JP2015106573A - Resin sheet for hollow sealing, and manufacturing method of hollow package - Google Patents
Resin sheet for hollow sealing, and manufacturing method of hollow package Download PDFInfo
- Publication number
- JP2015106573A JP2015106573A JP2013246352A JP2013246352A JP2015106573A JP 2015106573 A JP2015106573 A JP 2015106573A JP 2013246352 A JP2013246352 A JP 2013246352A JP 2013246352 A JP2013246352 A JP 2013246352A JP 2015106573 A JP2015106573 A JP 2015106573A
- Authority
- JP
- Japan
- Prior art keywords
- resin sheet
- hollow
- resin
- hollow sealing
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Surface Acoustic Wave Elements And Circuit Networks Thereof (AREA)
Abstract
Description
本発明は、中空封止用樹脂シート、及び、中空パッケージの製造方法に関する。 The present invention relates to a resin sheet for hollow sealing and a method for producing a hollow package.
電子デバイスパッケージの作製には、代表的に、バンプ等を介して基板などに固定された1又は複数の電子デバイスを封止樹脂にて封止し、必要に応じて封止体を電子デバイス単位のパッケージとなるようにダイシングするという手順が採用されている。このような封止樹脂として、シート状の封止樹脂が用いられることがある。 For the production of an electronic device package, typically, one or more electronic devices fixed to a substrate or the like via bumps or the like are sealed with a sealing resin, and the sealing body is united as an electronic device as necessary. The procedure of dicing so that it becomes a package of is adopted. As such a sealing resin, a sheet-shaped sealing resin may be used.
近年、半導体パッケージと並んで、SAW(Surface Acoustic Wave)フィルタや、CMOS(Complementary Metal Oxide Semiconductor)センサ、加速度センサ等のMEMSと称される微小電子デバイスの開発が進められている。これらの電子デバイスを封止したパッケージは、それぞれ一般的に表面弾性波の伝播や光学系の維持、電子デバイスの可動部材の可動性を確保するための中空構造を有している。この中空構造は、基板と素子との間の空隙として設けられることが多い。封止の際には、可動部材の作動信頼性や素子の接続信頼性を確保するよう中空構造を維持しつつ封止する必要がある。例えば、特許文献1には、ゲル状の硬化性樹脂シートを用いて機能素子を中空モールドする技術が記載されている。 In recent years, along with semiconductor packages, microelectronic devices called MEMS, such as SAW (Surface Acoustic Wave) filters, CMOS (Complementary Metal Oxide Semiconductor) sensors, and acceleration sensors, have been developed. Each package in which these electronic devices are sealed generally has a hollow structure for ensuring the propagation of surface acoustic waves, maintaining the optical system, and the mobility of the movable member of the electronic device. This hollow structure is often provided as a gap between the substrate and the element. When sealing, it is necessary to seal while maintaining the hollow structure so as to ensure the operation reliability of the movable member and the connection reliability of the element. For example, Patent Document 1 describes a technique of hollow-molding a functional element using a gel-like curable resin sheet.
上記パッケージの製造方法としては、被着体上に配置された1又は複数の電子デバイスを覆うように中空封止用樹脂シートを積層し、その後、中空封止用樹脂シートを熱硬化させる方法が挙げられる。このような製造方法においては、電子デバイスを好適に中空封止用樹脂シートに埋め込みでき、且つ、上記空隙には、封止用樹脂シートを構成する材料が流入しないことが望まれる。 As a manufacturing method of the package, there is a method of laminating a resin sheet for hollow sealing so as to cover one or a plurality of electronic devices arranged on an adherend, and then thermosetting the resin sheet for hollow sealing. Can be mentioned. In such a manufacturing method, it is desirable that the electronic device can be suitably embedded in the hollow sealing resin sheet, and that the material constituting the sealing resin sheet does not flow into the gap.
本発明は上述した課題に鑑みてなされたものであり、その目的は、電子デバイスを好適に中空封止用樹脂シートに埋め込みでき、且つ、被着体と電子デバイスとの間の空隙には、封止用樹脂シートを構成する材料が流入し難い中空封止用樹脂シート、及び、中空パッケージの製造方法を提供することにある。 The present invention has been made in view of the above-described problems, and the object thereof is to suitably embed an electronic device in a hollow sealing resin sheet, and in the gap between the adherend and the electronic device, An object of the present invention is to provide a hollow sealing resin sheet in which a material constituting the sealing resin sheet hardly flows and a method for manufacturing a hollow package.
本願発明者等は、下記の構成を採用することにより、前記の課題を解決できることを見出して本発明を完成させるに至った。 The inventors of the present application have found that the above-mentioned problems can be solved by adopting the following configuration, and have completed the present invention.
すなわち、本発明は、被着体上に配置された1又は複数の電子デバイスを覆うように中空封止用樹脂シートを前記電子デバイス上に前記被着体と前記電子デバイスとの間の中空部を維持しながら積層する積層工程、及び、前記中空封止用樹脂シートを硬化させて封止体を形成する封止体形成工程を含む中空パッケージの製造方法に使用される中空封止用樹脂シートであって、
中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、
基板に複数のチップがフリップチップ接続されたテスト基板であって、前記チップ間の距離が100μmであり、且つ、前記基板と前記チップとの間隙(中空ギャップ)が20μmであるものを用い、
前記テスト基板上に、前記中空封止用樹脂シートを配置した後、前記中空封止用樹脂シート側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧した際の、前記中空封止用樹脂シートを構成する材料のチップ間への進入速度Aと、前記中空封止用樹脂シートを構成する材料の前記間隙への進入速度Bとの比A/Bが5以上であることを特徴とする。
That is, the present invention provides a hollow sealing resin sheet on the electronic device so as to cover one or more electronic devices arranged on the adherend, and a hollow portion between the adherend and the electronic device. The hollow sealing resin sheet used for the manufacturing method of the hollow package including the lamination process which laminates | maintains while maintaining a process, and the sealing body formation process which hardens the said hollow sealing resin sheet and forms a sealing body Because
The minimum dynamic viscosity before curing at 60 to 150 ° C. of the entire resin sheet for hollow sealing is 5,000 Pa · s or more and 500,000 Pa · s or less,
A test substrate in which a plurality of chips are flip-chip connected to a substrate, the distance between the chips is 100 μm, and the gap (hollow gap) between the substrate and the chips is 20 μm,
After the resin sheet for hollow sealing is placed on the test substrate, the hollow sealing when pressurized from the hollow sealing resin sheet side at 70 ° C., a pressure of 1 kgf / cm 2 , and a degree of vacuum of 10 Torr. The ratio A / B between the entry speed A of the material constituting the fixing resin sheet between the chips and the entry speed B of the material constituting the hollow sealing resin sheet into the gap is 5 or more. Features.
