, and when the scribe (cut line notch formation) is performed, the cutter wheel easily slips (slip), and an effective vertical crack is obtained from the scribe start point. It is difficult to form scribe lines. When a bending stress is applied along the scribe line for breaking, sedge or the like is likely to occur due to the break of the vertical crack at and near the scribe start point.
本発明はスクライブ開始点から有効な垂直クラックが連続して発生するようにした炭化珪素板のスクライブ方法及びスクライブ装置を提供しようとしたものである。 The present invention seeks to provide a silicon carbide plate scribing method and scribing apparatus in which effective vertical cracks are continuously generated from the scribing start point.
本発明は、スクライブ開始にあたって、開始点に先ず、クボミを刻み形成し、このクボミ内からスクライブをスタートするようにした炭化珪素板のスクライブ方法である。 The present invention is a silicon carbide plate scribing method in which, at the start of scribing, first, a dent is formed by nicking and the scribe is started from within this dent.
本発明は、スクライブ開始にあたって、先ず、スクライブ開始点にカッターホイールを炭化珪素板に圧接した状態で、カッターホイールを微小回動また微小揺動させて、上記開始点にクボミを刻み形成した後、このクボミ内よりスクライブをスタートするようにした炭化珪素板のスクライブ方法である。 In the present invention, at the start of scribing, first, in a state where the cutter wheel is pressed against the silicon carbide plate at the scribe start point, the cutter wheel is micro-rotated or micro-oscillated, and after forming the dents at the start point, This is a method for scribing a silicon carbide plate in which scribing is started from within the dent.
更に、本発明は、スクライブ開始にあたって、カッターホイールとは別に設けたダイヤモンドスクライブスタイラスを開始点に伸長、圧接してクボミを形成し、次にカッターホイールをこのクボミに降下させ、このクボミ内よりスクライブをスタートさせるようにした炭化珪素板のスクライブ方法である。 Further, at the start of scribing, the present invention extends and presses a diamond scribe stylus provided separately from the cutter wheel to form a crumb, and then lowers the cutter wheel onto the crumb and scribes from within the crumb. This is a method of scribing a silicon carbide plate that starts the process.
更にまた、本発明は、カッターホイールを備え、このカッターホイールを炭化珪素板に圧接した状態で転動させてスクライブラインを刻み形成するようにしたスクライブヘッドと、ダイヤモンドスクライブスタイラスを備え、このダイヤモンドスクライブスタイラスを炭化珪素板に圧接してクボミを刻み形成するダイヤモンドスタイラス装置とを備えたスクライブ装置である。 Furthermore, the present invention includes a scribe head that includes a cutter wheel, and rolls the cutter wheel in pressure contact with a silicon carbide plate to form a scribe line, and a diamond scribe stylus. A scribing device including a diamond stylus device that presses a stylus against a silicon carbide plate to form a dent.
尚、上記クボミの大きさ(径)はスクライブラインの太さに等しいか、または小さく形成されるのが好ましいが、スクライブラインの太さよりも大きくしてもよい。 The size (diameter) of the dent is preferably equal to or smaller than the thickness of the scribe line, but may be larger than the thickness of the scribe line.
本発明における炭化珪素板は、例えば、半導体装置の基板(ウェハ)、電子機器の素子等の基板等に使用される。 The silicon carbide plate in the present invention is used, for example, for a substrate (wafer) of a semiconductor device, a substrate of an element of an electronic device, or the like.
スクライブ開始にあたって、先ず開始点にクボミを刻み形成し、次に、このクボミ内からカッターホイールをスクライブスタートさせるため、開始点から有効な垂直クラックが連続して発生する。このため、開始点を含めたスクライブライン全体に渡って良質な折割が得られる。 At the start of scribing, first, a dent is formed at the starting point, and then the cutter wheel is scribed from the inside of the dent so that effective vertical cracks are continuously generated from the starting point. For this reason, a good quality split is obtained over the entire scribe line including the starting point.
また、カッターホイールがクボミ内からスタートするため、クボミのセンターとスクライブラインが一致する。 Moreover, since the cutter wheel starts from inside the KUBOMI, the KUBOMI center and the scribe line coincide.
以下、本発明の実施の形態を図面を参照して説明する。もちろん、本発明のスクライブ方法はスクライブヘッド及びスクライブ装置において、実施されるものであるため、スクライブ装置についての実施形態をもって本発明のスクライブ方法を説明する。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. Of course, since the scribing method of the present invention is implemented in a scribing head and a scribing apparatus, the scribing method of the present invention will be described with an embodiment of the scribing apparatus.
