JP2015123714A - Resin composition for laser-engraving, original plate for laser-engravable flexographic printing plate and method for producing the same, and platemaking method for flexographic printing plate - Google Patents
Resin composition for laser-engraving, original plate for laser-engravable flexographic printing plate and method for producing the same, and platemaking method for flexographic printing plate Download PDFInfo
- Publication number
- JP2015123714A JP2015123714A JP2013271094A JP2013271094A JP2015123714A JP 2015123714 A JP2015123714 A JP 2015123714A JP 2013271094 A JP2013271094 A JP 2013271094A JP 2013271094 A JP2013271094 A JP 2013271094A JP 2015123714 A JP2015123714 A JP 2015123714A
- Authority
- JP
- Japan
- Prior art keywords
- component
- laser engraving
- resin composition
- printing plate
- flexographic printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41C—PROCESSES FOR THE MANUFACTURE OR REPRODUCTION OF PRINTING SURFACES
- B41C1/00—Forme preparation
- B41C1/02—Engraving; Heads therefor
- B41C1/04—Engraving; Heads therefor using heads controlled by an electric information signal
- B41C1/05—Heat-generating engraving heads, e.g. laser beam, electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N1/00—Printing plates or foils; Materials therefor
- B41N1/12—Printing plates or foils; Materials therefor non-metallic other than stone, e.g. printing plates or foils comprising inorganic materials in an organic matrix
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Printing Plates And Materials Therefor (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
Abstract
Description
本発明は、レーザー彫刻用樹脂組成物、レーザー彫刻型フレキソ印刷版原版及びその製造方法、並びに、フレキソ印刷版の製版方法に関する。 The present invention relates to a resin composition for laser engraving, a laser engraving-type flexographic printing plate precursor and a method for producing the same, and a method for making a flexographic printing plate.
レリーフ形成層をレーザーにより直接彫刻し製版する、いわゆる「直彫りCTP方式」が多く提案されている。この方式では、フレキソ原版に直接レーザーを照射し、光熱変換によりレリーフ形成層に熱分解及び揮発を生じさせ、凹部を形成する。直彫りCTP方式は、原画フィルムを用いたレリーフ形成と異なり、自由にレリーフ形状を制御することができる。このため、抜き文字の如き画像を形成する場合、その領域を他の領域よりも深く彫刻する、又は、微細網点画像では、印圧に対する抵抗を考慮し、ショルダーをつけた彫刻をすることなども可能である。この方式に用いられるレーザーは高出力の炭酸ガスレーザーが用いられることが一般的である。炭酸ガスレーザーの場合、全ての有機化合物が照射エネルギーを吸収して熱に変換できる。一方、安価で小型の半導体レーザーが開発されてきているが、これらは可視及び近赤外光であるため、レーザー光を吸収して熱に変換することが必要となる。
従来のフレキソ印刷版としては、例えば、特許文献1〜3に記載のものが知られている。
Many so-called “direct engraving CTP methods” have been proposed in which a relief forming layer is directly engraved with a laser to make a plate. In this method, the flexographic original plate is directly irradiated with a laser, and thermal decomposition and volatilization are caused in the relief forming layer by photothermal conversion to form a recess. Unlike the relief formation using the original film, the direct engraving CTP method can freely control the relief shape. For this reason, when an image such as a letter is formed, the area is engraved deeper than other areas, or the fine halftone dot image is engraved with a shoulder in consideration of resistance to printing pressure. Is also possible. In general, a high-power carbon dioxide laser is used as a laser for this method. In the case of a carbon dioxide laser, all organic compounds can absorb irradiation energy and convert it into heat. On the other hand, inexpensive and small semiconductor lasers have been developed. However, since these are visible and near infrared light, it is necessary to absorb the laser light and convert it into heat.
As conventional flexographic printing plates, for example, those described in Patent Documents 1 to 3 are known.
本発明が解決しようとする課題は、彫刻カスのリンス性に優れ、画質及びインキ転移性に優れたフレキソ印刷版を得ることができるレーザー彫刻型フレキソ印刷版原版及びその製造方法、並びに、フレキソ印刷版の製版方法を提供することである。
また、本発明が解決しようとする他の課題は、このような印刷版原版に好適に使用される、レーザー彫刻用樹脂組成物を提供することである。
The problem to be solved by the present invention is a laser engraving-type flexographic printing plate precursor capable of obtaining a flexographic printing plate excellent in engraving residue rinsing properties and excellent in image quality and ink transferability, a method for producing the same, and flexographic printing It is to provide a plate making method.
Another problem to be solved by the present invention is to provide a resin composition for laser engraving that is suitably used for such a printing plate precursor.
本発明の上記課題は以下の<1>、<8>、<9>、<16>又は<18>に記載の手段により解決された。好ましい実施態様である<2>〜<7>、<10>〜<15>及び<17>と共に以下に記載する。
<1>(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマー、(成分B)重合開始剤、並びに、(成分C)発泡剤を含有し、成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、成分Aの含有量が、組成物の全質量に対し、50質量%以上であることを特徴とするレーザー彫刻用樹脂組成物、
<2>成分Aが、ポリブタジエン、ポリイソプレン、又は、ブタジエン及び/若しくはイソプレンを少なくとも共重合した共重合体である、<1>に記載のレーザー彫刻用樹脂組成物、
<3>成分Aが、ポリブタジエン、又は、ポリイソプレンである、<1>又は<2>に記載のレーザー彫刻用樹脂組成物、
<4>成分Bが、有機過酸化物である、<1>〜<3>のいずれか1つに記載のレーザー彫刻用樹脂組成物、
<5>成分Cが、化学発泡剤である、<1>〜<4>のいずれか1つに記載のレーザー彫刻用樹脂組成物、
<6>(成分D)重合性化合物を更に含有する、<1>〜<5>のいずれか1つに記載のレーザー彫刻用樹脂組成物、
<7>(成分E)光熱変換剤を更に含有する、<1>〜<6>のいずれか1つに記載のレーザー彫刻用樹脂組成物、
<8><1>〜<7>のいずれか1つに記載のレーザー彫刻用樹脂組成物からなる層を発泡及び架橋した架橋レリーフ形成層を有するレーザー彫刻型フレキソ印刷版原版、
<9>(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマー、(成分B)重合開始剤、並びに、(成分C)発泡剤を含有し、成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、成分Aの含有量が、組成物の全質量に対し、50質量%以上であるレーザー彫刻用樹脂組成物からなる層を発泡及び架橋した架橋レリーフ形成層を有することを特徴とするレーザー彫刻型フレキソ印刷版原版、
<10>成分Aが、ポリブタジエン、ポリイソプレン、又は、ブタジエン及び/若しくはイソプレンを少なくとも共重合した共重合体である、<9>に記載のレーザー彫刻型フレキソ印刷版原版、
<11>成分Aが、ポリブタジエン、又は、ポリイソプレンである、<9>又は<10>に記載のレーザー彫刻型フレキソ印刷版原版、
<12>成分Bが、有機過酸化物である、<9>〜<11>のいずれか1つに記載のレーザー彫刻型フレキソ印刷版原版、
<13>成分Cが、化学発泡剤、又は、物理発泡剤である、<9>〜<12>のいずれか1項に記載のレーザー彫刻型フレキソ印刷版原版、
<14>上記レーザー彫刻用樹脂組成物が、(成分D)重合性化合物を更に含有する、<9>〜<12>のいずれか1つに記載のレーザー彫刻型フレキソ印刷版原版、
<15>上記レーザー彫刻用樹脂組成物が、(成分E)光熱変換剤を更に含有する、<9>〜<14>のいずれか1つに記載のレーザー彫刻型フレキソ印刷版原版、
<16>(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマー、(成分B)重合開始剤、並びに、(成分C)発泡剤を含有し、成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、成分Aの含有量が、組成物の全質量に対し、50質量%以上であるレーザー彫刻用樹脂組成物からなる層を形成する工程、並びに、上記レーザー彫刻用樹脂組成物からなる層を発泡及び架橋し架橋レリーフ形成層を形成する工程を含む<8>〜<15>のいずれか1つに記載のレーザー彫刻型フレキソ印刷版原版の製造方法、
<17>上記発泡及び架橋を少なくとも一部同時に行う、<16>に記載のレーザー彫刻型フレキソ印刷版原版の製造方法、
<18><8>〜<15>のいずれか1つに記載のレーザー彫刻型フレキソ印刷版原版を準備する工程、及び、上記架橋レリーフ形成層をレーザー彫刻し、レリーフ層を形成する彫刻工程を含むフレキソ印刷版の製版方法。
The above-mentioned problems of the present invention have been solved by the means described in <1>, <8>, <9>, <16> or <18> below. It is described below together with <2> to <7>, <10> to <15> and <17> which are preferred embodiments.
<1> (Component A) a binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal and the side chain, (Component B) a polymerization initiator, and (Component C) A plastomer selected from the group consisting of a foaming agent, wherein component A is a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and urethane (meth) acrylate, and the content of component A is A resin composition for laser engraving, which is 50% by mass or more based on the total mass of the composition;
<2> The resin composition for laser engraving according to <1>, wherein Component A is polybutadiene, polyisoprene, or a copolymer obtained by copolymerizing at least butadiene and / or isoprene,
<3> The resin composition for laser engraving according to <1> or <2>, wherein component A is polybutadiene or polyisoprene,
<4> The resin composition for laser engraving according to any one of <1> to <3>, wherein Component B is an organic peroxide,
<5> The resin composition for laser engraving according to any one of <1> to <4>, wherein Component C is a chemical foaming agent,
<6> (Component D) The resin composition for laser engraving according to any one of <1> to <5>, further containing a polymerizable compound,
<7> (Component E) The resin composition for laser engraving according to any one of <1> to <6>, further containing a photothermal conversion agent,
<8> Laser engraving-type flexographic printing plate precursor having a crosslinked relief-forming layer obtained by foaming and cross-linking a layer made of the resin composition for laser engraving according to any one of <1> to <7>,
<9> (Component A) a binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal and the side chain, (Component B) a polymerization initiator, and (Component C) A plastomer selected from the group consisting of a foaming agent, wherein component A is a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and urethane (meth) acrylate, and the content of component A is A laser engraving-type flexographic printing plate precursor comprising a crosslinked relief-forming layer obtained by foaming and cross-linking a layer composed of a resin composition for laser engraving that is 50% by mass or more based on the total mass of the composition;
<10> The laser engraving-type flexographic printing plate precursor according to <9>, wherein component A is polybutadiene, polyisoprene, or a copolymer obtained by copolymerizing at least butadiene and / or isoprene,
<11> Component A is polybutadiene or polyisoprene, the laser engraving-type flexographic printing plate precursor according to <9> or <10>,
<12> Component B is an organic peroxide, the laser engraving-type flexographic printing plate precursor according to any one of <9> to <11>,
<13> Component C is a chemical foaming agent or a physical foaming agent, the laser engraving-type flexographic printing plate precursor according to any one of <9> to <12>,
<14> The laser engraving-type flexographic printing plate precursor according to any one of <9> to <12>, wherein the resin composition for laser engraving further contains (Component D) a polymerizable compound,
<15> The laser engraving-type flexographic printing plate precursor according to any one of <9> to <14>, wherein the resin composition for laser engraving further contains (Component E) a photothermal conversion agent,
<16> (Component A) a binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal and the side chain, (Component B) a polymerization initiator, and (Component C) A plastomer selected from the group consisting of a foaming agent, wherein component A is a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and urethane (meth) acrylate, and the content of component A is A step of forming a layer composed of a resin composition for laser engraving of 50% by mass or more based on the total mass of the composition, and a crosslinked relief forming layer obtained by foaming and crosslinking the layer composed of the resin composition for laser engraving <8>-<15> including the process to form, The manufacturing method of the laser-engraving type flexographic printing plate precursor as described in any one of the above,
<17> The method for producing a laser engraving-type flexographic printing plate precursor according to <16>, wherein the foaming and crosslinking are simultaneously performed at least partially.
<18> A step of preparing the laser engraving-type flexographic printing plate precursor according to any one of <8> to <15>, and a engraving step of laser engraving the crosslinked relief forming layer to form a relief layer Including flexographic printing plate making method.
本発明によれば、彫刻カスのリンス性に優れ、画質及びインキ転移性に優れたフレキソ印刷版を得ることができるレーザー彫刻型フレキソ印刷版原版及びその製造方法、並びに、フレキソ印刷版の製版方法を提供することができた。
また、本発明によれば、このような印刷版原版に好適に使用される、レーザー彫刻用樹脂組成物を提供することができた。
ADVANTAGE OF THE INVENTION According to this invention, the laser-engraving type | mold flexographic printing plate precursor which can obtain the flexographic printing plate which was excellent in the rinse property of engraving residue, and was excellent in image quality and ink transfer property, its manufacturing method, and the plate-making method of a flexographic printing plate Could be provided.
Moreover, according to this invention, the resin composition for laser engravings used suitably for such a printing plate precursor could be provided.
以下において、本発明の内容について詳細に説明する。以下に記載する構成要件の説明は、本発明の代表的な実施態様に基づいてなされることがあるが、本発明はそのような実施態様に限定されるものではない。
なお、本発明において「〜」とは、その前後に記載される数値を下限値及び上限値として含む意味で使用される。
また、本発明において、「(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマー」等を、単に「成分A」等ともいう。
更に、本明細書における基(原子団)の表記において、置換及び無置換を記していない表記は、置換基を有さないものと共に置換基を有するものをも包含するものである。例えば「アルキル基」とは、置換基を有さないアルキル基(無置換アルキル基)のみならず、置換基を有するアルキル基(置換アルキル基)をも包含するものである。
本発明において、「質量部」及び「質量%」はそれぞれ、「重量部」及び「重量%」と同義である。
また、本発明において、好ましい態様の組み合わせは、より好ましい態様である。
Hereinafter, the contents of the present invention will be described in detail. The description of the constituent elements described below may be made based on typical embodiments of the present invention, but the present invention is not limited to such embodiments.
In the present invention, “to” is used to mean that the numerical values described before and after it are included as a lower limit value and an upper limit value.
In the present invention, “(Component A) a binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal and the side chain” and the like are simply referred to as “Component A”. Also called etc.
Furthermore, in the description of the group (atomic group) in this specification, the description which does not describe substitution and unsubstituted includes the thing which has a substituent with the thing which does not have a substituent. For example, the “alkyl group” includes not only an alkyl group having no substituent (unsubstituted alkyl group) but also an alkyl group having a substituent (substituted alkyl group).
In the present invention, “parts by mass” and “% by mass” are synonymous with “parts by weight” and “% by weight”, respectively.
Moreover, in this invention, the combination of a preferable aspect is a more preferable aspect.
(レーザー彫刻用樹脂組成物)
本発明のレーザー彫刻用樹脂組成物(以下、単に「樹脂組成物」又は「組成物」ともいう。)は、(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマー、(成分B)重合開始剤、並びに、(成分C)発泡剤を含有し、成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、成分Aの含有量が、組成物の全質量に対し、50質量%以上であることを特徴とする。
また、本発明のレーザー彫刻用樹脂組成物は、発泡性及び架橋性を有することが好ましい。
(Resin composition for laser engraving)
The resin composition for laser engraving of the present invention (hereinafter also simply referred to as “resin composition” or “composition”) is at least selected from the group consisting of (Component A) the inside of the main chain, the main chain terminal, and the side chain. Binder polymer having ethylenically unsaturated bond in one part, (Component B) Polymerization initiator, and (Component C) Foaming agent, Component A is a polymer having a polybutadiene structure, Polymer having a polyisoprene structure And a plastomer selected from the group consisting of urethane (meth) acrylates, wherein the content of component A is 50% by mass or more based on the total mass of the composition.
The resin composition for laser engraving of the present invention preferably has foamability and crosslinkability.
本発明者が鋭意検討した結果、レーザー彫刻用樹脂組成物に成分A〜成分Cを含有することにより、レーザー彫刻時に発生する彫刻カスのリンス性に優れ、得られるフレキソ印刷版の画質及びインキ転移性に優れるレーザー彫刻用樹脂組成物を提供することができることを見出した。
詳細な機構は不明であるが、(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマーを含む樹脂組成物に対し、(成分B)重合開始剤及び(成分C)発泡剤により、発泡及び架橋を生じさせることで、特定の樹脂構造中に気泡を有するレリーフ層を形成でき、また、レリーフ層表面にも気泡由来の凹部が生じており、インキ転移性を向上させると推定される。
また、フレキソ印刷版のレリーフ層が高ヤング率すぎると高画質だがインキ転移性が悪化、低ヤング率すぎると高インキ転移性だが画質が悪化する、という二律背反の関係があることを本発明者は見いだした。しかし、本発明では、上記の効果によってインキ転移性は十分確保でき、かつ、気泡が柔軟性を与え、気泡以外のマトリックス部分が特定の構造であり、高ヤング率であるとともに気泡により柔軟性も有するレリーフ層であるため、インキ転移性と画質との両立が可能となったものと推定される。なお、特許文献1に記載されているようなシェルを有する中空粒子を使用した場合は、インキ転移性及び画質が共に劣るが、上記凹部及びレリーフ層の柔軟性が十分に生じないためと推定される。
更に、詳細な機構は不明であるが、本発明のレーザー彫刻用樹脂組成物を使用して得られたフレキソ印刷版は、特定の樹脂構造中に気泡を有するレリーフ層を有するため、彫刻カスの発生量が少なく、リンス性に優れると考えられる。
As a result of intensive studies by the present inventors, the resin composition for laser engraving contains component A to component C, so that the engraving residue generated at the time of laser engraving is excellent, and the image quality and ink transfer of the resulting flexographic printing plate are excellent. It has been found that a resin composition for laser engraving having excellent properties can be provided.
Although the detailed mechanism is unknown, (Component A) For a resin composition comprising a binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the end of the main chain and the side chain , (Component B) A polymerization initiator and (Component C) a foaming agent can cause foaming and crosslinking to form a relief layer having air bubbles in a specific resin structure, and the surface of the relief layer is also derived from air bubbles. It is estimated that the ink transfer property is improved.
In addition, the present inventor has the contradictory relationship that the relief layer of the flexographic printing plate has a high Young's modulus and high image quality, but the ink transfer property is deteriorated, and if the low Young's modulus is too low, the ink transfer property is high but the image quality is deteriorated. I found it. However, in the present invention, due to the above effects, the ink transfer property can be sufficiently ensured, and the bubbles give flexibility, the matrix portion other than the bubbles has a specific structure, and has a high Young's modulus and also has flexibility due to the bubbles. It is presumed that the ink transfer property and the image quality can be compatible because of the relief layer. In addition, when hollow particles having a shell as described in Patent Document 1 are used, both the ink transferability and the image quality are inferior, but it is estimated that the recesses and the relief layer are not sufficiently flexible. The
Further, although the detailed mechanism is unknown, the flexographic printing plate obtained by using the resin composition for laser engraving of the present invention has a relief layer having bubbles in a specific resin structure. It is considered that the amount generated is small and the rinse property is excellent.
なお、本明細書では、フレキソ印刷版原版の説明に関し、上記成分A及び成分Bを含有し、レーザー彫刻に供する画像形成層としての、表面が平坦な層であり、かつ未架橋の架橋性層をレリーフ形成層といい、上記レリーフ形成層を架橋した層を架橋レリーフ形成層といい、これをレーザー彫刻して表面に凹凸を形成した層をレリーフ層という。なお、成分Cとして物理発泡剤を使用する場合、レリーフ形成層又は架橋レリーフ形成層を形成した後、含浸等によりレリーフ形成層又は架橋レリーフ形成層に含有させてもよい。
以下、本発明のレーザー彫刻用樹脂組成物に含有される成分について説明する。
In the present specification, regarding the description of the flexographic printing plate precursor, the component A and the component B are contained, and the surface is a flat layer as an image forming layer to be subjected to laser engraving and is an uncrosslinked crosslinkable layer Is called a relief forming layer, a layer obtained by crosslinking the relief forming layer is called a crosslinked relief forming layer, and a layer in which irregularities are formed on the surface by laser engraving is called a relief layer. In addition, when using a physical foaming agent as component C, after forming a relief forming layer or a crosslinked relief forming layer, you may make it contain in a relief forming layer or a crosslinked relief forming layer by impregnation.
Hereinafter, the components contained in the resin composition for laser engraving of the present invention will be described.
(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマー
本発明のレーザー彫刻用樹脂組成物は、(成分A)主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有するバインダーポリマーを含有し、成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、成分Aの含有量が、組成物の全質量に対し、50質量%以上である。
また、成分Aは、非水溶性のバインダーポリマーであることが好ましい。
(Component A) Binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal, and the side chain The resin composition for laser engraving of the present invention comprises (Component A) main A binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the chain, the main chain end, and the side chain, wherein the component A is a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, And a plastomer selected from the group consisting of urethane (meth) acrylates, and the content of component A is 50% by mass or more based on the total mass of the composition.
Component A is preferably a water-insoluble binder polymer.
成分Aは、主鎖内部、主鎖末端及び側鎖よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有し、主鎖内部及び主鎖末端よりなる群から選ばれる少なくとも1つの部分にエチレン性不飽和結合を有することが好ましく、主鎖内部の少なくとも1つの部分にエチレン性不飽和結合を有することがより好ましい。
なお、本発明において、「主鎖」とは樹脂を構成する高分子化合物の分子中で相対的に最も長い結合鎖を表し、「側鎖」とは主鎖から枝分かれしている炭素鎖を表し、側鎖にはヘテロ原子を含んでもよい。
また、成分Aが有していてもよいエチレン性不飽和基としては、特に制限はないが、ブタジエン又はイソプレン由来のエチレン性不飽和結合、又は、(メタ)アクリル基であることが好ましく、ブタジエン又はイソプレン由来のエチレン性不飽和結合、又は、(メタ)アクリロキシ基であることがより好ましく、ブタジエン又はイソプレン由来のエチレン性不飽和結合であることが更に好ましい。
また、ブタジエン又はイソプレン由来のエチレン性不飽和結合としては、1,4−付加により形成された主鎖内部のエチレン性不飽和結合、1,2−付加又は3,4−付加により形成された側鎖のエチレン性不飽和結合、及び、これらのエチレン性不飽和結合が位置異性化したエチレン性不飽和化合物であってもよいが、成分Aは、ブタジエン又はイソプレンの1,4−付加により形成された主鎖内部のエチレン性不飽和結合を有していることが好ましい。
Component A has an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain end and the side chain, and at least one selected from the group consisting of the inside of the main chain and the main chain end The portion preferably has an ethylenically unsaturated bond, and more preferably has at least one portion inside the main chain having an ethylenically unsaturated bond.
In the present invention, “main chain” represents a relatively long bond chain in the molecule of the polymer compound constituting the resin, and “side chain” represents a carbon chain branched from the main chain. The side chain may contain a hetero atom.
The ethylenically unsaturated group that component A may have is not particularly limited, but is preferably an ethylenically unsaturated bond derived from butadiene or isoprene, or a (meth) acryl group, Alternatively, an ethylenically unsaturated bond derived from isoprene or a (meth) acryloxy group is more preferable, and an ethylenically unsaturated bond derived from butadiene or isoprene is still more preferable.
Moreover, as an ethylenically unsaturated bond derived from butadiene or isoprene, an ethylenically unsaturated bond inside the main chain formed by 1,4-addition, a side formed by 1,2-addition or 3,4-addition The ethylenically unsaturated bonds of the chain and ethylenically unsaturated compounds in which these ethylenically unsaturated bonds are regioisomerized may be used, but component A is formed by 1,4-addition of butadiene or isoprene. Further, it preferably has an ethylenically unsaturated bond inside the main chain.
成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、成分Aが、ポリブタジエン、ポリイソプレン、ブタジエン及び/若しくはイソプレンを少なくとも共重合した共重合体、並びに、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであることが好ましく、ポリブタジエン、ポリイソプレン、並びに、ブタジエン及び/若しくはイソプレンを少なくとも共重合した共重合体よりなる群から選ばれたプラストマーであることがより好ましく、ポリブタジエン及びポリイソプレンよりなる群から選ばれたプラストマーであることが更に好ましく、ポリブタジエンであり、かつプラストマーであることが特に好ましい。上記態様であると、耐刷性及びインキ転移性により優れるフレキソ印刷版が得られ、また、彫刻カスのリンス性により優れる。 Component A is a plastomer selected from the group consisting of a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and a urethane (meth) acrylate, and component A is a polybutadiene, polyisoprene, butadiene and / or isoprene. It is preferable that the copolymer is at least a copolymer and a plastomer selected from the group consisting of urethane (meth) acrylates. From polybutadiene, polyisoprene, and a copolymer obtained by copolymerizing at least butadiene and / or isoprene. More preferably, the plastomer selected from the group consisting of polybutadiene and polyisoprene is more preferable, the plastomer selected from the group consisting of polybutadiene and polyisoprene. Preferred. In the above embodiment, a flexographic printing plate excellent in printing durability and ink transfer property is obtained, and the engraving residue rinsing property is excellent.