前記構成によれば、中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であるため、中空封止用樹脂シートを構成する材料全体が前記中空部に流入し難くい。従って、中空部への樹脂進入を効率良く防止することができる。その結果、中空構造を維持しつつ高い歩留まりで中空パッケージを作製することができる。
また、前記比A/Bが5以上であるため、前記積層工程において、電子デバイスを好適に中空封止用樹脂シートに埋め込みでき、且つ、被着体と電子デバイスとの間の空隙には、封止用樹脂シートを構成する材料が流入し難くすることができる。
According to the said structure, since the minimum dynamic viscosity before hardening in 60-150 degreeC of the whole resin sheet for hollow sealing is 5000 Pa.s or more and 500,000 Pa.s or less, the resin sheet for hollow sealing is used. It is difficult for the entire material to flow into the hollow portion. Accordingly, it is possible to efficiently prevent the resin from entering the hollow portion. As a result, a hollow package can be manufactured with a high yield while maintaining the hollow structure.
Further, since the ratio A / B is 5 or more, in the laminating step, the electronic device can be suitably embedded in the hollow sealing resin sheet, and the gap between the adherend and the electronic device is The material constituting the sealing resin sheet can be made difficult to flow.
前記構成においては、無機充填剤の含有量が1体積%以下であってもよい。 In the said structure, 1 volume% or less may be sufficient as content of an inorganic filler.
無機充填剤の含有量が1体積%以下であり、実質的に含有していない態様であっても、中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5万Pa・s以上100万Pa・s以下であり、前記比A/Bが5以上であるため、前記積層工程において、電子デバイスを好適に中空封止用樹脂シートに埋め込みでき、且つ、被着体と電子デバイスとの間の空隙には、封止用樹脂シートを構成する材料が流入し難くすることができる。 Even if the content of the inorganic filler is 1% by volume or less and is not substantially contained, the minimum dynamic viscosity before curing at 60 to 150 ° C. of the entire hollow sealing resin sheet is 50,000. Pa · s or more and 1 million Pa · s or less, and the ratio A / B is 5 or more. Therefore, in the laminating step, an electronic device can be suitably embedded in the hollow sealing resin sheet, and an adherend is provided. It is possible to make it difficult for the material constituting the sealing resin sheet to flow into the gap between the electronic device and the electronic device.
前記構成においては、120℃における有機樹脂成分の粘度が100Pa・s以上であることが好ましい。 In the said structure, it is preferable that the viscosity of the organic resin component in 120 degreeC is 100 Pa.s or more.
120℃における有機樹脂成分の粘度が100Pa・s以上であると、有機樹脂成分(無機充填剤を除く有機樹脂成分)の粘度が高粘度であるため、有機樹脂成分のみが前記中空部に染み出すことを抑制することができる。 When the viscosity of the organic resin component at 120 ° C. is 100 Pa · s or higher, the viscosity of the organic resin component (organic resin component excluding the inorganic filler) is high, so that only the organic resin component oozes into the hollow portion. This can be suppressed.
また、本発明は、中空パッケージの製造方法であって、
被着体上に配置された1又は複数の電子デバイスを覆うように中空封止用樹脂シートを前記電子デバイス上に前記被着体と前記電子デバイスとの間の中空部を維持しながら積層する積層工程と、
前記中空封止用樹脂シートを硬化させて封止体を形成する封止体形成工程と
を含み、
前記中空封止用樹脂シートは、
中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、
基板に複数のチップがフリップチップ接続されたテスト基板であって、前記チップ間の距離が100μmであり、且つ、前記基板と前記チップとの間隙が20μmであるものを用い、
前記テスト基板上に、前記中空封止用樹脂シートを配置した後、前記中空封止用樹脂シート側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧した際の、前記中空封止用樹脂シートを構成する材料のチップ間への進入速度Aと、前記中空封止用樹脂シートを構成する材料の前記間隙への進入速度Bとの比A/Bが5以上である。
Further, the present invention is a method for manufacturing a hollow package,
A resin sheet for hollow sealing is laminated on the electronic device while maintaining a hollow portion between the adherend and the electronic device so as to cover one or a plurality of electronic devices arranged on the adherend. Lamination process;
A sealing body forming step of curing the hollow sealing resin sheet to form a sealing body,
The hollow sealing resin sheet is:
The minimum dynamic viscosity before curing at 60 to 150 ° C. of the entire resin sheet for hollow sealing is 5,000 Pa · s or more and 500,000 Pa · s or less,
A test substrate in which a plurality of chips are flip-chip connected to a substrate, the distance between the chips is 100 μm, and the gap between the substrate and the chip is 20 μm,
After the resin sheet for hollow sealing is placed on the test substrate, the hollow sealing when pressurized from the hollow sealing resin sheet side at 70 ° C., a pressure of 1 kgf / cm 2 , and a degree of vacuum of 10 Torr. The ratio A / B between the entry speed A of the material constituting the stopper resin sheet between the chips and the entry speed B of the material constituting the hollow sealing resin sheet into the gap is 5 or more.
前記構成によれば、中空封止用樹脂シートは、中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であるため、中空封止用樹脂シートを構成する材料全体が前記中空部に流入し難くい。従って、中空部への樹脂進入を効率良く防止することができる。その結果、中空構造を維持しつつ高い歩留まりで中空パッケージを作製することができる。
また、前記比A/Bが5以上であるため、前記積層工程において、電子デバイスを好適に中空封止用樹脂シートに埋め込みでき、且つ、被着体と電子デバイスとの間の空隙には、封止用樹脂シートを構成する材料が流入し難くすることができる。
According to the said structure, since the resin sheet for hollow sealing has the minimum dynamic viscosity before hardening in 60-150 degreeC of the whole resin sheet for hollow sealing from 5,000 Pa.s to 500,000 Pa.s. The entire material constituting the hollow sealing resin sheet is unlikely to flow into the hollow portion. Accordingly, it is possible to efficiently prevent the resin from entering the hollow portion. As a result, a hollow package can be manufactured with a high yield while maintaining the hollow structure.
Further, since the ratio A / B is 5 or more, in the laminating step, the electronic device can be suitably embedded in the hollow sealing resin sheet, and the gap between the adherend and the electronic device is The material constituting the sealing resin sheet can be made difficult to flow.
以下に実施形態を掲げ、本発明を詳細に説明するが、本発明はこれらの実施形態のみに限定されるものではない。 The present invention will be described in detail below with reference to embodiments, but the present invention is not limited only to these embodiments.
