JP2015199213A - 帯状部材の巻付け方法および装置 - Google Patents
帯状部材の巻付け方法および装置 Download PDFInfo
- Publication number
- JP2015199213A JP2015199213A JP2014077865A JP2014077865A JP2015199213A JP 2015199213 A JP2015199213 A JP 2015199213A JP 2014077865 A JP2014077865 A JP 2014077865A JP 2014077865 A JP2014077865 A JP 2014077865A JP 2015199213 A JP2015199213 A JP 2015199213A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- winding roller
- winding
- wound
- shaped member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/10—Building tyres on round cores, i.e. the shape of the core is approximately identical with the shape of the completed tyre
- B29D30/16—Applying the layers; Guiding or stretching the layers during application
- B29D30/1635—Applying the layers; Guiding or stretching the layers during application by feeding a continuous band and moving it back and forth (zig-zag) to form an annular element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/70—Annular breakers
Abstract
【課題】変形部材(変形アーム86)の接触部86aによって帯状部材12を表裏面に対して垂直方向に突出するよう変形させる際、該接触部86aを巻付けローラ50の中央面F上において移動させることで修正作業を不要とする。【解決手段】巻付けローラ50と変形部材(変形アーム86)とを同一部材である支持体83に支持させるとともに、変形アーム86の接触部86aを帯状部材12に接触させながら巻付けローラ50の中央面F上を移動させて該帯状部材12を表裏面に対して垂直方向に突出するよう変形させたので、巻付けローラ50の回転軸線Aが単一平面Bに対して傾斜している状態で接触部86aが移動しても、被巻付け体86aと巻付けローラ50との間を橋渡している帯状部材12は巻付けローラ50の中央面Fと常に交差しながら変形することとなり、巻付けローラ50の中央面Fから軸方向側方にずれることはない。【選択図】図7
Description
この発明は、帯状部材を被巻付け体の外周面にジグザグ状に折り返しながら巻付ける帯状部材の巻付け方法および装置に関する。
従来、空気入りタイヤ、特に航空機用ラジアルタイヤにおけるベルト端セパレーションの抑制およびタイヤの軽量化を図るため、細幅の帯状部材を被巻付け体の外周面に巻付け領域の両端において折返しながらジグザグ状に複数回巻付けることで構成したプライ(ベルト層)を該タイヤに用いることが提案されている。ここで、このような帯状部材を巻付ける巻付け装置としては、例えば、以下の特許文献1に記載のようなものが提案されている。このものは軸線回りに回転可能な被巻付け体に帯状部材を供給する供給手段と、可動台を前記被巻付け体の外周面に沿って被巻付け体の軸方向に往復動させることができるとともに、被巻付け体に接近離隔させることができる駆動手段と、前記可動台に被巻付け体への帯状部材の巻付け開始位置を通り該被巻付け体の外周面に対する法線を中心軸として回転できるよう支持された支持体と、前記支持体に支持され、前記往復動時に帯状部材を被巻付け体の外周面に押し付けることで、該帯状部材を被巻付け体にジグザグ状に折返しながら複数回巻付ける回転可能な巻付けローラと、前記支持体、巻付けローラを前記中心軸回りに一体的に回転させて、該巻付けローラの回転軸線を被巻付け体の軸線を含み前記巻付け開始位置を通る単一平面に対して逆方向に繰り返し傾斜させる回転手段とを備えたものである。
ここで、前述のような帯状部材の巻付け装置を用いてプライ(ベルト層)の成形が終了すると、帯状部材を巻付けローラと被巻付け体との間で一旦切断した後、成形されたプライを被巻付け体から取り外し、その後、帯状部材の始端部を被巻付け体に圧着し、該帯状部材を被巻付け体に再び巻付ける作業を行う。このような帯状部材の端末を処理する装置としては、例えば、以下の特許文献2に記載のようなものが知られている。このものは、可動台を被巻付け体の外周面に沿って被巻付け体の軸方向に移動させることができるとともに、被巻付け体に接近離隔させることができる駆動手段と、前記可動台に互いに離隔して固定された第1、第2固定体と、前記第1固定体に支持され、前記移動時に帯状部材を被巻付け体の外周面に押し付けることで、該帯状部材を被巻付け体にほぼ周方向に複数回巻付ける回転可能な巻付けローラと、前記第2固定体に基端部が被巻付け体の軸線に平行な旋回軸を中心として旋回できるよう支持され、前記被巻付け体に対する帯状部材の巻付けが終了して、可動台、第1、第2固定体、巻付けローラが駆動手段により被巻付け体から離隔させられたとき、旋回して被巻付け体と巻付けローラとの間を橋渡している帯状部材を、先端部に設けられた接触部によりその表裏面に垂直な方向に突出するよう変形させる変形アームと、前記変形した帯状部材を被巻付け体と巻付けローラとの間において切断する切断手段とを備えたものである。
そして、前述の特許文献1に記載された巻付け装置における帯状部材の端末を処理するため、該巻付け装置に特許文献2に記載された端末処理装置をそのまま適用することも考えられるが、このようにすると、特許文献2に記載の変形アームは、基端部が巻付けローラが支持されている第1固定体とは別部材である第2固定体に旋回可能に支持されているため、特許文献1に記載のように巻付けローラの回転軸線が回転手段によって前記単一平面に対し所定角度で傾斜している状態で、特許文献2に記載の変形アームを旋回させて被巻付け体と巻付けローラとの間を橋渡している帯状部材を該変形アームの接触部により変形させようとすると、変形アームの接触部に接触した帯状部材は垂直方向に押し上げられ、この結果、変形アームの接触部と巻付けローラとの間の帯状部材は、所定角度で傾斜した巻付けローラの下端から上側に向かうに従い(変形アームの接触部に接近する従い)巻付けローラの軸方向中央を通り該巻付けローラの回転軸線に垂直な中央面から軸方向側方に徐々に大きくずれて巻付けローラの外周面から離脱してしまうのである(図7の仮想線Y参照)。このように側方にずれた状態で帯状部材を切断した後、巻付けローラを被巻付け体に接近させて帯状部材の始端部を巻付けローラにより被巻付け体に圧着しようとしても、該帯状部材の始端部が巻付けローラの外周面から離脱していると、該帯状部材の始端部を巻付けローラにより被巻付け体に圧着することができず、この結果、作業者が帯状部材の始端部を巻付けローラの外周面に正確に巻付ける修正作業が必要となって作業能率が大幅に低下してしまうという課題があった。
この発明は、変形部材の接触部によって帯状部材を変形させる際、該接触部を巻付けローラの前記中央面上において移動させることで修正作業を不要とすることができる帯状部材の巻付け方法および装置を提供することを目的とする。
このような目的は、第1に、軸線回りに回転している被巻付け体に帯状部材を供給する一方、被巻付け体の外周面に沿って可動台を被巻付け体の軸方向に往復動させながら、該可動台に被巻付け体への帯状部材の巻付け開始位置を通り該被巻付け体の外周面に対する法線を中心軸として回転できるよう支持された支持体に支持されている回転可能な巻付けローラにより帯状部材を被巻付け体の外周面に押し付けるとともに、支持体、巻付けローラを前記中心軸回りに一体的に回転させて、該巻付けローラの回転軸線を被巻付け体の軸線を含み前記巻付け開始位置を通る単一平面に対して逆方向に繰り返し傾斜させることにより、該帯状部材を被巻付け体にジグザグ状に折返しながら複数回巻付ける工程と、前記被巻付け体に対する帯状部材の巻付けが終了して、可動台、支持体、巻付けローラが被巻付け体から離隔したとき、前記支持体に支持された変形部材の接触部を、被巻付け体と巻付けローラとの間を橋渡している帯状部材に接触させながら巻付けローラの軸方向中央を通り該巻付けローラの回転軸線に垂直な中央面上を移動させて、該帯状部材をその表裏面に垂直な方向に突出するよう変形させる工程と、前記変形した帯状部材を被巻付け体と巻付けローラとの間において切断する工程と、可動台、支持体、巻付けローラを被巻付け体に接近させて切断された帯状部材の始端部を巻付けローラにより被巻付け体に圧着する工程とを備えた帯状部材の巻付け方法により、達成することができる。