成分Aは、20℃においてプラストマーである。
成分Aとして、ゴムや熱可塑性エラストマー等のエラストマーを使用した場合、強度と柔軟性とを両立できず、また、架橋を行う際に流動性がないため十分な架橋を行えず、フレキソ印刷版の耐刷性及び画質、並びに、彫刻カスのリンス性に劣る。
本発明において「プラストマー」とは、高分子学会編「新版高分子辞典」(日本国、朝倉書店、1988年発行)に記載されているように、加熱により容易に流動変形し、かつ冷却により変形された形状に固化できるという性質を有する高分子体を意味する。プラストマーは、エラストマー(外力を加えたときに、その外力に応じて瞬時に変形し、かつ外力を除いたときには、短時間に元の形状を回復する性質を有するもの)に対する言葉であり、エラストマーのような弾性変形を示さず、容易に塑性変形するものである。
本発明において、プラストマーは、元の大きさを100%としたときに、室温(20℃)において小さな外力で200%まで変形させることができ、該外力を除いても、130%以下に戻らないものを意味する。小さな外力とは、具体的には、引張強度が1〜100MPaである外力をいう。より詳細には、JIS K 6262−1997の引張永久ひずみ試験に基づき、20℃において引張試験でJIS K 6251−1993に規定するダンベル状4号形の試験片の引張前の標線間距離の2倍に破断せずに伸ばすことが可能であり、かつ、引張前の標線間距離の2倍に伸ばしたところで60分間保持した後、引張外力を除いて5分後に引張永久ひずみが30%以上であるポリマーを意味する。なお、本発明では、試験片をJIS K 6251に規定するダンベル状にすること、保持時間を60分とすること、及び、試験室の温度を20℃とすること以外は、全てJIS K 6262−1997の引張永久ひずみ試験方法に準拠した。
Component A is a plastomer at 20 ° C.
When an elastomer such as rubber or thermoplastic elastomer is used as component A, strength and flexibility cannot be achieved at the same time, and since there is no fluidity when performing crosslinking, sufficient crosslinking cannot be performed. It is inferior to printing durability and image quality, and sculpture residue rinse.
In the present invention, “plastomer” means that it is easily deformed by heating and deformed by cooling, as described in “New edition polymer dictionary” edited by the Society of Polymer Science, Japan (Asakura Shoten, published in 1988). It means a polymer having the property that it can be solidified into a shaped shape. Plastomer is a term for an elastomer (having the property of instantly deforming according to the external force when an external force is applied and restoring the original shape in a short time when the external force is removed). It does not show such elastic deformation and easily plastically deforms.
In the present invention, when the original size is 100%, the plastomer can be deformed to 200% with a small external force at room temperature (20 ° C.) and does not return to 130% or less even when the external force is removed. Means things. The small external force specifically refers to an external force having a tensile strength of 1 to 100 MPa. More specifically, based on the tensile permanent strain test of JIS K 6262-1997, the distance between the marked lines before tension of the dumbbell-shaped No. 4 test piece specified in JIS K 6251-1993 in the tensile test at 20 ° C. is 2 It can be stretched without breaking twice, and after holding for 60 minutes when stretched to twice the distance between the marked lines before tension, the tensile permanent strain is 30% or more after 5 minutes excluding the tensile external force Means a polymer. In the present invention, all of the test pieces are JIS K 6262 except that the test piece is made into a dumbbell shape defined in JIS K 6251, the holding time is 60 minutes, and the temperature of the test chamber is 20 ° C. According to the 1997 tensile set test method.
なお、上記の測定ができないポリマーの場合、すなわち、引張試験において、引張外力を加えなくとも変形して元の形状に戻らないポリマーや上記測定時の小さな外力を与えて破断するポリマーはプラストマーに該当する。例えば、20℃において液状のポリマーは、プラストマーである。
更に、プラストマーは、ポリマーのガラス転移温度(Tg)が20℃未満であることから判断してもよい。Tgを2つ以上有するポリマーの場合は、全てのTgが20℃未満である。なお、ポリマーのTgは示差走査熱量測定(DSC)法により測定することができる。
In the case of a polymer that cannot be measured as described above, that is, in a tensile test, a polymer that does not return to its original shape even if a tensile external force is not applied, or a polymer that breaks by applying a small external force at the time of measurement corresponds to a plastomer. To do. For example, a polymer that is liquid at 20 ° C. is a plastomer.
Furthermore, the plastomer may be judged from the glass transition temperature (Tg) of the polymer being less than 20 ° C. In the case of a polymer having two or more Tg, all Tg is less than 20 ° C. The Tg of the polymer can be measured by a differential scanning calorimetry (DSC) method.
ポリブタジエン構造を有するポリマー、又は、ポリイソプレン構造を有するポリマーとしては、ブタジエン又はイソプレンの単独重合体であっても、ブタジエン及び/又はイソプレンを共重合した共重合体であっても、これらを変性した重合体であってもよい。
また、ポリブタジエン構造を有するポリマー、又は、ポリイソプレン構造を有するポリマーは、主鎖が主としてイソプレン又はブタジエンを単量体単位とするポリマーであればよく、一部が水素添加されて飽和結合に変換されていてもよい。また、ポリマーの主鎖中又は末端が、アミド、カルボキシ基、ヒドロキシ基、(メタ)アクリロイル基等で変性されていてもよく、エポキシ化されていてもよい。
共重合可能なモノマーとしては、特に制限はないが、例えば、スチレン、α−メチルスチレン、o−メチルスチレン、p−メチルスチレン、アクリロニトリル、メタアクリロニトリル、塩化ビニル、塩化ビニリデン、アクリルアミド、メタアクリルアミド、メタアクリルアミド酢酸ビニル、アクリル酸エステル、メタアクリル酸エステル、アクリル酸、メタアクリル酸等が挙げられる。
A polymer having a polybutadiene structure or a polymer having a polyisoprene structure may be a butadiene or isoprene homopolymer or a copolymer obtained by copolymerizing butadiene and / or isoprene. It may be a polymer.
In addition, a polymer having a polybutadiene structure or a polymer having a polyisoprene structure may be a polymer having a main chain mainly composed of isoprene or butadiene as a monomer unit, and a part thereof is hydrogenated to be converted to a saturated bond. It may be. In addition, the main chain or the terminal of the polymer may be modified with an amide, a carboxy group, a hydroxy group, a (meth) acryloyl group or the like, or may be epoxidized.
The copolymerizable monomer is not particularly limited, and examples thereof include styrene, α-methylstyrene, o-methylstyrene, p-methylstyrene, acrylonitrile, methacrylonitrile, vinyl chloride, vinylidene chloride, acrylamide, methacrylamide, and meta. Examples include vinyl acrylamide, acrylic acid ester, methacrylic acid ester, acrylic acid, and methacrylic acid.
ブタジエン及び/若しくはイソプレンを少なくとも共重合した共重合体として具体的には、スチレン−ブタジエン共重合体、スチレン−イソプレン重合体、アクリロニトリル−ブタジエン共重合体、アクリロニトリル−イソプレン共重合体、アクリル酸エステル−ブタジエン共重合体、アクリル酸エステル−イソプレン共重合体、アクリル酸エステル−クロロプレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、スチレン−イソプレン−スチレンブロック共重合体、スチレン−ブタジエン−スチレンブロック共重合体、末端(メタ)アクリレート変性ポリブタジエン、末端(メタ)アクリレート変性ポリイソプレン、末端(メタ)アクリレート変性水添ポリブタジエン、末端(メタ)アクリレート変性水添ポリイソプレン等が挙げられる。
これらのポリブタジエン構造を有するポリマー及びポリイソプレン構造を有するポリマーは、乳化重合により製造してもよいし、また、溶液重合により製造してもよい。
Specific examples of the copolymer obtained by copolymerizing at least butadiene and / or isoprene include styrene-butadiene copolymer, styrene-isoprene polymer, acrylonitrile-butadiene copolymer, acrylonitrile-isoprene copolymer, acrylate ester- Butadiene copolymer, acrylic ester-isoprene copolymer, acrylic ester-chloroprene copolymer, acrylonitrile-butadiene-styrene copolymer, styrene-isoprene-styrene block copolymer, styrene-butadiene-styrene block copolymer Copolymer, terminal (meth) acrylate modified polybutadiene, terminal (meth) acrylate modified polyisoprene, terminal (meth) acrylate modified hydrogenated polybutadiene, terminal (meth) acrylate modified hydrogenated polyisoprene, etc. And the like.
The polymer having a polybutadiene structure and the polymer having a polyisoprene structure may be produced by emulsion polymerization or may be produced by solution polymerization.
本発明において、ポリブタジエン構造を有するポリマー、及び、ポリイソプレン構造を有するポリマーは、主鎖中に占める脂肪族炭化水素(イソプレン、ブタジエン又はそれらの水素添加物)に由来するモノマー単位の割合が80mol%以上であることが好ましい。主鎖中に占める脂肪族炭化水素に由来するモノマー単位の割合が80mol%以上であると、リンス性が良好であるので好ましい。脂肪族炭化水素に由来するモノマー単位の含有量は、成分Aの主鎖を構成する全モノマー単位の90mol%以上であることがより好ましく、95mol%であることが更に好ましく、99mol%以上であることが特に好ましい。
すなわち、例えば、ポリイソプレン構造を有するポリマーは、イソプレン及びイソプレンの水素添加物に由来するモノマー単位の割合が、合計して80mol%以上であることが好ましく、90mol%以上であることがより好ましく、95mol%以上であることが更に好ましく、99mol%以上であることが特に好ましい。
同様に、ポリブタジエン構造を有するポリマーは、ブタジエン及びブタジエンの水素添加物に由来するモノマー単位の割合が、合計して80mol%以上であることが好ましく、90mol%以上であることがより好ましく、95mol%以上であることが更に好ましく、99mol%以上であることが特に好ましい。
また、成分Aとしてイソプレン又はブタジエン共重合体を使用する場合には、イソプレン、ブタジエン及びそれらの水素添加物に由来するモノマー単位を合計して80mol%以上含有することが好ましく、90mol%以上含有することがより好ましく、95mol%以上含有することが更に好ましく、99mol%以上含有することが特に好ましい。
In the present invention, the polymer having a polybutadiene structure and the polymer having a polyisoprene structure have a proportion of monomer units derived from aliphatic hydrocarbons (isoprene, butadiene, or hydrogenated products thereof) in the main chain of 80 mol%. The above is preferable. It is preferable for the proportion of monomer units derived from aliphatic hydrocarbons in the main chain to be 80 mol% or more because the rinsing properties are good. The content of the monomer unit derived from the aliphatic hydrocarbon is more preferably 90 mol% or more of the total monomer units constituting the main chain of the component A, still more preferably 95 mol%, and more preferably 99 mol% or more. It is particularly preferred.
That is, for example, in the polymer having a polyisoprene structure, the ratio of the monomer units derived from the hydrogenated product of isoprene and isoprene is preferably 80 mol% or more in total, more preferably 90 mol% or more, More preferably, it is 95 mol% or more, and it is especially preferable that it is 99 mol% or more.
Similarly, in the polymer having a polybutadiene structure, the proportion of monomer units derived from the hydrogenated product of butadiene and butadiene is preferably 80 mol% or more in total, more preferably 90 mol% or more, and 95 mol%. More preferably, it is more preferably 99 mol% or more.
Further, when isoprene or butadiene copolymer is used as Component A, it is preferable that the monomer units derived from isoprene, butadiene and their hydrogenated substances are contained in a total of 80 mol% or more, preferably 90 mol% or more. More preferably, it is more preferably 95 mol% or more, and particularly preferably 99 mol% or more.
イソプレンは、触媒や反応条件により、1,2−、3,4−又は1,4−付加により重合することが知られているが、本発明は上記のいずれの付加により重合されたポリイソプレンでもよい。これらの中でも所望のムーニー粘度を得る観点から、主成分としてcis−1,4−ポリイソプレンを含有することが好ましい。なお、cis−1,4−ポリイソプレンの含有量は、50質量%以上であることが好ましく、65質量%以上であることがより好ましく、80質量%以上であることが更に好ましく、90質量%以上であることが特に好ましい。
また、ポリイソプレンとしては、上市されているポリイソプレンを使用することもでき、例えば、NIPOL IRシリーズ(日本ゼオン(株)製)が例示される。
Isoprene is known to polymerize by 1,2-, 3,4-, or 1,4-addition, depending on the catalyst and reaction conditions, but the present invention is not limited to polyisoprene polymerized by any of the above additions. Good. Among these, from the viewpoint of obtaining a desired Mooney viscosity, it is preferable to contain cis-1,4-polyisoprene as a main component. The content of cis-1,4-polyisoprene is preferably 50% by mass or more, more preferably 65% by mass or more, still more preferably 80% by mass or more, and 90% by mass. The above is particularly preferable.
Moreover, as a polyisoprene, the commercially available polyisoprene can also be used, for example, a NIPOL IR series (made by Nippon Zeon Co., Ltd.) is illustrated.
ブタジエンは、触媒や反応条件により1,2−又は1,4−付加により重合することが知られているが、本発明は上記のいずれの付加により重合されたポリブタジエンでもよい。これらの中でも、所望のムーニー粘度を得る観点から、1,4−ポリブタジエンが主成分であることがより好ましい。
なお、1,4−ポリブタジエンの含有量は、50質量%以上であることが好ましく、65質量%以上であることがより好ましく、80質量%以上であることが更に好ましく、90質量%以上であることが特に好ましい。
なお、cis体とtrans体の含有量は特に制限はなく、所望の粘度又はムーニー粘度の範囲で適宜選択すればよいが、架橋及び発泡後においてゴム弾性を発現させる観点から、cis体が好ましく、cis−1,4−ポリブタジエンの含有量が50質量%以上であることが好ましく、65質量%以上であることがより好ましく、80質量%以上であることが更に好ましく、90質量%以上であることが特に好ましい。
ポリブタジエンとしては、上市されている製品を使用してもよく、例えば、NIPOL BRシリーズ(日本ゼオン(株)製)、UBEPOL BRシリーズ(宇部興産(株)製)等が例示される。
Butadiene is known to be polymerized by 1,2- or 1,4-addition depending on the catalyst and reaction conditions, but the present invention may be polybutadiene polymerized by any of the above additions. Among these, it is more preferable that 1,4-polybutadiene is a main component from the viewpoint of obtaining a desired Mooney viscosity.
The content of 1,4-polybutadiene is preferably 50% by mass or more, more preferably 65% by mass or more, further preferably 80% by mass or more, and 90% by mass or more. It is particularly preferred.
In addition, the content of the cis body and the trans body is not particularly limited, and may be appropriately selected within a desired viscosity or Mooney viscosity range. From the viewpoint of developing rubber elasticity after crosslinking and foaming, the cis body is preferable, The content of cis-1,4-polybutadiene is preferably 50% by mass or more, more preferably 65% by mass or more, further preferably 80% by mass or more, and 90% by mass or more. Is particularly preferred.
A commercially available product may be used as the polybutadiene, and examples thereof include the NIPOL BR series (manufactured by ZEON Corporation), the UBEPOL BR series (manufactured by Ube Industries, Ltd.), and the like.
液状ポリブタジエンとしては、上市されている製品が例示され、クラプレンLBR−305((株)クラレ製)、Ricon(Sartomer社製)が挙げられる。
また、液状ポリイソプレンとしては、クラプレンLIR−30、LIR−50((株)クラレ製)等が挙げられる。
(メタ)アクリレート基を有するポリイソプレンとしては、例えば、メタクリレート導入ポリイソプレン(クラプレンUS−203、UC−102、(株)クラレ製)が挙げられる。
また、末端にエチレン性不飽和基を有するポリブタジエンとしては、例えば、(メタ)アクリレート基導入ポリブタジエン(NISSO−PB TEAI−1000、EA−3000、日本曹達(株)製)が挙げられる。
Examples of the liquid polybutadiene include commercially available products such as Claprene LBR-305 (manufactured by Kuraray Co., Ltd.) and Ricon (manufactured by Sartomer).
Examples of the liquid polyisoprene include Claprene LIR-30 and LIR-50 (manufactured by Kuraray Co., Ltd.).
Examples of the polyisoprene having a (meth) acrylate group include methacrylate-introduced polyisoprene (Kuraprene US-203, UC-102, manufactured by Kuraray Co., Ltd.).
Moreover, as a polybutadiene which has an ethylenically unsaturated group at the terminal, (meth) acrylate group introduction | transduction polybutadiene (NISSO-PB TEAI-1000, EA-3000, Nippon Soda Co., Ltd. product) is mentioned, for example.
これらの中でも、ポリブタジエン構造を有するポリマー、及び、ポリイソプレン構造を有するポリマーとしては、ポリイソプレン、ポリブタジエン、スチレン−イソプレン−スチレンブロック共重合体、又は、スチレン−ブタジエン−スチレンブロック共重合体が更に好ましく、ポリイソプレン、又は、ポリブタジエンが特に好ましい。
また、成分Aとしては、フレキソ印刷版の耐刷性や、彫刻カスのリンス性、取り扱いの観点から、ポリブタジエン、又は、ポリイソプレンが好ましく、ポリブタジエンが特に好ましい。
Among these, as the polymer having a polybutadiene structure and the polymer having a polyisoprene structure, polyisoprene, polybutadiene, styrene-isoprene-styrene block copolymer, or styrene-butadiene-styrene block copolymer is more preferable. Polyisoprene or polybutadiene is particularly preferable.
Component A is preferably polybutadiene or polyisoprene, and particularly preferably polybutadiene, from the viewpoints of printing durability of flexographic printing plates, rinsing properties of engraving residue, and handling.
ウレタン(メタ)アクリレートは、主鎖内部、主鎖末端又は側鎖に(メタ)アクリロキシ基を有するポリウレタン樹脂であり、脂肪族系ウレタン(メタ)アクリレート、芳香族系ウレタン(メタ)アクリレートなどが挙げられる。詳しくは、オリゴマーハンドブック(古川淳二監修、(株)化学工業日報社)を参照することができる。 Urethane (meth) acrylate is a polyurethane resin having a (meth) acryloxy group in the main chain, main chain terminal or side chain, and includes aliphatic urethane (meth) acrylate and aromatic urethane (meth) acrylate. It is done. For details, refer to the oligomer handbook (supervised by Junji Furukawa, Chemical Daily Co., Ltd.).
ウレタン(メタ)アクリレートは、分子内に更にカーボネート結合及びエステル結合よりなる群から選ばれる少なくとも1種の結合を有していることが好ましい。ウレタン(メタ)アクリレートが上記結合を有することにより、印刷で用いられるエステル系溶剤を含有するインキ洗浄剤や炭化水素系溶剤を含有するインキ洗浄剤に対する印刷版の耐性が向上する。 The urethane (meth) acrylate preferably has at least one bond selected from the group consisting of a carbonate bond and an ester bond in the molecule. When the urethane (meth) acrylate has the above bond, resistance of the printing plate to an ink cleaning agent containing an ester solvent used in printing or an ink cleaning agent containing a hydrocarbon solvent is improved.
水酸基を有するポリウレタン樹脂の製造に用いられるカーボネート結合を有するジオール化合物としては、例えば、4,6−ポリアルキレンカーボネートジオール、8,9−ポリアルキレンカーボネートジオール、5,6−ポリアルキレンカーボネートジオール等の脂肪族ポリカーボネートジオール等を挙げることができる。また、芳香環を有するポリカーボネートジオールを用いてもよい。
これらの化合物の末端の水酸基に、トリレンジイソシアネート、ジフェニルメタンジイソシアネート、ヘキサメチレンジイソシアネート、イソホロンジイソシアネート、ジシクロヘキシルメタンジイソシアネート、テトラメチルキシレンジイソシアネート、キシレンジイソシアネート、ナフタレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、p−フェニレンジイソシアネート、シクロヘキシレンジイソシアネート、リジンジイソシアネート、トリフェニルメタンジイソシアネート等のジイソシアネート化合物、トリフェニルメタントリイソシアネート、1−メチルベンゼン−2,4,6−トリイソシアネート、ナフタレン−1,3,7−トリイソシアネート、ビフェニル−2,4,4’−トリイソシアネート等のトリイソシアネート化合物などのポリイソシアネート化合物を縮合反応させることにより、ウレタン結合を導入することができる。
Examples of the diol compound having a carbonate bond used for the production of a polyurethane resin having a hydroxyl group include fats such as 4,6-polyalkylene carbonate diol, 8,9-polyalkylene carbonate diol, and 5,6-polyalkylene carbonate diol. Group polycarbonate diol and the like. Further, polycarbonate diol having an aromatic ring may be used.
The terminal hydroxyl groups of these compounds are tolylene diisocyanate, diphenylmethane diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, dicyclohexylmethane diisocyanate, tetramethylxylene diisocyanate, xylene diisocyanate, naphthalene diisocyanate, trimethylhexamethylene diisocyanate, p-phenylene diisocyanate, cyclohexylene. Diisocyanate compounds such as diisocyanate, lysine diisocyanate, triphenylmethane diisocyanate, triphenylmethane triisocyanate, 1-methylbenzene-2,4,6-triisocyanate, naphthalene-1,3,7-triisocyanate, biphenyl-2,4 , 4'-Triisocyanate A urethane bond can be introduced by a condensation reaction of a polyisocyanate compound such as a cyanate compound.
ウレタン(メタ)アクリレートは、市販品として、例えば、紫光シリーズのUV−3200、UV−3000B、UV−3700B、UV−3210EA、UV−2000B、UV−3630ID80(以上、日本合成化学(株)製)、EBECRYL230、EBECRYL9227EA(以上、ダイセル・サイテック(株))、ハイコープAUシリーズのAU−3040、AU−3050、AU−3090、AU−3110、AU−3120(以上、(株)トクシキ製)を入手することができる。 Urethane (meth) acrylates are commercially available products such as, for example, the UV-3200, UV-3000B, UV-3700B, UV-3210EA, UV-2000B, and UV-3630ID80 (manufactured by Nippon Synthetic Chemical Co., Ltd.). , EBECRYL230, EBECRYL9227EA (above, Daicel Cytec Co., Ltd.), Hicorp AU series AU-3040, AU-3050, AU-3090, AU-3110, AU-3120 (above, manufactured by Tokushi Co., Ltd.) be able to.
ウレタン(メタ)アクリレート等を得る別法として、前述のポリイソシアネート化合物と(メタ)アクリロキシ基を有するジオール化合物とを重付加反応させポリウレタンを生成する方法などもある。
この場合に用いられる(メタ)アクリロキシ基を有するジオール化合物の好ましい例として、日油(株)製のブレンマ−GLM、ナガセケムテックス(株)製の「デナコールアクリレート」シリーズのDA−212、DA−250、DA−721、DA−722、DA−911M、DA−920、DA−931、DM−201、DM−811、DM−832、DM−851などを挙げることができる。
As another method for obtaining urethane (meth) acrylate and the like, there is also a method of producing a polyurethane by polyaddition reaction of the aforementioned polyisocyanate compound and a diol compound having a (meth) acryloxy group.
Preferred examples of the diol compound having a (meth) acryloxy group used in this case include Blemma-GLM manufactured by NOF Corporation, DA-212, DA-212 of "Denacol Acrylate" series manufactured by Nagase ChemteX Corporation. -250, DA-721, DA-722, DA-911M, DA-920, DA-931, DM-201, DM-811, DM-832, DM-851 and the like.