[中空封止用樹脂シート] [Hollow sealing resin sheet]
図1は、本発明の一実施形態に係る中空封止用樹脂シート(以下、単に「樹脂シート」ともいう。)11を模式的に示す断面図である。樹脂シート11は、代表的に、ポリエチレンテレフタレート(PET)フィルムなどの支持体11a上に積層された状態で提供される。なお、支持体11aには樹脂シート11の剥離を容易に行うために離型処理が施されていてもよい。
FIG. 1 is a cross-sectional view schematically showing a hollow sealing resin sheet (hereinafter also simply referred to as “resin sheet”) 11 according to an embodiment of the present invention. The
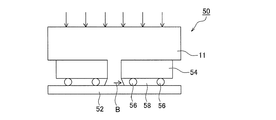
図2Aは、テスト基板を説明するための正面模式図である。
図2Aに示すように、テスト基板50は、基板52に複数のチップ54がフリップチップ接続された構成である。チップ54は、バンプ56により基板52にフリップチップ接続されている。チップ54間の距離は、100μmであり、基板52とチップ54との間隙58は、20μmである。
FIG. 2A is a schematic front view for explaining the test substrate.
As shown in FIG. 2A, the
樹脂シート11は、テスト基板50上に、樹脂シート11を配置した後、樹脂シート11側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧した際の、樹脂シート11を構成する材料(以下、「樹脂」ともいう)のチップ54間への進入速度Aと、樹脂の間隙58への進入速度Bとの比A/Bが5以上であり、8以上が好ましく、10以上がより好ましい。また、前記比A/Bは、大きい方が好ましいが、例えば300以下である。前記比A/Bが5以上であるため、電子デバイスを好適に樹脂シート11に埋め込みでき、且つ、被着体と電子デバイスとの間の空隙には、樹脂シート11を構成する材料が流入し難くすることができる。
The
以下、比A/Bの求め方を具体的に説明する。
図2B〜図2Dは、比A/Bの求め方を説明するための図である。
まず、図2Bに示すように、テスト基板50上に、樹脂シート11を配置する。次に、図2Cに示すように、樹脂シート11側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧する。そうすると、樹脂は、圧力によりチップ54間へと進入する。この際の樹脂の先端の進行方向の速度を測定する。これを進入速度Aとする。なお、進入速度Aは、樹脂シート11を構成する材料が基板52に到達するまでの範囲内で測定する。その後、加圧を続けると、図2Dに示すように、樹脂は、基板52に到達する。その後、そのまま加圧を続け、樹脂の先端の進行方向の速度を測定する。具体的には、樹脂の先端の間隙58方向への速度を測定する。これを進入速度Bとする。その後、比A/Bを算出する。より詳細には実施例に記載の通りである。
Hereinafter, the method for obtaining the ratio A / B will be described in detail.
2B to 2D are diagrams for explaining how to obtain the ratio A / B.
First, as illustrated in FIG. 2B, the
樹脂シート11全体の60〜150℃における硬化前の最低動的粘度は、5千Pa・s以上50万Pa・s以下であり、1万Pa・s以上30万Pa・s以下であることが好ましく、2万Pa・s以上20万Pa・s以下であることがより好ましい。樹脂シート11全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であるため、樹脂シート11を構成する材料全体が中空部により流入し難くすることができる。
The minimum dynamic viscosity before curing at 60 to 150 ° C. of the
樹脂シート11はエポキシ樹脂、及びフェノール樹脂を含むことが好ましい。これにより、良好な熱硬化性が得られる。
The
エポキシ樹脂としては、特に限定されるものではない。例えば、トリフェニルメタン型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、変性ビスフェノールA型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、変性ビスフェノールF型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、フェノキシ樹脂などの各種のエポキシ樹脂を用いることができる。これらエポキシ樹脂は単独で用いてもよいし2種以上併用してもよい。 The epoxy resin is not particularly limited. For example, triphenylmethane type epoxy resin, cresol novolac type epoxy resin, biphenyl type epoxy resin, modified bisphenol A type epoxy resin, bisphenol A type epoxy resin, bisphenol F type epoxy resin, modified bisphenol F type epoxy resin, dicyclopentadiene type Various epoxy resins such as an epoxy resin, a phenol novolac type epoxy resin, and a phenoxy resin can be used. These epoxy resins may be used alone or in combination of two or more.
エポキシ樹脂の硬化後の靭性及びエポキシ樹脂の反応性を確保する観点からは、エポキシ当量150〜250、軟化点もしくは融点が50〜130℃の常温で固形のものが好ましく、なかでも、成型性および信頼性の観点から、ビスフェノールF型エポキシ樹脂、ト、ビスフェノールA型エポキシ樹脂、ビフェニル型エポキシ樹脂などがより好ましい。 From the viewpoint of ensuring the toughness of the epoxy resin after curing and the reactivity of the epoxy resin, it is preferably a solid at an ordinary temperature with an epoxy equivalent of 150 to 250, a softening point or a melting point of 50 to 130 ° C. From the viewpoint of reliability, bisphenol F type epoxy resin, G, bisphenol A type epoxy resin, biphenyl type epoxy resin, and the like are more preferable.
フェノール樹脂は、エポキシ樹脂との間で硬化反応を生起するものであれば特に限定されるものではない。例えば、フェノールノボラック樹脂、フェノールアラルキル樹脂、ビフェニルアラルキル樹脂、ジシクロペンタジエン型フェノール樹脂、クレゾールノボラック樹脂、レゾール樹脂などが用いられる。これらフェノール樹脂は単独で用いてもよいし、2種以上併用してもよい。 The phenol resin is not particularly limited as long as it causes a curing reaction with the epoxy resin. For example, a phenol novolac resin, a phenol aralkyl resin, a biphenyl aralkyl resin, a dicyclopentadiene type phenol resin, a cresol novolak resin, a resole resin, or the like is used. These phenolic resins may be used alone or in combination of two or more.
フェノール樹脂としては、エポキシ樹脂との反応性の観点から、水酸基当量が70〜250、軟化点が50〜110℃のものを用いることが好ましく、なかでも硬化反応性が高く安価であるという観点から、フェノールノボラック樹脂を好適に用いることができる。また、信頼性の観点から、フェノールアラルキル樹脂やビフェニルアラルキル樹脂のような低吸湿性のものも好適に用いることができる。 From the viewpoint of reactivity with the epoxy resin, it is preferable to use a phenol resin having a hydroxyl group equivalent of 70 to 250 and a softening point of 50 to 110 ° C., and in particular, from the viewpoint of high curing reactivity and low cost. A phenol novolac resin can be preferably used. From the viewpoint of reliability, low hygroscopic materials such as phenol aralkyl resins and biphenyl aralkyl resins can also be suitably used.