第2に、軸線回りに回転可能な被巻付け体に帯状部材を供給する供給手段と、可動台を前記被巻付け体の外周面に沿って被巻付け体の軸方向に往復動させることができるとともに、被巻付け体に接近離隔させることができる駆動手段と、前記可動台に被巻付け体への帯状部材の巻付け開始位置を通り該被巻付け体の外周面に対する法線を中心軸として回転できるよう支持された支持体と、前記支持体に支持され、前記往復動時に帯状部材を被巻付け体の外周面に押し付けることで、該帯状部材を被巻付け体の外周面にジグザグ状に折返しながら複数回巻付ける回転可能な巻付けローラと、前記支持体、巻付けローラを前記中心軸回りに一体的に回転させて、該巻付けローラの回転軸線を被巻付け体の軸線を含み前記巻付け開始位置を通る単一平面に対して逆方向に繰り返し傾斜させる回転手段と、前記支持体に支持され、可動台、支持体、巻付けローラが駆動手段により被巻付け体から離隔させられたとき、被巻付け体と巻付けローラとの間を橋渡している帯状部材に接触しながら巻付けローラの軸方向中央を通り該巻付けローラの回転軸線に垂直な中央面上を移動して、該帯状部材をその表裏面に垂直な方向に突出するよう変形させる接触部を有する変形部材と、前記変形した帯状部材を被巻付け体と巻付けローラとの間において切断する切断手段とを備えた帯状部材の巻付け装置により、達成することができる。
請求項1、4に記載された発明においては、巻付けローラと変形部材とを中心軸回りに回転可能な同一部材である支持体に支持させるとともに、変形部材の接触部を帯状部材に接触させながら巻付けローラの中央面上を移動させて該帯状部材を表裏面に垂直な方向に突出するよう変形させたので、巻付けローラの回転軸線が単一平面に対して傾斜している状態で変形部材の接触部が移動しても、被巻付け体と巻付けローラとの間を橋渡している帯状部材は巻付けローラの中央面と常に交差しながら変形することとなり、巻付けローラの中央面から軸方向側方にずれるようなことはない。この結果、帯状部材の切断後に巻付けローラを被巻付け体に接近させるだけで、帯状部材の始端部を被巻付け体に圧着することができ、これにより、作業者が帯状部材の始端部を巻付けローラの外周に巻付けるような修正作業が不要となって作業能率が向上する。
また、請求項2に記載のように切断位置における帯状部材に張力を付与するようにすれば、帯状部材の切断を簡単かつ確実とすることができる。さらに、請求項3に記載のように被巻付け体に巻付けられた帯状部材の始端部を変形部材の接触部によって被巻付け体に押し付けるようにすれば、帯状部材の始端部の被巻付け体への圧着が確実となり、帯状部材を巻付けるときに始端部が被巻付け体から剥離するような事態を効果的に防止することができる。また、請求項5に記載のように構成すれば、被巻付け体と巻付けローラとの間に帯状部材が橋渡されていても、これから干渉を受けることなく変形部材の接触部を移動させることができる。さらに、請求項6に記載のように構成すれば、帯状部材を供給方向と反対方向に引っ張る外力が作用するような場合でも、帯状部材の前記反対方向への走行を阻止することができ、帯状部材を被巻付け体に迅速かつ円滑に巻付けることができる。
以下、この発明の実施形態1を図面に基づいて説明する。
図1〜4において、11は水平な軸線回りに回転可能で拡縮径可能な被巻付け体としてのバンド成形用ドラムであり、この成形ドラム11は図示していない駆動モータ等の駆動源から回転駆動力が付与されることで、前記軸線回りに回転することができる。この成形ドラム11は該成形ドラム11の軸方向中央部に設けられ外径が一定である円筒部と、該円筒部の軸方向両側に設けられ外輪郭断面が少なくとも1種類、ここでは複数種類(2種類)の円弧から構成された円弧部とから構成されている。なお、この発明においては、前述の被巻付け体として、軸方向位置に拘わらず一定径である成形ドラム、外表面が加硫済タイヤ(製品タイヤ)の内表面と同一形状である剛体コア、あるいは、成形ドラムの周囲に成形され、断面略円弧状に膨出変形したカーカス層等からなるタイヤ中間体を用いてもよい。そして、この成形ドラム11には該成形ドラム11の後方に設置された図示していない巻出し手段から長尺の帯状部材12が巻出されて供給される。ここで、前述した帯状部材12としては、引き揃えられた直線状あるいはジグザグ状に延びる複数本(通常は 2〜12本程度)のナイロン、アラミド繊維、スチール等からなる補強コードの周囲を未加硫ゴムでコーティングした細幅のリボン状体を用いることができる。
図1〜4において、11は水平な軸線回りに回転可能で拡縮径可能な被巻付け体としてのバンド成形用ドラムであり、この成形ドラム11は図示していない駆動モータ等の駆動源から回転駆動力が付与されることで、前記軸線回りに回転することができる。この成形ドラム11は該成形ドラム11の軸方向中央部に設けられ外径が一定である円筒部と、該円筒部の軸方向両側に設けられ外輪郭断面が少なくとも1種類、ここでは複数種類(2種類)の円弧から構成された円弧部とから構成されている。なお、この発明においては、前述の被巻付け体として、軸方向位置に拘わらず一定径である成形ドラム、外表面が加硫済タイヤ(製品タイヤ)の内表面と同一形状である剛体コア、あるいは、成形ドラムの周囲に成形され、断面略円弧状に膨出変形したカーカス層等からなるタイヤ中間体を用いてもよい。そして、この成形ドラム11には該成形ドラム11の後方に設置された図示していない巻出し手段から長尺の帯状部材12が巻出されて供給される。ここで、前述した帯状部材12としては、引き揃えられた直線状あるいはジグザグ状に延びる複数本(通常は 2〜12本程度)のナイロン、アラミド繊維、スチール等からなる補強コードの周囲を未加硫ゴムでコーティングした細幅のリボン状体を用いることができる。
15は前記成形ドラム11と巻出し手段との間の床面上に設置された水平な基台であり、この基台15の上面には、成形ドラム11の軸線に垂直な水平線に平行に延びる(前後方向に延びる)一対のガイドレール16が敷設されている。17は前記基台15の直上に設置された水平な矩形板状の前後プレートであり、この前後プレート17の下面に固定された複数のスライドベアリング18は前記ガイドレール16に摺動可能に係合している。19は両端部が基台15に回転可能に支持されガイドレール16に平行に延びるねじ軸であり、このねじ軸19は基台15に取付けられた駆動モータ20の出力軸に連結される一方、前記ねじ軸19のおねじ部は前記前後プレート17の下面に固定されたねじブロック21にねじ込まれている。この結果、前記駆動モータ20が作動してねじ軸19が回転すると、前後プレート17はガイドレール16にガイドされながら前後方向に移動する。前述したガイドレール16、前後プレート17、スライドベアリング18、ねじ軸19、駆動モータ20、ねじブロック21は全体として、後述する巻付けローラ50を、成形ドラム11の軸線を含むとともに、成形ドラム11への帯状部材12の巻付け開始位置Dを通る単一平面B(ここでは水平面)内において成形ドラム11の軸線に垂直に移動させる第1移動機構22を構成する。
ここで、成形ドラム11への帯状部材12の巻付け開始位置Dとは、成形ドラム11に対し帯状部材12を巻付けている途中において、後述の巻付けローラ50により帯状部材12が成形ドラム11に押付けられることで巻き付きが開始する位置をいい、成形ドラム11の軸線と巻付けローラ50の回転軸線Aとを結ぶ最短距離の直線と、成形ドラム11の外周面とが交差する位置である。前記前後プレート17の上面には成形ドラム11の軸線に平行(左右方向)に延びる水平な支持プレート25が固定され、この支持プレート25の上面には成形ドラム11の軸線に平行(左右方向)に延びる一対のガイドレール26が敷設されている。前記ガイドレール26の直上には水平な中間プレート27が設置され、該中間プレート27の下面には前記ガイドレール26に摺動可能に係合する複数のスライドベアリング28が固定されている。29は中間プレート27の上面に固定された水平な左右プレートであり、この左右プレート29の前側部は前後プレート17の前端から前方に向かって突出している。30は前記支持プレート25に両端部が回転可能に支持されガイドレール26に平行に延びるねじ軸であり、このねじ軸30は支持プレート25に取付けられた駆動モータ31の出力軸に連結されている。
そして、このねじ軸30のおねじ部は前記中間プレート27の下面に固定されたねじブロック32にねじ込まれており、この結果、前記駆動モータ31が作動してねじ軸30が回転すると、中間プレート27、左右プレート29はガイドレール26にガイドされながら左右方向に移動する。前述した支持プレート25、ガイドレール26、中間プレート27、左右プレート29、スライドベアリング28、ねじ軸30、駆動モータ31、ねじブロック32は全体として、後述する巻付けローラを成形ドラム11の軸線を含み巻付け開始位置Dを通る単一平面B(ここでは水平面)内において成形ドラム11の軸線と平行に移動させる第2移動機構33を構成する。なお、前述した第1、第2移動機構22、33においては、ねじ軸を用いて巻付けローラを移動させるようにしたが、この発明においては、リニアモーター、シリンダを用いて、あるいは、これらと前述したねじ軸を組み合わせたものを用いて移動させるようにしてもよい。