成分Aの分子量は、重量平均分子量(GPC、ポリスチレン換算)で、1,000以上であることが好ましく、3,000以上であることがより好ましく、10,000以上であることが更に好ましく、25,000以上であることが特に好ましく、80,000以上であることが最も好ましい。また、成分Aの分子量は、重量平均分子量(GPC、ポリスチレン換算)で、3,000,000以下であることが好ましく、2,000,000以下であることがより好ましく、1,500,000以下であることが更に好ましい。上記範囲であると、レーザー彫刻用樹脂組成物の加工が容易であり、また、得られるフレキソ印刷版の耐刷性により優れる。
本発明において、重量平均分子量及び数平均分子量は、ゲル浸透クロマトグラフィ法(GPC)法にて測定され、標準ポリスチレンで換算して求められる。具体的には、例えば、GPCは、HLC−8220GPC(東ソー(株)製)を用い、カラムとして、TSKgeL SuperHZM−H、TSKgeL SuperHZ4000、TSKgeL SuperHZ2000(東ソー(株)製、4.6mmID×15cm)を3本用い、溶離液としてTHF(テトラヒドロフラン)を用いる。また、条件としては、試料濃度を0.35質量%、流速を0.35ml/min、サンプル注入量を10μl、測定温度を40℃とし、IR検出器を用いて行う。また、検量線は、東ソー(株)製「標準試料TSK standard,polystyrene」:「F−40」、「F−20」、「F−4」、「F−1」、「A−5000」、「A−2500」、「A−1000」、「n−プロピルベンゼン」の8サンプルから作製する。
The molecular weight of component A is a weight average molecular weight (GPC, polystyrene equivalent), preferably 1,000 or more, more preferably 3,000 or more, and still more preferably 10,000 or more, 25 Is particularly preferably 8,000 or more, and most preferably 80,000 or more. The molecular weight of component A is preferably 3,000,000 or less, more preferably 2,000,000 or less, and 1,500,000 or less in terms of weight average molecular weight (GPC, polystyrene conversion). More preferably. Within the above range, processing of the resin composition for laser engraving is easy, and the printing durability of the resulting flexographic printing plate is excellent.
In the present invention, the weight average molecular weight and the number average molecular weight are measured by a gel permeation chromatography method (GPC) method and are calculated by standard polystyrene. Specifically, for example, GPC uses HLC-8220GPC (manufactured by Tosoh Corporation), and TSKgeL SuperHZM-H, TSKgeL SuperHZ4000, TSKgeL SuperHZ2000 (4.6 mm ID × 15 cm, manufactured by Tosoh Corporation) are used as columns. Three are used and THF (tetrahydrofuran) is used as an eluent. As conditions, the sample concentration is 0.35% by mass, the flow rate is 0.35 ml / min, the sample injection amount is 10 μl, the measurement temperature is 40 ° C., and an IR detector is used. In addition, the calibration curve is “standard sample TSK standard, polystyrene” manufactured by Tosoh Corporation: “F-40”, “F-20”, “F-4”, “F-1”, “A-5000”, It is prepared from 8 samples of “A-2500”, “A-1000”, “n-propylbenzene”.
本発明において、成分Aのムーニー粘度は、特に限定されないが、溶剤溶解性や混合時の取り扱いの簡便さから、90以下であることが好ましく、70以下であることがより好ましく、60以下であることが更に好ましい。また、ムーニー粘度の下限値は、特に制限はなく、例えば、成分Aは、液状又は水飴状等の状態であってもよい。
本発明において、ムーニー粘度は、JIS6300−1に準拠して測定した値である。具体的には、温度制御が可能なダイ間に円筒状の空間を形成して試料室とすると共に、その試料室の中心部にローターを配置し、試料室内に被測定試料を充填してその温度を所定の温度に保った状態で、ローターを規定回転数で回転させ、溶融した試料の粘性抵抗によって生じるローターの反トルクをロードセルで検出することによって測定される。なお、本発明で用いるムーニー粘度の値はL型ローターを用いて、予熱時間1分、ローター回転時間4分、ゴム試料のムーニー粘度は、100℃で1分間の予熱期間をおいてローターを回転させ、4分後のムーニー粘度(ML1+4)を示している。
In the present invention, the Mooney viscosity of Component A is not particularly limited, but is preferably 90 or less, more preferably 70 or less, and 60 or less, from the viewpoint of solvent solubility and ease of handling during mixing. More preferably. Further, the lower limit value of the Mooney viscosity is not particularly limited, and for example, the component A may be in a liquid or syrupy state.
In the present invention, the Mooney viscosity is a value measured in accordance with JIS 6300-1. Specifically, a cylindrical space is formed between dies capable of temperature control to form a sample chamber, a rotor is disposed in the center of the sample chamber, and a sample to be measured is filled into the sample chamber. While maintaining the temperature at a predetermined temperature, the rotor is rotated at a specified rotational speed, and the rotor counter torque generated by the viscous resistance of the molten sample is detected by a load cell. The Mooney viscosity value used in the present invention is an L-shaped rotor, the preheating time is 1 minute, the rotor rotation time is 4 minutes, and the Mooney viscosity of the rubber sample is rotated at 100 ° C. with a preheating period of 1 minute. The Mooney viscosity (ML 1 + 4 ) after 4 minutes is shown.
成分Aの含有量は、レーザー彫刻用樹脂組成物の全質量に対し、50質量%以上であり、50〜95質量%であることが好ましく、55〜90質量%であることがより好ましく、65〜90質量%であることが更に好ましく、70〜85質量%であることが特に好ましい。成分Aの含有量が上記範囲であると、彫刻カスのリンス性に優れ、インキ転移性に優れるレリーフ層が得られる。 Content of component A is 50 mass% or more with respect to the total mass of the resin composition for laser engravings, preferably 50 to 95 mass%, more preferably 55 to 90 mass%, 65 More preferably, it is -90 mass%, and it is especially preferable that it is 70-85 mass%. When the content of Component A is in the above range, a relief layer having excellent engraving residue rinsing properties and excellent ink transfer properties can be obtained.
本発明のレーザー彫刻用樹脂組成物は、成分A以外のバインダーポリマー(樹脂成分)を含有してもよい。成分A以外のバインダーポリマーとしては、特開2011−136455号公報に記載されている非エラストマーや、特開2010−208326号公報に記載されている不飽和基含有ポリマー、特開2012−45801号公報の段落0009〜0030に記載のバインダーポリマー等が例示される。
本発明のレーザー彫刻用樹脂組成物は、成分A以外に、他のバインダーポリマーを含有する場合、レーザー彫刻用樹脂組成物の全質量に対し、30質量%以下であることが好ましく、10質量%以下であることがより好ましく、5質量%以下であることが更に好ましく、2質量%以下であることが特に好ましく、0質量%である、すなわち、含有しないことが最も好ましい。上記範囲であると、彫刻カスのリンス性に優れ、インキ転移性に優れるレリーフ層が得られる。
成分A以外のバインダーポリマーとしては、エチレン−プロピレン−ジエン共重合体が好ましく例示でき、エチレン−プロピレン−5−エチリデン−2−ノルボルネン共重合体がより好ましく例示できる。
The resin composition for laser engraving of the present invention may contain a binder polymer (resin component) other than Component A. Examples of binder polymers other than Component A include non-elastomers described in JP2011-136455A, unsaturated group-containing polymers described in JP2010-208326A, and JP2012-45801A. The binder polymers described in paragraphs 0009 to 0030 are exemplified.
When the resin composition for laser engraving of the present invention contains other binder polymer in addition to Component A, it is preferably 30% by mass or less based on the total mass of the resin composition for laser engraving, and is 10% by mass. More preferably, it is more preferably 5% by mass or less, particularly preferably 2% by mass or less, and most preferably 0% by mass, that is, not containing. Within the above range, a relief layer having excellent engraving residue rinsing properties and excellent ink transfer properties can be obtained.
As the binder polymer other than Component A, an ethylene-propylene-diene copolymer can be exemplified, and an ethylene-propylene-5-ethylidene-2-norbornene copolymer can be exemplified more preferably.
(成分B)重合開始剤
本発明のレーザー彫刻用樹脂組成物は、(成分B)重合開始剤を含有する。
重合開始剤は、当業者間で公知のものを制限なく使用することができる。以下、好ましい重合開始剤であるラジカル重合開始剤について詳述するが、本発明はこれらの記述により制限を受けるものではない。
重合開始剤としては、ラジカル重合開始剤が好ましい。
また、重合開始剤としては、熱重合開始剤であることが好ましく、熱ラジカル重合開始剤であることがより好ましい。
(Component B) Polymerization Initiator The resin composition for laser engraving of the present invention contains (Component B) a polymerization initiator.
As the polymerization initiator, those known to those skilled in the art can be used without limitation. Hereinafter, although the radical polymerization initiator which is a preferable polymerization initiator is explained in full detail, this invention is not restrict | limited by these description.
As the polymerization initiator, a radical polymerization initiator is preferable.
Moreover, as a polymerization initiator, it is preferable that it is a thermal polymerization initiator, and it is more preferable that it is a thermal radical polymerization initiator.
本発明において、好ましい重合開始剤としては、(a)芳香族ケトン類、(b)オニウム塩化合物、(c)有機過酸化物、(d)チオ化合物、(e)ヘキサアリールビイミダゾール化合物、(f)ケトオキシムエステル化合物、(g)ボレート化合物、(h)アジニウム化合物、(i)メタロセン化合物、(j)活性エステル化合物、(k)炭素ハロゲン結合を有する化合物、(l)アゾ系化合物等が挙げられる。以下に、上記(a)〜(l)の具体例を挙げるが、本発明はこれらに限定されるものではない。 In the present invention, preferred polymerization initiators include (a) aromatic ketones, (b) onium salt compounds, (c) organic peroxides, (d) thio compounds, (e) hexaarylbiimidazole compounds, f) ketoxime ester compounds, (g) borate compounds, (h) azinium compounds, (i) metallocene compounds, (j) active ester compounds, (k) compounds having a carbon halogen bond, (l) azo compounds, etc. Can be mentioned. Specific examples of the above (a) to (l) are given below, but the present invention is not limited to these.
本発明においては、彫刻感度と、フレキソ印刷版原版のレリーフ形成層に適用した際にはレリーフエッジ形状を良好とするといった観点から、熱重合開始剤である、(c)有機過酸化物及び(l)アゾ系化合物がより好ましく、(c)有機過酸化物が特に好ましい。 In the present invention, from the viewpoints of engraving sensitivity and a good relief edge shape when applied to the relief forming layer of a flexographic printing plate precursor, (c) an organic peroxide and ( l) Azo compounds are more preferred, and (c) organic peroxides are particularly preferred.
上記(a)芳香族ケトン類、(b)オニウム塩化合物、(d)チオ化合物、(e)ヘキサアリールビイミダゾール化合物、(f)ケトオキシムエステル化合物、(g)ボレート化合物、(h)アジニウム化合物、(i)メタロセン化合物、(j)活性エステル化合物、及び、(k)炭素ハロゲン結合を有する化合物としては、特開2008−63554号公報の段落0074〜0118に挙げられている化合物を好ましく用いることができる。
また、(c)有機過酸化物及び(l)アゾ系化合物としては、以下に示す化合物が好ましい。
(A) aromatic ketones, (b) onium salt compounds, (d) thio compounds, (e) hexaarylbiimidazole compounds, (f) ketoxime ester compounds, (g) borate compounds, (h) azinium compounds , (I) a metallocene compound, (j) an active ester compound, and (k) a compound having a carbon halogen bond, the compounds listed in paragraphs 0074 to 0118 of JP-A-2008-63554 are preferably used. Can do.
In addition, (c) the organic peroxide and (l) the azo compound are preferably the following compounds.
(c)有機過酸化物
本発明に用いることができる重合開始剤として好ましい(c)有機過酸化物としては、3,3’,4,4’−テトラ(t−ブチルパーオキシカルボニル)ベンゾフェノン、3,3’,4,4’−テトラ(t−アミルパーオキシカルボニル)ベンゾフェノン、3,3’,4,4’−テトラ(t−ヘキシルパーオキシカルボニル)ベンゾフェノン、3,3’,4,4’−テトラ(t−オクチルパーオキシカルボニル)ベンゾフェノン、3,3’,4,4’−テトラ(クミルパーオキシカルボニル)ベンゾフェノン、3,3’,4,4’−テトラ(p−イソプロピルクミルパーオキシカルボニル)ベンゾフェノン、ジ−t−ブチルジパーオキシイソフタレート、ジ−t−ブチルジパーオキシイソフタレート、t−ブチルパーオキシベンゾエート、t−ブチルパーオキシ−3−メチルベンゾエート、t−ブチルパーオキシラウレート、t−ブチルパーオキシピバレート、t−ブチルパーオキシ−2−エチルヘキサノエート、t−ブチルパーオキシ−3,5,5−トリメチルヘキサノエート、t−ブチルパーオキシネオヘプタノエート、t−ブチルパーオキシネオデカノエート、t−ブチルパーオキシアセテート、α,α’−ジ(t−ブチルパーオキシ)ジイソプロピルベンゼン、t−ブチルクミルパーオキサイド、ジ−t−ブチルパーオキサイド、t−ブチルパーオキシイソプロピルモノカーボネート、t−ブチルパーオキシ−2−エチルヘキシルモノカーボネートなどの過酸化エステル系が好ましい。
(C) Organic peroxide Preferred as a polymerization initiator that can be used in the present invention (c) As an organic peroxide, 3,3 ′, 4,4′-tetra (t-butylperoxycarbonyl) benzophenone, 3,3 ′, 4,4′-tetra (t-amylperoxycarbonyl) benzophenone, 3,3 ′, 4,4′-tetra (t-hexylperoxycarbonyl) benzophenone, 3,3 ′, 4,4 '-Tetra (t-octylperoxycarbonyl) benzophenone, 3,3', 4,4'-tetra (cumylperoxycarbonyl) benzophenone, 3,3 ', 4,4'-tetra (p-isopropylcumylperoxy) Carbonyl) benzophenone, di-t-butyldiperoxyisophthalate, di-t-butyldiperoxyisophthalate, t-butylperoxybenzoate, t-butylperoxy-3-methylbenzoate, t-butylperoxylaurate, t-butylperoxypivalate, t-butylperoxy-2-ethylhexanoate, t-butylperoxy-3,5, 5-trimethylhexanoate, t-butylperoxyneoheptanoate, t-butylperoxyneodecanoate, t-butylperoxyacetate, α, α'-di (t-butylperoxy) diisopropylbenzene, Peroxide esters such as t-butylcumyl peroxide, di-t-butyl peroxide, t-butylperoxyisopropyl monocarbonate, t-butylperoxy-2-ethylhexyl monocarbonate are preferred.
(l)アゾ系化合物
本発明に用いることができる重合開始剤として好ましい(l)アゾ系化合物としては、2,2’−アゾビスイソブチロニトリル、2,2’−アゾビスプロピオニトリル、1,1’−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2’−アゾビス(2−メチルブチロニトリル)、2,2’−アゾビス(2,4−ジメチルバレロニトリル)、2,2’−アゾビス(4−メトキシ−2,4−ジメチルバレロニトリル)、4,4’−アゾビス(4−シアノ吉草酸)、2,2’−アゾビスイソ酪酸ジメチル、2,2’−アゾビス(2−メチルプロピオンアミドオキシム)、2,2’−アゾビス[2−(2−イミダゾリン−2−イル)プロパン]、2,2’−アゾビス{2−メチル−N−[1,1−ビス(ヒドロキシメチル)−2−ヒドロキシエチル]プロピオンアミド}、2,2’−アゾビス[2−メチル−N−(2−ヒドロキシエチル)プロピオンアミド]、2,2’−アゾビス(N−ブチル−2−メチルプロピオンアミド)、2,2’−アゾビス(N−シクロヘキシル−2−メチルプロピオンアミド)、2,2’−アゾビス[N−(2−プロペニル)−2−メチルプロピオンアミド]、2,2’−アゾビス(2,4,4−トリメチルペンタン)等を挙げることができる。
(L) Azo-based compound Preferred as a polymerization initiator that can be used in the present invention (l) As the azo-based compound, 2,2′-azobisisobutyronitrile, 2,2′-azobispropionitrile, 1,1′-azobis (cyclohexane-1-carbonitrile), 2,2′-azobis (2-methylbutyronitrile), 2,2′-azobis (2,4-dimethylvaleronitrile), 2,2 ′ -Azobis (4-methoxy-2,4-dimethylvaleronitrile), 4,4'-azobis (4-cyanovaleric acid), dimethyl 2,2'-azobisisobutyrate, 2,2'-azobis (2-methylpropion) Amidooxime), 2,2′-azobis [2- (2-imidazolin-2-yl) propane], 2,2′-azobis {2-methyl-N- [1,1-bis (hydroxymethyl) -2 -Hydro Cyethyl] propionamide}, 2,2′-azobis [2-methyl-N- (2-hydroxyethyl) propionamide], 2,2′-azobis (N-butyl-2-methylpropionamide), 2,2 '-Azobis (N-cyclohexyl-2-methylpropionamide), 2,2'-azobis [N- (2-propenyl) -2-methylpropionamide], 2,2'-azobis (2,4,4- Trimethylpentane) and the like.
なお、本発明においては、上記(c)有機過酸化物が本発明における重合開始剤として、膜(レリーフ形成層)の架橋性及び彫刻感度向上の観点で特に好ましい。 In the present invention, the above-mentioned (c) organic peroxide is particularly preferable as a polymerization initiator in the present invention from the viewpoint of crosslinkability of the film (relief forming layer) and improvement of engraving sensitivity.
彫刻感度の観点からは、この(c)有機過酸化物と、後述する(成分E)光熱変換剤とを組み合わせた態様が特に好ましい。
これは、有機過酸化物を用いてレリーフ形成層を熱架橋により硬化させる際、ラジカル発生に関与しない未反応の有機過酸化物が残存するが、残存した有機過酸化物は、自己反応性の添加剤として働き、レーザー彫刻時に発熱的に分解する。その結果、照射されたレーザーエネルギーに発熱分が加算されるので彫刻感度が高くなったと推定される。
なお、光熱変換剤の説明において詳述するが、この効果は、光熱変換剤としてカーボンブラックを用いる場合に著しい。これは、カーボンブラックから発生した熱が(c)有機過酸化物にも伝達される結果、カーボンブラックだけでなく有機過酸化物からも発熱するため、成分A等の分解に使用されるべき熱エネルギーの発生が相乗的に生じるためと考えている。
From the viewpoint of engraving sensitivity, an embodiment in which this (c) organic peroxide and a later-described (component E) photothermal conversion agent are combined is particularly preferable.
This is because when an organic peroxide is used to cure the relief forming layer by thermal crosslinking, unreacted organic peroxide that does not participate in radical generation remains, but the remaining organic peroxide is self-reactive. Works as an additive and decomposes exothermically during laser engraving. As a result, it is presumed that the engraving sensitivity is increased because the heat generated is added to the irradiated laser energy.
In addition, although explained in full detail in description of a photothermal conversion agent, this effect is remarkable when using carbon black as a photothermal conversion agent. This is because heat generated from carbon black is transferred to (c) organic peroxide, and as a result, heat is generated not only from carbon black but also from organic peroxide. This is because energy generation occurs synergistically.
本発明において、成分Bは、1種のみを用いてもよく、2種以上を併用してもよい。
本発明のレーザー彫刻用樹脂組成物中に含まれる成分Bの含有量は、樹脂組成物の全質量に対して、0.01質量%以上であることが好ましく、0.1質量%以上であることがより好ましく、0.5質量%以上であることが更に好ましい。また、成分Bの含有量の上限は特に限定されないが、他の成分の配合量の観点から、30質量%以下であることが好ましく、20質量%以下であることがより好ましく、10質量%以下であることが更に好ましい。含有量が上記範囲であると、耐刷性及びインキ転移性により優れるフレキソ印刷版が得られ、また、彫刻カスのリンス性により優れる。
In the present invention, Component B may be used alone or in combination of two or more.
The content of Component B contained in the resin composition for laser engraving of the present invention is preferably 0.01% by mass or more and 0.1% by mass or more with respect to the total mass of the resin composition. It is more preferable that the content is 0.5% by mass or more. The upper limit of the content of component B is not particularly limited, but is preferably 30% by mass or less, more preferably 20% by mass or less, and more preferably 10% by mass or less from the viewpoint of the blending amount of other components. More preferably. When the content is in the above range, a flexographic printing plate excellent in printing durability and ink transfer property can be obtained, and the engraving residue rinsing property is excellent.
(成分C)発泡剤
本発明のレーザー彫刻要樹脂組成物は、(成分C)発泡剤を含有する。
発泡剤としては、公知のものを用いることができ、化学発泡剤であっても、物理発泡剤であってもよいが、樹脂組成物としての取り扱い性や保存性の観点から、化学発泡剤であることが好ましい。
化学発泡剤としては、無機化合物であっても、有機化合物であってもよく、2種以上を併用してもよい。
有機化学発泡剤としては、例えば、ジニトロソペンタメチレンテトラミン(DPT)などのニトロソアミン化合物、アゾジカルボンアミド(ADCA)などのアゾ化合物、4,4’−オキシビスベンゼンスルホニルヒドラジド(OBSH)やヒドラゾジカルボンアミド(HDCA)などのヒドラジン化合物等が挙げられる。
無機化学発泡剤としては、例えば、重炭酸ナトリウム等の炭酸水素塩、炭酸塩、炭酸水素塩と有機酸塩との組み合わせ等が挙げられる。
中でも、有機化学発泡剤が好ましく、ニトロソアミン化合物、アゾ化合物及びヒドラジン化合物がより好ましく、アゾ化合物が更に好ましく、アゾジカルボンアミドが特に好ましい。
また、発泡剤として使用するアゾ化合物としては、分解した際に生じるラジカルがアミノラジカル(・NH2)等の重合開始能の低いラジカルである化合物が好ましい。
物理発泡剤としては、窒素、二酸化炭素等の不活性ガスや揮発性有機化合物などが挙げられる。中でも、不活性ガスを使用することが好ましく、超臨界状態の二酸化炭素、窒素、又は、これらの混合物を使用することが好ましい。
(Component C) Foaming Agent The resin composition required for laser engraving of the present invention contains (Component C) a foaming agent.
As the foaming agent, a known foaming agent can be used, which may be a chemical foaming agent or a physical foaming agent, but from the viewpoint of handleability and storage stability as a resin composition, Preferably there is.
The chemical foaming agent may be an inorganic compound or an organic compound, or two or more kinds may be used in combination.
Examples of organic chemical foaming agents include nitrosamine compounds such as dinitrosopentamethylenetetramine (DPT), azo compounds such as azodicarbonamide (ADCA), 4,4′-oxybisbenzenesulfonyl hydrazide (OBSH), and hydrazodicarbon. And hydrazine compounds such as amide (HDCA).
Examples of the inorganic chemical foaming agent include bicarbonates such as sodium bicarbonate, carbonates, combinations of bicarbonates and organic acid salts, and the like.
Among these, organic chemical foaming agents are preferable, nitrosamine compounds, azo compounds and hydrazine compounds are more preferable, azo compounds are further preferable, and azodicarbonamide is particularly preferable.
As the azo compound used as the foaming agent, a compound in which the radical generated upon decomposition is a radical having a low polymerization initiating ability such as an amino radical (.NH 2 ) is preferable.
Examples of the physical foaming agent include inert gases such as nitrogen and carbon dioxide, and volatile organic compounds. Among them, it is preferable to use an inert gas, and it is preferable to use supercritical carbon dioxide, nitrogen, or a mixture thereof.
化学発泡剤を用いる場合、樹脂組成物に混合して、レリーフ形成層又は架橋レリーフ形成層を作製し、熱により発泡させることが好ましい。
物理発泡剤を用いる場合には、常圧又は加圧下において、樹脂組成物に混合して、レリーフ形成層又は架橋レリーフ形成層を作製し、発泡させてもよいし、レリーフ形成層又は架橋レリーフ形成層を作製し、物理発泡剤をこれら層へ含浸させ、発泡させてもよい。
また、レリーフ形成層を作製した後、発泡と重合開始剤による架橋とを少なくとも一部同時に行うことが特に好ましい。
発泡方法としては、特に制限はないが、具体的には、バッチ発泡法、プレス発泡法、常圧発泡法、常圧二次発泡法などの方法が挙げられる。
また、発泡剤や発泡方法としては、特開平11−106543号公報や「新版 ゴム技術の基礎 改訂版」、日本ゴム協会編に記載の発泡剤及び発泡方法を参照することができる。
When using a chemical foaming agent, it is preferable to mix with a resin composition to produce a relief-forming layer or a crosslinked relief-forming layer and foam it by heat.
When a physical foaming agent is used, it may be mixed with the resin composition under normal pressure or under pressure to produce a relief-forming layer or a crosslinked relief-forming layer and foamed, or a relief-forming layer or a crosslinked relief is formed. Layers may be made and impregnated with a physical foaming agent to foam.
In addition, it is particularly preferable to perform foaming and crosslinking with a polymerization initiator at least partially simultaneously after the relief forming layer is produced.
Although there is no restriction | limiting in particular as a foaming method, Specifically, methods, such as a batch foaming method, a press foaming method, a normal pressure foaming method, a normal pressure secondary foaming method, are mentioned.
As the foaming agent and foaming method, the foaming agent and foaming method described in JP-A No. 11-106543, “Basic edition of new edition rubber technology”, edited by Japan Rubber Association can be referred to.