エポキシ樹脂とフェノール樹脂の配合割合は、硬化反応性という観点から、エポキシ樹脂中のエポキシ基1当量に対して、フェノール樹脂中の水酸基の合計が0.7〜1.5当量となるように配合することが好ましく、より好ましくは0.9〜1.2当量である。 From the viewpoint of curing reactivity, the blending ratio of the epoxy resin and the phenol resin is blended so that the total number of hydroxyl groups in the phenol resin is 0.7 to 1.5 equivalents with respect to 1 equivalent of the epoxy group in the epoxy resin. Preferably, it is 0.9 to 1.2 equivalents.
樹脂シート11中のエポキシ樹脂及びフェノール樹脂の合計含有量の下限は、10重量%以上が好ましく、20重量%以上がより好ましい。10重量%以上であると、電子デバイス、基板などに対する接着力が良好に得られる。一方、上記合計含有量の上限は、50重量%以下が好ましく、30重量%以下がより好ましい。50重量%以下であると、樹脂シートの吸湿性を低減させることができる。
The lower limit of the total content of the epoxy resin and the phenol resin in the
樹脂シート11は、熱可塑性樹脂を含むことが好ましい。これにより、得られる中空封止用樹脂シートの耐熱性、可撓性、強度を向上させることができる。
The
熱可塑性樹脂としては、天然ゴム、ブチルゴム、イソプレンゴム、クロロプレンゴム、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−アクリル酸エステル共重合体、ポリブタジエン樹脂、ポリカーボネート樹脂、熱可塑性ポリイミド樹脂、6−ナイロンや6,6−ナイロンなどのポリアミド樹脂、フェノキシ樹脂、アクリル樹脂、PETやPBTなどの飽和ポリエステル樹脂、ポリアミドイミド樹脂、フッ素樹脂、スチレン−イソブチレン−スチレンブロック共重合体などが挙げられる。これらの熱可塑性樹脂は単独で、又は2種以上を併用して用いることができる。なかでも、可とう性が得やすく、エポキシ樹脂との分散性が良好であるという観点から、アクリル樹脂が好ましい。 As thermoplastic resins, natural rubber, butyl rubber, isoprene rubber, chloroprene rubber, ethylene-vinyl acetate copolymer, ethylene-acrylic acid copolymer, ethylene-acrylic acid ester copolymer, polybutadiene resin, polycarbonate resin, thermoplasticity Polyimide resin, polyamide resin such as 6-nylon and 6,6-nylon, phenoxy resin, acrylic resin, saturated polyester resin such as PET and PBT, polyamideimide resin, fluorine resin, styrene-isobutylene-styrene block copolymer, etc. Can be mentioned. These thermoplastic resins can be used alone or in combination of two or more. Especially, an acrylic resin is preferable from a viewpoint that a flexibility is easy to obtain and a dispersibility with an epoxy resin is favorable.
前記アクリル樹脂としては、特に限定されるものではなく、炭素数30以下、特に炭素数4〜18の直鎖若しくは分岐のアルキル基を有するアクリル酸又はメタクリル酸のエステルの1種又は2種以上を成分とする重合体(アクリル共重合体)等が挙げられる。前記アルキル基としては、例えばメチル基、エチル基、プロピル基、イソプロピル基、n−ブチル基、t−ブチル基、イソブチル基、アミル基、イソアミル基、ヘキシル基、へプチル基、シクロヘキシル基、2−エチルヘキシル基、オクチル基、イソオクチル基、ノニル基、イソノニル基、デシル基、イソデシル基、ウンデシル基、ラウリル基、トリデシル基、テトラデシル基、ステアリル基、オクタデシル基、又はドデシル基等が挙げられる。 The acrylic resin is not particularly limited, and includes one or two or more esters of acrylic acid or methacrylic acid having a linear or branched alkyl group having 30 or less carbon atoms, particularly 4 to 18 carbon atoms. Examples thereof include a polymer (acrylic copolymer) as a component. Examples of the alkyl group include a methyl group, ethyl group, propyl group, isopropyl group, n-butyl group, t-butyl group, isobutyl group, amyl group, isoamyl group, hexyl group, heptyl group, cyclohexyl group, 2- Examples include an ethylhexyl group, an octyl group, an isooctyl group, a nonyl group, an isononyl group, a decyl group, an isodecyl group, an undecyl group, a lauryl group, a tridecyl group, a tetradecyl group, a stearyl group, an octadecyl group, and a dodecyl group.
前記アクリル樹脂のガラス転移温度(Tg)は、50℃以下が好ましく、−70〜20℃がより好ましく、−50〜0℃がさらに好ましい。50℃以下とすることにより、樹脂シート11の粘度と可とう性高めることができる。樹脂シート11の粘度と可とう性を高めることにより、中空部(図3Aの中空部14参照)への樹脂進入を効率良く防止することができる。
The glass transition temperature (Tg) of the acrylic resin is preferably 50 ° C. or lower, more preferably −70 to 20 ° C., and further preferably −50 to 0 ° C. By setting it as 50 degrees C or less, the viscosity and flexibility of the
前記アクリル樹脂のなかでも、重量平均分子量が5万以上のものが好ましく、10万〜200万のものがより好ましく、30万〜160万のものがさらに好ましい。上記数値範囲内であると、樹脂シート11の粘度と可とう性をより高くすることができる。なお、重量平均分子量は、GPC(ゲル・パーミエーション・クロマトグラフィー)により測定し、ポリスチレン換算により算出された値である。
Among the acrylic resins, those having a weight average molecular weight of 50,000 or more are preferable, those having 100,000 to 2,000,000 are more preferable, and those having 300,000 to 1,600,000 are more preferable. Within the above numerical range, the viscosity and flexibility of the
また、前記重合体を形成する他のモノマーとしては、特に限定されるものではなく、例えばアクリル酸、メタクリル酸、カルボキシエチルアクリレート、カルボキシペンチルアクリレート、イタコン酸、マレイン酸、フマール酸若しくはクロトン酸等の様なカルボキシル基含有モノマー、無水マレイン酸若しくは無水イタコン酸等の様な酸無水物モノマー、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸2−ヒドロキシプロピル、(メタ)アクリル酸4−ヒドロキシブチル、(メタ)アクリル酸6−ヒドロキシヘキシル、(メタ)アクリル酸8−ヒドロキシオクチル、(メタ)アクリル酸10−ヒドロキシデシル、(メタ)アクリル酸12−ヒドロキシラウリル若しくは(4−ヒドロキシメチルシクロヘキシル)−メチルアクリレート等の様なヒドロキシル基含有モノマー、スチレンスルホン酸、アリルスルホン酸、2−(メタ)アクリルアミド−2−メチルプロパンスルホン酸、(メタ)アクリルアミドプロパンスルホン酸、スルホプロピル(メタ)アクリレート若しくは(メタ)アクリロイルオキシナフタレンスルホン酸等の様なスルホン酸基含有モノマー、又は2−ヒドロキシエチルアクリロイルホスフェート等の様な燐酸基含有モノマーが挙げられる。なかでも、エポキシ樹脂と反応して、樹脂シート11の粘度を高くできる観点から、カルボキシル基含有モノマー、グリシジル基(エポキシ基)含有モノマー、ヒドロキシル基含有モノマーうちの少なくとも1つを含むことが好ましい。