図1〜5において、前記左右プレート29の前端部にはハーモニックドライブ(登録商標)と称される波動歯車式の第1減速機36が取付けられ、この第1減速機36は、前記左右プレート29に固定され内周に内歯を有する固定側としての円筒状のサーキュラスプラインと、前記サーキュラスプラインの内歯に噛み合う外歯を有するとともに、薄肉で弾性変形可能な出力側としてのフレクスプラインと、前記フレクスプライン内に挿入され、軸線が上下方向に延びる(水平面に垂直な)楕円状カムを有する入力側としてのウェーブジェネレータとから構成されている。37は前記左右プレート29に旋回可能に支持された旋回プレートであり、この旋回プレート37には前記第1減速機36のフレクスプラインが連結されている。38は下端が旋回プレート37に固定された中間部材であり、この中間部材38の上端には水平な水平プレート39が固定され、この水平プレート39の上面には上下方向に延びる垂直プレート40が取付けられている。前述した旋回プレート37、中間部材38、水平プレート39、垂直プレート40は全体として可動台41を構成する。
前記垂直プレート40には前記第1減速機36と同様のサーキュラスプライン、フレクスプライン、ウェーブジェネレータからなる第2減速機45、ここではサーキュラスプラインが固定されている。なお、この発明においては、波動歯車式の第1、第2減速機36、45の代わりに、偏心揺動型の差動減速機や遊星歯車減速機を用いるようにしてもよい。前記第2減速機45の中心軸上、詳しくは第2減速機45のウェーブジェネレータの軸線上には該ウェーブジェネレータを貫通する中空孔46が形成され、この中空孔46を成形ドラム11への供給途中の帯状部材12が通過することができる。ここで、前記第2減速機45の中心軸、即ちウェーブジェネレータの軸線は前記単一平面B(水平面)内に位置するとともに、巻付け開始位置Dを通過し、さらに、垂直プレート40に直交する方向に延びている。47は前記第2減速機45を構成するフレクスプラインの前面に固定され、垂直プレート40に直交して延びる支持体の一部としての支持プレートであり、この支持プレート47は第2減速機45を介して前記可動台41に、前記第2減速機45の中心軸、ここでは、前記単一平面B(水平面)上に位置するとともに、成形ドラム11への帯状部材12の巻付け開始位置Dを通り該成形ドラム11の外周面に対する法線を中心として回転できるよう支持されている。
前記支持プレート47の前端部には回転軸線Aが第2減速機45のウエーブジェネレータの軸線と直交する巻付けローラ50が回転可能に支持され、この巻付けローラ50は第1、第2移動機構22、33の作動により、成形ドラム11の外周面に沿って前記単一平面B(水平面)内を軸方向に往復動することができる。なお、この発明においては、前記単一平面Bは水平面に対して鋭角で傾斜した傾斜面であったり、水平面に対して直交する垂直面(鉛直面)であってもよい。また、この発明においては、巻付けローラ50の位置制御を容易とするため、第1減速機36の垂直な軸線上に巻付けローラ50の前端(巻付け開始位置D)を位置させるようにしてもよい。51は前記第1減速機36の直下の左右プレート29に固定された駆動モータであり、この駆動モータ51の出力軸は前記第1減速機36のウェーブジェネレータに連結されている。
この結果、前記駆動モータ51が作動して第1減速機36のフレクスプラインから可動台41に減速された回転が伝達されると、該可動台41は第1減速機36の垂直な軸線(ウェーブジェネレータの軸線)を中心として低速で旋回するが、このとき、支持プレート47に支持されている巻付けローラ50は水平面内を前記垂直な軸線回りに旋回する。前述した駆動モータ51、第1減速機36は全体として、前記可動台41、巻付けローラ50を単一平面B(水平面)に垂直な軸線回りに旋回させる旋回機構54を構成する。そして、可動台41に支持された巻付けローラ50を成形ドラム11の外周面から一定距離だけ離しながら該成形ドラム11の外周面に沿って第1、第2移動機構22、33により水平面内を成形ドラム11の軸方向に往復動させているとき、該巻付けローラ50を旋回機構54によって単一平面B(水平面)に垂直な軸線回りに旋回させるようにすれば、成形ドラム11に前述のような円弧部が形成されていても、巻付け開始位置Dにおける円弧部の外周面に対する接線と巻付けローラ50の回転軸線Aとを平行に保持することができる。なお、この発明においては、旋回機構として、モータにより駆動されるウォーム機構、シリンダにより駆動されるラック・ピニオン機構やリンク機構を用いるようにしてもよい。
前述した第1、第2移動機構22、33、旋回機構54は全体として駆動手段55を構成し、この駆動手段55が作動することで、前記可動台41は、成形ドラム11の外周面に沿って該成形ドラム11の外周面から一定距離だけ離隔しながら該成形ドラム11の軸方向に往復動することができるとともに、成形ドラム11に対し接近離隔することができる。なお、この発明においては、前記駆動手段として、単一平面B内に位置し被巻付け体の外周面に沿って延びるガイドカムまたはガイドスリットと、巻付けローラ、支持体、可動台を前記ガイドカムまたはガイドスリットに沿って移動させる移動機構とから構成されたものを用いてもよく、あるいは、ハンドの先端に巻付けローラが支持された多関節の工業用ロボットを用いるようにしてもよい。なお、被巻付け体が円筒状の成形ドラムから構成されているときには、前記駆動手段を第1、第2移動機構22、33のみから構成し、旋回機構54を省略することができる。
56は水平プレート39の後端部に回転可能に支持された上下方向に延びる一対の規制ローラであり、これらの規制ローラ56は前記帯状部材12の幅と等距離だけ離れて配置されている。そして、成形ドラム11に向かって供給されている帯状部材12は、その供給途中に前記規制ローラ56間を通過するが、このとき、該帯状部材12の幅方向両側端が共に規制ローラ56に転がり接触し、これにより、該帯状部材12は成形ドラム11に対する供給中の姿勢が安定する。57は水平プレート39の上面に固定された上下方向に延びる矩形板状のガイドプレートであり、このガイドプレート57は前記垂直プレート40に垂直に延びている。前記ガイドプレート57には複数個、ここでは2個のガイドローラ58、59および1個の規制ローラ60が水平な軸線回りに回転可能な支持され、これらのガイドローラ58、59および規制ローラ60に供給途中の帯状部材12が次々と転がり接触することで、該帯状部材12の走行方向が変更される。
61は前記規制ローラ60の直下のガイドプレート57に取り付けられた上下方向に延びる流体シリンダであり、この流体シリンダ61のピストンロッド62の先端(上端)には前記規制ローラ60に接触可能な挟持ローラ63が回転可能に支持されている。そして、前記流体シリンダ61のピストンロッド62が突出して挟持ローラ63が上昇すると、該挟持ローラ63は成形ドラム11に供給されている途中の帯状部材12を規制ローラ60に押付け、該帯状部材12を規制ローラ60と協働して上下から挟持する。64は前記ガイドプレート57に取り付けられ前記規制ローラ60に連結されたワンウェイクラッチであり、このワンウェイクラッチ64は、規制ローラ60の回転を許容あるいは阻止することで、規制ローラ60と挟持ローラ63とによって挟持された帯状部材12の成形ドラム11に対する供給方向(前方)への走行を許容する一方、帯状部材12の成形ドラム11に対する供給方向と逆方向(後方)への走行を阻止する。
このようにワンウェイクラッチ64によって帯状部材12の供給方向への走行を許容する一方、供給方向と逆方向への走行を阻止するようにすれば、巻出し手段と規制ローラ60との間に、フェスツーン手段や帯状部材12に空中走行する部位等が存在することで、帯状部材12に供給方向と反対方向(後方)に引っ張る外力が作用するような場合でも、帯状部材12の前記反対方向への走行を阻止することができ、これにより、帯状部材12を成形ドラム11に対し迅速かつ円滑に螺旋状に巻付けることができる。前記支持プレート47には水平な軸線回りにフリー回転可能な少なくとも1個、ここでは1個のガイドローラ65が支持され、このガイドローラ65は前記中空孔46を通過しながら供給された帯状部材12を前記巻付けローラ50の下側に導く。前述したガイドローラ58、59、規制ローラ60、ガイドローラ65は全体として、軸線回りに回転可能な成形ドラム11に帯状部材12を供給する供給手段66を構成する。なお、この発明においては、供給手段として搬送コンベアを用いるようにしてもよく、あるいは、この実施形態で説明したようなローラと搬送コンベアとを組み合わせたものを用いてもよい。
そして、前記成形ドラム11が軸線回りに回転しているとき、帯状部材12が供給手段66により成形ドラム11に供給されると、該帯状部材12は巻付けローラ50により成形ドラム11の外周面に押付けられて該成形ドラム11の外周面に巻付けられるが、このとき、駆動手段55により前記巻付けローラ50を単一平面B(水平面)内において成形ドラム11の外周面に沿って該成形ドラム11の外周面から一定距離(帯状部材12の肉厚とほぼ同一距離)だけ離しながら成形ドラム11の軸方向に往復動させる一方、支持プレート47、巻付けローラ50を第1減速機36の垂直な軸線回りに旋回させて、巻付けローラ50の回転軸線Aを巻付け開始位置Dにおける成形ドラム11の外周面に対する接線と平行に変位させる。