第一実施形態
図1から図4において、スクライブ装置1は、炭化珪素板2を載置し、真空吸着固定する水平のテーブル3と、テーブル3をY軸方向に水平移動するようにガイドして支持する平行な一対のガイドレール4、4と、ガイドレール4、4に沿ってテーブル3をスクライブ数値制御移動させる送りネジ5及びY軸制御モータ6と、X軸方向に沿ってテーブル3の上方に架設されたガイドレール装置体7と、ガイドレール装置体7へX軸方向にガイドされて移動するように取付けられたキャリッジ8と、キャリッジ8をX軸方向に数値制御移動させる送りネジ及びX軸制御モータ9と、キャリッジ8の前面に装置されたスクライブヘッド10とを備える。
First Embodiment In FIG. 1 to FIG. 4, a scribing device 1 places a
スクライブヘッド10は、下端にカッターホイールホルダ11を備えたスプライン軸12と、スプライン軸12を上下動自在にして、回転もされるように中心に保持するロータリスプライン装置13とスプライン軸12の上端にフリー回転継手14を介して連結したエーアシリンダ装置15とを備える。
The
もちろんエーアシリンダ装置15の本体はキャリッジ8に取付けられ、ピストンロッド16がスプライン軸12にフリー回転継手14を介してスプライン軸12に連結されている。
Of course, the main body of the
カッターホイールホルダ11には、カッターホイール17を備える。もちろん、カッターホイール17の軸芯はスプライン軸12の軸芯に対して偏心(進向に対して後方に)して設けられている。
The
ロータリスプライン装置13に保持されたスプライン軸12はエーアシリンダ装置15によってロータリスプライン装置13内をZ軸方向(炭化珪素板2面に対して垂直方向)に上下動される。かつ、スクライブ時には、カッターホイール17に対して炭化珪素板2面と直角方向にエーア圧力が与えられる。
The
スプライン軸12はロータリスプライン装置13により回転駆動される。
The
ロータリスプライン装置13の側方に角度制御モータ19が設けられている。
An
ロータリスプライン装置13には、スプライン軸12を回転する駆動ギア20を備え、駆動ギア20が角度制御モータ19に取付けたギア21とかみ合せ連結されて、角度制御モータ19によりスプライン軸12、延いてはカッターホイール17が角度制御回転される。即ち、カッターホイール17の刃面がスクライブ方向に向くように角度制御される。
The
本スクライブ装置1によって実施される本発明のスクライブ方法第1実施形態を以下に説明する。 A first embodiment of the scribing method of the present invention performed by the scribing apparatus 1 will be described below.
焼結ダイヤモンドホイールからなると共に好ましくは、刃先角度が90°から140°であって、半径(ホイール径)が2mmから3.5mmであるカッターホイール17にエーア圧力を加えながら転動させてスクライブラインを刻み形成する動作に入る直前度毎に、スクライブ開始点Aに、先ずカッターホイール17を降下し、例えば、刃先荷重0.1kg/cm2から2kg/cm2で圧接し、当該圧接状態でカッターホイール17を微小に回動又は揺動して、開始点AにクボミBを刻み形成する。図1から図4に示すように、クボミB内からカッターホイール17を圧接状態でスクライブスタートをさせて、クボミBから発した連続したスクライブラインCを刻み形成する。
The scribe line is made of a sintered diamond wheel and is preferably rolled while applying air pressure to a
スクライブラインCを形成する度毎に、開始点AにクボミBを刻み形成し、クボミBからスクライブをスタートさせる方法である。 Each time the scribe line C is formed, the dent B is cut and formed at the start point A, and the scribe is started from the dent B.
尚、クボミBの大きさ(径)は、スクライブラインCの太さに等しいか、または小さくする。図3には、説明のためクボミを大きく描いてある。 Note that the size (diameter) of the dent B is equal to or smaller than the thickness of the scribe line C. In FIG. 3, Kubomi is drawn greatly for explanation.