In addition, the other monomer forming the polymer is not particularly limited, and examples thereof include acrylic acid, methacrylic acid, carboxyethyl acrylate, carboxypentyl acrylate, itaconic acid, maleic acid, fumaric acid, and crotonic acid. Carboxyl group-containing monomers such as acid anhydride monomers such as maleic anhydride or itaconic anhydride, 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 4- (meth) acrylic acid 4- Hydroxybutyl, 6-hydroxyhexyl (meth) acrylate, 8-hydroxyoctyl (meth) acrylate, 10-hydroxydecyl (meth) acrylate, 12-hydroxylauryl (meth) acrylate or (4-hydroxymethylcyclohexyl) -Methyla Hydroxyl group-containing monomers such as relate, styrene sulfonic acid, allyl sulfonic acid, 2- (meth) acrylamide-2-methylpropane sulfonic acid, (meth) acrylamide propane sulfonic acid, sulfopropyl (meth) acrylate or (meth) Examples thereof include sulfonic acid group-containing monomers such as acryloyloxynaphthalene sulfonic acid, and phosphoric acid group-containing monomers such as 2-hydroxyethylacryloyl phosphate. Especially, it is preferable to include at least one of a carboxyl group-containing monomer, a glycidyl group (epoxy group) -containing monomer, and a hydroxyl group-containing monomer from the viewpoint of increasing the viscosity of the
樹脂シート11中の熱可塑性樹脂の含有量は、50重量%以上が好ましく、60重量%以上がより好ましい。上記含有量が50重量%以上であると、樹脂シートの柔軟性、可撓性が得られる。樹脂シート11中の熱可塑性樹脂の含有量は、95重量%以下が好ましく、85重量%以下がより好ましい。10重量%以下であると、電子デバイスや基板に対する樹脂シートの接着性が良好である。
The content of the thermoplastic resin in the
樹脂シート11は、無機充填剤を実質的に含まない態様であってもよい。具体的に、樹脂シート11は、無機充填剤の含有量が1体積%以下であってもよく、0体積%(すなわち、無機充填剤を含有しない)であってもよい。無機充填剤の含有量が1体積%以下であり、実質的に含有していない態様であっても、中空封止用樹脂シート11全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、前記比A/Bが5以上であるため、前記積層工程において、電子デバイスを好適に中空封止用樹脂シート11に埋め込みでき、且つ、被着体と電子デバイスとの間の空隙には、封止用樹脂シートを構成する材料が流入し難くすることができるからである。なお、無機充填剤が複数種の粒子の混合物である場合は、その混合物の含有量が上記範囲を満たす。
The
無機充填剤は、例えば、石英ガラス、タルク、シリカ(溶融シリカや結晶性シリカなど)、アルミナ、窒化アルミニウム、窒化珪素、窒化ホウ素の粉末が挙げられる。 Examples of the inorganic filler include quartz glass, talc, silica (such as fused silica and crystalline silica), alumina, aluminum nitride, silicon nitride, and boron nitride powder.
樹脂シート11は、硬化促進剤を含むことが好ましい。
It is preferable that the
硬化促進剤としては、エポキシ樹脂とフェノール樹脂の硬化を進行させるものであれば特に限定されず、例えば、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレートなどの有機リン系化合物;2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどのイミダゾール系化合物;などが挙げられる。なかでも、反応性が良好で硬化物のTgが高め易いという理由から、イミダゾール系化合物が好ましい。 The curing accelerator is not particularly limited as long as it cures the epoxy resin and the phenol resin, and examples thereof include organic phosphorus compounds such as triphenylphosphine and tetraphenylphosphonium tetraphenylborate; 2-phenyl-4, And imidazole compounds such as 5-dihydroxymethylimidazole and 2-phenyl-4-methyl-5-hydroxymethylimidazole. Of these, imidazole compounds are preferred because they have good reactivity and are easy to increase the Tg of the cured product.
硬化促進剤の含有量は、エポキシ樹脂及びフェノール樹脂の合計100重量部に対して0.1〜5重量部が好ましい。 As for content of a hardening accelerator, 0.1-5 weight part is preferable with respect to a total of 100 weight part of an epoxy resin and a phenol resin.
樹脂シート11は、中空成型性に悪影響を与えない程度において、必要に応じ、難燃剤成分を含んでもよい。これにより、部品ショートや発熱などにより発火した際の、燃焼拡大を低減できる。難燃剤組成分としては、例えば水酸化アルミニウム、水酸化マグネシウム、水酸化鉄、水酸化カルシウム、水酸化スズ、複合化金属水酸化物などの各種金属水酸化物;ホスファゼン系難燃剤などを用いることができる。
The
樹脂シート11は、シランカップリング剤を含んでいてもよい。シランカップリング剤としては特に限定されず、3−グリシドキシプロピルトリメトキシシランなどが挙げられる。
The
樹脂シート11中のシランカップリング剤の含有量は、0.1〜3重量%が好ましい。0.1重量%以上であると、硬化後の樹脂シートの硬度を高めることができるとともに、吸水率を低減させることができる。一方、上記含有量が3重量%以下であると、アウトガスの発生を抑制することができる。
The content of the silane coupling agent in the
樹脂シート11は、顔料を含むことが好ましい。顔料としては特に限定されず、カーボンブラックなどが挙げられる。
The
樹脂シート11中の顔料の含有量は、0.1〜2重量%が好ましい。0.1重量%以上であると、良好なマーキング性が得られる。2重量%以下であると、硬化後の樹脂シートの強度を確保することができる。
The content of the pigment in the
なお、樹脂組成物には、上記の各成分以外に必要に応じて、他の添加剤を適宜配合できる。 In addition to the above components, other additives can be appropriately blended in the resin composition as necessary.