このように、巻付けローラ50の往復動時に帯状部材12を該巻付けローラ50により成形ドラム11の外周面に押し付けるようにすれば、該成形ドラム11の外周面に帯状部材12を巻付け領域の幅方向両端において折返しながらジグザグ状に複数回巻付けることができる。69は前記第2減速機45のウェーブジェネレータに連結され該ウェーブジェネレータと同軸のタイミングプーリであり、このタイミングプーリ69の軸線上には前記中空孔46と同軸で供給途中の帯状部材12が通過する中空孔70が形成されている。71は前記水平プレート39に取付けられた駆動モータであり、この駆動モータ71の出力軸72に固定されたタイミングプーリ73と前記タイミングプーリ69との間には、ガイドプレート57に形成された貫通窓74を通過するタイミングベルト75が掛け渡されている。
前述したタイミングプーリ69、駆動モータ71、タイミングプーリ73、タイミングベルト75は全体として、前記第2減速機45に回転駆動力を付与する駆動機構76を構成する。また、前述の第2減速機45、駆動機構76は全体として、前記帯状部材12の巻付け時に、支持プレート47、巻付けローラ50に回転駆動力を付与して該支持プレート47(後述の支持ブラケット82とで構成される支持体83)、巻付けローラ50を一体的に、単一平面B(水平面)内に位置するとともに、前記成形ドラム11への帯状部材12の巻付け開始位置Dを通り該成形ドラム11の外周面に対する法線を中心軸として回転させることで、該巻付けローラ50の回転軸線Aを前記単一平面B(水平面)に対して逆方向に繰り返し傾斜させることできる回転手段77を構成し、この回転手段77は巻付けローラ50の回転軸線Aの単一平面Bに対する傾斜角、即ちローラ傾斜角G(図7参照)を変更することができる。なお、この発明においては、回転手段として、ロータリーアクチュエータやラック・ピニオン機構を用いることもできる。
そして、駆動モータ71を作動して該駆動モータ71の回転駆動力を第2減速機45のウェーブジェネレータに入力すると、第2減速機45から支持プレート47、巻付けローラ50に低速回転が伝達され、これにより、支持プレート47(後述の支持ブラケット82とで構成される支持体83)、巻付けローラ50は、成形ドラム11への帯状部材12の巻付け開始位置Dを通り該成形ドラム11の外周面に対する法線を中心軸として回転し、該巻付けローラ50の回転軸線Aが前記水平面に対して所定角度で傾斜する。このように巻付けローラ50の回転軸線Aが水平面に対して傾斜しているときに、該巻付けローラ50に供給手段66から帯状部材12が供給されるとともに、可動台41、支持プレート47、巻付けローラ50が駆動手段55により成形ドラム11の外周面に沿って軸方向に移動させられる一方、成形ドラム11が軸線回りに回転すると、前記帯状部材12は巻付けローラ50により押し付けられながら成形ドラム11の外周面(巻付け領域)に水平面に対して傾斜した状態(図2、8参照)で螺旋状に巻付けられる。そして、帯状部材12が巻付け領域の幅方向片端まで巻付けられると、該帯状部材12を成形ドラム11の外周面に、図8に示すように、周方向に所定長さだけ巻付けるが、この場合には駆動モータ71により巻付けローラ50の回転軸線Aと水平面との交差角(ローラ傾斜角G)が零となるよう該巻付けローラ50を徐々に傾斜させる。
このように巻付けローラ50の回転軸線Aを単一平面B(水平面)に対して逆方向に繰り返し傾斜させることで、成形ドラム11の外周面に帯状部材12を、巻付け領域の幅方向両端において周方向に延びる周方向部12aをそれぞれ設けながら折返し、1周でほぼ2サイクルの波を形成するようジグザグ状に巻付ける。なお、この発明においては、1周でほぼ1サイクルの波を形成するよう巻付けてもよい。79は旋回プレート37の上面に固定された2次元レーザーセンサー等からなる検出手段であり、この検出手段79は成形ドラム11の外周面に巻付けられた隣接する帯状部材12間の周方向距離、例えば帯状部材12間に位置する間隙の周方向長さ、あるいは、帯状部材12の幅方向中央線間の周方向距離を検出することができる。
図1、5、6、7において、82は前記支持プレート47に固定されたL字形の支持ブラケットであり、この支持ブラケット82と前記支持プレート47とは全体として支持体83を構成する。前記支持体83、詳しくは支持ブラケット82には、出力軸84の回転軸が前記巻付けローラ50の回転軸線Aと同軸である駆動機構としての駆動モータ85が取り付けられ、この駆動モータ85の出力軸84には変形部材としての変形アーム86の一部を構成する内側アーム87の基端部が固定されている。なお、前述の駆動機構としてロータリーアクチュエータやラック・ピニオン機構を用いるようにしてもよい。前記内側アーム87の先端部には前記巻付けローラ50の回転軸線Aに平行に延びる移動手段としての流体シリンダ88が固定され、この流体シリンダ88のピストンロッド89の先端には外側アーム90の基端部が固定されている。
前述した内側アーム87、外側アーム90は全体として前記変形部材としての変形アーム86を構成するが、この変形アーム86の外側アーム90は前記シリンダ88の作動により巻付けローラ50の回転軸線方向に移動することができ、また、前記変形アーム86は駆動モータ85を介してその基端部が支持体83に巻付けローラ50の回転軸線Aと同軸の旋回軸を中心として旋回可能に支持されていることになる。そして、この変形アーム86(外側アーム90)の先端部は帯状部材12に接触可能な接触部86aとなるが、この接触部86aはシリンダ88の作動により巻付けローラ50の回転軸線方向に移動するとともに、前記駆動モータ85の作動により前記旋回軸を中心とする円弧上を移動する。なお、前記変形アーム86の基端部に位置する旋回軸は巻付けローラ50の回転軸線Aと平行であれば、該巻付けローラ50の回転軸線Aからオフセットしていてもよく、要するに、変形アーム86はその基端部が巻付けローラ50の回転軸線Aと平行な旋回軸を中心として支持体83に旋回可能に支持されていればよい。
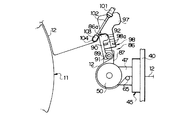
そして、前記成形ドラム11に対する帯状部材12の巻付けが終了した後、前記可動台41、支持体83、巻付けローラ50が駆動手段55の作動により成形ドラム11から離隔すると、巻付けローラ50と成形ドラム11との間に帯状部材12がほぼ水平に橋渡される。このとき、前記変形アーム86が駆動モータ85の作動により下側から上側に向かって旋回軸を中心に旋回し、接触部86aが巻付けローラ50の軸方向中央を通り該巻付けローラ50の回転軸線Aに垂直な中央面F上を、換言すれば中央面Fと交差した状態のまま、円弧を描きながら移動すると、該接触部86aは旋回の途中で前記橋渡されている帯状部材12に下側から接触するが、この接触後も前記旋回により接触部86aは継続して巻付けローラ50の中央面F上を移動するため、該橋渡されている帯状部材12はその途中が変形アーム86の接触部86aにより押し上げられ、該帯状部材12の表裏面に垂直な方向に向かって突出するよう(ここでは、帯状部材12の厚さ方向に三角形状を呈しながら凸状の山形となるよう)変形する。この際、成形ドラム11と巻付けローラ50との間のスペースが狭くても、前述のように構成すれば、構造簡単でありながら迅速かつ確実に橋渡されている帯状部材12を突出するよう変形させることができる。
なお、この発明においては、帯状部材を突出するよう変形させる際、変形部材の接触部を被巻付け体と巻付けローラとの間において巻付けローラの中央面F上を直線状に移動させるようにしてもよく、この場合には、前述の駆動機構として流体シリンダ、ねじ機構等を用いればよい。ここで、前記外側アーム90の基端部および先端部には巻付けローラ50の巻付け時における回転方向前方に向かって突出した突起91、92がそれぞれ長手方向に離れて形成されており、この結果、前述のように橋渡された帯状部材12が変形アーム86の接触部86aにより突出するよう変形されると、該変形した帯状部材12は突起91と突起92との間において空中に張り渡される。なお、この発明においては、前記変形アーム86の先端にローラを回転可能に支持させるようにしてもよい。
また、前記流体シリンダ88が作動してピストンロッド89が突出すると、変形アーム86の接触部86aが巻付けローラ50の回転軸線方向に、図7に実線で示す位置から仮想線で示す位置まで移動して巻付けローラ50に接近し、巻付けローラ50の中央面F上に位置する、即ち、前記橋渡されている帯状部材12と重なり合う一方、流体シリンダ88の作動によりピストンロッド89が引っ込むと、変形アーム86の接触部86aが巻付けローラ50の回転軸線方向に前述と逆方向に、図7に実線で示す位置まで移動して巻付けローラ50から離隔し、該巻付けローラ50の中央面Fから側方に離脱、即ち、前記橋渡されている帯状部材12との重なり合いから離脱する。なお、前述の実施形態においては、変形部材(変形アーム86)を内側アーム87と外側アーム90とから構成したが、この発明においては変形部材を一体物から構成してもよく、この場合には、移動手段により変形部材単体を巻付けローラ50の回転軸線方向に移動させたり、あるいは、変形部材と駆動機構とを一体的に巻付けローラ50の回転軸線方向に移動させるようにすればよい。また、この発明においては、移動手段としてねじ機構、ソレノイド機構を用いるようにしてもよい。さらに、この発明においては、外側アーム90の基端部を内側アーム87の先端部に揺動可能に連結するとともに、外側アーム90を流体シリンダ等の移動手段により内側アーム87に対して揺動させ、該外側アーム90に設けられた接触部86aを巻付けローラの中央面F上に位置、あるいは、中央面Fから側方に離脱させるようにしてもよい。