このように、開始点Aに刻み形成したクボミB内からスクライブを行うことにより、開始点Aからのカッターホイールの上滑り(スリップ)が発生せず、クボミ(開始点A)から連続した垂直クラックを発生させることができ、良質な折割が得られる。 In this way, by scribing from inside Kubomi B formed at the starting point A, the cutter wheel does not slip from the starting point A, and continuous vertical cracks from Kubomi (starting point A) are generated. It can be generated and a good quality split is obtained.
また、カッターホイール17がクボミBからスタートするため、クボミBのセンターとスクライブラインCが一致する。
Moreover, since the
第2実施形態
図5及び図6において、スクライブ装置22は、スクライブヘッド23を取付けたキャリッジ24の前面に、スクライブヘッド23と並んでダイヤモンドスタイラス装置25を備える。
Second Embodiment In FIGS. 5 and 6, the
ダイヤモンドスタイラス装置25は、スクライブ開始に際して、炭化珪素板2へのクボミBの刻み形成を専用にするものである。さて、本実施形態におけるスクライブ装置22は、載置された炭化珪素板2を真空吸着して固定し、水平回転するテーブル26と、テーブル26をY軸方向に水平移動するようにガイド支持する平行な一対のガイドレール27、27と、ガイドレール27、27に沿ってテーブル26を数値制御移動させる送りネジ28及びY軸制御モータ29と、X軸方向に沿ってテーブル26の上方に架設されたガイドレール装置体30と、ガイドレール装置体30へX軸方向にガイドされて移動するように取付けられたキャリッジ24と、キャリッジ24をX軸方向に数値制御移動させる送りネジ及びX軸制御モータ31と、キャリッジ24の前面に装置されたスクライブヘッド23と、同じくキャリッジ24の前面においてスクライブヘッド23の側方に並んで設けられたダイヤモンドスタイラス装置25とを備える。スクライブ装置22においては、スクライブヘッド23には、下端に焼結ダイヤモンドホイールからなると共に好ましくは、刃先角度が90°から140°であって、半径(ホイール径)が2mmから3.5mmであるカッターホイール32を備えているが、炭化珪素板2に垂直な軸の回わりに回転させる角度制御装置は備えていない。ガイドレール装置体30に沿ったX軸方向のスクライブを行う。
The
スクライブヘッド23もまた、カッターホイール32を炭化珪素板2にエーア圧力をもって、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接した状態で転動させ、スクライブラインを刻み形成する。即ち、スクライブヘッド23は、キャリッジ24前面に取付けたスライドブッシュ体33と、スライドブッシュ体33により上下動自在に保持された上下動体34と、上下動体34の下端に備えたカッターホイールホルダ35と、上下動体34の上端に連結されたエーアシリンダ装置36とを備える。
The
カッターホイールホルダ35にはカッターホイール32を備える。上下動体34の上端はエーアシリンダ装置36のピストンロッド37に連結されている。
The
上下動体34はエーアシリンダ装置36によって上下動され、スクライブ時に、カッターホイール32は上下動体34を介してエーアシリンダ装置36から圧力を受けて炭化珪素板2に、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接され、キャリッジ24の移動と共に転動してスクライブが行われる。
The vertical moving
一方、ダイヤモンドスタイラス装置25は、キャリッジ24の前面に取付けた中空シャフトを備えたDDモータ38と中空シャフト内にスライド自在に保持され、回転駆動を受けるスプライン軸39と、スプライン軸39の下端に設けられたダイヤモンドスクライブスタイラス40と、スプライン軸39の上端にフリー回転継手41を介して連結したエーアシリンダ装置42とからなり、エーアシリンダ装置42はピストンドロッド43がスプライン軸39に連結されている。
On the other hand, the
ダイヤモンドスタイラス装置25の動作は、エーアシリンダ装置42によってスプライン軸39が炭化珪素板2に向って伸長し、先端のダイヤモンドスクライブスタイラス40を炭化珪素板2に圧接すると共に、DDモータ28を駆動させて先端のダイヤモンドスクライブスタイラス40を微小に回転させることによりクボミBを形成する。
The
エーアシリンダ装置42による上下動の代りに、ダイヤモンドスクライブスタイラス40をまたはダイヤモンドスタイラス装置25全体をリニアモータ又はサボモータで上下動させてもよい。
Instead of the vertical movement by the
本スクライブ装置22によって実施されるスクライブ方法を以下に説明する。
A scribing method performed by the
炭化珪素板2へのスクライブラインの刻み形成の度毎において、スクライブ開始に際して、先ず、ダイヤモンドスタイラス装置25をスクライブ開始点Aに位置合せさせ、ダイヤモンドスタイラス装置25を動作させる。スプライン軸39を伸長させて、先端のダイヤモンドスクライブスタイラス40を開始点Aに圧接させて、ダイヤモンドスクライブスタイラス40を微小回転、また揺動させることにより、開始点AにクボミBを刻み形成する。
In each scribe line notch formation on the
クボミBの形成と同時に、ダイヤモンドスクライブスタイラス40を引込める。次に、クボミB形成された位置(開始点A)に代って、カッターホイール32を移動し、位置合せさせ、カッターホイール32を伸長させて、クボミB内に、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接させる。この状態でクボミB内からスクライブをスタートして、クボミBから連続してスクライブラインCを刻み形成する。
Simultaneously with the formation of Kubomi B, the
尚また、クボミBの大きさ(径)は、通常スクライブラインCの太さに等しいか、または小さくするが、大きくしてもよい。 The size (diameter) of the dent B is usually equal to or smaller than the thickness of the scribe line C, but may be larger.