樹脂シート11は、120℃における有機樹脂成分(無機充填剤を除く有機樹脂成分)の粘度が100Pa・s以上であることが好ましく、1000Pa・s以上20万Pa・s以下であることがより好ましく、1万Pa・s以上10万Pa・s以下であることがさらに好ましい。120℃における有機樹脂成分の粘度が100Pa・s以上であると、有機樹脂成分の粘度が高粘度であるため、有機樹脂成分のみが中空部に染み出すことを抑制することができる。
The
[中空封止用樹脂シートの製造方法]
樹脂シート11は、適当な溶剤に樹脂シート11を形成するための樹脂等を溶解、分散させてワニスを調整し、このワニスを支持体11a上に所定厚みとなる様に塗布して塗布膜を形成した後、該塗布膜を所定条件下で乾燥させて形成することができる。塗布方法としては特に限定されず、例えば、ロール塗工、スクリーン塗工、グラビア塗工等が挙げられる。また、乾燥条件としては、例えば乾燥温度70〜160℃、乾燥時間1〜30分間の範囲内で行われる。また、セパレータ上にワニスを塗布して塗布膜を形成した後、前記乾燥条件で塗布膜を乾燥させて樹脂シート11を形成してもよい。その後、支持体11a上に樹脂シート11をセパレータと共に貼り合わせる。樹脂シート11が、特に、熱可塑性樹脂(アクリル樹脂)、エポキシ樹脂、フェノール樹脂を含む場合、これらすべてを溶剤に溶解させた上で、塗布、乾燥させる。これにより、樹脂シート11の粘度を向上させることができ、樹脂成分の中空部への進入を抑制することができる。溶剤としては、メチルエチルケトン、酢酸エチル、トルエン等を挙げることができる。
[Method for producing hollow sealing resin sheet]
The
樹脂シート11の厚さは特に限定されないが、例えば、100〜2000μmである。上記範囲内であると、良好に電子デバイスを封止することができる。
Although the thickness of the
樹脂シート11は、単層構造であってもよいし、2以上の樹脂シートを積層した多層構造であってもよいが、層間剥離のおそれがなく、シート厚の均一性が高く、低吸湿化し易いという理由から、単層構造が好ましい。
なお、樹脂シート11が多層構造である場合、電子デバイスに接する層が、(1)電子デバイスに接する層全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、(2)前記比A/Bが5以上であればよく、他の層は、上記(1)〜(2)の条件を満たさなくてもよい。電子デバイスに接する層が、上記(1)〜(2)の条件を満たせば、中空部への樹脂進入を効率良く防止することができるからである。
The
When the
樹脂シート11は、SAW(Surface Acoustic Wave)フィルタ;圧力センサ、振動センサなどのMEMS(Micro Electro Mechanical Systems);LSIなどのIC、トランジスタなどの半導体;コンデンサ;抵抗;CMOSセンサなどの電子デバイスの封止に使用される。なかでも、中空封止が必要な電子デバイス(具体的には、SAWフィルタ、MEMS)の封止に好適に使用でき、特にSAWフィルタの封止に特に好適に使用できる。
The
[中空パッケージの製造方法]
図3A〜2Cはそれぞれ、本発明の一実施形態に係る中空パッケージの製造方法の一工程を模式的に示す図である。中空封止方法としては特に限定されず、従来公知の方法で封止できる。例えば、被着体上の電子デバイスを覆うように未硬化の樹脂シート11を基板上に中空構造を維持しながら積層(載置)し、次いで樹脂シート11を硬化させて封止する方法などが挙げられる。被着体としては特に限定されず、例えば、プリント配線基板、セラミック基板、シリコン基板、金属基板等が挙げられる。本実施形態では、プリント配線基板12上に搭載されたSAWチップ13を樹脂シート11により中空封止して中空パッケージを作製する。
[Method of manufacturing hollow package]
3A to 2C are views schematically showing one step of the method for manufacturing the hollow package according to the embodiment of the present invention. It does not specifically limit as a hollow sealing method, It can seal by a conventionally well-known method. For example, a method of laminating (mounting) an
(SAWチップ搭載基板準備工程)
SAWチップ搭載基板準備工程では、複数のSAWチップ13が搭載されたプリント配線基板12を準備する(図3A参照)。SAWチップ13は、所定の櫛形電極が形成された圧電結晶を公知の方法でダイシングして個片化することにより形成できる。SAWチップ13のプリント配線基板12への搭載には、フリップチップボンダーやダイボンダーなどの公知の装置を用いることができる。SAWチップ13とプリント配線基板12とはバンプなどの突起電極13aを介して電気的に接続されている。また、SAWチップ13とプリント配線基板12との間は、SAWフィルタ表面での表面弾性波の伝播を阻害しないように中空部14を維持するようになっている。SAWチップ13とプリント配線基板12との間の距離(中空部の幅)は適宜設定でき、一般的には10〜100μm程度である。
(SAW chip mounting substrate preparation process)
In the SAW chip mounting board preparing step, a printed
(封止工程)
封止工程では、SAWチップ13を覆うようにプリント配線基板12へ樹脂シート11を積層し、SAWチップ13を樹脂シート11で樹脂封止する(図3B参照)。樹脂シート11は、SAWチップ13及びそれに付随する要素を外部環境から保護するための封止樹脂として機能する。
(Sealing process)
In the sealing step, the
樹脂シート11をプリント配線基板12上に積層する方法は特に限定されず、熱プレスやラミネータなど公知の方法により行うことができる。熱プレス条件としては、温度が、例えば、40〜150℃、好ましくは50〜120℃であり、圧力が、例えば、0.1〜10MPa、好ましくは0.5〜8MPaであり、時間が、例えば0.3〜10分間、好ましくは0.5〜5分間である。また、樹脂シート11のSAWチップ13及びプリント配線基板12への密着性および追従性の向上を考慮すると、減圧条件下(例えば0.01〜5kPa)においてプレスすることが好ましい。
樹脂シート11は、(1)樹脂シート11全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、(2)前記比A/Bが5以上であるため、中空部14への樹脂進入は、抑制されている。
The method of laminating the
The
(封止体形成工程)
封止体形成工程では、樹脂シート11を熱硬化処理して封止体15を形成する(図3B参照)。熱硬化処理の条件として、加熱温度が好ましくは100℃以上、より好ましくは120℃以上である。一方、加熱温度の上限が、好ましくは200℃以下、より好ましくは180℃以下である。加熱時間が、好ましくは10分以上、より好ましくは30分以上である。一方、加熱時間の上限が、好ましくは180分以下、より好ましくは120分以下である。また、必要に応じて加圧してもよく、好ましくは0.1MPa以上、より好ましくは0.5MPa以上である。一方、上限は好ましくは10MPa以下、より好ましくは5MPa以下である。
(Sealing body forming process)
In the sealing body forming step, the
(ダイシング工程)
続いて、封止体15のダイシングを行ってもよい(図3C参照)。これにより、SAWチップ13単位での中空パッケージ18を得ることができる。
(Dicing process)
Subsequently, dicing of the sealing
(基板実装工程)
必要に応じて、中空パッケージ18に対してバンプを形成し、これを別途の基板(図示せず)に実装する基板実装工程を行うことができる。中空パッケージ18の基板への実装には、フリップチップボンダーやダイボンダーなどの公知の装置を用いることができる。
(Board mounting process)
If necessary, a substrate mounting step can be performed in which bumps are formed on the
以下に、この発明の好適な実施例を例示的に詳しく説明する。ただし、この実施例に記載されている材料や配合量などは、特に限定的な記載がない限りは、この発明の範囲をそれらのみに限定する趣旨のものではない。 Hereinafter, preferred embodiments of the present invention will be described in detail by way of example. However, the materials, blending amounts, and the like described in the examples are not intended to limit the scope of the present invention only to those unless otherwise specified.