本発明のレーザー彫刻用樹脂組成物における重合開始剤と発泡剤との組み合わせは、同一の温度において、重合開始剤からの重合開始種の発生及び発泡剤の分解が生じる組み合わせであることが好ましい。
また、本発明のレーザー彫刻用樹脂組成物における重合開始剤と発泡剤との組み合わせとしては、重合開始剤として有機過酸化物と、発泡剤として有機発泡剤との組み合わせであることが好ましく、重合開始剤として有機過酸化物と、発泡剤として、ニトロソアミン化合物、アゾ化合物又はヒドラジン化合物との組み合わせであることがより好ましく、重合開始剤として有機過酸化物と、発泡剤としてニトロソアミン化合物又はアゾ化合物との組み合わせであることが更に好ましく、重合開始剤として有機過酸化物と、発泡剤としてジニトロソペンタメチレンテトラミン又はアゾジカルボンアミドとの組み合わせであることが特に好ましい。上記態様であると、レリーフ形成層の発泡と架橋とを少なくとも一部同時に行うことが容易であり、また、画質及びインキ転移性により優れるフレキソ印刷版が得られ、また、彫刻カスのリンス性により優れる。
また、有機過酸化物及び有機発泡剤に加え、後述する(成分F)発泡助剤を更に組み合わせることが好ましい。
The combination of the polymerization initiator and the foaming agent in the resin composition for laser engraving of the present invention is preferably a combination in which generation of a polymerization initiating species from the polymerization initiator and decomposition of the foaming agent occur at the same temperature.
The combination of the polymerization initiator and the foaming agent in the resin composition for laser engraving of the present invention is preferably a combination of an organic peroxide as the polymerization initiator and an organic foaming agent as the foaming agent. More preferably a combination of an organic peroxide as an initiator and a nitrosamine compound, an azo compound or a hydrazine compound as a foaming agent, an organic peroxide as a polymerization initiator, and a nitrosamine compound or an azo compound as a foaming agent A combination of organic peroxide as a polymerization initiator and dinitrosopentamethylenetetramine or azodicarbonamide as a foaming agent is particularly preferable. With the above embodiment, it is easy to at least partially simultaneously foam and crosslink the relief forming layer, and a flexographic printing plate that is superior in image quality and ink transferability can be obtained. Excellent.
Further, in addition to the organic peroxide and the organic foaming agent, it is preferable to further combine a (component F) foaming aid described later.
発泡剤は、1種のみ使用しても、2種以上を併用してもよく、化学発泡剤と物理発泡剤とを併用してもよい。
本発明のレーザー彫刻用樹脂組成物中に含まれる成分Cの含有量は、樹脂組成物の全質量に対して、0.1〜30質量%であることが好ましく、0.5〜20質量%であることがより好ましく、1〜15質量%であることが更に好ましく、2〜10質量%であることが特に好ましい。含有量が上記範囲であると、画質及びインキ転移性により優れるフレキソ印刷版が得られ、また、彫刻感度及び彫刻カスのリンス性により優れる。
Only one type of foaming agent may be used, or two or more types may be used in combination, or a chemical foaming agent and a physical foaming agent may be used in combination.
The content of Component C contained in the resin composition for laser engraving of the present invention is preferably 0.1 to 30% by mass, and 0.5 to 20% by mass with respect to the total mass of the resin composition. Is more preferably 1 to 15% by mass, and particularly preferably 2 to 10% by mass. When the content is in the above range, a flexographic printing plate excellent in image quality and ink transferability is obtained, and engraving sensitivity and engraving residue rinsing properties are excellent.
(成分D)重合性化合物
本発明のレーザー彫刻用樹脂組成物は、架橋構造形成を促進するため、(成分D)重合性化合物を更に含有することが好ましい。成分Dを含有することにより、架橋構造形成が促進され、得られるフレキソ印刷版の耐刷性に優れる。
また、成分Dは、成分A以外の重合性化合物である。
更に、成分Dは、分子量3,000未満の化合物であることが好ましく、分子量2,000未満の化合物であることがより好ましく、分子量1,000未満の化合物であることが更に好ましい。
成分Dは、ラジカル重合性化合物であることが好ましく、また、エチレン性不飽和化合物であることが好ましい。
(Component D) Polymerizable Compound The resin composition for laser engraving of the present invention preferably further contains (Component D) a polymerizable compound in order to promote the formation of a crosslinked structure. By containing component D, formation of a crosslinked structure is promoted, and the resulting flexographic printing plate is excellent in printing durability.
Component D is a polymerizable compound other than Component A.
Furthermore, Component D is preferably a compound having a molecular weight of less than 3,000, more preferably a compound having a molecular weight of less than 2,000, and still more preferably a compound having a molecular weight of less than 1,000.
Component D is preferably a radically polymerizable compound, and is preferably an ethylenically unsaturated compound.
本発明に用いることができる重合性化合物は、多官能重合性化合物であることが好ましく、多官能エチレン性不飽和化合物であることがより好ましい。上記態様であると、樹脂組成物は硬化性に優れ、また、耐刷性により優れるフレキソ印刷版が得られる。
また、本発明に用いることができる多官能エチレン性不飽和化合物は、分子量(又は重量平均分子量)が2,000未満であることが好ましい。
多官能エチレン性不飽和化合物とは、エチレン性不飽和基を2個以上有する化合物である。多官能エチレン性不飽和化合物は、1種を単独で使用してもよく、2種以上を併用してもよい。
また、エチレン性不飽和化合物に属する化合物群は当産業分野において広く知られるものであり、本発明においてはこれらを特に制限なく用いることができる。これらは、例えば、モノマー、プレポリマー、すなわち2量体、3量体及びオリゴマー、又はそれらの共重合体、並びにそれらの混合物などの化学的形態をもつ。
上記多官能エチレン性不飽和化合物としては、多官能モノマーが好ましく使用される。これらの多官能モノマーの分子量(分子量分布を有する場合には、重量平均分子量)は、200以上2,000未満であることが好ましく、200〜1,000であることがより好ましく、200〜700であることが更に好ましい。
The polymerizable compound that can be used in the present invention is preferably a polyfunctional polymerizable compound, and more preferably a polyfunctional ethylenically unsaturated compound. In the above embodiment, the resin composition is excellent in curability, and a flexographic printing plate having excellent printing durability can be obtained.
The polyfunctional ethylenically unsaturated compound that can be used in the present invention preferably has a molecular weight (or weight average molecular weight) of less than 2,000.
The polyfunctional ethylenically unsaturated compound is a compound having two or more ethylenically unsaturated groups. A polyfunctional ethylenically unsaturated compound may be used individually by 1 type, and may use 2 or more types together.
Moreover, the compound group which belongs to an ethylenically unsaturated compound is widely known in this industry field, and can use these without a restriction | limiting in particular in this invention. These have chemical forms such as monomers, prepolymers, i.e. dimers, trimers and oligomers, or copolymers thereof, and mixtures thereof.
A polyfunctional monomer is preferably used as the polyfunctional ethylenically unsaturated compound. The molecular weight of these polyfunctional monomers (when having a molecular weight distribution, the weight average molecular weight) is preferably 200 or more and less than 2,000, more preferably 200 to 1,000, and 200 to 700. More preferably it is.
多官能モノマーとしては、末端エチレン性不飽和基を2個〜20個有する化合物が好ましい。
多官能モノマーの例としては、不飽和カルボン酸(例えば、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸など)や、そのエステル類、アミド類が挙げられ、好ましくは、不飽和カルボン酸と脂肪族多価アルコール化合物とのエステル、不飽和カルボン酸と脂肪族多価アミン化合物とのアミド類が用いられる。また、ヒドロキシル基や、アミノ基等の求核性置換基を有する不飽和カルボン酸エステル、アミド類と多官能イソシアネート類、エポキシ類との付加反応物、多官能のカルボン酸との脱水縮合反応物等も好適に使用される。また、イソシアナト基や、エポキシ基、等の親電子性置換基を有する、不飽和カルボン酸エステル、アミド類と単官能又は多官能のアルコール類、アミン類との付加反応物、ハロゲン基や、トシルオキシ基、等の脱離性置換基を有する、不飽和カルボン酸エステル、アミド類と単官能若しくは多官能のアルコール類、アミン類との置換反応物も好適である。また、別の例として、上記の不飽和カルボン酸の代わりに、ビニル化合物、アリル化合物、不飽和ホスホン酸、スチレン等に置き換えた化合物群を使用することも可能である。
As the polyfunctional monomer, a compound having 2 to 20 terminal ethylenically unsaturated groups is preferable.
Examples of the polyfunctional monomer include unsaturated carboxylic acids (for example, acrylic acid, methacrylic acid, itaconic acid, crotonic acid, isocrotonic acid, maleic acid, etc.), esters and amides thereof. Esters of saturated carboxylic acids and aliphatic polyhydric alcohol compounds, and amides of unsaturated carboxylic acids and aliphatic polyvalent amine compounds are used. Also, unsaturated carboxylic acid esters having nucleophilic substituents such as hydroxyl groups and amino groups, amides and polyfunctional isocyanates, addition reaction products of epoxies, dehydration condensation reaction products of polyfunctional carboxylic acids Etc. are also preferably used. Further, unsaturated carboxylic acid esters having an electrophilic substituent such as isocyanato group, epoxy group, etc., addition reaction products of amides with monofunctional or polyfunctional alcohols, amines, halogen groups, tosyloxy A substitution reaction product of an unsaturated carboxylic acid ester or amide with a monofunctional or polyfunctional alcohol or amine having a leaving substituent such as a group is also suitable. As another example, a compound group in which a vinyl compound, an allyl compound, an unsaturated phosphonic acid, styrene, or the like is substituted for the above unsaturated carboxylic acid can be used.
上記の多官能モノマーに含まれるエチレン性不飽和基は、反応性の観点でアクリレート、メタクリレート、ビニル化合物、アリル化合物の各残基が好ましく、アクリレート、メタクリレートが特に好ましい。 The ethylenically unsaturated group contained in the polyfunctional monomer is preferably an acrylate, methacrylate, vinyl compound, or allyl compound residue from the viewpoint of reactivity, and particularly preferably acrylate or methacrylate.
脂肪族多価アルコール化合物と不飽和カルボン酸とのエステルのモノマーの具体例としては、アクリル酸エステルとして、エチレングリコールジアクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジアクリレート、ポリエチレングリコールジアクリレート、1,3−ブタンジオールジアクリレート、テトラメチレングリコールジアクリレート、プロピレングリコールジアクリレート、ジプロピレングリコールジアクリレート、トリプロピレングリコールジアクリレート、ポリプロピレングリコールジアクリレート、ネオペンチルグリコールジアクリレート、1,6−ヘキサンジオールジアクリレート、1,4−シクロヘキサンジオールジアクリレート、テトラエチレングリコールジアクリレート、ポリテトラメチレングリコールジアクリレート、1,8−オクタンジオールジアクリレート、1,9−ノナンジオールジアクリレート、1,10−デカンジオールジアクリレート、トリシクロデカンジメタノールジアクリレート、トリメチロールプロパントリアクリレート、トリメチロールプロパントリ(アクリロイルオキシプロピル)エーテル、ジトリメチロールプロパンテトラアクリレート、トリメチロールエタントリアクリレート、ペンタエリスリトールジアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールテトラアクリレート、ジペンタエリスリトールジアクリレート、ジペンタエリスリトールヘキサアクリレート、ソルビトールトリアクリレート、ソルビトールテトラアクリレート、ソルビトールペンタアクリレート、ソルビトールヘキサアクリレート、トリ(アクリロイルオキシエチル)イソシアヌレート、ポリエステルアクリレートオリゴマー等が挙げられる。 Specific examples of the monomer of an ester of an aliphatic polyhydric alcohol compound and an unsaturated carboxylic acid include acrylic acid esters such as ethylene glycol diacrylate, diethylene glycol diacrylate, triethylene glycol diacrylate, polyethylene glycol diacrylate, 1, 3 -Butanediol diacrylate, tetramethylene glycol diacrylate, propylene glycol diacrylate, dipropylene glycol diacrylate, tripropylene glycol diacrylate, polypropylene glycol diacrylate, neopentyl glycol diacrylate, 1,6-hexanediol diacrylate, 1 , 4-Cyclohexanediol diacrylate, tetraethylene glycol diacrylate, polytetramethyl Glycol diacrylate, 1,8-octanediol diacrylate, 1,9-nonanediol diacrylate, 1,10-decanediol diacrylate, tricyclodecane dimethanol diacrylate, trimethylolpropane triacrylate, trimethylolpropane triacrylate (Acryloyloxypropyl) ether, ditrimethylolpropane tetraacrylate, trimethylolethane triacrylate, pentaerythritol diacrylate, pentaerythritol triacrylate, pentaerythritol tetraacrylate, dipentaerythritol diacrylate, dipentaerythritol hexaacrylate, sorbitol triacrylate, Sorbitol tetraacrylate, sorbitol pentaacrylate Sorbitol hexaacrylate, tri (acryloyloxyethyl) isocyanurate, polyester acrylate oligomer.
メタクリル酸エステルとしては、テトラメチレングリコールジメタクリレート、エチレングリコールジメタクリレート、ジエチレングリコールジメタクリレート、トリエチレングリコールジメタクリレート、ポリエチレングリコールジメタクリレート、プロピレングリコールジメタクリレート、ジプロピレングリコールジメタクリレート、トリプロピレングリコールジメタクリレート、ポリプロピレングリコールジメタクリレート、ネオペンチルグリコールジメタクリレート、トリメチロールプロパントリメタクリレート、トリメチロールエタントリメタクリレート、1,3−ブタンジオールジメタクリレート、1,6−ヘキサンジオールジメタクリレート、1,8−オクタンジオールジメタクリレート、1,9−ノナンジオールジメタクリレート、1,10−デカンジオールジメタクリレート、ペンタエリスリトールジメタクリレート、ペンタエリスリトールトリメタクリレート、ペンタエリスリトールテトラメタクリレート、ジペンタエリスリトールジメタクリレート、ジペンタエリスリトールヘキサメタクリレート、ソルビトールトリメタクリレート、ソルビトールテトラメタクリレート、ビス〔p−(3−メタクリルオキシ−2−ヒドロキシプロポキシ)フェニル〕ジメチルメタン、ビス〔p−(メタクリルオキシエトキシ)フェニル〕ジメチルメタン等が挙げられる。 Methacrylic acid esters include tetramethylene glycol dimethacrylate, ethylene glycol dimethacrylate, diethylene glycol dimethacrylate, triethylene glycol dimethacrylate, polyethylene glycol dimethacrylate, propylene glycol dimethacrylate, dipropylene glycol dimethacrylate, tripropylene glycol dimethacrylate, polypropylene Glycol dimethacrylate, neopentyl glycol dimethacrylate, trimethylolpropane trimethacrylate, trimethylolethane trimethacrylate, 1,3-butanediol dimethacrylate, 1,6-hexanediol dimethacrylate, 1,8-octanediol dimethacrylate, 1 , 9-Nonanediol dimethacryl 1,10-decanediol dimethacrylate, pentaerythritol dimethacrylate, pentaerythritol trimethacrylate, pentaerythritol tetramethacrylate, dipentaerythritol dimethacrylate, dipentaerythritol hexamethacrylate, sorbitol trimethacrylate, sorbitol tetramethacrylate, bis [p -(3-Methacryloxy-2-hydroxypropoxy) phenyl] dimethylmethane, bis [p- (methacryloxyethoxy) phenyl] dimethylmethane and the like.
その他のエステルの例として、例えば、特公昭46−27926号、特公昭51−47334号、特開昭57−196231号各公報記載の脂肪族アルコール系エステル類や、特開昭59−5240号、特開昭59−5241号、特開平2−226149号各公報記載の芳香族系骨格を有するもの、特開平1−165613号公報記載のアミノ基を含有するもの等も好適に用いられる。
上記エステルモノマーは混合物としても使用することができる。
Examples of other esters include aliphatic alcohol esters described in JP-B-46-27926, JP-B-51-47334, JP-A-57-196231, JP-A-59-5240, Those having an aromatic skeleton described in JP-A-59-5241 and JP-A-2-226149 and those containing an amino group described in JP-A-1-165613 are also preferably used.
The ester monomers can also be used as a mixture.
また、脂肪族多価アミン化合物と不飽和カルボン酸とのアミドのモノマーの具体例としては、メチレンビスアクリルアミド、メチレンビスメタクリルアミド、1,6−ヘキサメチレンビス−アクリルアミド、1,6−ヘキサメチレンビスメタクリルアミド、ジエチレントリアミントリスアクリルアミド、キシリレンビスアクリルアミド、キシリレンビスメタクリルアミド等が挙げられる。
その他の好ましいアミド系モノマーの例としては、特公昭54−21726号公報記載のシクロへキシレン構造を有すものを挙げることができる。
Specific examples of amide monomers of aliphatic polyvalent amine compounds and unsaturated carboxylic acids include methylene bisacrylamide, methylene bismethacrylamide, 1,6-hexamethylene bis-acrylamide, 1,6-hexamethylene bis. Examples include methacrylamide, diethylenetriamine trisacrylamide, xylylene bisacrylamide, and xylylene bismethacrylamide.
Examples of other preferable amide monomers include those having a cyclohexylene structure described in JP-B No. 54-21726.
また、イソシアネートと水酸基の付加反応を用いて製造されるウレタン系付加重合性化合物も好適であり、そのような具体例としては、例えば、特公昭48−41708号公報中に記載されている1分子に2個以上のイソシアネート基を有するポリイソシアネート化合物に、下記式(i)で示される水酸基を含有するビニルモノマーを付加させた1分子中に2個以上の重合性ビニル基を含有するビニルウレタン化合物等が挙げられる。
CH2=C(R)COOCH2CH(R’)OH (i)
(ただし、R及びR’は、それぞれ、H又はCH3を示す。)
In addition, urethane-based addition polymerizable compounds produced by using an addition reaction of isocyanate and hydroxyl group are also suitable, and specific examples thereof include, for example, one molecule described in JP-B-48-41708. A vinylurethane compound containing two or more polymerizable vinyl groups in one molecule obtained by adding a vinyl monomer containing a hydroxyl group represented by the following formula (i) to a polyisocyanate compound having two or more isocyanate groups. Etc.
CH 2 = C (R) COOCH 2 CH (R ') OH (i)
(However, R and R ′ each represent H or CH 3. )
また、特開昭51−37193号、特公平2−32293号、特公平2−16765号各公報に記載されているようなウレタンアクリレート類や、特公昭58−49860号、特公昭56−17654号、特公昭62−39417号、特公昭62−39418号各公報記載のエチレンオキサイド系骨格を有するウレタン化合物類も好適である。
更に、特開昭63−277653号、特開昭63−260909号、特開平1−105238号各公報に記載されている、分子内にアミノ構造を有する付加重合性化合物類を用いることによって、短時間で硬化する樹脂組成物を得ることができる。
Further, urethane acrylates such as those described in JP-A-51-37193, JP-B-2-32293, JP-B-2-16765, JP-B-58-49860, JP-B-56-17654 Urethane compounds having an ethylene oxide skeleton described in JP-B-62-39417 and JP-B-62-39418 are also suitable.
Further, by using addition-polymerizable compounds having an amino structure in the molecule described in JP-A-63-277653, JP-A-63-260909, and JP-A-1-105238, short A resin composition that cures over time can be obtained.
その他の例としては、特開昭48−64183号、特公昭49−43191号、特公昭52−30490号各公報に記載されているようなポリエステルアクリレート類、エポキシ樹脂と(メタ)アクリル酸を反応させたエポキシアクリレート類等の多官能のアクリレートやメタクリレートを挙げることができる。また、特公昭46−43946号、特公平1−40337号、特公平1−40336号各公報記載の特定の不飽和化合物や、特開平2−25493号公報記載のビニルホスホン酸系化合物等も挙げることができる。また、ある場合には、特開昭61−22048号公報記載のペルフルオロアルキル基を含有する構造が好適に使用される。更に、日本接着協会誌vol.20、No.7、300〜308ページ(1984年)に光硬化性モノマー及びオリゴマーとして紹介されているものも使用することができる。 Other examples include reacting polyester acrylates, epoxy resins and (meth) acrylic acid as described in JP-A-48-64183, JP-B-49-43191 and JP-B-52-30490. And polyfunctional acrylates and methacrylates such as epoxy acrylates. Further, specific unsaturated compounds described in JP-B-46-43946, JP-B-1-40337, JP-B-1-40336, and vinylphosphonic acid compounds described in JP-A-2-25493 are also included. be able to. In some cases, a structure containing a perfluoroalkyl group described in JP-A-61-22048 is preferably used. Furthermore, the Japan Adhesion Association magazine vol. 20, no. 7, pages 300 to 308 (1984), which are introduced as photocurable monomers and oligomers, can also be used.
エチレン性不飽和基を1個のみ有する単官能重合性化合物としては、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸、マレイン酸等の不飽和カルボン酸類及びそれらの塩、エチレン性不飽和基を有する無水物類、(メタ)アクリレート類、(メタ)アクリルアミド類、(メタ)アクリロニトリル類、スチレン類、更に種々の不飽和ポリエステル樹脂、不飽和ポリエーテル樹脂、不飽和ポリアミド樹脂、不飽和ウレタン樹脂等の重合性化合物が挙げられる。
また、ヒドロキシル基やアミノ基、メルカプト基等の求核性置換基を有する不飽和カルボン酸エステル又はアミド類とイソシアネート類又はエポキシ類との付加反応物、及び、単官能又は多官能のカルボン酸との脱水縮合反応物等も好適に使用される。
Monofunctional polymerizable compounds having only one ethylenically unsaturated group include unsaturated carboxylic acids such as acrylic acid, methacrylic acid, itaconic acid, crotonic acid, isocrotonic acid, maleic acid and their salts, ethylenically unsaturated Group-containing anhydrides, (meth) acrylates, (meth) acrylamides, (meth) acrylonitriles, styrenes, various unsaturated polyester resins, unsaturated polyether resins, unsaturated polyamide resins, unsaturated urethanes Examples thereof include polymerizable compounds such as resins.
In addition, an addition reaction product of an unsaturated carboxylic acid ester or amide having an nucleophilic substituent such as a hydroxyl group, an amino group or a mercapto group and an isocyanate or an epoxy, and a monofunctional or polyfunctional carboxylic acid A dehydration condensation reaction product or the like is also preferably used.
更に、イソシアナト基や、エポキシ基等の親電子性置換基を有する不飽和カルボン酸エステル又はアミド類とアルコール類、アミン類、チオール類との付加反応物、更にハロゲノ基や、トシルオキシ基等の脱離性置換基を有する不飽和カルボン酸エステル又はアミド類とアルコール類、アミン類、チオール類との置換反応物も好適である。
また、別の例として、上記の不飽和カルボン酸の代わりに、不飽和ホスホン酸、スチレン、ビニルエーテル等に置き換えた化合物群を使用することも可能である。
重合性化合物としては、特に制限はなく、上記例示した化合物の他、公知の種々の化合物を用いることができ、例えば、特開2009−204962号公報に記載の化合物などを使用してもよい。
Furthermore, addition reaction products of unsaturated carboxylic acid esters or amides having an electrophilic substituent such as an isocyanato group or an epoxy group with alcohols, amines or thiols, and further elimination of a halogeno group or a tosyloxy group. A substitution reaction product of an unsaturated carboxylic acid ester or amide having a releasing substituent with alcohols, amines or thiols is also suitable.
As another example, it is also possible to use a group of compounds substituted with unsaturated phosphonic acid, styrene, vinyl ether or the like instead of the unsaturated carboxylic acid.
There is no restriction | limiting in particular as a polymeric compound, In addition to the compound illustrated above, well-known various compounds can be used, For example, you may use the compound etc. which are described in Unexamined-Japanese-Patent No. 2009-204962.
更に単官能エチレン性不飽和化合物としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、n−ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、2−ヒドロキシエチル(メタ)アクリレート、ブトキシエチル(メタ)アクリレート、カルビトール(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、N−メチロール(メタ)アクリルアミド、エポキシ(メタ)アクリレート等の(メタ)アクリル酸誘導体、N−ビニルピロリドン、N−ビニルカプロラクタム等のN−ビニル化合物類、アリルグリシジルエーテル、ジアリルフタレート、トリアリルトリメリテート等のアリル化合物の誘導体が好ましく用いられる。
これらの中でも、多官能エチレン性不飽和化合物としては、単官能(メタ)アクリレート化合物(単官能(メタ)アクリル酸エステル)が好ましい。
Furthermore, as monofunctional ethylenically unsaturated compounds, methyl (meth) acrylate, ethyl (meth) acrylate, n-butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, 2-hydroxyethyl (meth) acrylate, butoxyethyl (Meth) acrylate, carbitol (meth) acrylate, cyclohexyl (meth) acrylate, benzyl (meth) acrylate, N-methylol (meth) acrylamide, (meth) acrylic acid derivatives such as epoxy (meth) acrylate, N-vinylpyrrolidone N-vinyl compounds such as N-vinylcaprolactam and derivatives of allyl compounds such as allyl glycidyl ether, diallyl phthalate and triallyl trimellitate are preferably used.