第3実施形態
図7において、本実施例のスクライブ装置45は、焼結ダイヤモンドホイールからなると共に好ましくは、刃先角度が90°から140°であって、半径(ホイール径)が2mmから3.5mmであるカッターホイール46を備え、カッターホイール46を炭化珪素板2に、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接した状態で転動させてスクライブラインCを刻み形成するスクライブヘッド47と、炭化珪素板2にクボミBの刻み形成を専用に行うダイヤモンドスタイラス装置48とを互いに独立させ、それぞれ別々のキャリッジ49、50に取付けたものである。
Third Embodiment In FIG. 7, the
それぞれのキャリッジ49、50はテーブル51の上方に架設のガイドレール装置体52に独立して取付けられ、互いに相手に対して独立して移動するようになっている。即ち、スクライブヘッド47とダイヤモンドスタイラス装置48とは、互いに相手に対して独立して移動する。
The
また、スクライブヘッド47とダイヤモンドスタイラス装置48とのそれぞれの構造及び動作は、前記第2実施形態に示したスクライブ装置22のスクライブヘッド23、ダイヤモンドスタイラス装置25の構造動作と同じものでもよい。
The structures and operations of the
スクライブ装置45は、また第2実施形態のものと同じように、載置された炭化珪素板2を真空吸着して固定し、水平回転するテーブル51と、テーブル51をY軸方向に水平移動するようにガイド支持する平行な一対のガイドレール53、53と、ガイドレール53、53に沿ってテーブル51を数値制御移動させる送りネジ58及びY軸制御モータ54と、X軸方向に沿ってテーブル51の上方に架設されたガイドレール装置体52と、ガイドレール装置体52へX軸方向にガイドされて移動するように取付けられた2基のキャリッジ49、50と、一方のキャリッジ49をX軸方向に数値制御移動させる送りネジ及び一方のX軸制御モータ55と、他方のキャリッジ50を同じくX軸方向に数値制御移動させる送りネジ及び他方のX軸制御モータ56と、一方のキャリッジ49の前面に装置された前記スクライブヘッド47と、他方のキャリッジ50の前面に装置された前記ダイヤモンドスタイラス装置48とを備える。
As in the second embodiment, the
ダイヤモンドスタイラス装置48は第2実施形態におけるダイヤモンドスタイラス装置25と同じように、先端にダイヤモンドスクライブスタイラス57を備え、ダイヤモンドスクライブスタイラス57が炭化珪素板2に向って伸長し、圧接して、微小回転、また微小揺動してクボミBを刻み形成するようになっている。
Similar to the
本スクライブ装置45によって実施されるスクライブ方法を以下に説明する。
A scribing method performed by the
炭化珪素板2へのスクライブラインの刻み形成の度毎において、そのスクライブ開始に際して、先ず、ダイヤモンドスタイラス装置48がスクライブ開始点Aへ移動し、位置合せし、直にダイヤモンドスタイラス装置48が動作し、開始点AにクボミBを刻み形成する。クボミBが形成されると直ちに、ダイヤモンドスタイラス装置48は元の位置に復帰する。次に代わって、スクライブヘッド47がクボミB(開始点A)形成位置に移動、位置合せし、カッターホイール46を伸長させてクボミB内に、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接させる。この状態でクボミB内からスクライブをスタートさせ、クボミBから連続したスクライブラインCを刻み形成する。
At each scribe line notch formation on the
もちろん、クボミBの大きさ(径)は、スクライブラインCの太さに等しいか、または小さくするが、スクライブラインより大きくてしてもよい。 Of course, the size (diameter) of the KUBOMI B is equal to or smaller than the thickness of the scribe line C, but may be larger than the scribe line.