実施例で使用した成分について説明する。
エポキシ樹脂:新日鐵化学(株)製のYSLV−80XY(ビスフェノールF型エポキシ樹脂、エポキン当量200g/eq.、軟化点80℃)
フェノール樹脂:群栄化学製のLVR8210DL(ノボラック型フェノール樹脂、水酸基当量104g/eq.、軟化点60℃)
熱可塑性樹脂:カルボキシル基含有のアクリル酸エステル共重合体、重量平均分子量:約60万、ガラス転移温度(Tg):−35℃)
カーボンブラック:三菱化学社製の#20
硬化促進剤:四国化成工業社製の2PHZ−PW(2−フェニル−4,5−ジヒドロキシメチルイミダゾール)
The components used in the examples will be described.
Epoxy resin: YSLV-80XY manufactured by Nippon Steel Chemical Co., Ltd. (bisphenol F type epoxy resin, epkin equivalent 200 g / eq., Softening point 80 ° C.)
Phenol resin: LVR8210DL (Novolak-type phenol resin, hydroxyl group equivalent 104 g / eq., Softening point 60 ° C.) manufactured by Gunei Chemical
Thermoplastic resin: carboxyl group-containing acrylate copolymer, weight average molecular weight: about 600,000, glass transition temperature (Tg): -35 ° C)
Carbon black: # 20 manufactured by Mitsubishi Chemical
Curing accelerator: 2PHZ-PW (2-phenyl-4,5-dihydroxymethylimidazole) manufactured by Shikoku Kasei Kogyo Co., Ltd.
[実施例、及び、比較例]
表1に記載の配合比に従い、各成分を溶剤としてのメチルエチルケトンに溶解、分散させ、濃度30重量%のワニスを得た。このワニスを、シリコーン離型処理した厚さが38μmのポリエチレンテレフタレートフィルムからなる離型処理フィルム上に塗布した後、110℃で5分間乾燥させた。これにより、厚さ65μmのシートを得た。このシートを4層積層させて厚さ260μmの中空封止用樹脂シートを作製した。
[Examples and comparative examples]
According to the blending ratio shown in Table 1, each component was dissolved and dispersed in methyl ethyl ketone as a solvent to obtain a varnish having a concentration of 30% by weight. This varnish was applied on a release treatment film made of a polyethylene terephthalate film having a thickness of 38 μm after the release treatment with silicone, and then dried at 110 ° C. for 5 minutes. As a result, a sheet having a thickness of 65 μm was obtained. Four layers of this sheet were laminated to prepare a hollow sealing resin sheet having a thickness of 260 μm.
(中空封止用樹脂シートの最低動的粘度の測定)
中空封止用樹脂シートの60〜150℃における熱硬化前の最低動的粘度を測定した。動的粘度は、TAインスツルメント社製粘弾性測定装置ARESを用いて、パラレルプレート法により測定した値とした。より詳細には、ギャップ1μm、回転プレート直径8mm、周波数0.1Hz、歪み0.1%、昇温速度10℃/分の条件にて、50℃から170℃の範囲で粘度を測定し、その際に得られる最低粘度を最低動的粘度とした。結果を表1に示す。
(Measurement of minimum dynamic viscosity of resin sheet for hollow sealing)
The minimum dynamic viscosity before thermosetting at 60 to 150 ° C. of the resin sheet for hollow sealing was measured. The dynamic viscosity was a value measured by a parallel plate method using a viscoelasticity measuring device ARES manufactured by TA Instruments. More specifically, the viscosity was measured in the range of 50 ° C. to 170 ° C. under the conditions of a gap of 1 μm, a rotating plate diameter of 8 mm, a frequency of 0.1 Hz, a strain of 0.1%, and a heating rate of 10 ° C./min. The lowest viscosity obtained at that time was taken as the lowest dynamic viscosity. The results are shown in Table 1.
(120℃における有機樹脂成分の粘度の測定)
中空封止用樹脂シートの有機組成物の均一混合物を作成し、これをレオメーター(HAAKEレオストレス6000)を用い、せん断速度1(1/s)にて粘度を測定した。結果を表1に示す。
(Measurement of viscosity of organic resin component at 120 ° C.)
A uniform mixture of the organic composition of the resin sheet for hollow sealing was prepared, and the viscosity was measured at a shear rate of 1 (1 / s) using a rheometer (HAAKE Rheo Stress 6000). The results are shown in Table 1.