95は前記巻付けローラ50の一側方に設置され成形ドラム11の軸線に平行に延びる移動機構としてのシリンダ(図1参照)であり、このシリンダ95は図示していない固定フレームに位置調節可能に取り付けられている。前記シリンダ95のピストンロッド96の先端にはブラケット97が固定され、このブラケット97には切断手段としての市販のエアカッター98が取り付けられている。ここで、このエアカッター98はエアの給排によりピストンを移動させるとともに、該ピストンの移動を切断刃98aに伝達して該切断刃98aを鋏のように揺動させ、前記帯状部材12を成形ドラム11と巻付けローラ50との間、ここでは変形アーム86の接触部86aと巻付けローラ50との間(詳しくは突起91と突起92との間)に張り渡された部位において幅方向に切断する。なお、この発明においては、切断手段により被巻付け体と変形手段の接触部との間に張り渡された部位の帯状部材を切断するようにしてもよく、要するに、被巻付け体と巻付けローラとの間において帯状部材を切断すればよい。ここで、成形ドラム11の外径に変更が生じた場合などには、シリンダ95の固定フレームに対する取付け位置を前記変更に対応して変化させればよい。なお、この発明においては、前記切断手段を成形ドラム11の軸線に平行に延びるアンビルと、該アンビルに沿って移動可能で回転する円板状のカッター刃とから構成するようにしてもよい。
そして、この実施形態において、巻付けローラ50と変形アーム86とを共に前記中心軸回りに回転可能な同一部材である支持体83に支持させるとともに、変形アーム86の接触部86aを帯状部材12に接触させながら巻付けローラ50の中央面F上を移動させて該帯状部材12を表裏面に垂直な方向に突出するよう変形させたので、巻付けローラ50の回転軸線Aが単一平面Bに対して傾斜している状態で変形アーム86の接触部86aが移動しても、成形ドラム11と巻付けローラ50との間の帯状部材12は、図7に仮想線Xで示すように、巻付けローラ50の中央面Fと常に交差しながら変形することとなり、巻付けローラ50の中央面Fから軸方向側方にずれるようなことはない。
この結果、帯状部材12の切断後に巻付けローラ50を成形ドラム11に接近させるだけで、帯状部材12の始端部を成形ドラム11に圧着することができ、これにより、作業者が帯状部材12の始端部を巻付けローラ50の外周面に巻付けるような修正作業が不要となって作業能率が向上する。これに対し、背景技術で説明したものでは、図7に仮想線Yで示すように、帯状部材12は巻付けローラ50の下端から上側に向かうに従い、巻付けローラの中央面Fから軸方向側方に徐々に大きくずれてしまうため、巻付けローラ50を成形ドラム11に接近させるだけでは、帯状部材12の始端部を巻付けローラ50により成形ドラム11に圧着することができず、この結果、作業者が帯状部材12の始端部を巻付けローラ50の外周面に正確に巻付ける修正作業が必要となってしまうという課題が生じるのである。
101は前記ブラケット97に固定された移動機構としての流体シリンダであり、この流体シリンダ 101は下側に向かうに従い成形ドラム11に接近するよう傾斜している。この流体シリンダ 101のピストンロッド 102の先端にはブラケット 103を介して成形ドラム11の軸線に平行に延びる付与ローラ 104が回転可能に支持され、この付与ローラ 104は、前記流体シリンダ 101が作動してピストンロッド 102が突出したとき、上側限まで旋回した変形アーム86の接触部86a直上をかすめながら斜め下方に移動し、成形ドラム11と接触部86aとの間に橋渡された帯状部材12を前記接触部86aの近傍において斜め下方に押込む(図6の仮想線参照)ことで、該接触部86aと成形ドラム11との間に位置する帯状部材12をその表裏面に垂直な方向に(帯状部材12の厚さ方向)に変位(下側に向かって凸状に変形)させ、これにより、成形ドラム11と巻付けローラ50との間、ここでは、接触部86aと巻付けローラ50との間に位置する帯状部材12、即ち、前記エアカッター98により切断される位置(切断位置)の帯状部材12を変位(変形)させることなく、該位置の帯状部材12に対し長手方向の張力を付与する。なお、この発明においては、付与ローラにより接触部と巻付けローラとの間の帯状部材を変位させることで、切断位置の帯状部材に張力を付与するようにしてもよい。
このようにエアカッター98による切断の直前に付与ローラ 104によって切断位置の帯状部材12に対し張力を付与するようにすれば、帯状部材12の切断を簡単かつ確実とすることができる。また、前述のように付与ローラ 104を流体シリンダ 101により接触部86a近傍を通過させるようにすれば、流体シリンダ 101のストロークが短くても帯状部材12に適切な値の張力を付与することができ、移動機構を容易に小型化することができる。 105はパソコン等の制御手段(図1参照)であり、この制御手段 105は前記成形ドラム11を駆動回転させる駆動源、駆動モータ20、31、51、71、85、流体シリンダ88、 101に制御信号をそれぞれ出力し、これら駆動源、駆動モータ20、31、51、71、85、流体シリンダ88、 101の作動(オン、オフおよび回転速度等)を制御する。
次に、前記実施形態1の作用について説明する。
今、成形ドラム11の外周面に帯状部材12が巻付けられているとする。このとき、成形ドラム11は駆動源からの駆動力により軸線回りに回転しており、巻出し手段から巻出された帯状部材12は供給手段66により巻付けローラ50の外周面に下側から供給される。ここで、前記巻付けローラ50は、第1、第2移動機構22、33の作動により成形ドラム11の外周面から一定距離(帯状部材12の肉厚とほぼ同一距離)だけ離隔しながら該成形ドラム11の外周面に沿って単一平面B(水平面)内を巻付け領域の幅方向一端に向かうよう移動(往動)する一方、旋回機構54の作動により第1減速機36の軸線回りに旋回し、その回転軸線Aが巻付け開始位置Dにおける成形ドラム11の外周面に対する接線と平行となるよう傾斜させられる。また、このとき、巻付けローラ50に巻付きながら成形ドラム11に供給された帯状部材12は巻付け開始位置Dにおいて巻付けローラ50により成形ドラム11の外周面に押付けられ、これにより、帯状部材12は巻付けローラ50から成形ドラム11の周囲(巻付け領域)に転写されて、エア入りが防止されながら螺旋状に巻付けられる。
今、成形ドラム11の外周面に帯状部材12が巻付けられているとする。このとき、成形ドラム11は駆動源からの駆動力により軸線回りに回転しており、巻出し手段から巻出された帯状部材12は供給手段66により巻付けローラ50の外周面に下側から供給される。ここで、前記巻付けローラ50は、第1、第2移動機構22、33の作動により成形ドラム11の外周面から一定距離(帯状部材12の肉厚とほぼ同一距離)だけ離隔しながら該成形ドラム11の外周面に沿って単一平面B(水平面)内を巻付け領域の幅方向一端に向かうよう移動(往動)する一方、旋回機構54の作動により第1減速機36の軸線回りに旋回し、その回転軸線Aが巻付け開始位置Dにおける成形ドラム11の外周面に対する接線と平行となるよう傾斜させられる。また、このとき、巻付けローラ50に巻付きながら成形ドラム11に供給された帯状部材12は巻付け開始位置Dにおいて巻付けローラ50により成形ドラム11の外周面に押付けられ、これにより、帯状部材12は巻付けローラ50から成形ドラム11の周囲(巻付け領域)に転写されて、エア入りが防止されながら螺旋状に巻付けられる。
このようにして帯状部材12が成形ドラム11の外周面に螺旋状に巻付けられているとき、帯状部材12は周方向に対して比較的大きな角度で傾斜しながら巻付けられているが、この成形ドラム11への帯状部材12の巻付け時に、回転手段77により巻付けローラ50、支持体83を一体的に巻付け開始位置Dを通る前記法線回りに回転させることで、巻付けローラ50の回転軸線Aの前記単一平面B(水平面)に対するローラ傾斜角Gを調節し、巻付けローラ50の転動方向(帯状部材12の巻付け方向)と単一平面B(水平面)との交差角を所定角度とする。そして、帯状部材12の巻付けが巻付け領域の幅方向一端部に到達すると、回転手段77(駆動モータ71)により巻付けローラ50の回転軸線Aと水平面との交差角が零となるまで巻付けローラ50、支持体83を短時間で回転させる。そして、巻付けローラ50が巻付け領域の幅方向一端に到達すると、駆動手段55の作動を一旦停止させて巻付けローラ50の軸方向移動を停止させるが、このときも成形ドラム11を継続して回転させ、前記巻付け領域の幅方向一端に帯状部材12を周方向に所定距離だけ巻付ける。このようにすれば、帯状部材12の螺旋巻付けと周方向巻付けとの境界を比較的小さな曲率半径の円弧で連続させることができ、これより、成形ドラム11の回転を停止させることなく帯状部材12を連続して巻付けることができて、作業能率が容易に向上する。