第4実施形態
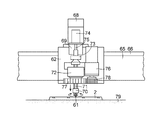
図8及び図9において、炭化珪素板の切断装置60は、焼結ダイヤモンドホイールからなると共に好ましくは、刃先角度が90°から140°であって、半径(ホイール径)が2mmから3.5mmであるカッターホイール61を備えたキャリッジ62が平面座標系をNC制御されて移動する。従ってカッターホイール61は、直交座標系においてNC制御されて移動する。
Fourth Embodiment In FIGS. 8 and 9, the silicon carbide
図8に示されるように、基台63上にY軸に沿ってガイドレール64、64が設けられ、ガイドレール64、64によって移動台65がY軸方向に移動され、更に、移動台65にはX軸に沿ったガイドレール66、66が設けられ、ガイドレール66、66によってキャリッジ62がX軸方向に移動自在である。移動台65はY軸制御モータ67及びかみ合いラック装置また送りネジによってY軸方向に数値制御されて移動される。
As shown in FIG. 8,
移動台65上のキャリッジ62はX軸制御モータ68及びかみ合いラック装置また送りネジにより、X軸方向へ数値制御移動される。
The
従って、キャリッジ62は、X軸方向及びY軸方向に位置制御され、キャリッジ62に取付けられたカッターホイール61は予め記憶された運動軌跡を移動する。以下、図9に示すように、キャリッジ62の前面には、スクライブヘッドでもあるカッターヘッド69が装置されている。
Therefore, the position of the
カッターヘッド69は下端にカッターホイールホルダ70を備えたスプライン軸71と、スプライン軸71を上下動自在にして、回転もされるように中心に保持するロータリスプライン装置72とスプライン軸71の上端にフリー回転継手73を介して連結したエーアシリンダ装置とを備える。エーアシリンダ装置74の本体はキャリッジ62に取付けられ、ピストンロッド75がスプライン軸71にフリー回転継手73を介してスプライン軸71に連結されている。
The
カッターホイールホルダ70にはカッターホイール61を備える。カッターホイール61の軸芯はスプライン軸71の軸芯に対して偏心(進向に対して後方)して設けられている。
The
ロータリスプライン装置72に保持されたスプライン軸71はエーアシリンダ装置74によってロータリスプライン装置72内をZ軸方向(炭化珪素板2面に対して垂直方向)に上下動される。
The
スクライブ時には、カッターホイール61に対して炭化珪素板2面と直角方向にエーア圧力が与えられる。また、スプライン軸71はロータリスプライン装置72により回転駆動される。ロータリスプライン装置72の側方に角度制御モータ76が設けられている。
At the time of scribing, an air pressure is applied to the
ロータリスプライン装置72には、スプライン軸71を回転する駆動ギア77を備え、駆動ギア77が角度制御モータ76に取付けたギア78とかみ合せ連結されて、角度制御モータ76によりスプライン軸71延いてはカッターホイール61が角度制御回転される。
The
即ち、カッターホイール61の刃面がスクライブ方向に向くように角度制御される。炭化珪素板2は基台63に設けられたテーブル79に載置され、かつ、必要に応じて吸着固定される。
That is, the angle is controlled so that the blade surface of the
本切断装置1によって実施される本発明のスクライブ方法を以下に説明する。 The scribing method of the present invention performed by the cutting apparatus 1 will be described below.
カッターホイール61にエーア圧力を加えながら転動させてスクライブラインを刻み形成する動作に入る直前度毎に、スクライブ開始点Aに、先ずカッターホイール61を降下し、例えば、刃先荷重0.1kg/cm2から2.0kg/cm2で圧接し、この圧接状態でカッターホイール61を微小に回動又は揺動して、開始点AにクボミBを刻み形成する。次に、クボミB内からカッターホイール61を圧接状態でスクライブスタートさせて、クボミBから発した連続したスクライブラインCを刻み形成する。
The
スクライブラインCを形成する度毎に、開始点AにクボミBを刻み形成し、クボミBからスクライブをスタートさせる方法である。 Each time the scribe line C is formed, the dent B is cut and formed at the start point A, and the scribe is started from the dent B.