Among these, as a polyfunctional ethylenically unsaturated compound, a monofunctional (meth) acrylate compound (monofunctional (meth) acrylic acid ester) is preferable.
これらの中でも、成分Dは、アクリレート(アクリル酸エステル化合物)又はメタクリレート(メタクリル酸エステル化合物)であることが好ましく、特に、脂肪族多価アルコールとアクリル酸又はメタクリル酸とのエステルであることが好ましい。成分Cは(メタ)アクリロイルオキシ基を1分子中に2〜20個有することが好ましく、2〜8個有することがより好ましく、2〜6個有することが更に好ましく、2〜4個有することが特に好ましい。
これらの中でも、成分Dがヘキサンジオールジ(メタ)アクリレート、デカンジオールジ(メタ)アクリレート、トリシクロデカンジメタノールジ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、及び、ジペンタエリスリトールヘキサ(メタ)アクリレートよりなる群から選択される少なくとも1つの化合物を含むことが好ましい。
Among these, component D is preferably acrylate (acrylic ester compound) or methacrylate (methacrylic ester compound), and particularly preferably an ester of an aliphatic polyhydric alcohol and acrylic acid or methacrylic acid. . Component C preferably has 2 to 20 (meth) acryloyloxy groups in a molecule, more preferably 2 to 8, more preferably 2 to 6, and more preferably 2 to 4. Particularly preferred.
Among these, component D includes hexanediol di (meth) acrylate, decanediol di (meth) acrylate, tricyclodecane dimethanol di (meth) acrylate, pentaerythritol tetra (meth) acrylate, and dipentaerythritol hexa (meth). ) It is preferred to contain at least one compound selected from the group consisting of acrylates.
レーザー彫刻用樹脂組成物中に含まれる成分Dの含有量は、樹脂組成物の全質量に対して、1〜50質量%が好ましく、3〜40質量%がより好ましく、5〜30質量%が更に好ましい。上記範囲であると、レーザー彫刻用樹脂組成物からなるレリーフ形成層は耐刷性に優れる。
また、耐刷性の向上及び彫刻カスの発生量を抑制する観点は、レーザー彫刻用樹脂組成物中に含まれる成分Dの含有量は、樹脂組成物の全質量に対して、10〜50質量%であることが好ましい。
The content of the component D contained in the resin composition for laser engraving is preferably 1 to 50% by mass, more preferably 3 to 40% by mass, and 5 to 30% by mass with respect to the total mass of the resin composition. Further preferred. Within the above range, the relief forming layer comprising the resin composition for laser engraving is excellent in printing durability.
Further, from the viewpoint of improving the printing durability and suppressing the amount of engraving residue, the content of the component D contained in the resin composition for laser engraving is 10 to 50 mass relative to the total mass of the resin composition. % Is preferred.
(成分E)光熱変換剤
本発明のレーザー彫刻用樹脂組成物は、(成分E)光熱変換剤を更に含有することが好ましい。すなわち、本発明における光熱変換剤は、レーザーの光を吸収し発熱することで、レーザー彫刻時の硬化物の熱分解を促進すると考えられる。このため、彫刻に用いるレーザー波長の光を吸収する光熱変換剤を選択することが好ましい。
(Component E) Photothermal Conversion Agent The resin composition for laser engraving of the present invention preferably further contains (Component E) a photothermal conversion agent. That is, it is considered that the photothermal conversion agent in the present invention promotes thermal decomposition of a cured product during laser engraving by absorbing laser light and generating heat. For this reason, it is preferable to select a photothermal conversion agent that absorbs light having a laser wavelength used for engraving.
本発明のレーザー彫刻用樹脂組成物を用いて製造したレーザー彫刻型フレキソ印刷版原版を、700〜1,300nmの赤外線を発するレーザー(YAGレーザー、半導体レーザー、ファイバーレーザー、面発光レーザー等)を光源としてレーザー彫刻に用いる場合に、光熱変換剤としては、700〜1,300nmに極大吸収波長を有する化合物を用いることが好ましい。
本発明における光熱変換剤としては、種々の染料又は顔料が用いられる。
A laser engraving type flexographic printing plate precursor produced using the resin composition for laser engraving of the present invention is irradiated with a laser (YAG laser, semiconductor laser, fiber laser, surface emitting laser, etc.) emitting infrared rays of 700 to 1,300 nm. As the photothermal conversion agent, it is preferable to use a compound having a maximum absorption wavelength at 700 to 1,300 nm.
Various dyes or pigments are used as the photothermal conversion agent in the present invention.
光熱変換剤のうち、染料としては、市販の染料及び例えば「染料便覧」(有機合成化学協会編集、昭和45年刊)等の文献に記載されている公知のものが利用できる。具体的には、700〜1,300nmに極大吸収波長を有するものが挙げられ、アゾ染料、金属錯塩アゾ染料、ピラゾロンアゾ染料、ナフトキノン染料、アントラキノン染料、フタロシアニン染料、カルボニウム染料、ジインモニウム化合物、キノンイミン染料、メチン染料、シアニン染料、スクワリリウム色素、ピリリウム塩、金属チオレート錯体等の染料が好ましく挙げられる。本発明において好ましく用いられる染料としては、ヘプタメチンシアニン色素等のシアニン系色素、ペンタメチンオキソノール色素等のオキソノール系色素、フタロシアニン系色素及び特開2008−63554号公報の段落0124〜0137に記載の染料を挙げることができる。 Among the photothermal conversion agents, as the dye, commercially available dyes and known ones described in documents such as “Dye Handbook” (edited by the Society for Synthetic Organic Chemistry, published in 1970) can be used. Specific examples include those having a maximum absorption wavelength at 700 to 1,300 nm, such as azo dyes, metal complex azo dyes, pyrazolone azo dyes, naphthoquinone dyes, anthraquinone dyes, phthalocyanine dyes, carbonium dyes, diimmonium compounds, and quinoneimine dyes. Preferred are dyes such as methine dyes, cyanine dyes, squarylium dyes, pyrylium salts, metal thiolate complexes. Dyes preferably used in the present invention include cyanine dyes such as heptamethine cyanine dyes, oxonol dyes such as pentamethine oxonol dyes, phthalocyanine dyes, and paragraphs 0124 to 0137 of JP-A-2008-63554. Mention may be made of dyes.
本発明において使用される光熱変換剤のうち、顔料としては、市販の顔料及びカラーインデックス(C.I.)便覧、「最新顔料便覧」(日本顔料技術協会編、1977年刊)、「最新顔料応用技術」(CMC出版、1986年刊)、「印刷インキ技術」CMC出版、1984年刊)に記載されている顔料が利用できる。また、顔料としては、特開2009−178869号公報の段落0122〜0125に記載の顔料が例示できる。
これらの顔料のうち、好ましいものはカーボンブラックである。
Among the photothermal conversion agents used in the present invention, commercially available pigments and color index (CI) manuals, “latest pigment manuals” (edited by the Japan Pigment Technical Association, published in 1977), “latest pigment application” The pigments described in “Technology” (CMC Publishing, 1986) and “Printing Ink Technology” CMC Publishing, 1984) can be used. Examples of the pigment include pigments described in paragraphs 0122 to 0125 of JP-A-2009-178869.
Of these pigments, carbon black is preferred.
カーボンブラックは、組成物中における分散性などが安定である限り、ASTMによる分類のほか、用途(例えば、カラー用、ゴム用、乾電池用など)の如何に拘らずいずれも使用可能である。カーボンブラックには、例えば、ファーネスブラック、サーマルブラック、チャンネルブラック、ランプブラック、アセチレンブラックなどが含まれる。なお、カーボンブラックなどの黒色着色剤は、分散を容易にするため、必要に応じて分散剤を用い、予めニトロセルロースやバインダーなどに分散させたカラーチップやカラーペーストとして使用することができ、このようなチップやペーストは市販品として容易に入手できる。また、カーボンブラックとしては、特開2009−178869号公報の段落0130〜0134に記載されたものが例示できる。 As long as the dispersibility in the composition is stable, carbon black can be used regardless of the classification according to ASTM or the use (for example, for color, for rubber, for dry battery, etc.). Carbon black includes, for example, furnace black, thermal black, channel black, lamp black, acetylene black and the like. In order to facilitate dispersion, black colorants such as carbon black can be used as color chips or color pastes previously dispersed in nitrocellulose or a binder, if necessary. Such chips and pastes can be easily obtained as commercial products. Examples of carbon black include those described in paragraphs 0130 to 0134 of JP2009-178869A.
本発明の樹脂組成物における光熱変換剤は、1種のみを用いてもよく、2種以上を併用してもよい。
レーザー彫刻用樹脂組成物中おける光熱変換剤の含有量は、その分子固有の分子吸光係数の大きさにより大きく異なるが、樹脂組成物の全質量に対して、0.01〜30質量%が好ましく、0.05〜20質量%がより好ましく、0.1〜10質量%が特に好ましい。
Only 1 type may be used for the photothermal conversion agent in the resin composition of this invention, and it may use 2 or more types together.
The content of the photothermal conversion agent in the resin composition for laser engraving varies greatly depending on the molecular extinction coefficient inherent to the molecule, but is preferably 0.01 to 30% by mass with respect to the total mass of the resin composition. 0.05 to 20% by mass is more preferable, and 0.1 to 10% by mass is particularly preferable.
(成分F)発泡助剤
本発明のレーザー彫刻用樹脂組成物は、(成分F)発泡助剤を更に含有することが好ましい。発泡助剤を使用することにより、容易に発泡剤の分解温度や気泡の大きさ等を調整することができる。
発泡助剤としては、公知のものを用いることができ、使用する発泡剤の種類、及び/又は、使用する重合開始剤の重合開始種発生温度(分解温度)に応じて、適宜種類や使用量を選択すればよい。
発泡助剤としては、尿素及び尿素誘導体等の尿素系化合物、亜鉛華(酸化亜鉛)、炭酸亜鉛及びステアリン酸亜鉛等の亜鉛化合物、サリチル酸、フタル酸、ステアリン酸及びシュウ酸等の有機酸化合物、トリエタノールアミン、チタン白等が挙げられる。
中でも、尿素系化合物、亜鉛化合物、及び/又は、有機酸化合物を使用することが好ましく、尿素系化合物を使用することがより好ましく、尿素系化合物、亜鉛化合物、及び、有機酸化合物を併用することが更に好ましい。
(Component F) Foaming aid The resin composition for laser engraving of the present invention preferably further comprises (Component F) a foaming aid. By using the foaming aid, the decomposition temperature of the foaming agent, the size of the bubbles, etc. can be easily adjusted.
As the foaming aid, known ones can be used, and depending on the type of foaming agent used and / or the polymerization initiation species generation temperature (decomposition temperature) of the polymerization initiator used, the type and amount used are appropriate. Should be selected.
As foaming aids, urea compounds such as urea and urea derivatives, zinc compounds (zinc oxide), zinc compounds such as zinc carbonate and zinc stearate, organic acid compounds such as salicylic acid, phthalic acid, stearic acid and oxalic acid, Examples include triethanolamine and titanium white.
Among them, it is preferable to use a urea compound, a zinc compound, and / or an organic acid compound, more preferably to use a urea compound, and to use a urea compound, a zinc compound, and an organic acid compound in combination. Is more preferable.
発泡助剤は、1種のみ使用しても、2種以上を併用してもよい。
本発明のレーザー彫刻用樹脂組成物中に含まれる発泡助剤の含有量は、樹脂組成物の全質量に対して、0.1〜20質量%であることが好ましく、0.5〜15質量%であることがより好ましく、1〜10質量%であることが更に好ましく、2〜10質量%であることが特に好ましい。含有量が上記範囲であると、画質及びインキ転移性により優れるフレキソ印刷版が得られ、また、彫刻感度及び彫刻カスのリンス性により優れる。
Only one foaming aid may be used, or two or more foaming aids may be used in combination.
The content of the foaming aid contained in the resin composition for laser engraving of the present invention is preferably 0.1 to 20% by mass, and 0.5 to 15% by mass with respect to the total mass of the resin composition. %, More preferably 1 to 10% by mass, still more preferably 2 to 10% by mass. When the content is in the above range, a flexographic printing plate excellent in image quality and ink transferability is obtained, and engraving sensitivity and engraving residue rinsing properties are excellent.
以下、成分A〜成分F以外に、本発明のレーザー彫刻用樹脂組成物が含有しうる各種成分について説明する。 Hereinafter, in addition to Component A to Component F, various components that can be contained in the resin composition for laser engraving of the present invention will be described.
<溶剤>
本発明のレーザー彫刻用樹脂組成物を調製する際に、溶剤を用いてもよいが、使用しないことが好ましい。
溶剤としては、有機溶剤を用いることが好ましい。
非プロトン性有機溶剤の好ましい具体例は、アセトニトリル、テトラヒドロフラン、ジオキサン、トルエン、プロピレングリコールモノメチルエーテルアセテート、メチルエチルケトン、アセトン、メチルイソブチルケトン、酢酸エチル、酢酸ブチル、乳酸エチル、N,N−ジメチルアセトアミド、N−メチルピロリドン、ジメチルスルホキシドが挙げられる。
プロトン性有機溶剤の好ましい具体例は、メタノール、エタノール、1−プロパノール、2−プロパノール、1−ブタノール、1−メトキシ−2−プロパノール、エチレングリコール、ジエチレングリコール、1,3−プロパンジオールが挙げられる。
これらの中でも、プロピレングリコールモノメチルエーテルアセテートが特に好ましく例示できる。
本発明のレーザー彫刻用樹脂組成物における溶剤の含有量としては、樹脂組成物の全質量に対し、10質量%以下であることが好ましく、1質量%以下であることがより好ましく、0.1質量%以下であることが更に好ましく、含有しないことが特に好ましい。
<Solvent>
In preparing the resin composition for laser engraving of the present invention, a solvent may be used, but it is preferably not used.
As the solvent, an organic solvent is preferably used.
Preferred specific examples of the aprotic organic solvent include acetonitrile, tetrahydrofuran, dioxane, toluene, propylene glycol monomethyl ether acetate, methyl ethyl ketone, acetone, methyl isobutyl ketone, ethyl acetate, butyl acetate, ethyl lactate, N, N-dimethylacetamide, N -Methylpyrrolidone, dimethyl sulfoxide are mentioned.
Preferable specific examples of the protic organic solvent include methanol, ethanol, 1-propanol, 2-propanol, 1-butanol, 1-methoxy-2-propanol, ethylene glycol, diethylene glycol, and 1,3-propanediol.
Among these, propylene glycol monomethyl ether acetate is particularly preferable.
The content of the solvent in the resin composition for laser engraving of the present invention is preferably 10% by mass or less, more preferably 1% by mass or less, based on the total mass of the resin composition. It is more preferable that the content is not more than mass%, and it is particularly preferable that the content is not contained.
<その他の添加剤>
本発明のレーザー彫刻用樹脂組成物には、公知の各種添加剤を、本発明の効果を阻害しない範囲で適宜配合することができる。例えば、可塑剤、充填剤、ワックス、プロセス油、金属酸化物、オゾン分解防止剤、老化防止剤、重合禁止剤、着色剤等が挙げられ、これらは1種を単独で使用してもよいし、2種以上を併用してもよい。
<Other additives>
In the resin composition for laser engraving of the present invention, various known additives can be appropriately blended as long as the effects of the present invention are not impaired. Examples include plasticizers, fillers, waxes, process oils, metal oxides, antiozonants, antiaging agents, polymerization inhibitors, colorants, etc., and these may be used alone. Two or more kinds may be used in combination.
(レーザー彫刻型フレキソ印刷版原版及びその製造方法)
本発明のレーザー彫刻型フレキソ印刷版原版の第1の実施態様は、本発明のレーザー彫刻用樹脂組成物からなるレリーフ形成層を有する。
また、本発明のレーザー彫刻型フレキソ印刷版原版の第2の実施態様は、本発明のレーザー彫刻用樹脂組成物からなる層を発泡及び架橋した架橋レリーフ形成層を有する。
本発明において「レーザー彫刻型フレキソ印刷版原版」とは、レーザー彫刻用樹脂組成物からなる発泡性及び架橋性を有するレリーフ形成層が、発泡及び架橋される前の状態、及び、光及び/又は熱により発泡及び架橋された状態の両方又はいずれか一方のものをいう。
本発明において「レリーフ形成層」とは、発泡及び架橋される前の状態の層をいい、すなわち、本発明のレーザー彫刻用樹脂組成物からなる層であり、必要に応じ、乾燥が行われていてもよい。
架橋レリーフ形成層を有する印刷版原版をレーザー彫刻することにより「フレキソ印刷版」が作製される。
本発明において「架橋レリーフ形成層」とは、上記レリーフ形成層を発泡及び架橋した層をいう。上記発泡及び架橋は、熱及び/又は光により行うことができる。また、上記架橋は樹脂組成物が硬化される反応であれば特に限定されず、成分A及び成分Bの反応などによる架橋構造が例示できる。上記発泡は、成分Cによる発泡であり、得られた架橋レリーフ形成層は、気泡を有している。
また、本発明において「レリーフ層」とは、フレキソ印刷版におけるレーザーにより彫刻された層、すなわち、レーザー彫刻後の上記架橋レリーフ形成層をいう。
(Laser engraving type flexographic printing plate precursor and its manufacturing method)
The first embodiment of the laser engraving-type flexographic printing plate precursor of the present invention has a relief forming layer made of the resin composition for laser engraving of the present invention.
The second embodiment of the laser engraving-type flexographic printing plate precursor of the present invention has a crosslinked relief forming layer obtained by foaming and cross-linking a layer made of the resin composition for laser engraving of the present invention.
In the present invention, the “laser engraving type flexographic printing plate precursor” means the state before the foamed and crosslinkable relief-forming layer made of the resin composition for laser engraving is foamed and crosslinked, and light and / or It refers to either or both of the foamed and crosslinked state by heat.
In the present invention, the “relief-forming layer” refers to a layer in a state before being foamed and crosslinked, that is, a layer formed of the resin composition for laser engraving of the present invention, and is dried as necessary. May be.
A “flexographic printing plate” is produced by laser engraving a printing plate precursor having a crosslinked relief forming layer.
In the present invention, the “crosslinked relief forming layer” refers to a layer obtained by foaming and crosslinking the relief forming layer. The foaming and crosslinking can be performed by heat and / or light. Moreover, the said bridge | crosslinking will not be specifically limited if it is reaction by which a resin composition is hardened, The crosslinked structure by reaction of the component A and the component B etc. can be illustrated. The foaming is foaming due to Component C, and the obtained crosslinked relief forming layer has bubbles.
In the present invention, the “relief layer” refers to a layer engraved with a laser in a flexographic printing plate, that is, the crosslinked relief forming layer after laser engraving.
本発明のレーザー彫刻型フレキソ印刷版原版は、上記のような成分を含有するレーザー彫刻用樹脂組成物からなるレリーフ形成層、上記のような成分を含有するレーザー彫刻用樹脂組成物からなる層を発泡及び架橋した架橋レリーフ形成層を有する。レリーフ形成層及び架橋レリーフ形成層は、支持体上に設けられることが好ましい。
レーザー彫刻型フレキソ印刷版原版は、必要により更に、支持体とレリーフ形成層又は架橋レリーフ形成層との間に接着層を、また、レリーフ形成層又は架橋レリーフ形成層上にスリップコート層、保護フィルムを有していてもよい。
The laser engraving-type flexographic printing plate precursor of the present invention comprises a relief-forming layer comprising a resin composition for laser engraving containing the above components, and a layer comprising a resin composition for laser engraving containing the above components. It has a crosslinked relief forming layer that is foamed and crosslinked. The relief forming layer and the crosslinked relief forming layer are preferably provided on the support.
If necessary, the laser engraving-type flexographic printing plate precursor further comprises an adhesive layer between the support and the relief forming layer or the crosslinked relief forming layer, and a slip coat layer and a protective film on the relief forming layer or the crosslinked relief forming layer. You may have.
<レリーフ形成層>
レリーフ形成層は、上記本発明のレーザー彫刻用樹脂組成物からなる層であり、熱架橋性の層であることが好ましい。
<Relief forming layer>
The relief forming layer is a layer made of the resin composition for laser engraving of the present invention, and is preferably a thermally crosslinkable layer.
レーザー彫刻型フレキソ印刷版原版によるフレキソ印刷版の作製態様としては、レリーフ形成層を発泡及び架橋させて架橋レリーフ形成層を有するフレキソ印刷版原版とした後、架橋レリーフ形成層(硬質のレリーフ形成層)をレーザー彫刻することによりレリーフ層を形成してフレキソ印刷版を作製する態様であることが好ましい。レリーフ形成層を架橋することにより、印刷時におけるレリーフ層の摩耗を防ぐことができ、また、レーザー彫刻後にシャープな形状のレリーフ層を有するフレキソ印刷版を得ることができる。 The flexographic printing plate produced by the laser engraving-type flexographic printing plate precursor includes a flexographic printing plate precursor having a crosslinked relief forming layer obtained by foaming and crosslinking the relief forming layer, and then forming a crosslinked relief forming layer (hard relief forming layer). ) Is preferably engraved by laser engraving to form a relief layer to produce a flexographic printing plate. By crosslinking the relief forming layer, abrasion of the relief layer during printing can be prevented, and a flexographic printing plate having a relief layer having a sharp shape after laser engraving can be obtained.
レリーフ形成層は、レリーフ形成層用の上記の如き成分を有するレーザー彫刻用樹脂組成物を、シート状又はスリーブ状に成形することで形成することができる。レリーフ形成層は、通常、後述する支持体上に設けられるが、製版、印刷用の装置に備えられたシリンダーなどの部材表面に直接形成したり、そこに配置して固定化したりすることもでき、必ずしも支持体を必要としない。
以下、主としてレリーフ形成層をシート状にした場合を例に挙げて説明する。
The relief forming layer can be formed by molding a resin composition for laser engraving having the above components for the relief forming layer into a sheet shape or a sleeve shape. The relief forming layer is usually provided on a support which will be described later. However, the relief forming layer can be directly formed on the surface of a member such as a cylinder provided in an apparatus for plate making and printing, or can be arranged and fixed there. It does not necessarily require a support.
Hereinafter, the case where the relief forming layer is formed into a sheet shape will be mainly described as an example.
<支持体>
レーザー彫刻型フレキソ印刷版原版の支持体に使用する素材は特に限定されないが、寸法安定性の高いものが好ましく使用され、例えば、スチール、ステンレス、アルミニウムなどの金属、ポリエステル(例えばPET(ポリエチレンテレフタレート)、PBT(ポリブチレンテレフタレート)、PAN(ポリアクリロニトリル))やポリ塩化ビニルなどのプラスチック樹脂、スチレン−ブタジエンゴムなどの合成ゴム、ガラスファイバーで補強されたプラスチック樹脂(エポキシ樹脂やフェノール樹脂など)が挙げられる。支持体としては、PETフィルムやスチール基板が好ましく用いられる。支持体の形態は、レリーフ形成層がシート状であるかスリーブ状であるかによって決定される。
<Support>
The material used for the support of the laser engraving type flexographic printing plate precursor is not particularly limited, but a material having high dimensional stability is preferably used. For example, a metal such as steel, stainless steel, aluminum, polyester (for example, PET (polyethylene terephthalate)) , Plastic resins such as PBT (polybutylene terephthalate), PAN (polyacrylonitrile)) and polyvinyl chloride, synthetic rubbers such as styrene-butadiene rubber, and plastic resins reinforced with glass fibers (such as epoxy resins and phenol resins) It is done. As the support, a PET film or a steel substrate is preferably used. The form of the support is determined depending on whether the relief forming layer is a sheet or a sleeve.
<接着層>
レリーフ形成層を支持体上に形成する場合、両者の間には、層間の接着力を強化する目的で接着層を設けてもよい。
接着層に使用し得る材料(接着剤)としては、例えば、I.Skeist編、「Handbook of Adhesives」、第2版(1977)に記載のものを用いることができる。
<Adhesive layer>
When the relief forming layer is formed on the support, an adhesive layer may be provided between the two for the purpose of enhancing the adhesive strength between the layers.