次に、回転手段77(駆動モータ71)を作動して巻付けローラ50、支持体83を前述と同様に成形ドラム11の外周面に対する法線を中心として回転させ、巻付けローラ50をローラ傾斜角Gが前述と同一角度となるまで逆方向に傾斜させるとともに、駆動手段55を作動させて巻付けローラ50を巻付け領域の幅方向他端に向かって移動(復動)させる。この結果、帯状部材12の周方向巻付けと螺旋巻付けとの境界は比較的小さな曲率半径の円弧で連続される。その後、巻付けローラ50を巻付け領域の幅方向他端に向かってさらに移動(復動)させることで、帯状部材12を前述と同様に成形ドラム11の周囲に螺旋状に巻付けるが、このとき、成形ドラム11の周方向に対する帯状部材12の傾斜方向は前述と逆方向になる。このようにして帯状部材12を巻付け領域の幅方向一端から幅方向他端に向かって螺旋状に巻付ける。
そして、巻付け領域の幅方向他端部まで帯状部材12が巻付けられると、前述と同様に成形ドラム11の外周面に対する法線回りに巻付けローラ50を回転させて帯状部材12を成形ドラム11の周方向に所定距離だけ巻付け、その後、巻付けローラ50を前記法線回りに逆方向(最初と同方向)に回転させるとともに、巻付け領域の幅方向一端に向かって移動(往動)させ、帯状部材12を成形ドラム11の周囲に、既に巻付けられた帯状部材12に沿って、両帯状部材12の間に僅かな間隙を形成しながら巻付ける。このように可動台41、巻付けローラ50を駆動手段55により成形ドラム11の外周面に沿って成形ドラム11の軸方向に往復動させながら、巻付けローラ50の回転軸線Aを前記単一平面Bに対して逆方向に繰り返し傾斜させると、成形ドラム11の外周面、詳しくは巻付け領域全域に帯状部材12が該巻付け領域の幅方向両端において折り返されながらジグザグ状に複数回周方向に巻付けられる。このとき、該帯状部材12は成形ドラム11の1周当たりほぼ2サイクルの波状を呈しながら折れ曲がっている。そして、前述のような巻付けを所定回数繰り返し、上下で帯状部材12同士が逆方向に傾斜している2枚のプライを1度に成形する。なお、このような巻付けを繰り返し、2枚の複数倍の枚数のプライを成形してもよい。
このようにして成形ドラム11に対する帯状部材12の巻付けが、図9、10に示すように終了するとともに、巻付けローラ50が巻付け領域の幅方向中央に到達すると、該巻付けローラ50の往復動を停止させるとともに、成形ドラム11の回転を停止させる。次に、駆動手段55の第1移動機構22(駆動モータ20)を作動して前後プレート17、左右プレート29、可動台41、巻付けローラ50、支持体83、変形アーム86を一体的にガイドレール16に沿って後方に移動させ、これら可動台41、巻付けローラ50、支持体83等を成形ドラム11から離隔させる。このとき、巻付けローラ50の回転軸線Aは単一平面Bに対して帯状部材12の成形ドラム11への巻付け時と同一角度で傾斜したままであってもよく、あるいは、巻付けローラ50が法線(中心軸)回りに回転させることで、その回転軸線Aを単一平面B上に位置させてもよい。そして、後述する変形アーム86の旋回時に、変形アーム86と成形ドラム11との間で干渉が生じない位置まで、巻付けローラ50等が成形ドラム11から離隔すると、前記巻付けローラ50等の後方への移動を停止する。
このとき、成形ドラム11と巻付けローラ50との間には帯状部材12が直線状に延びながらほぼ水平に橋渡されるが、この橋渡されている帯状部材12より上側には、図6に仮想線で示すように上側限で待機している変形アーム86の接触部86aが巻付けローラ50の中央面F上に位置しており、この結果、変形アーム86の接触部86aの移動軌跡(旋回軌跡)は帯状部材12と交差している。次に、流体シリンダ88を作動してピストンロッド89を引っ込ませ、変形アーム86の接触部86a(外側アーム90)を巻付けローラ50の回転軸線方向に移動させる。この結果、接触部86aは巻付けローラ50の中央面Fから側方に離脱し、これにより、変形アーム86の接触部86aの移動軌跡(旋回軌跡)は帯状部材12から側方にオフセットする。
次に、駆動モータ85を作動して変形アーム86を旋回軸を中心として前記上側限から、図6に実線で示す下側限まで旋回させるが、このとき、該変形アーム86の接触部86aは、図11に仮想線で示すように、前記橋渡されている帯状部材12と干渉することなく該帯状部材12より下側に到達する。次に、流体シリンダ88を作動してピストンロッド89を突出させることで、接触部86a(外側アーム90)を巻付けローラ50の回転軸線方向に移動させ、該接触部86aを前記橋渡されている帯状部材12より下側において巻付けローラ50の中央面F上に復帰させる。このときの状態が図11に示されている。このように変形アーム86の接触部86aを巻付けローラ50の回転軸線方向に移動させる流体シリンダ88を設ければ、成形ドラム11と巻付けローラ50との間に帯状部材12が橋渡されていても、これから干渉を受けることなく変形アーム86の接触部86aを移動させることができる。
次に、前記駆動モータ85を作動して変形アーム86を上側に旋回させることで、接触部86aを巻付けローラ50の中央面F上において上側に移動させると、該接触部86aは上側への移動の途中で帯状部材12に下側から接触する。ここで、前記接触部86aはこのような接触後も上側への移動を継続するため、前記橋渡されている帯状部材12は、その途中が変形アーム86の接触部86aにより押し上げられ、該帯状部材12の表裏面に垂直な方向、ここでは上側に向かって突出するよう(凸状となった山形)に変形する。このときの状態が図12に示されている。また、前述した巻付けローラ50等の成形ドラム11からの離隔により巻付けローラ50の外周面にほぼ半周に亘って巻付いていた帯状部材12が、巻付けローラ50の外周面から剥がれて 1/4周程度まで巻付き量が低下することがあるが、このような場合でも前述のように成形ドラム11と巻付けローラ50との間の帯状部材12を前述のように突出するよう変形させれば、巻付けローラ50の外周面に対する帯状部材12の巻付きをほぼ 3/4周程度まで増加させることができる。これにより、巻付けローラ50を以後の工程で成形ドラム11に押し付けたときの成形ドラム11に接触する部位の巻付けローラ50に、帯状部材12を確実に存在させることができる。
このように帯状部材12を変形させるとき、巻付けローラ50と変形アーム86とを前記中心軸回りに回転可能な同一部材である支持体83に支持させるとともに、変形アーム86の接触部86aを帯状部材12に接触させながら巻付けローラ50の中央面F上を移動させて該帯状部材12を表裏面に垂直な方向に突出するよう変形させたので、成形ドラム11と巻付けローラ50との間の帯状部材12は、前述のように変形しても巻付けローラ50の中央面Fから軸方向側方にずれるようなことはない。この結果、帯状部材12の切断後に巻付けローラ50を成形ドラム11に接近させるだけで、帯状部材12の始端部を成形ドラム11に圧着することができる。
また、前述のように帯状部材12が変形されると、前記外側アーム90の突起91と突起92との間に変形アーム86と巻付けローラ50との間の帯状部材12が空中に張り渡される。次に、シリンダ95を作動してピストンロッド96を突出させることで、ブラケット97を、図13に示すように、上側限まで旋回した変形アーム86の接触部86aに向かって移動させる。そして、ブラケット97が前記接触部86a近傍まで移動すると、前記エアカッター98の切断刃98a間に前記突起91と突起92との間において空中に張り渡された帯状部材12が侵入する。次に、流体シリンダ 101を作動してピストンロッド 102を突出させると、付与ローラ 104が変形アーム86の接触部86a直上をかすめながら斜め下方に成形ドラム11に接近するよう移動し、成形ドラム11と接触部86aとの間に橋渡された帯状部材12を前記接触部86aの近傍において斜め下方に押込む(図6、図14参照)。この結果、該接触部86aと成形ドラム11との間に位置する帯状部材12がその表裏面に垂直な方向(厚さ方向)に変位され、ここでは下側に突出するよう変形され、これにより、前記切断位置に位置する帯状部材12は位置ずれが防止されながら長手方向の張力が付与される。