このように、開始点Aに刻み形成したクボミB内からスクライブを行うことにより、開始点Aからのカッターホイールの上滑り(スリップ)が発生せず、クボミ(開始点A)から連続した垂直クラックを発生させることができ、良質な折割が得られる。 In this way, by scribing from inside Kubomi B formed at the starting point A, the cutter wheel does not slip from the starting point A, and continuous vertical cracks from Kubomi (starting point A) are generated. It can be generated and a good quality split is obtained.
また、カッターホイール61がクボミBからスタートするため、クボミBのセンターとスクライブラインCが一致する。
Moreover, since the
Claims (4)
A scribe head that has a cutter wheel and is rolled in a state where the cutter wheel is pressed against the silicon carbide plate to form a scribe line, and a diamond scribe stylus. The diamond scribe stylus is pressed against the silicon carbide plate. A scribe device comprising a diamond stylus device that chops and forms kubomi.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009319A JP2016104571A (en) | 2016-01-20 | 2016-01-20 | Method and device for scribing silicon carbide board |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016009319A JP2016104571A (en) | 2016-01-20 | 2016-01-20 | Method and device for scribing silicon carbide board |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014086922A Division JP5884852B2 (en) | 2014-04-18 | 2014-04-18 | Silicon carbide plate scribing method and scribing apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016104571A true JP2016104571A (en) | 2016-06-09 |
Family
ID=56102284
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016009319A Pending JP2016104571A (en) | 2016-01-20 | 2016-01-20 | Method and device for scribing silicon carbide board |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016104571A (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002252185A (en) * | 2001-02-23 | 2002-09-06 | Matsushita Electric Ind Co Ltd | Method of manufacturing nitride semiconductor chip |
| WO2010116421A1 (en) * | 2009-04-10 | 2010-10-14 | 坂東機工株式会社 | Glass plate scribing method and scribing device |
| JP2012093422A (en) * | 2010-10-25 | 2012-05-17 | Denso Corp | Voice recognition device |
-
2016
- 2016-01-20 JP JP2016009319A patent/JP2016104571A/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002252185A (en) * | 2001-02-23 | 2002-09-06 | Matsushita Electric Ind Co Ltd | Method of manufacturing nitride semiconductor chip |
| WO2010116421A1 (en) * | 2009-04-10 | 2010-10-14 | 坂東機工株式会社 | Glass plate scribing method and scribing device |
| JP2012093422A (en) * | 2010-10-25 | 2012-05-17 | Denso Corp | Voice recognition device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2012093422A1 (en) | Method and apparatus for scribing silicon carbide board | |
| JP5660032B2 (en) | Glass plate scribing method and scribing apparatus | |
| JP5625225B2 (en) | Glass plate processing machine | |
| KR101934947B1 (en) | Multi-axis hole drilling apparatus | |
| JP2016104683A (en) | Splitting method of glass sheet, and splitting device therefor | |
| JP2010163310A5 (en) | ||
| KR102267749B1 (en) | Grindstone for machining circumference of plate and apparatus for chamfering plate | |
| JP5884852B2 (en) | Silicon carbide plate scribing method and scribing apparatus | |
| JP2014088295A (en) | Cleaving device for rigid brittle plate | |
| JP2016104571A (en) | Method and device for scribing silicon carbide board | |
| JP2015042492A (en) | Method and apparatus for scribing silicon carbide board | |
| JP2016113323A (en) | Severing apparatus for glass sheet | |
| WO2016059794A1 (en) | Scribing method and scribing device | |
| JP6344787B2 (en) | Ceramic substrate cutting method and scribing apparatus | |
| JP5939290B2 (en) | Scribing method and scribing apparatus | |
| KR101133598B1 (en) | The glass processing apparatus for touch screen panel | |
| CN103282158B (en) | For the method and apparatus delineating carborundum plate | |
| CN105619082A (en) | Continuous grooving machine | |
| JP2015160802A (en) | Method and apparatus for processing glass plate | |
| JP2016079077A (en) | Scribing method and scribing device | |
| JP2015178453A (en) | Method and apparatus processing glass plate | |
| JP6302664B2 (en) | Trigger groove forming method and forming apparatus using the same | |
| CN105437390A (en) | Method and equipment for cutting and scratching sic board |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170110 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170310 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170606 |