As a material (adhesive) that can be used for the adhesive layer, for example, I.I. Those described in the edition of Skeist, “Handbook of Adhesives”, the second edition (1977) can be used.
<保護フィルム、スリップコート層>
レリーフ形成層表面又は架橋レリーフ形成層表面への傷や凹み防止の目的で、レリーフ形成層表面又は架橋レリーフ形成層表面に保護フィルムを設けてもよい。保護フィルムの厚さは、25〜500μmが好ましく、50〜200μmがより好ましい。保護フィルムは、例えば、PETのようなポリエステル系フィルム、PE(ポリエチレン)やPP(ポリプロピレン)のようなポリオレフィン系フィルムを用いることができる。またフィルムの表面はマット化されていてもよい。保護フィルムは、剥離可能であることが好ましい。
<Protective film, slip coat layer>
For the purpose of preventing scratches or dents on the surface of the relief forming layer or the surface of the crosslinked relief forming layer, a protective film may be provided on the surface of the relief forming layer or the surface of the crosslinked relief forming layer. The thickness of the protective film is preferably 25 to 500 μm, more preferably 50 to 200 μm. As the protective film, for example, a polyester film such as PET, or a polyolefin film such as PE (polyethylene) or PP (polypropylene) can be used. The surface of the film may be matted. The protective film is preferably peelable.
保護フィルムが剥離不可能な場合や、逆にレリーフ形成層に接着しにくい場合には、両層間にスリップコート層を設けてもよい。スリップコート層に使用される材料は、ポリビニルアルコール、ポリ酢酸ビニル、部分鹸化ポリビニルアルコール、ヒドロキシアルキルセルロース、アルキルセルロース、ポリアミド樹脂など、水に溶解又は分散可能で、粘着性の少ない樹脂を主成分とすることが好ましい。 When the protective film cannot be peeled or when it is difficult to adhere to the relief forming layer, a slip coat layer may be provided between both layers. The material used for the slip coat layer is composed mainly of a resin that is soluble or dispersible in water, such as polyvinyl alcohol, polyvinyl acetate, partially saponified polyvinyl alcohol, hydroxyalkyl cellulose, alkyl cellulose, and polyamide resin, and that is less sticky. It is preferable to do.
レーザー彫刻型フレキソ印刷版原版の製造方法は、特に限定されるものではないが、例えば、レーザー彫刻用樹脂組成物を調製し、必要に応じて、このレーザー彫刻用塗布液組成物から溶剤を除去した後に、支持体上に溶融押し出しする方法が挙げられる。また、レーザー彫刻用樹脂組成物を、支持体上に流延し、これをオーブン中で乾燥して樹脂組成物から溶剤を除去する方法でもよい。
中でも、本発明のレーザー彫刻型フレキソ印刷版原版の製造方法は、本発明のレーザー彫刻用樹脂組成物からなる層を形成する工程、並びに、上記レーザー彫刻用樹脂組成物からなる層を発泡及び架橋し架橋レリーフ形成層を形成する工程を含む製造方法であることが好ましい。
The method for producing the laser engraving-type flexographic printing plate precursor is not particularly limited. For example, a resin composition for laser engraving is prepared, and the solvent is removed from the coating solution composition for laser engraving as necessary. Then, a method of melt extrusion on a support can be mentioned. Alternatively, the resin composition for laser engraving may be cast on a support and dried in an oven to remove the solvent from the resin composition.
Among them, the method for producing a laser engraving type flexographic printing plate precursor according to the present invention includes a step of forming a layer made of the resin composition for laser engraving of the present invention, and foaming and cross-linking the layer made of the resin composition for laser engraving. It is preferable that the production method includes a step of forming a crosslinked relief forming layer.
その後、必要に応じてレリーフ形成層の上に保護フィルムをラミネートしてもよい。ラミネートは、加熱したカレンダーロールなどで保護フィルムとレリーフ形成層を圧着することや、表面に少量の溶剤を含浸させたレリーフ形成層に保護フィルムを密着させることによって行うことができる。
保護フィルムを用いる場合には、先ず保護フィルム上にレリーフ形成層を積層し、次いで支持体をラミネートする方法を採ってもよい。
接着層を設ける場合は、接着層を塗布した支持体を用いることで対応できる。スリップコート層を設ける場合は、スリップコート層を塗布した保護フィルムを用いることで対応できる。
Thereafter, a protective film may be laminated on the relief forming layer as necessary. Lamination can be performed by pressure-bonding the protective film and the relief forming layer with a heated calendar roll or the like, or by bringing the protective film into close contact with the relief forming layer impregnated with a small amount of solvent on the surface.
When using a protective film, you may take the method of laminating | stacking a relief forming layer on a protective film first, and laminating a support body then.
When providing an adhesive layer, it can respond by using the support body which apply | coated the adhesive layer. When providing a slip coat layer, it can respond by using the protective film which apply | coated the slip coat layer.
<層形成工程>
本発明のレーザー彫刻型フレキソ印刷版原版の製造方法は、本発明のレーザー彫刻用樹脂組成物からなるレリーフ形成層を形成する層形成工程を含むことが好ましい。
レリーフ形成層の形成方法としては、本発明のレーザー彫刻用樹脂組成物を調製し、支持体上にゴム押し出しする方法や、本発明のレーザー彫刻用樹脂組成物を調製し、必要に応じて、このレーザー彫刻用樹脂組成物から溶剤を除去した後に、支持体上に溶融押し出しする方法、本発明のレーザー彫刻用樹脂組成物を調製し、本発明のレーザー彫刻用樹脂組成物を支持体上に流延し、これをオーブン中で乾燥して溶剤を除去する方法が好ましく例示できる。
レーザー彫刻用樹脂組成物は、例えば、成分A〜成分Cを混合し、更に任意に成分D等を順次混合する方法や、成分A及び成分Bを混合し、更に任意に成分D等を順次混合して樹脂組成物を調整し、成分Cは後で混合又は含浸させる方法、成分A〜成分C、及び、任意成分などを適当な溶剤に溶解又は分散させ、次いで、任意に成分D等を混合する方法によって製造できるが、溶剤を使用しない方法が好ましい。溶剤成分のほとんどは、フレキソ印刷版原版を製造する段階で除去することが好ましいので、溶剤としては、揮発しやすい低分子アルコール(例えば、メタノール、エタノール、n−プロパノール、イソプロパノール、プロピレングリコールモノメチルエーテル)等を用い、かつ温度を調整するなどして溶剤の全添加量をできるだけ少なく抑えることが好ましい。
<Layer formation process>
The method for producing a laser engraving-type flexographic printing plate precursor of the present invention preferably includes a layer forming step of forming a relief forming layer comprising the resin composition for laser engraving of the present invention.
As a method for forming a relief forming layer, the resin composition for laser engraving of the present invention is prepared, a method of extruding rubber on a support, and a resin composition for laser engraving of the present invention are prepared, if necessary, After removing the solvent from the resin composition for laser engraving, a method of melt extrusion on a support, preparing the resin composition for laser engraving of the present invention, and applying the resin composition for laser engraving of the present invention on the support A method in which the solvent is removed by casting and drying in an oven is preferable.
The resin composition for laser engraving is, for example, a method of mixing component A to component C, further arbitrarily mixing component D or the like, or mixing component A and component B, and optionally further mixing component D or the like sequentially. Then, the resin composition is prepared, component C is mixed or impregnated later, component A to component C, and optional components are dissolved or dispersed in an appropriate solvent, and then component D is optionally mixed However, a method that does not use a solvent is preferable. Since most of the solvent component is preferably removed at the stage of producing the flexographic printing plate precursor, the solvent is a low-molecular alcohol that easily volatilizes (for example, methanol, ethanol, n-propanol, isopropanol, propylene glycol monomethyl ether). It is preferable to keep the total amount of solvent added as small as possible by adjusting the temperature.
レーザー彫刻型フレキソ印刷版原版における(架橋)レリーフ形成層の厚さは、架橋の前後において、0.05mm以上10mm以下が好ましく、0.05mm以上7mm以下がより好ましく、0.05mm以上3mm以下が更に好ましい。 The thickness of the (crosslinking) relief forming layer in the laser engraving-type flexographic printing plate precursor is preferably 0.05 mm or more and 10 mm or less, more preferably 0.05 mm or more and 7 mm or less, and more preferably 0.05 mm or more and 3 mm or less before and after crosslinking. Further preferred.
<架橋工程>
本発明のレーザー彫刻型フレキソ印刷版原版の製造方法は、レーザー彫刻用樹脂組成物からなる層を発泡及び架橋し架橋レリーフ形成層を形成する架橋工程を含む製造方法である。
架橋工程は、熱により発泡及び架橋を行うか、又は、熱により発泡を行い、光により架橋を行うことが好ましく、熱により発泡及び架橋を行うことがより好ましい。
また、架橋工程における発泡と架橋とは、同時に行っても、別々に行ってもよいが、架橋を行った後、発泡を行うか、又は、発泡及び架橋を少なくとも一部同時に行うことが好ましく、発泡及び架橋を少なくとも一部同時に行うことがより好ましい。熱により発泡と架橋とを少なくとも一部同時に行う場合は、含有する熱重合開始剤及び発泡剤がともに分解する温度で行う方法が挙げられる。また、熱による発泡と光による架橋とを少なくとも一部同時に行う場合は、発泡剤が分解する温度に加熱しながら光重合開始剤が分解する光を照射する方法が挙げられる。
架橋工程における加熱温度は、重合開始剤及び発泡剤の分解温度に応じて任意に設定することができるが、90℃〜250℃であることが好ましく、100℃〜180℃であることがより好ましく、100℃〜160℃であることが更に好ましく、120℃〜160℃であることが特に好ましい。上記態様であると、熱による発泡及び架橋を容易に同時に行うことができる。
架橋工程における加熱手段としては、印刷版原版を熱風オーブンや遠赤外オーブン内で所定時間加熱する方法や、加熱したロールに所定時間接する方法が挙げられる。
<Crosslinking process>
The method for producing a laser engraving-type flexographic printing plate precursor according to the present invention is a production method including a crosslinking step in which a layer made of a resin composition for laser engraving is foamed and crosslinked to form a crosslinked relief forming layer.
In the crosslinking step, foaming and crosslinking are performed by heat, or foaming is performed by heat, and crosslinking is preferably performed by light, and foaming and crosslinking is more preferably performed by heat.
In addition, foaming and crosslinking in the crosslinking step may be performed simultaneously or separately, but after performing crosslinking, it is preferable to perform foaming, or at least partially perform foaming and crosslinking simultaneously, More preferably, foaming and crosslinking are performed at least partially simultaneously. In the case where the foaming and the crosslinking are performed at least partially simultaneously by heat, a method of performing at a temperature at which both the thermal polymerization initiator and the foaming agent contained are decomposed can be mentioned. Moreover, when performing foaming by heat and crosslinking by light at least partly simultaneously, there is a method of irradiating light with which the photopolymerization initiator decomposes while heating to a temperature at which the foaming agent decomposes.
The heating temperature in the crosslinking step can be arbitrarily set according to the decomposition temperature of the polymerization initiator and the foaming agent, but is preferably 90 ° C to 250 ° C, more preferably 100 ° C to 180 ° C. 100 ° C. to 160 ° C. is more preferable, and 120 ° C. to 160 ° C. is particularly preferable. In the above embodiment, foaming and crosslinking by heat can be easily performed simultaneously.
Examples of the heating means in the crosslinking step include a method of heating the printing plate precursor in a hot air oven or a far infrared oven for a predetermined time, or a method of contacting a heated roll for a predetermined time.
また、架橋工程における光の照射は、レリーフ形成層全面に行うのが一般的である。光(「活性光線」ともいう。)としては可視光、紫外光及び電子線が挙げられるが、紫外光が最も好ましい。レリーフ形成層の支持体等、レリーフ形成層を固定化するための基材側を裏面とすれば、表面に光を照射するだけでもよいが、支持体が活性光線を透過する透明なフィルムであれば、更に裏面からも光を照射することが好ましい。表面からの照射は、保護フィルムが存在する場合、これを設けたまま行ってもよいし、保護フィルムを剥離した後に行ってもよい。酸素の存在下では重合阻害が生じる恐れがあるので、レリーフ形成層にポリ塩化ビニルシートを被せて真空引きした上で、活性光線の照射を行ってもよい。 In general, the light irradiation in the crosslinking step is performed on the entire surface of the relief forming layer. Examples of light (also referred to as “active light”) include visible light, ultraviolet light, and electron beam, with ultraviolet light being most preferred. If the substrate side for immobilizing the relief forming layer, such as the support of the relief forming layer, is the back side, the surface may only be irradiated with light, but the support should be a transparent film that transmits actinic rays. For example, it is preferable to irradiate light from the back side. When the protective film exists, the irradiation from the surface may be performed while the protective film is provided, or may be performed after the protective film is peeled off. Since polymerization inhibition may occur in the presence of oxygen, irradiation with actinic rays may be performed after the relief forming layer is covered with a polyvinyl chloride sheet and evacuated.
架橋工程を経て得られた架橋レリーフ形成層は、発泡により、内部及び表面に気泡を有している。
上記架橋レリーフ形成層中における気泡は、独立気泡構造であっても、連続気泡構造であってもよいが、耐刷性及び画質の観点から、独立気泡構造であることが好ましい。
本発明におけるレリーフ形成層、架橋レリーフ形成層又はレリーフ層の体積発泡率はそれぞれ、耐刷性及び画質の観点から、10〜200%であることが好ましく、50〜180%であることがより好ましく、70〜140%であることが更に好ましい。
体積発泡率は、発泡前後の体積変化を測定してもよいし、発泡後の架橋レリーフ形成層やレリーフ層において気泡部分の総体積より算出してもよい。
また、上記架橋レリーフ形成層における気泡の体積平均径は、0.1〜20μmであることが好ましく、0.5〜15μmであることがより好ましく、1〜10μmであることが更に好ましい。上記範囲であると、インキ転移性及び画質により優れる。
上記架橋レリーフ形成層における気泡の体積平均径の測定方法としては、架橋レリーフ形成層の断面を光学又は電子顕微鏡により観察し測定する方法や、上記断面を撮影し画像処理して算出する方法等が挙げられる。
The crosslinked relief forming layer obtained through the crosslinking step has bubbles inside and on the surface by foaming.
The cells in the crosslinked relief forming layer may have a closed cell structure or an open cell structure, but from the viewpoint of printing durability and image quality, a closed cell structure is preferable.
The volume foaming ratio of the relief forming layer, the crosslinked relief forming layer or the relief layer in the present invention is preferably 10 to 200%, more preferably 50 to 180%, from the viewpoint of printing durability and image quality. 70 to 140% is more preferable.
The volume foaming ratio may be measured by measuring the volume change before and after foaming, or may be calculated from the total volume of the bubble portions in the crosslinked relief forming layer or relief layer after foaming.
The volume average diameter of the bubbles in the crosslinked relief forming layer is preferably 0.1 to 20 μm, more preferably 0.5 to 15 μm, and still more preferably 1 to 10 μm. Within the above range, the ink transfer property and the image quality are excellent.
Examples of the method for measuring the volume average diameter of the bubbles in the crosslinked relief forming layer include a method of observing and measuring a cross section of the crosslinked relief forming layer with an optical or electron microscope, a method of calculating the image by photographing the above cross section, image processing, and the like. Can be mentioned.
また、架橋工程において、得られる架橋レリーフ形成層の発泡率の調整や平滑性の観点から、レリーフ形成層の両面を支持体、又は、支持体と加熱装置表面等のような基板とにより挟んだ状態で発泡を行ってもよい。また、得られる架橋レリーフ形成層の発泡率の調整や平滑性の観点から、上記挟んだ状態における発泡は、少なくとも一方の面から圧力をかけた状態で行うことが好ましい。
更に、架橋工程後、支持体を架橋レリーフ形成層から剥離してもよいし、また、強度や平滑性の観点から、架橋工程時に設けられていた支持体を架橋レリーフ形成層から剥離した後、架橋レリーフ形成層の上記支持体が設けられていた又は設けられている面とは反対側の面に別の支持体を設けることが好ましい。
Also, in the crosslinking step, both sides of the relief forming layer are sandwiched between a support or a substrate such as a support and a heating device surface from the viewpoint of adjusting the foaming rate of the resulting crosslinked relief forming layer and smoothness. You may foam in a state. In addition, from the viewpoint of adjusting the foaming rate and smoothness of the resulting crosslinked relief forming layer, foaming in the sandwiched state is preferably performed in a state where pressure is applied from at least one surface.
Further, after the crosslinking step, the support may be peeled from the crosslinked relief forming layer, and from the viewpoint of strength and smoothness, after peeling the support provided during the crosslinking step from the crosslinked relief forming layer, It is preferable to provide another support on the surface of the cross-linked relief forming layer on the side opposite to the surface on which the support is provided or provided.
(フレキソ印刷版及びその製版方法)
本発明のフレキソ印刷版の製版方法は、本発明のフレキソ印刷版原版を準備する準備工程、及び、上記架橋レリーフ形成層を有するフレキソ印刷版原版をレーザー彫刻する彫刻工程、を含むことが好ましい。
本発明のフレキソ印刷版は、本発明のレーザー彫刻用樹脂組成物からなる層を発泡及び架橋、並びに、レーザー彫刻して得られたレリーフ層を有するフレキソ印刷版であり、本発明のフレキソ印刷版の製版方法により製版されたフレキソ印刷版であることが好ましい。
本発明のフレキソ印刷版の製版方法における準備工程としては、上記層形成工程及び架橋工程が好ましく挙げられ、これら工程は、上記レーザー彫刻型フレキソ印刷版原版の製造方法における層形成工程及び架橋工程と同義であり、好ましい範囲も同様である。
(Flexographic printing plate and plate making method)
The plate making method of the flexographic printing plate of the present invention preferably includes a preparation step of preparing the flexographic printing plate precursor of the present invention and an engraving step of laser engraving the flexographic printing plate precursor having the crosslinked relief forming layer.
The flexographic printing plate of the present invention is a flexographic printing plate having a relief layer obtained by foaming and cross-linking a layer comprising the resin composition for laser engraving of the present invention and laser engraving, and the flexographic printing plate of the present invention. The flexographic printing plate made by the plate making method is preferably used.
As the preparation step in the plate making method of the flexographic printing plate of the present invention, the layer forming step and the crosslinking step are preferably mentioned. It is synonymous and the preferable range is also the same.
<彫刻工程>
本発明のフレキソ印刷版の製版方法は、上記架橋レリーフ形成層を有するフレキソ印刷版原版をレーザー彫刻する彫刻工程を含む。
彫刻工程は、上記架橋工程で架橋された架橋レリーフ形成層をレーザー彫刻してレリーフ層を形成する工程である。具体的には、架橋された架橋レリーフ形成層に対して、所望の画像に対応したレーザー光を照射して彫刻を行うことによりレリーフ層を形成することが好ましい。また、所望の画像のデジタルデータを元にコンピューターでレーザーヘッドを制御し、架橋レリーフ形成層に対して走査照射する工程が好ましく挙げられる。
この彫刻工程には、赤外線レーザーが好ましく用いられる。赤外線レーザーが照射されると、架橋レリーフ形成層中の分子が分子振動し、熱が発生する。赤外線レーザーとして炭酸ガスレーザーやYAGレーザーのような高出力のレーザーを用いると、レーザー照射部分に大量の熱が発生し、架橋レリーフ形成層中の分子は分子切断又はイオン化されて選択的な除去、すなわち、彫刻がなされる。レーザー彫刻の利点は、彫刻深さを任意に設定できるため、構造を3次元的に制御することができる点である。例えば、微細な網点を印刷する部分は、浅く又はショルダーをつけて彫刻することで、印圧でレリーフが転倒しないようにすることができ、細かい抜き文字を印刷する溝の部分は深く彫刻することで、溝にインキが埋まりにくくなり、抜き文字つぶれを抑制することが可能となる。
中でも、光熱変換剤の吸収波長に対応した赤外線レーザーで彫刻する場合には、より高感度で架橋レリーフ形成層の選択的な除去が可能となり、シャープな画像を有するレリーフ層が得られる。
<Engraving process>
The plate making method of the flexographic printing plate of the present invention includes an engraving step of laser engraving the flexographic printing plate precursor having the crosslinked relief forming layer.
The engraving step is a step of forming a relief layer by laser engraving the crosslinked relief forming layer crosslinked in the crosslinking step. Specifically, it is preferable to form a relief layer by engraving a crosslinked crosslinked relief forming layer by irradiating a laser beam corresponding to a desired image. Moreover, the process of controlling a laser head with a computer based on the digital data of a desired image, and carrying out scanning irradiation with respect to a bridge | crosslinking relief forming layer is mentioned preferably.
In this engraving process, an infrared laser is preferably used. When irradiated with an infrared laser, the molecules in the crosslinked relief forming layer undergo molecular vibrations and generate heat. When a high-power laser such as a carbon dioxide laser or YAG laser is used as an infrared laser, a large amount of heat is generated in the laser irradiation part, and molecules in the crosslinked relief forming layer are selectively cut by molecular cutting or ionization. That is, engraving is performed. The advantage of laser engraving is that since the engraving depth can be set arbitrarily, the structure can be controlled three-dimensionally. For example, a portion that prints fine halftone dots can be engraved shallowly or with a shoulder so that the relief does not fall down due to printing pressure, and a portion of a groove that prints fine punched characters is engraved deeply As a result, the ink is less likely to be buried in the groove, and it is possible to suppress the crushing of the extracted characters.
In particular, when engraving with an infrared laser corresponding to the absorption wavelength of the photothermal conversion agent, the crosslinked relief forming layer can be selectively removed with higher sensitivity, and a relief layer having a sharp image can be obtained.
彫刻工程に用いられる赤外線レーザーとしては、生産性、コスト等の面から、炭酸ガスレーザー(CO2レーザー)又は半導体レーザーが好ましい。特に、ファイバー付き半導体赤外線レーザー(FC−LD)が好ましく用いられる。一般に、半導体レーザーは、CO2レーザーに比べレーザー発振が高効率かつ安価で小型化が可能である。また、小型であるためアレイ化が容易である。更に、ファイバーの処理によりビーム形状を制御できる。
半導体レーザーとしては、波長が700〜1,300nmのものが好ましく、800〜1,200nmのものがより好ましく、860〜1,200nmのものが更に好ましく、900〜1,100nmのものが特に好ましい。
As the infrared laser used in the engraving process, a carbon dioxide laser (CO 2 laser) or a semiconductor laser is preferable from the viewpoints of productivity and cost. In particular, a semiconductor infrared laser with a fiber (FC-LD) is preferably used. In general, a semiconductor laser can be downsized with high efficiency and low cost of laser oscillation compared to a CO 2 laser. Moreover, since it is small, it is easy to form an array. Furthermore, the beam shape can be controlled by processing the fiber.
The semiconductor laser preferably has a wavelength of 700 to 1,300 nm, more preferably 800 to 1,200 nm, still more preferably 860 to 1,200 nm, and particularly preferably 900 to 1,100 nm.
また、ファイバー付き半導体レーザーは、更に光ファイバーを取り付けることで効率よくレーザー光を出力できるため、本発明における彫刻工程には有効である。更に、ファイバーの処理によりビーム形状を制御できる。例えば、ビームプロファイルはトップハット形状とすることができ、安定に版面にエネルギーを与えることができる。半導体レーザーの詳細は、「レーザーハンドブック第2版」レーザー学会編、「実用レーザー技術」電子通信学会編等に記載されている。
また、本発明のフレキソ印刷版原版を用いたフレキソ印刷版の製版方法に好適に用いることができるファイバー付き半導体レーザーを備えた製版装置は、特開2009−172658号公報及び特開2009−214334号公報に詳細に記載され、これを本発明に係るフレキソ印刷版の製版に使用することができる。
Moreover, since the semiconductor laser with a fiber can output a laser beam efficiently by attaching an optical fiber, it is effective for the engraving process in the present invention. Furthermore, the beam shape can be controlled by processing the fiber. For example, the beam profile can have a top hat shape, and energy can be stably given to the plate surface. Details of the semiconductor laser are described in “Laser Handbook 2nd Edition” edited by Laser Society, “Practical Laser Technology” edited by IEICE.
Also, a plate making apparatus equipped with a fiber-coupled semiconductor laser that can be suitably used in a method for making a flexographic printing plate using the flexographic printing plate precursor of the present invention is disclosed in JP 2009-172658 A and JP 2009-214334 A. It is described in detail in the official gazette and can be used for making a flexographic printing plate according to the present invention.