次に、エアカッター98を作動させると、該エアカッター98の切断刃98aが鋏のように揺動し、前記変形した帯状部材12を接触部86aと巻付けローラ50との間(突起91と突起92との間)の切断位置において幅方向に切断する。このように帯状部材12を突出するよう変形させる工程と帯状部材12を切断する工程との間に、接触部86aと成形ドラム11との間に位置する帯状部材12を表裏面に垂直な方向に変位させ、接触部86aと巻付けローラ50との間に位置する切断位置の帯状部材12に張力を付与する工程を介装するようにすれば、帯状部材12の切断を簡単かつ確実とすることができる。そして、前述のように成形ドラム11と巻付けローラ50との間で帯状部材12が切断されると、成形ドラム11側には帯状部材12の終端部が、巻付けローラ50側には帯状部材12の始端部が形成される。ここで、成形ドラム11側に位置する帯状部材12の終端部は拘束するものが存在しないため、自由状態となっているが、巻付けローラ50側に位置する帯状部材12の始端部は変形アーム86の突起90、91との摩擦抵抗によりある程度規制されている。この結果、該始端部は、後工程で巻付けローラ50が成形ドラム11に接近するよう移動しても、変形アーム86、巻付けローラ50から剥離して垂れ下がるようなことはない。また、このとき、ワンウェイクラッチ64が帯状部材12に対し供給方向と逆方向への走行を規制しているため、帯状部材12に供給方向と反対方向(後方)に引っ張る外力が作用していても、帯状部材12の前記反対方向への走行(引き戻し)が阻止される。
次に、前記シリンダ95、 101のピストンロッド96、 102を引っ込めてエアカッター98、付与ローラ 104を初期位置に復帰させる。このとき、成形ドラム11を約半回転させて帯状部材12の終端部を巻付けローラ50の反対側まで移動させた後、図示していない処理手段あるいは作業者の手作業により、該帯状部材12の終端部を既に巻付けられている帯状部材12に沿わせて成形ドラム11の周囲に巻付けるとともに、該帯状部材12の終端部を巻付け領域の幅方向中央において成形ドラム11の軸線に平行に切断する。このように成形ドラム11の周囲に帯状部材12が規定回数巻付けられて円筒状部材としてのプライが成形されると、成形ドラム11を縮径した後、図示していない搬送手段により成形済みのプライを成形ドラム11から取り外して次工程に搬出する。ここで、前述のようにして成形されたプライは、例えば、航空機用、乗用車用、トラック・バス用タイヤのベルト層、ベルト補強層等として用いることができる。なお、成形されたプライの外側にトレッドを貼付けてベルト・トレッドバンドとした後、該ベルト・トレッドバンドを被巻付け体から取り外すようにしてもよい。また、被巻付け体が前述のようなタイヤ中間体である場合には、該タイヤ中間体の外周面に前述と同様にしてベルト層等を直接成形してもよく、この場合にはタイヤ中間体からベルト層等を取り外すことはない。
また、前述のようなプライを続けて製造する場合には、駆動手段55を作動して可動台41、支持体83、巻付けローラ50を成形ドラム11に接近させるとともに、成形ドラム11の軸方向に移動させることで、前記巻付けローラ50を巻付け領域の幅方向一端の直後まで移動させ、また、前記巻付けローラ50を回転手段77により回転させて該巻付けローラ50の回転軸線Aを前記単一平面B(水平面)上に位置させる。このような移動時に支持体83に振動が作用しても、帯状部材12の始端部は突起90、91との摩擦抵抗によりずれが規制されているため、変形アーム86、巻付けローラ50から剥離することはない。次に、巻付けローラ50を成形ドラム11に向かって移動させて成形ドラム11(巻付け領域の幅方向一端)に押付け、巻付けローラ50の外周面に巻付いている帯状部材12の始端部を該巻付けローラ50により成形ドラム11の外周面に圧着する。このとき、成形ドラム11に対する帯状部材12の圧着部位は帯状部材12の始端から所定距離離れた位置であるので、前記圧着部位より始端側の帯状部材12は成形ドラム11に圧着されておらず、拘束を受けていない自由状態となっている。そして、成形ドラム11に対する帯状部材12の圧着開始後、巻付けローラ50の軸方向移動を規制した状態で、帯状部材12を成形ドラム11に供給しながら該成形ドラム11を所定角度だけ軸線回りに回転させ、帯状部材12の始端部を成形ドラム11の外周面に前記周方向部12aより若干長い規定の長さだけ周方向に巻付ける。
このようにして帯状部材12の始端部が成形ドラム11に巻付けられると、成形ドラム11の回転を一旦停止させるとともに、駆動モータ85を作動して変形アーム86を下側に向かって旋回させ、該変形アーム86の接触部86aを成形ドラム11の外周面に接近移動させる。この結果、前記接触部86aは成形ドラム11の外周面に巻付けられた帯状部材12の始端部に当接し、該部位の帯状部材12を成形ドラム11に押し付ける。このように帯状部材12の始端部を巻付けローラ50により成形ドラム11に圧着する工程の後に、帯状部材12を供給しながら成形ドラム11を回転させ、該帯状部材12の始端部を成形ドラム11に巻付ける工程と、変形アーム86の接触部86aを移動させて成形ドラム11に巻付けられた帯状部材12の始端部を該変形アーム86の接触部86aにより成形ドラム11に押し付ける工程とを設けるようにすれば、帯状部材12の始端部の成形ドラム11への圧着がより確実となり、帯状部材12を成形ドラム11に連続して巻付けるときに、始端部が成形ドラム11から剥離するような事態を効果的に防止することができる。その後、変形アーム86を上側に旋回させ、接触部86aを上側限に復帰させる。
前述のように成形ドラム11の外周面(巻付け領域の幅方向一端)に帯状部材12が周方向に規定長さだけ巻付けられると、成形ドラム11を軸線回りに回転させる一方、巻付けローラ50により帯状部材12を前述と同様に成形ドラム11の巻付け領域にジグザグ状に折返しながら2〜3回程度巻付ける。そして、前記帯状部材12の始端部が巻付けローラ50の反対側に到達したとき、成形ドラム11の回転および巻付けローラ50の移動を停止させる。次に、図示していない処理手段あるいは作業者の手作業により、該帯状部材12の始端部の一部を成形ドラム11から引き剥がして、成形ドラム11に周方向に巻付けられている帯状部材12の長さを前記周方向部12aの長さに修正する。その後、前記引き剥がした帯状部材12の始端部を既に巻付けられている帯状部材12に沿わせて成形ドラム11の周囲に巻付けるとともに、該帯状部材12の始端部を巻付け領域の幅方向中央において成形ドラム11の軸線に平行に切断する。このように帯状部材12の始端、終端の双方を成形ドラム11の軸線に平行に切断するようにすれば、製造された円筒体の品質を容易に向上させることができる。また、前述のように帯状部材12の始端、終端は共に巻付け領域の幅方向中央に位置しているため、円筒体の回転バランスが良好となる。次に、前述と同様に帯状部材12を成形ドラム11の外周面にジグザグ状に折返しながら次々と巻付ける。
なお、この発明においては、周方向に対して傾斜した状態から周方向の状態に帯状部材12の巻付け方向を変更するとき、成形ドラム11の回転を一旦停止させる一方、周方向の状態から周方向に対して傾斜した状態に帯状部材12の巻付け方向を変更するとき、成形ドラム11を停止した状態から回転させるようにしてもよい。
この発明は、帯状部材を被巻付け体の外周面にジグザグ状に折り返しながら巻付ける産業分野に適用できる。
11…被巻付け体 12…帯状部材
41…可動台 50…巻付けローラ
55…駆動手段 60…規制ローラ
64…ワンウェイクラッチ 66…供給手段
77…回転手段 83…支持体
86…変形部材 86a…接触部
88…移動手段 98…切断手段
A…回転軸線 B…単一平面
D…巻付け開始位置 F…中央面
41…可動台 50…巻付けローラ
55…駆動手段 60…規制ローラ
64…ワンウェイクラッチ 66…供給手段
77…回転手段 83…支持体
86…変形部材 86a…接触部
88…移動手段 98…切断手段
A…回転軸線 B…単一平面
D…巻付け開始位置 F…中央面
Claims (6)
- 軸線回りに回転している被巻付け体に帯状部材を供給する一方、被巻付け体の外周面に沿って可動台を被巻付け体の軸方向に往復動させながら、該可動台に被巻付け体への帯状部材の巻付け開始位置を通り該被巻付け体の外周面に対する法線を中心軸として回転できるよう支持された支持体に支持されている回転可能な巻付けローラにより帯状部材を被巻付け体の外周面に押し付けるとともに、支持体、巻付けローラを前記中心軸回りに一体的に回転させて、該巻付けローラの回転軸線を被巻付け体の軸線を含み前記巻付け開始位置を通る単一平面に対して逆方向に繰り返し傾斜させることにより、該帯状部材を被巻付け体にジグザグ状に折返しながら複数回巻付ける工程と、前記被巻付け体に対する帯状部材の巻付けが終了して、可動台、支持体、巻付けローラが被巻付け体から離隔したとき、前記支持体に支持された変形部材の接触部を、被巻付け体と巻付けローラとの間を橋渡している帯状部材に接触させながら巻付けローラの軸方向中央を通り該巻付けローラの回転軸線に垂直な中央面上を移動させて、該帯状部材をその表裏面に垂直な方向に突出するよう変形させる工程と、前記変形した帯状部材を被巻付け体と巻付けローラとの間において切断する工程と、可動台、支持体、巻付けローラを被巻付け体に接近させて切断された帯状部材の始端部を巻付けローラにより被巻付け体に圧着する工程とを備えたことを特徴とする帯状部材の巻付け方法。
- 前記帯状部材を突出するよう変形させる工程と、帯状部材を切断する工程との間に、変形部材の接触部と被巻付け体との間に位置する帯状部材を表裏面に垂直な方向に変位させ、変形部材の接触部と巻付けローラとの間に位置する切断位置の帯状部材に張力を付与する工程を介装した請求項1記載の帯状部材の巻付け方法。
- 前記帯状部材の始端部を圧着する工程の後に、帯状部材を供給しながら被巻付け体を回転させ、帯状部材の始端部を被巻付け体に巻付ける工程と、変形部材の接触部を移動させて被巻付け体に巻付けられた帯状部材の始端部を該変形部材の接触部により被巻付け体に押し付ける工程とをさらに設けた請求項1または2記載の帯状部材の巻付け方法。
- 軸線回りに回転可能な被巻付け体に帯状部材を供給する供給手段と、可動台を前記被巻付け体の外周面に沿って被巻付け体の軸方向に往復動させることができるとともに、被巻付け体に接近離隔させることができる駆動手段と、前記可動台に被巻付け体への帯状部材の巻付け開始位置を通り該被巻付け体の外周面に対する法線を中心軸として回転できるよう支持された支持体と、前記支持体に支持され、前記往復動時に帯状部材を被巻付け体の外周面に押し付けることで、該帯状部材を被巻付け体の外周面にジグザグ状に折返しながら複数回巻付ける回転可能な巻付けローラと、前記支持体、巻付けローラを前記中心軸回りに一体的に回転させて、該巻付けローラの回転軸線を被巻付け体の軸線を含み前記巻付け開始位置を通る単一平面に対して逆方向に繰り返し傾斜させる回転手段と、前記支持体に支持され、可動台、支持体、巻付けローラが駆動手段により被巻付け体から離隔させられたとき、被巻付け体と巻付けローラとの間を橋渡している帯状部材に接触しながら巻付けローラの軸方向中央を通り該巻付けローラの回転軸線に垂直な中央面上を移動して、該帯状部材をその表裏面に垂直な方向に突出するよう変形させる接触部を有する変形部材と、前記変形した帯状部材を被巻付け体と巻付けローラとの間において切断する切断手段とを備えたことを特徴とする帯状部材の巻付け装置。
- 前記変形部材の接触部を巻付けローラの回転軸線方向に移動させる移動手段を設け、被巻付け体と巻付けローラとの間に帯状部材が橋渡されているとき、変形部材の接触部を前記回転軸線方向に移動させて、前記橋渡されている帯状部材より上側において巻付けローラの前記中央面上に位置していた前記接触部を前記中央面から側方に離脱させた後、変形部材の接触部を前記橋渡されている帯状部材より下側に移動させ、その後、前記接触部を前記回転軸線方向に移動させて、該接触部を前記橋渡されている帯状部材より下側において巻付けローラの前記中央面上に復帰させるようにした請求項4記載の帯状部材の巻付け装置。
- 前記被巻付け体に供給されている途中の帯状部材に転がり接触する規制ローラを設けるとともに、該規制ローラに連結されたワンウェイクラッチを設け、該ワンウェイクラッチは帯状部材の被巻付け体に対する供給方向への走行を許容する一方、帯状部材の被巻付け体に対する供給方向と逆方向への走行を阻止する請求項4または5記載の帯状部材の巻付け装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014077865A JP2015199213A (ja) | 2014-04-04 | 2014-04-04 | 帯状部材の巻付け方法および装置 |
| PCT/JP2015/001515 WO2015151435A1 (ja) | 2014-04-04 | 2015-03-18 | 帯状部材の巻付け方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014077865A JP2015199213A (ja) | 2014-04-04 | 2014-04-04 | 帯状部材の巻付け方法および装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015199213A true JP2015199213A (ja) | 2015-11-12 |
Family
ID=54239784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014077865A Pending JP2015199213A (ja) | 2014-04-04 | 2014-04-04 | 帯状部材の巻付け方法および装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2015199213A (ja) |
| WO (1) | WO2015151435A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105946261B (zh) * | 2016-06-27 | 2018-04-10 | 天津赛象科技股份有限公司 | 拼接辅助递料装置 |
| NL2022861B1 (en) * | 2019-04-04 | 2020-10-08 | Vmi Holland Bv | Guiding device |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0569498A (ja) * | 1991-09-12 | 1993-03-23 | Toyo Tire & Rubber Co Ltd | 自動車タイヤのキヤツププライ成形装置 |
| JP3194765B2 (ja) * | 1991-11-13 | 2001-08-06 | 株式会社ブリヂストン | 細幅帯状体の巻き付け装置 |
| WO2005075180A1 (fr) * | 2004-01-27 | 2005-08-18 | Societe De Technologie Michelin | Dispositif de fabrication d’un renforcement pour pneumatique |
-
2014
- 2014-04-04 JP JP2014077865A patent/JP2015199213A/ja active Pending
-
2015
- 2015-03-18 WO PCT/JP2015/001515 patent/WO2015151435A1/ja active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015151435A1 (ja) | 2015-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4309339B2 (ja) | ストリップを回転表面に取り付けるための装置および方法 | |
| JP5058267B2 (ja) | 空気入りタイヤを製造する方法および装置 | |
| JP5142375B2 (ja) | 更生タイヤの製造方法及び装置 | |
| US20120080139A1 (en) | Rubber sheet jointing apparatus and method | |
| JP5265251B2 (ja) | コード切断装置 | |
| KR102228558B1 (ko) | 고무 시트 부재의 공급장치 및 방법 | |
| EP2598322A1 (en) | Method and device for manufacturing a green tyre | |
| CN106515059A (zh) | 轮胎胎体帘布层联接设备和方法 | |
| WO2015151435A1 (ja) | 帯状部材の巻付け方法および装置 | |
| EP1535727B1 (en) | Device and method for adhering tire component member | |
| JP6809026B2 (ja) | コード入りゴムシート部材の切断方法および装置 | |
| JP4073781B2 (ja) | 伝動ベルト製造方法、及び伝動ベルト製造装置 | |
| JP2010149398A (ja) | シート状部材の接合装置、接合シート状部材の製造装置及び製造方法 | |
| JP2018118493A (ja) | フィラー付きビードの製造方法および装置 | |
| JP5797730B2 (ja) | 帯状部材の巻付け装置 | |
| MX2010011039A (es) | Metodo y aparato para producir neumaticos verdes. | |
| JP7225806B2 (ja) | ゴム部材成形方法及びこれに用いられる押圧ローラ | |
| US20170050396A1 (en) | Bleeder cord affixing device and method | |
| CN107206719B (zh) | 用于制备轮胎的设备和方法 | |
| EP2402149B1 (en) | Machines and methods for manufacturing of a component of a car tyre | |
| EP3981584A1 (en) | Apparatus and method for manufacturing of spirally wound tubes | |
| JP2011240678A (ja) | ゴムシート貼付装置及びゴムシート貼付方法 | |
| JP3992542B2 (ja) | 金型ロールへの芯体コード巻き付け方法及びその装置 | |
| US1639408A (en) | Method and apparatus for covering tubing | |
| JP2015202679A (ja) | 未加硫ゴム帯状部材の巻き付け装置 |