本発明のフレキソ印刷版の製版方法では、彫刻工程に次いで、更に、必要に応じて下記リンス工程、乾燥工程、及び/又は、後架橋工程を含んでもよい。
リンス工程:彫刻後のレリーフ層表面を、水又は水を主成分とする液体で彫刻表面をリンスする工程。
乾燥工程:彫刻されたレリーフ層を乾燥する工程。
後架橋工程:彫刻後のレリーフ層にエネルギーを付与し、レリーフ層を更に架橋する工程。
上記工程を経た後、彫刻表面に彫刻カスが付着しているため、水又は水を主成分とする液体で彫刻表面をリンスして、彫刻カスを洗い流すリンス工程を追加してもよい。リンスの手段として、水道水で水洗する方法、高圧水をスプレー噴射する方法、感光性樹脂凸版の現像機として公知のバッチ式又は搬送式のブラシ式洗い出し機で、彫刻表面を主に水の存在下でブラシ擦りする方法などが挙げられ、彫刻カスのヌメリがとれない場合は、石鹸や界面活性剤を添加したリンス液を用いてもよい。
彫刻表面をリンスするリンス工程を行った場合、彫刻されたレリーフ形成層を乾燥してリンス液を揮発させる乾燥工程を追加することが好ましい。
更に、必要に応じてレリーフ形成層を更に架橋させる後架橋工程を追加してもよい。追加の架橋工程である後架橋工程を行うことにより、彫刻によって形成されたレリーフをより強固にすることができる。
In the method for making a flexographic printing plate of the present invention, after the engraving step, the following rinsing step, drying step, and / or post-crosslinking step may be included as necessary.
Rinsing step: a step of rinsing the engraved surface of the relief layer surface after engraving with water or a liquid containing water as a main component.
Drying step: a step of drying the engraved relief layer.
Post-crosslinking step: a step of imparting energy to the relief layer after engraving and further crosslinking the relief layer.
Since the engraving residue is attached to the engraving surface after the above steps, a rinsing step of rinsing the engraving residue by rinsing the engraving surface with water or a liquid containing water as a main component may be added. As a means of rinsing, there is a method of washing with tap water, a method of spraying high-pressure water, and a known batch type or conveying type brush type washing machine as a photosensitive resin relief printing machine. For example, when the engraving residue cannot be removed, a rinsing liquid to which soap or a surfactant is added may be used.
When the rinsing process for rinsing the engraving surface is performed, it is preferable to add a drying process for drying the engraved relief forming layer and volatilizing the rinsing liquid.
Furthermore, you may add the post-crosslinking process which further bridge | crosslinks a relief forming layer as needed. By performing the post-crosslinking step, which is an additional cross-linking step, the relief formed by engraving can be further strengthened.
本発明に用いることができるリンス液は、pH8〜14のリンス液であることが好ましい。上記態様であると、レーザー彫刻時に発生する彫刻カスのリンス性により優れる。
また、本発明に用いることができるリンス液のpHは、9以上であることがより好ましく、10以上であることが更に好ましく、11以上であることが特に好ましい。また、リンス液のpHは、13.5以下であることがより好ましく、13.2以下であることが更に好ましい。上記範囲であると、取り扱いが容易であり、また、レーザー彫刻時に発生する彫刻カスのリンス性により優れる。
リンス液を上記のpH範囲とするために、適宜、酸及び/又は塩基を用いてpHを調整すればよく、使用する酸及び塩基は特に限定されない。コスト等の観点からは、塩基として、アルカリ金属又はアルカリ土類金属の水酸化物が好ましく挙げられる。
本発明に用いることができるリンス液は、主成分として水を含有する水系リンス液であることが好ましい。
また、リンス液は、水以外の溶剤として、アルコール類、アセトン、テトラヒドロフラン等などの水混和性溶剤を含有していてもよい。
The rinsing liquid that can be used in the present invention is preferably a rinsing liquid having a pH of 8 to 14. In the above embodiment, the rinsing property of engraving residue generated during laser engraving is excellent.
Further, the pH of the rinsing solution that can be used in the present invention is more preferably 9 or more, further preferably 10 or more, and particularly preferably 11 or more. The pH of the rinse liquid is more preferably 13.5 or less, and further preferably 13.2 or less. When it is within the above range, handling is easy and the rinse property of engraving residue generated during laser engraving is excellent.
What is necessary is just to adjust pH using an acid and / or a base suitably in order to make a rinse liquid into said pH range, and the acid and base to be used are not specifically limited. From the viewpoint of cost and the like, the base is preferably an alkali metal or alkaline earth metal hydroxide.
The rinsing liquid that can be used in the present invention is preferably an aqueous rinsing liquid containing water as a main component.
Moreover, the rinse liquid may contain water miscible solvents, such as alcohol, acetone, tetrahydrofuran, etc. as solvents other than water.
リンス液は、界面活性剤を含有することが好ましい。
本発明に用いることができる界面活性剤としては、彫刻カスの除去性、及び、フレキソ印刷版への影響を少なくする観点から、カルボキシベタイン化合物、スルホベタイン化合物、ホスホベタイン化合物、アミンオキシド化合物、又は、ホスフィンオキシド化合物等のベタイン化合物(両性界面活性剤)が好ましく挙げられる。
It is preferable that the rinse liquid contains a surfactant.
As the surfactant that can be used in the present invention, a carboxybetaine compound, a sulfobetaine compound, a phosphobetaine compound, an amine oxide compound, or from the viewpoint of reducing engraving residue removal and influence on the flexographic printing plate Preferred are betaine compounds (amphoteric surfactants) such as phosphine oxide compounds.
また、界面活性剤としては、公知のアニオン界面活性剤、カチオン界面活性剤、ノニオン界面活性剤等も挙げられる。更に、フッ素系、シリコーン系のノニオン界面活性剤も同様に使用することができる。
界面活性剤は、1種単独で使用しても、2種以上を併用してもよい。
界面活性剤の使用量は特に限定する必要はないが、リンス液の全質量に対し、0.01〜20質量%であることが好ましく、0.05〜10質量%であることがより好ましい。
Examples of the surfactant include known anionic surfactants, cationic surfactants, and nonionic surfactants. Furthermore, fluorine-based and silicone-based nonionic surfactants can be used in the same manner.
Surfactant may be used individually by 1 type, or may use 2 or more types together.
Although the usage-amount of surfactant does not need to specifically limit, it is preferable that it is 0.01-20 mass% with respect to the total mass of a rinse liquid, and it is more preferable that it is 0.05-10 mass%.
以上のようにして、支持体等の任意の基材表面にレリーフ層を有するフレキソ印刷版が得られる。
フレキソ印刷版が有するレリーフ層の厚さは、耐磨耗性やインキ転移性のような種々の印刷適性を満たす観点からは、0.05mm以上10mm以下が好ましく、より好ましくは0.05mm以上7mm以下、特に好ましくは0.05mm以上3mm以下である。
As described above, a flexographic printing plate having a relief layer on the surface of an arbitrary substrate such as a support can be obtained.
The thickness of the relief layer of the flexographic printing plate is preferably 0.05 mm or more and 10 mm or less, more preferably 0.05 mm or more and 7 mm, from the viewpoint of satisfying various printability such as abrasion resistance and ink transferability. Hereinafter, it is particularly preferably 0.05 mm or more and 3 mm or less.
また、フレキソ印刷版が有するレリーフ層のショアA硬度は、50°以上90°以下であることが好ましい。レリーフ層のショアA硬度が50°以上であると、彫刻により形成された微細な網点が凸版印刷機の強い印圧を受けても倒れてつぶれることがなく、正常な印刷ができる。また、レリーフ層のショアA硬度が90°以下であると、印圧がキスタッチのフレキソ印刷でもベタ部での印刷かすれを防止することができる。
なお、本明細書におけるショアA硬度は、25℃において、測定対象の表面に圧子(押針又はインデンタと呼ばれる。)を押し込み変形させ、その変形量(押込み深さ)を測定して、数値化するデュロメータ(スプリング式ゴム硬度計)により測定した値である。
Moreover, it is preferable that the Shore A hardness of the relief layer which a flexographic printing plate has is 50 degree or more and 90 degrees or less. When the Shore A hardness of the relief layer is 50 ° or more, even if the fine halftone dots formed by engraving are subjected to the strong printing pressure of the relief printing press, they do not collapse and can be printed normally. In addition, when the Shore A hardness of the relief layer is 90 ° or less, it is possible to prevent faint printing in a solid portion even in flexographic printing with a kiss touch.
In addition, the Shore A hardness in this specification is a numerical value obtained by indenting and deforming an indenter (called a push needle or an indenter) on a surface to be measured at 25 ° C., and measuring the deformation amount (indentation depth). This is a value measured with a durometer (spring type rubber hardness meter).
本発明のフレキソ印刷版は、フレキソ印刷機による水性インキでの印刷に特に好適であるが、凸版用印刷機による水性インキ、油性インキ及びUVインキ、いずれのインキを用いた場合でも、印刷が可能であり、また、フレキソ印刷機によるUVインキでの印刷も可能である。本発明のフレキソ印刷版は、リンス性に優れており彫刻カスの残存がなく、かつ、得られたレリーフ層が弾性に優れるため、水性インキ転移性及び耐刷性に優れ、長期間にわたりレリーフ層の塑性変形や耐刷性低下の懸念がなく、印刷が実施できる。 The flexographic printing plate of the present invention is particularly suitable for printing with water-based ink by a flexographic printing machine, but printing is possible with any of water-based ink, oil-based ink and UV ink by a relief printing press. In addition, printing with UV ink by a flexographic printing machine is also possible. The flexographic printing plate of the present invention has excellent rinsing properties, no engraving residue remains, and the obtained relief layer is excellent in elasticity, so that it has excellent water-based ink transfer properties and printing durability, and a relief layer over a long period of time. Thus, printing can be carried out without concern for plastic deformation or deterioration of printing durability.
以下に実施例及び比較例を示し、本発明をより具体的に説明する。ただし、本発明はこれらの実施例によって限定されるものではない。なお、以下の記載における「部」とは、特に断りのない限り「質量部」を示し、「%」は「質量%」を示すものとする。また、後述の表1における各数値の単位は、質量部である。
なお、実施例におけるポリマーの数平均分子量(Mn)及び重量平均分子量(Mw)は、特に断りのない限りにおいて、GPC法で測定した値を表示している。
Hereinafter, the present invention will be described in more detail with reference to examples and comparative examples. However, the present invention is not limited to these examples. In the following description, “part” means “part by mass” unless otherwise specified, and “%” means “% by mass”. Moreover, the unit of each numerical value in Table 1 mentioned later is a mass part.
In addition, the number average molecular weight (Mn) and the weight average molecular weight (Mw) of the polymer in an Example have shown the value measured by GPC method unless there is particular notice.
各実施例及び比較例で使用した成分の詳細は以下の通りである。
<バインダーポリマー>
・UV−3000B:主鎖末端にアクリロキシ基を有するウレタンアクリレート(Mw:18,000、Tg:−39℃、日本合成化学(株)製紫光UV−3000B、液状ポリマーのため、プラストマーである。)
・UV−3630ID80:主鎖末端にアクリロキシ基を有するウレタンアクリレート(日本合成化学(株)製紫光UV−3630ID80、液状ポリマーのため、プラストマーである。)
・IR2200L:ポリイソプレン(ムーニー粘度(ML1+4、100℃):70、Mw:135万、Mn:472,000、Tg:約−60℃、引張永久ひずみ:53%、宇部興産(株)製NIPOL IR2200L)
・BR150L:ポリブタジエン(ムーニー粘度(ML1+4、100℃):43、Mw:467,000、Mn:243,000、Tg:約−103℃、引張永久ひずみ:63%宇部興産(株)製UBEPOL BR150L)
・LBR305:液状ポリブタジエン(Mn:26,000、Mw:2.8万、(株)クラレ製クラプレンLBR−305、液状ポリマーのため、プラストマーである。)
・EPDM505:エチレン−プロピレン−5−エチリデン−2−ノルボルネン共重合体(成分Aに該当しないバインダーポリマー、ムーニー粘度(ML1+4、125℃):59、住友化学(株)製エスプレンEPDM505)
・D−1102:スチレン−ブタジエン−スチレンブロック共重合体(SBS樹脂、成分Aに該当しないバインダーポリマー、Mw:10万、引張永久ひずみ:0%、Kraton社製Kraton D−1102)
Details of the components used in each example and comparative example are as follows.
<Binder polymer>
UV-3000B: Urethane acrylate having an acryloxy group at the end of the main chain (Mw: 18,000, Tg: -39 ° C., Nikko Synthetic Chemical Co., Ltd., Murasakiko UV-3000B, a liquid polymer, which is a plastomer)
UV-3630ID80: Urethane acrylate having an acryloxy group at the end of the main chain (purple UV-3630ID80 manufactured by Nippon Synthetic Chemical Co., Ltd., because it is a liquid polymer)
IR2200L: polyisoprene (Mooney viscosity (ML 1 + 4 , 100 ° C.): 70, Mw: 1,350,000, Mn: 472,000, Tg: about −60 ° C., tensile set: 53%, Ube Industries, Ltd. (NIPOL IR2200L)
BR150L: polybutadiene (Mooney viscosity (ML 1 + 4 , 100 ° C.): 43, Mw: 467,000, Mn: 243,000, Tg: about −103 ° C., tensile permanent strain: 63%, manufactured by Ube Industries, Ltd. UBEPOL BR150L)
LBR305: Liquid polybutadiene (Mn: 26,000, Mw: 28,000, Kuraray Co., Ltd. LBR-305, a liquid polymer, which is a plastomer)
EPDM505: ethylene-propylene-5-ethylidene-2-norbornene copolymer (binder polymer not corresponding to component A, Mooney viscosity (ML 1 + 4 , 125 ° C.): 59, Esprene EPDM505 manufactured by Sumitomo Chemical Co., Ltd.)
D1102: Styrene-butadiene-styrene block copolymer (SBS resin, binder polymer not corresponding to component A, Mw: 100,000, tensile set: 0%, Kraton D1102 manufactured by Kraton)
<重合開始剤>
・PCD−40:ジクミルペルオキシド(有機過酸化物、日油(株)製パークミルD−40、ジクミルペルオキシド40%含有、10時間半減期温度:116.4℃)
・Irgacure 651:光重合開始剤、2−フェニル−2,2−ジメトキシアセトフェノン(IRGACURE 651、チバガイギー社製)
<Polymerization initiator>
PCD-40: Dicumyl peroxide (organic peroxide, Park Mill D-40 manufactured by NOF Corporation, containing 40% dicumyl peroxide, 10 hour half-life temperature: 116.4 ° C.)
Irgacure 651: photopolymerization initiator, 2-phenyl-2,2-dimethoxyacetophenone (IRGACURE 651, manufactured by Ciba Geigy)
<発泡剤>
・ADCA(アゾジカルボンアミド、東京化成工業(株)製)
・DPT(ジニトロソペンタメチレンテトラミン、東京化成工業(株)製)
<発泡助剤>
・尿素(和光純薬工業(株)製)
・酸化亜鉛(和光純薬工業(株)製)
・ステアリン酸(和光純薬工業(株)製)
<Foaming agent>
・ ADCA (Azodicarbonamide, manufactured by Tokyo Chemical Industry Co., Ltd.)
・ DPT (Dinitrosopentamethylenetetramine, manufactured by Tokyo Chemical Industry Co., Ltd.)
<Foaming aid>
・ Urea (Wako Pure Chemical Industries, Ltd.)
・ Zinc oxide (Wako Pure Chemical Industries, Ltd.)
・ Stearic acid (Wako Pure Chemical Industries, Ltd.)
<重合性化合物>
・HDDA:ヘキサンジオールジアクリレート(東京化成工業(株)製)
<光熱変換剤>
・#45L:カーボンブラック#45L(三菱化学(株)製、粒子径:24nm、比表面積:125m2/g、DBP吸油量:45ml/100g)
<添加剤>
・Expancel DU930−170(熱膨張マイクロカプセル、粒子径28〜38μm、日本フィライト(株)製)
<Polymerizable compound>
HDDA: hexanediol diacrylate (manufactured by Tokyo Chemical Industry Co., Ltd.)
<Photothermal conversion agent>
# 45L: Carbon black # 45L (Mitsubishi Chemical Corporation, particle size: 24 nm, specific surface area: 125 m 2 / g, DBP oil absorption: 45 ml / 100 g)
<Additives>
・ Expancel DU930-170 (thermal expansion microcapsule, particle size 28-38 μm, manufactured by Nippon Philite Co., Ltd.)
(実施例1〜7)
<レーザー彫刻型フレキソ印刷版原版の作製>
後述する表1に記載の組成から、発泡剤、尿素、酸化亜鉛、ステアリン酸及び重合開始剤を除いた表1及び後述する表2に記載の素材を、ラボプラストミル((株)東洋精機製作所製)にて混練した(60℃20分間)。その後、発泡剤、尿素、酸化亜鉛、ステアリン酸及び重合開始剤を加え、更に混練(80℃5分間)し、レーザー彫刻用樹脂組成物を得た。得られた樹脂組成物を、ゴム用押し出し機にて厚さ1mmのシートに成形し、これを加熱炉に入れて、140℃で80分間加熱することにより架橋及び発泡させ、レーザー彫刻型フレキソ印刷版原版を得た。
(Examples 1-7)
<Preparation of laser engraving type flexographic printing plate precursor>
Laboplast mill (Toyo Seiki Seisakusho Co., Ltd.) was prepared by removing the foaming agent, urea, zinc oxide, stearic acid and the polymerization initiator from the composition described in Table 1 described later. Kneaded at 60 ° C. for 20 minutes. Thereafter, a foaming agent, urea, zinc oxide, stearic acid and a polymerization initiator were added, and further kneaded (80 ° C. for 5 minutes) to obtain a resin composition for laser engraving. The obtained resin composition is formed into a sheet having a thickness of 1 mm by a rubber extruder, and this is put into a heating furnace and heated at 140 ° C. for 80 minutes to be crosslinked and foamed, thereby laser engraving flexographic printing I got the original version.
<フレキソ印刷版の作製>
架橋後の樹脂組成層(架橋レリーフ形成層)に対し、以下の2種のレーザーにより彫刻した。
炭酸ガスレーザー彫刻機として、レーザー照射による彫刻を、高品位CO2レーザーマーカML−9100シリーズ((株)キーエンス製)を用いた。炭酸ガスレーザー彫刻機で、出力:12W、ヘッド速度:200mm/秒、ピッチ設定:2,400DPIの条件で、1cm四方のベタ部分をラスター彫刻した。
半導体レーザー彫刻機として、最大出力8.0Wのファイバー付き半導体レーザー(FC−LD)SDL−6390(JDSU社製、波長915nm)を装備したレーザー記録装置を用いた。半導体レーザー彫刻機でレーザー出力:7.5W、ヘッド速度:409mm/秒、ピッチ設定:2,400DPIの条件で、1cm四方のベタ部分をラスター彫刻した。
使用した彫刻機は、表2に示した。なお、「FC−LD」は、半導体レーザー彫刻機を使用したことを意味し、「CO2」は、炭酸ガスレーザー彫刻機を使用したことを意味する。
<Preparation of flexographic printing plate>
The crosslinked resin composition layer (crosslinked relief forming layer) was engraved with the following two types of lasers.
As a carbon dioxide laser engraving machine, engraving by laser irradiation was performed using a high-quality CO 2 laser marker ML-9100 series (manufactured by Keyence Corporation). Using a carbon dioxide laser engraving machine, a 1 cm square solid part was raster engraved under the conditions of output: 12 W, head speed: 200 mm / second, pitch setting: 2,400 DPI.
As a semiconductor laser engraving machine, a laser recording apparatus equipped with a fiber-coupled semiconductor laser (FC-LD) SDL-6390 (JDSU, wavelength 915 nm) having a maximum output of 8.0 W was used. A 1 cm square solid part was raster engraved with a semiconductor laser engraving machine under conditions of laser output: 7.5 W, head speed: 409 mm / second, pitch setting: 2,400 DPI.
The engraving machine used is shown in Table 2. “FC-LD” means that a semiconductor laser engraving machine was used, and “CO 2 ” means that a carbon dioxide laser engraving machine was used.
(実施例8)
後述する表1に記載の組成から、発泡剤、尿素、酸化亜鉛、ステアリン酸及び重合開始剤を除いた表1及び後述する表2に記載の素材を、ラボプラストミル((株)東洋精機製作所製)にて混練した(60℃20分間)。その後、発泡剤、尿素、酸化亜鉛、ステアリン酸及び重合開始剤を加え、更に混練(80℃5分間)し、レーザー彫刻用樹脂組成物を得た。得られた樹脂組成物を、ゴム用押し出し機にて厚さ1mmのシートに成形し、これを加熱プレートに設置した紫外線(UV)露光機にて、100℃80分間加熱しながら紫外線露光を行うことにより架橋及び発泡させ、レーザー彫刻型フレキソ印刷版原版を得た。
得られたレーザー彫刻型フレキソ印刷版原版を、実施例1と同様にレーザー彫刻することで、フレキソ印刷版を得た。
(Example 8)
Laboplast mill (Toyo Seiki Seisakusho Co., Ltd.) was prepared by removing the foaming agent, urea, zinc oxide, stearic acid and the polymerization initiator from the composition described in Table 1 described later. Kneaded at 60 ° C. for 20 minutes. Thereafter, a foaming agent, urea, zinc oxide, stearic acid and a polymerization initiator were added, and further kneaded (80 ° C. for 5 minutes) to obtain a resin composition for laser engraving. The obtained resin composition is molded into a sheet having a thickness of 1 mm with a rubber extruder, and then subjected to ultraviolet exposure while being heated at 100 ° C. for 80 minutes with an ultraviolet (UV) exposure machine installed on a heating plate. This was crosslinked and foamed to obtain a laser engraving-type flexographic printing plate precursor.
The obtained laser engraving type flexographic printing plate precursor was laser engraved in the same manner as in Example 1 to obtain a flexographic printing plate.
(比較例1〜3)
後述する表1及び表2に記載の素材及び組成であり、かつ発泡を行わなかった以外は、全て実施例1と同じ手順にてレーザー彫刻型フレキソ印刷版原版を作製した。
得られたレーザー彫刻型フレキソ印刷版原版を、実施例1と同様にレーザー彫刻することで、フレキソ印刷版を得た。
(Comparative Examples 1-3)
Laser engraving-type flexographic printing plate precursors were prepared by the same procedure as in Example 1 except that the materials and compositions described in Tables 1 and 2 described below were used and foaming was not performed.
The obtained laser engraving type flexographic printing plate precursor was laser engraved in the same manner as in Example 1 to obtain a flexographic printing plate.
−レーザー彫刻型フレキソ印刷版原版及びフレキソ印刷版の評価−
以下の項目により、実施例及び比較例において得られたレーザー彫刻型フレキソ印刷版原版又はフレキソ印刷版の性能評価を行った。評価結果を表2に併記する。
-Evaluation of laser engraving-type flexographic printing plate precursors and flexographic printing plates-
The performance evaluation of the laser engraving-type flexographic printing plate precursor or the flexographic printing plate obtained in the examples and comparative examples was performed according to the following items. The evaluation results are also shown in Table 2.
<彫刻感度評価>
フレキソ印刷版原版が有する架橋レリーフ形成層をレーザー彫刻して得られたレリーフ層の「彫刻深さ」を、以下のように測定した。ここで、「彫刻深さ」とは、レリーフ層の断面を観察した場合の、彫刻された位置(高さ)と彫刻されていない位置(高さ)との差をいう。本実施例における「彫刻深さ」は、レリーフ層の断面を、超深度カラー3D形状測定顕微鏡VK9510((株)キーエンス製)にて観察することにより測定した。彫刻深さが大きいことは、彫刻感度が高いことを意味する。
<Engraving sensitivity evaluation>
The “engraved depth” of the relief layer obtained by laser engraving the crosslinked relief forming layer of the flexographic printing plate precursor was measured as follows. Here, “sculpture depth” refers to the difference between the engraved position (height) and the unengraved position (height) when the cross section of the relief layer is observed. The “engraving depth” in this example was measured by observing the cross section of the relief layer with an ultra-deep color 3D shape measuring microscope VK9510 (manufactured by Keyence Corporation). A large engraving depth means high engraving sensitivity.
<版上に残存した彫刻カス量評価>
レーザー彫刻した版をレリーフ層の表面におけるカスの有無を光学顕微鏡で観察し、相対評価を行った。
<Evaluation of the amount of engraving residue remaining on the plate>
The laser engraved plate was subjected to relative evaluation by observing the presence or absence of residue on the surface of the relief layer with an optical microscope.
<リンス性評価>
レーザー彫刻した版を水に浸漬し、彫刻部を歯ブラシ(ライオン(株)製、クリニカハブラシ フラット)で10回こすった。その後、光学顕微鏡でレリーフ層の表面におけるカスの有無を確認した。カスがないものをA、ほとんどないものをB、カスが少し残存しているが、実用上問題のないレベルであるものをC、カスが十分除去できていないものをDとした。
<Rinse evaluation>
The laser-engraved plate was immersed in water, and the engraved part was rubbed 10 times with a toothbrush (Lion Corporation, Clinica Habrush Flat). Then, the presence or absence of debris on the surface of the relief layer was confirmed with an optical microscope. The case where there was no residue was designated as A, the case where there was almost no residue as B, and the residue with a slight residue remaining as C.
<インキ転移性評価>
得られたフレキソ印刷版を印刷機(ITM−4型、(株)伊予機械製作所製)にセットし、インキとして、水性インキ アクアSPZ16紅(東洋インキ製造(株)製)を希釈せずに用いて、印刷紙として、フルカラーフォームM 70(日本製紙(株)製、厚さ100μm)を用いて印刷を継続し、ハイライト1〜10%を印刷物で確認した。
印刷開始から1,000mにおける印刷物上のベタ部におけるインキの付着度合いを目視で比較した。
評価基準は、濃度ムラがなく、均一かつ僅かに光沢(光沢があるということは、インキがそれなりの厚み(量)だけしっかり転移されていることの指標になる。)があるものをA、濃度ムラなく均一なものをB、全体的にムラがあるものをD、部分的に濃度ムラがあるものをCとした。B以上の評価が実用上問題のないレベルである。
<Evaluation of ink transfer properties>
The obtained flexographic printing plate is set in a printing press (ITM-4 type, manufactured by Iyo Machinery Co., Ltd.), and water-based ink Aqua SPZ16 Beni (manufactured by Toyo Ink Manufacturing Co., Ltd.) is used without being diluted. Then, printing was continued using full-color form M70 (manufactured by Nippon Paper Industries Co., Ltd., thickness: 100 μm) as printing paper, and highlights of 1 to 10% were confirmed with printed matter.
The degree of ink adhesion in the solid part on the printed matter at 1,000 m from the start of printing was compared visually.
The evaluation criteria are A, density, which has no density unevenness, and is uniform and slightly glossy (a glossiness is an indicator that the ink has been transferred by an appropriate thickness (amount)). A uniform sample with no unevenness was designated as B, a sample with totally unevenness was designated as D, and a sample with partially uneven density was designated as C. An evaluation of B or higher is a level with no practical problem.
<画質評価>
130、150、175lpiの3つの彫刻レリーフ画像をFC−LDにて印刷版上に作製し、UVインキ印刷(UVインキ フレキソ500CF、(株)T&K TOKA製)を10km実施し、10km時点での印刷物を光学顕微鏡観察し、印刷物として彫刻画像(線数)を再現できている限界線数をその実施例の画質とした。例えば、彫刻レリーフ画像は130、150、175lpiの3つ作成しているが、印刷物としては130lpiと150lpiまで綺麗に再現できているが、175lpiは彫刻レリーフどおりに再現できていない場合、画質評価は150lpiとなる。
<Image quality evaluation>
Three engraving relief images of 130, 150, and 175 lpi were prepared on a printing plate with FC-LD, UV ink printing (UV ink flexo 500CF, manufactured by T & K TOKA Corporation) was performed for 10 km, and the printed matter at 10 km Was observed with an optical microscope, and the limit number of lines that could reproduce a sculpture image (number of lines) as a printed material was taken as the image quality of the example. For example, three engraving relief images of 130, 150, and 175 lpi have been created, but the printed material can be reproduced beautifully up to 130 lpi and 150 lpi, but if 175 lpi cannot be reproduced as engraved relief, the image quality evaluation is 150 lpi.
<耐刷性>
得られたフレキソ印刷版を印刷機(ITM−4型、(株)伊予機械製作所製)にセットした。インクとしては、溶剤インキ(XS−716 507 原色藍(DICグラフィックス(株)製))を用いた。印刷紙として、フルカラーフォームM 70(日本製紙(株)製、厚さ100μm)を用いて印刷を継続し、ハイライト1〜10%を印刷物で確認した。印刷されない網点が生じたところを刷了とし、刷了時までに印刷した紙の長さ(km)を指標とした。数値が大きいほど耐刷性に優れると評価する。
<Print durability>
The obtained flexographic printing plate was set on a printing machine (ITM-4 type, manufactured by Iyo Machinery Co., Ltd.). As the ink, solvent ink (XS-716 507 primary color indigo (manufactured by DIC Graphics Co., Ltd.)) was used. Printing was continued using full-color foam M70 (manufactured by Nippon Paper Industries Co., Ltd., thickness: 100 μm) as printing paper, and highlights of 1 to 10% were confirmed with printed matter. Printing was performed when a halftone dot that was not printed occurred, and the length (km) of the paper printed before the printing was used as an index. The larger the value, the better the printing durability.
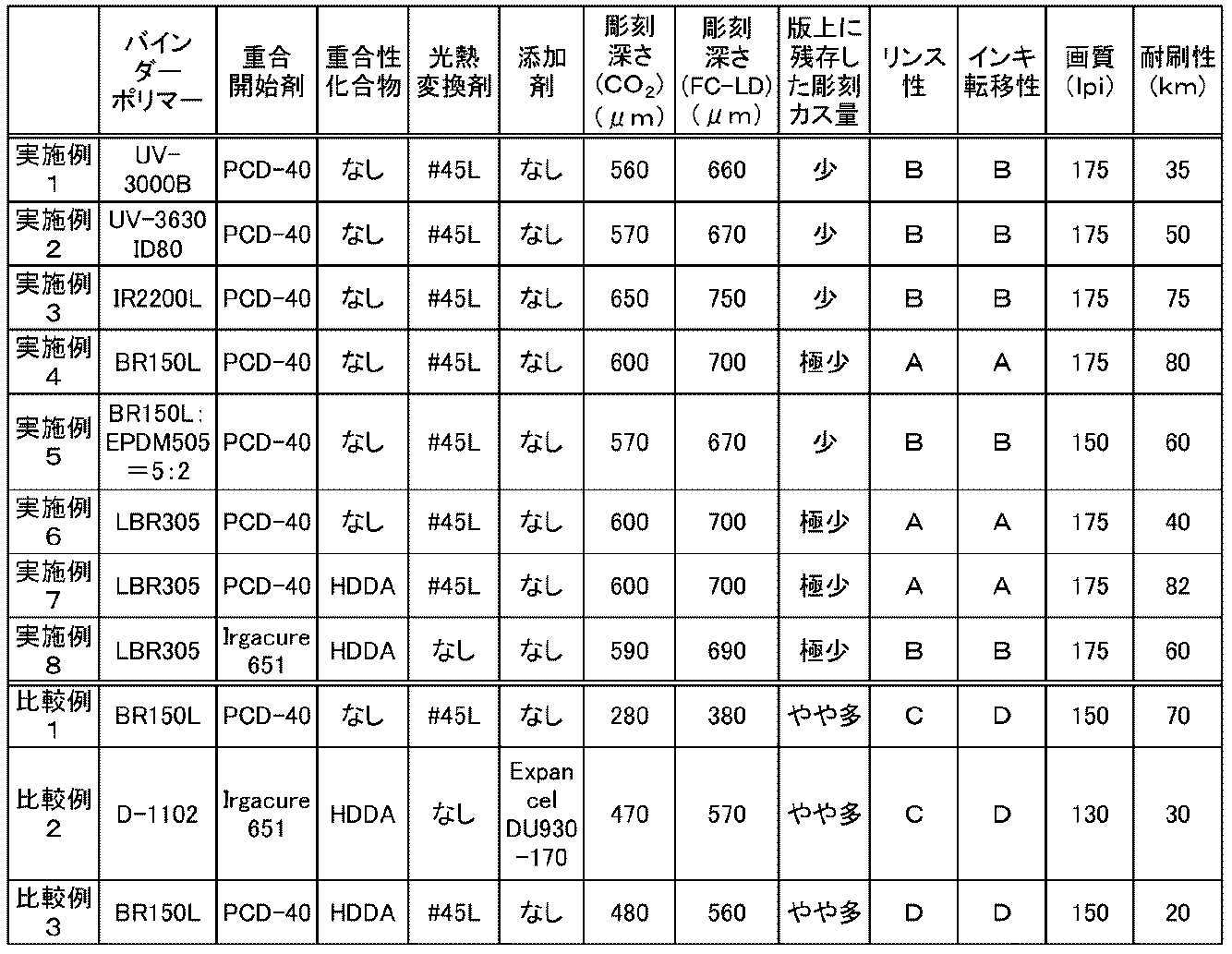
Claims (18)
(成分B)重合開始剤、並びに、
(成分C)発泡剤を含有し、
成分Aが、ポリブタジエン構造を有するポリマー、ポリイソプレン構造を有するポリマー、及び、ウレタン(メタ)アクリレートよりなる群から選ばれたプラストマーであり、
成分Aの含有量が、組成物の全質量に対し、50質量%以上であることを特徴とする
レーザー彫刻用樹脂組成物。 (Component A) a binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the end of the main chain and the side chain,
(Component B) a polymerization initiator, and
(Component C) contains a foaming agent,
Component A is a plastomer selected from the group consisting of a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and a urethane (meth) acrylate,
Content of component A is 50 mass% or more with respect to the total mass of a composition, The resin composition for laser engravings characterized by the above-mentioned.
レーザー彫刻型フレキソ印刷版原版。 (Component A) Binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal and the side chain, (Component B) a polymerization initiator, and (Component C) foaming The component A is a plastomer selected from the group consisting of a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and a urethane (meth) acrylate, and the content of the component A is A laser engraving-type flexographic printing plate precursor comprising a crosslinked relief-forming layer obtained by foaming and cross-linking a layer composed of a resin composition for laser engraving that is 50% by mass or more based on the total mass.
前記レーザー彫刻用樹脂組成物からなる層を発泡及び架橋し架橋レリーフ形成層を形成する工程を含む
請求項8〜15のいずれか1項に記載のレーザー彫刻型フレキソ印刷版原版の製造方法。 (Component A) Binder polymer having an ethylenically unsaturated bond in at least one portion selected from the group consisting of the inside of the main chain, the main chain terminal and the side chain, (Component B) a polymerization initiator, and (Component C) foaming The component A is a plastomer selected from the group consisting of a polymer having a polybutadiene structure, a polymer having a polyisoprene structure, and a urethane (meth) acrylate, and the content of the component A is A step of forming a layer composed of a resin composition for laser engraving that is 50% by mass or more based on the total mass; and
The method for producing a laser engraving-type flexographic printing plate precursor according to any one of claims 8 to 15, comprising a step of foaming and crosslinking a layer made of the resin composition for laser engraving to form a crosslinked relief forming layer.
前記架橋レリーフ形成層をレーザー彫刻し、レリーフ層を形成する彫刻工程を含む
フレキソ印刷版の製版方法。 Preparing the laser engraving-type flexographic printing plate precursor according to any one of claims 8 to 15, and
A method for making a flexographic printing plate, comprising engraving a step of laser engraving the crosslinked relief forming layer to form a relief layer.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013271094A JP2015123714A (en) | 2013-12-27 | 2013-12-27 | Resin composition for laser-engraving, original plate for laser-engravable flexographic printing plate and method for producing the same, and platemaking method for flexographic printing plate |
| EP14196934.5A EP2889138A1 (en) | 2013-12-27 | 2014-12-09 | Resin composition for laser engraving, flexographic printing plate precursor for laser engraving and process for producing same, and process for making flexographic printing plate |
| CN201410822185.4A CN104744923A (en) | 2013-12-27 | 2014-12-25 | Resin Composition For Laser Engraving, Flexographic Printing Plate Precursor For Laser Engraving And Process For Producing Same, And Process For Making Flexographic Printing Plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013271094A JP2015123714A (en) | 2013-12-27 | 2013-12-27 | Resin composition for laser-engraving, original plate for laser-engravable flexographic printing plate and method for producing the same, and platemaking method for flexographic printing plate |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015123714A true JP2015123714A (en) | 2015-07-06 |
Family
ID=52015964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013271094A Pending JP2015123714A (en) | 2013-12-27 | 2013-12-27 | Resin composition for laser-engraving, original plate for laser-engravable flexographic printing plate and method for producing the same, and platemaking method for flexographic printing plate |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2889138A1 (en) |
| JP (1) | JP2015123714A (en) |
| CN (1) | CN104744923A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017064996A (en) * | 2015-09-29 | 2017-04-06 | 住友理工株式会社 | Flexographic printing plate precursor |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017198743A (en) * | 2016-04-25 | 2017-11-02 | 旭化成株式会社 | Photosensitive resin composition for flexographic printing plate, photosensitive resin structure for flexographic printing plate, and flexographic printing plate |
| DE102019119535A1 (en) * | 2019-07-18 | 2021-01-21 | Leonhard Kurz Stiftung & Co. Kg | Method and device for transferring a transfer layer of a transfer film onto a substrate |
| CN115594919B (en) * | 2022-10-19 | 2023-12-08 | 南京金陵塑胶化工有限公司 | Polypropylene composite material and preparation method thereof |
Family Cites Families (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK125218B (en) | 1967-11-09 | 1973-01-15 | Kalle Ag | Photosensitive recording material and photosensitive composition for use in the manufacture of the material. |
| DE2033769B2 (en) | 1969-07-11 | 1980-02-21 | Ppg Industries, Inc., Pittsburgh, Pa. (V.St.A.) | Mixtures containing bis (2-acryloxyethyl) hexahydrophthalate and manufacturing processes |
| JPS4841708B1 (en) | 1970-01-13 | 1973-12-07 | ||
| DE2053683A1 (en) | 1970-11-02 | 1972-05-10 | Kalle Ag, 6202 Wiesbaden-Biebrich | Photopolymerizable copying compound |
| DE2064079C2 (en) | 1970-12-28 | 1982-09-09 | Hoechst Ag, 6000 Frankfurt | Photopolymerizable mixture |
| JPS5324989B2 (en) | 1971-12-09 | 1978-07-24 | ||
| JPS5230490B2 (en) | 1972-03-21 | 1977-08-09 | ||
| DE2361041C3 (en) | 1973-12-07 | 1980-08-14 | Hoechst Ag, 6000 Frankfurt | Photopolymerizable mixture |
| JPS5311314B2 (en) | 1974-09-25 | 1978-04-20 | ||
| DE2822190A1 (en) | 1978-05-20 | 1979-11-22 | Hoechst Ag | PHOTOPOLYMERIZABLE MIXTURE |
| DE2822189A1 (en) | 1978-05-20 | 1980-04-17 | Hoechst Ag | PHOTOPOLYMERIZABLE MIXTURE |
| DE2952698A1 (en) | 1979-12-29 | 1981-07-02 | Hoechst Ag, 6230 Frankfurt | PHOTOPOLYMERIZABLE MIXTURE AND PHOTOPOLYMERIZABLE COPY MATERIAL MADE THEREOF |
| DE2952697A1 (en) | 1979-12-29 | 1981-07-02 | Hoechst Ag, 6230 Frankfurt | POLYMERIZABLE MIXTURE BY RADIATION AND RADIATION-SENSITIVE COPY MATERIAL MADE THEREFOR |
| DE3036694A1 (en) | 1980-09-29 | 1982-06-03 | Hoechst Ag, 6000 Frankfurt | RUBBER-ELASTIC, ETHYLENICALLY UNSATURATED POLYURETHANE AND MIXTURE CONTAINING THE SAME BY RADIATION |
| DE3048502A1 (en) | 1980-12-22 | 1982-07-22 | Hoechst Ag, 6000 Frankfurt | POLYMERIZABLE MIXTURE BY RADIATION AND RADIATION-SENSITIVE RECORDING MATERIAL MADE THEREOF |
| DE3120052A1 (en) | 1981-05-20 | 1982-12-09 | Hoechst Ag, 6000 Frankfurt | POLYMERIZABLE MIXTURE BY RADIATION AND COPYING MATERIAL MADE THEREOF |
| JPS595241A (en) | 1982-06-21 | 1984-01-12 | ヘキスト・アクチエンゲゼルシヤフト | Radiation polymerizable mixture |
| DE3223104A1 (en) | 1982-06-21 | 1983-12-22 | Hoechst Ag, 6230 Frankfurt | PHOTOPOLYMERIZABLE MIXTURE AND PHOTOPOLYMERIZABLE COPY MATERIAL MADE THEREOF |
| DE3421511A1 (en) | 1984-06-08 | 1985-12-12 | Hoechst Ag, 6230 Frankfurt | POLYMERIZABLE COMPOUNDS HAVING PERFLUORALKYL GROUPS, REPRODUCTION LAYERS CONTAINING THEM AND THEIR USE FOR WATERLESS OFFSET PRINTING |
| DE3710282A1 (en) | 1987-03-28 | 1988-10-13 | Hoechst Ag | PHOTOPOLYMERIZABLE MIXTURE AND RECORDING MATERIAL MADE THEREOF |
| DE3710281A1 (en) | 1987-03-28 | 1988-10-06 | Hoechst Ag | PHOTOPOLYMERIZABLE MIXTURE AND RECORDING MATERIAL MADE THEREOF |
| DE3710279A1 (en) | 1987-03-28 | 1988-10-06 | Hoechst Ag | POLYMERIZABLE COMPOUNDS AND THIS CONTAINING MIXTURE MIXING BY RADIATION |
| DE3738864A1 (en) | 1987-11-16 | 1989-05-24 | Hoechst Ag | POLYMERIZABLE COMPOUNDS AND THIS CONTAINING MIXTURE MIXING BY RADIATION |
| DE3817424A1 (en) | 1988-05-21 | 1989-11-23 | Hoechst Ag | ALKENYLPHOSPHONE AND PHOSPHINIC ACID ESTER, METHOD FOR THE PRODUCTION THEREOF AND RADIATION POLYMERIZABLE MIXTURE THAT CONTAINS THESE COMPOUNDS |
| DE3843205A1 (en) | 1988-12-22 | 1990-06-28 | Hoechst Ag | PHOTOPOLYMERISABLE COMPOUNDS, THIS CONTAINING PHOTOPOLYMERIZABLE MIXTURE, AND PRODUCED PHOTOPOLYMERIZABLE RECORDING MATERIAL THEREOF |
| JPH11106543A (en) | 1997-08-02 | 1999-04-20 | Bridgestone Corp | Foamed rubber product |
| JP2002003665A (en) | 2000-06-20 | 2002-01-09 | Jsr Corp | Polymer material for laser processing, flexographic printing plate and seal material using the same |
| JP2002103539A (en) | 2000-09-29 | 2002-04-09 | Jsr Corp | LAMINATE FOR LASER PROCESSING, FLEXO PRINTING PLATE USING THE SAME, AND PROCESS FOR PRODUCING THEM |
| EP1167025B1 (en) * | 2000-06-20 | 2006-11-08 | JSR Corporation | Polymeric material for laser processing |
| US6989220B2 (en) | 2002-03-25 | 2006-01-24 | Macdermid Printing Solutions, Llc | Processless digitally imaged photopolymer elements using microspheres |
| EP1710093B1 (en) | 2004-01-27 | 2013-11-20 | Asahi Kasei Chemicals Corporation | Photosensitive resin composition for laser engravable printing substrate |
| JP2008063554A (en) | 2006-08-11 | 2008-03-21 | Fujifilm Corp | Decomposable resin composition, pattern forming material, and pattern forming method |
| JP2009172658A (en) | 2008-01-25 | 2009-08-06 | Fujifilm Corp | Exposure equipment |
| JP5241252B2 (en) | 2008-01-29 | 2013-07-17 | 富士フイルム株式会社 | Resin composition for laser engraving, relief printing plate precursor for laser engraving, relief printing plate and method for producing relief printing plate |
| JP5137618B2 (en) | 2008-02-28 | 2013-02-06 | 富士フイルム株式会社 | Resin composition for laser engraving, relief printing plate precursor for laser engraving, relief printing plate and method for producing relief printing plate |
| JP2009214334A (en) | 2008-03-07 | 2009-09-24 | Fujifilm Corp | Printing plate making device and manufacturing method of printing plate |
| JP5451370B2 (en) | 2009-12-28 | 2014-03-26 | 富士フイルム株式会社 | Resin composition for laser engraving, relief printing plate precursor for laser engraving, method for producing relief printing plate precursor for laser engraving, plate making method for relief printing plate, and relief printing plate |
| JP2012045801A (en) | 2010-08-26 | 2012-03-08 | Fujifilm Corp | Resin composition for laser engraving, relief printing plate precursor for laser engraving, method for producing relief printing plate, and relief printing plate |
| EP2602110A1 (en) * | 2011-12-09 | 2013-06-12 | Fujifilm Corporation | Resin composition for laser engraving, flexographic printing plate precursor and process for its' production, flexographic printing plate and process for its' manufacture |
-
2013
- 2013-12-27 JP JP2013271094A patent/JP2015123714A/en active Pending
-
2014
- 2014-12-09 EP EP14196934.5A patent/EP2889138A1/en not_active Withdrawn
- 2014-12-25 CN CN201410822185.4A patent/CN104744923A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017064996A (en) * | 2015-09-29 | 2017-04-06 | 住友理工株式会社 | Flexographic printing plate precursor |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104744923A (en) | 2015-07-01 |
| EP2889138A1 (en) | 2015-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5904960B2 (en) | Resin composition for laser engraving, method for producing flexographic printing plate precursor for laser engraving, flexographic printing plate precursor, plate making method for flexographic printing plate, and flexographic printing plate | |
| JP6395920B2 (en) | Flexographic printing plate | |
| JP6554187B2 (en) | Cylindrical printing plate, cylindrical printing plate precursor, method for producing cylindrical printing plate precursor, and method for producing cylindrical printing plate | |
| JP2015123714A (en) | Resin composition for laser-engraving, original plate for laser-engravable flexographic printing plate and method for producing the same, and platemaking method for flexographic printing plate | |
| JP6061911B2 (en) | Resin composition for laser engraving, flexographic printing plate precursor for laser engraving and method for producing the same, and plate making method for flexographic printing plate | |
| JPWO2016136357A1 (en) | Flexographic printing plate and method for producing flexographic printing plate | |
| JP5537638B2 (en) | Resin composition for laser engraving, flexographic printing plate precursor for laser engraving and method for producing the same, and flexographic printing plate and method for making the same | |
| JP6395928B2 (en) | Flexographic printing plate | |
| JP5918731B2 (en) | Resin composition for laser engraving, flexographic printing plate precursor for laser engraving and method for producing the same, and flexographic printing plate and method for making the same | |
| EP2738009A1 (en) | Composition for laser engraving, relief printing original plate for laser engraving and production method therefor, production method for relief printing plate, and relief printing plate | |
| JP6055092B2 (en) | How to make flexographic printing plates | |
| JP2017154301A (en) | Flexographic printing plate, flexographic printing plate manufacturing method, and flexographic printing plate manufacturing apparatus | |
| US20130133538A1 (en) | Resin composition for flexographic printing plate, flexographic printing plate precursor and process for producing same, and flexographic printing plate and process for making same | |
| JP5752752B2 (en) | Resin composition for laser engraving, method for producing flexographic printing plate precursor for laser engraving, flexographic printing plate precursor, plate making method for flexographic printing plate, and flexographic printing plate | |
| JP5341155B2 (en) | Relief printing plate precursor for laser engraving, relief printing plate and plate making method thereof | |
| US20130133540A1 (en) | Resin composition for laser engraving, flexographic printing plate precursor for laser engraving and process for producing same, and flexographic printing plate and process for making same | |
| JP2016210104A (en) | Flexographic printing plate having adhesive layer, flexographic printing plate original plate having adhesive layer, laminated structure and method for producing thereof | |
| US20150068419A1 (en) | Resin composition for laser engraving, flexographic printing plate precursor for laser engraving and process for producing same, and flexographic printing plate and process for making same | |
| JP2015150805A (en) | Resin composition for laser engraving, laser engraving-type flexographic printing plate precursor and method for producing the same, and flexographic printing plate and method for producing the same | |
| JP2016221921A (en) | Flexographic printing plate, flexographic printing plate original plate and manufacturing method therefor | |
| WO2015152213A1 (en) | Manufacturing method for cylindrical printing plate precursor, platemaking method and manufacturing method for cylindrical printing plate, and removal method for flexographic printing plate | |
| JP2015047744A (en) | Resin composition for laser engraving, manufacturing method of relief printing plate original plate for laser engraving, relief printing plate original plate, platemaking method of relief printing plate and relief printing plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150331 |