(比A/Bの測定)
まず、ガラス基板(30mm角、厚さ1mm)に複数のシリコンチップ(3mm角、厚さ200μm)がフリップチップ接続されたテスト基板を準備した。チップは、バンプ(バンプ径100μm、高さ20μm)により基板にフリップチップ接続されている。チップ間の距離は、100μmであり、基板とチップとの間隙(中空ギャップ)は、20μmである。次に、テスト基板上に、実施例、比較例の中空封止用樹脂シートを配置した(図2B参照)。次に、中空封止用樹脂シート側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧した(図2C参照)。この際の樹脂の先端の進行方向の速度を測定した。これを進入速度Aとした。より具体的には、加圧2秒毎にテスト基板を取り出し、ガラス基板側から樹脂(封止用樹脂シートを構成する材料)の進入先端部を、高さ計測機能付き光学顕微鏡で観察し、進入量(チップ上端部から樹脂進入先端までの距離)を測定した。ガラス基板に樹脂先端が到達するまでにおける平均速度を進入速度Aとした。樹脂がガラス基板に到達した後(図2D参照)、そのまま加圧を続け、樹脂の先端の進行方向の速度を測定した。具体的には、樹脂の先端の間隙方向への速度を測定した。より具体的には、進入速度Aと同様、加圧2秒毎にテスト基板を取り出して樹脂の先端の間隙方向への進入量を測定した。樹脂がガラス基板に到達した後、加圧2秒毎の測定を5回繰り返し、その平均速度を進入速度Bとした。ただし、樹脂先端がチップエッジから内部へ50μm浸入した場合は、その時点で測定を終了し、樹脂がガラス基板に到達した後、内部へ50μm浸入した時点までの平均速度を進入速度Bとした。その後、比A/Bを算出した。結果を表1に示す。
(Measurement of ratio A / B)
First, a test substrate was prepared in which a plurality of silicon chips (3 mm square, thickness 200 μm) were flip-chip connected to a glass substrate (30 mm square, thickness 1 mm). The chip is flip-chip connected to the substrate by bumps (bump diameter 100 μm, height 20 μm). The distance between the chips is 100 μm, and the gap (hollow gap) between the substrate and the chip is 20 μm. Next, the resin sheet for hollow sealing of an Example and a comparative example was arrange | positioned on the test board | substrate (refer FIG. 2B). Next, pressure was applied from the hollow sealing resin sheet side at 70 ° C., a pressure of 1 kgf / cm 2 , and a degree of vacuum of 10 Torr (see FIG. 2C). At this time, the speed in the traveling direction of the tip of the resin was measured. This was defined as approach speed A. More specifically, the test substrate is taken out every 2 seconds under pressure, and the ingress tip of the resin (material constituting the sealing resin sheet) is observed from the glass substrate side with an optical microscope with a height measuring function, The amount of penetration (distance from the top end of the chip to the tip of the resin entry) was measured. The average speed until the resin tip reaches the glass substrate was defined as the approach speed A. After the resin reached the glass substrate (see FIG. 2D), pressurization was continued as it was, and the speed in the traveling direction of the tip of the resin was measured. Specifically, the velocity in the gap direction at the tip of the resin was measured. More specifically, like the approach speed A, the test substrate was taken out every 2 seconds of pressurization, and the amount of approach in the gap direction at the tip of the resin was measured. After the resin reached the glass substrate, the measurement every 2 seconds under pressure was repeated 5 times, and the average speed was defined as the entry speed B. However, when the resin tip penetrated 50 μm from the chip edge to the inside, the measurement was terminated at that time, and the average speed from the time when the resin reached the glass substrate to the time when the resin entered 50 μm was defined as the entry speed B. Thereafter, the ratio A / B was calculated. The results are shown in Table 1.
(パッケージ中空部への樹脂進入性評価)
アルミニウム櫛形電極が形成された以下の仕様のSAWチップを下記ボンディング条件にてセラミック基板に実装したSAWチップ実装基板を作製した。SAWチップセラミック基板との間のギャップ幅は、20μmであった。
(Evaluation of resin penetration into package hollow)
A SAW chip mounting substrate in which a SAW chip having the following specifications on which aluminum comb-shaped electrodes were formed was mounted on a ceramic substrate under the following bonding conditions was produced. The gap width with the SAW chip ceramic substrate was 20 μm.
<SAWチップ>
チップサイズ:1.2mm角(厚さ150μm)
バンプ材質:Au(高さ20μm)
バンプ数:6バンプ
チップ数:100個(10個×10個)
<SAW chip>
Chip size: 1.2 mm square (thickness 150 μm)
Bump material: Au (height 20 μm)
Number of bumps: 6 bumps Number of chips: 100 (10 x 10)
<ボンディング条件>
装置:パナソニック電工(株)製
ボンディング条件:200℃、3N、1sec、超音波出力2W
<Bonding conditions>
Equipment: manufactured by Panasonic Electric Works Co., Ltd. Bonding conditions: 200 ° C., 3N, 1 sec, ultrasonic output 2W
得られたSAWチップ実装基板上に、以下に示す加熱加圧条件下、各中空封止用樹脂シートを真空プレスにより貼付けた。 On the obtained SAW chip mounting substrate, each hollow sealing resin sheet was pasted by a vacuum press under the heating and pressing conditions shown below.
<貼り付け条件>
温度:60℃
加圧力:4MPa
真空度:1.6kPa
プレス時間:1分
<Paste conditions>
Temperature: 60 ° C
Applied pressure: 4 MPa
Degree of vacuum: 1.6 kPa
Press time: 1 minute
大気圧に開放した後、熱風乾燥機中、150℃、1時間の条件で中空封止用樹脂シートを熱硬化させ、封止体を得た。得られた封止体の基板、封止樹脂界面を劈開し、KEYENCE社製、商品名「デジタルマイクロスコープ」(200倍)により、SAWチップとセラミック基板との間の中空部への樹脂の進入量を測定した。樹脂進入量は、SAWチップの端部から中空部へ進入した樹脂の最大到達距離を測定し、これを樹脂進入量とした。樹脂進入量が20μm以下であった場合を「○」、20μmを超えていた場合を「×」として評価した。結果を表1に示す。 After opening to atmospheric pressure, the resin sheet for hollow sealing was thermoset at 150 ° C. for 1 hour in a hot air dryer to obtain a sealed body. Cleavage the substrate and sealing resin interface of the obtained sealing body, and the entry of the resin into the hollow part between the SAW chip and the ceramic substrate by the product name “Digital Microscope” (200 times) manufactured by KEYENCE The amount was measured. The resin penetration amount was determined by measuring the maximum reach distance of the resin that entered the hollow portion from the end of the SAW chip, and setting this as the resin penetration amount. The case where the resin penetration amount was 20 μm or less was evaluated as “◯”, and the case where it exceeded 20 μm was evaluated as “×”. The results are shown in Table 1.

11 中空封止用樹脂シート
11a 支持体
13 SAWチップ
15 封止体
18 中空パッケージ
50 テスト基板
DESCRIPTION OF
Claims (4)
中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、
基板に複数のチップがフリップチップ接続されたテスト基板であって、前記チップ間の距離が100μmであり、且つ、前記基板と前記チップとの間隙が20μmであるものを用い、
前記テスト基板上に、前記中空封止用樹脂シートを配置した後、前記中空封止用樹脂シート側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧した際の、前記中空封止用樹脂シートを構成する材料のチップ間への進入速度Aと、前記中空封止用樹脂シートを構成する材料の前記間隙への進入速度Bとの比A/Bが5以上であることを特徴とする中空封止用樹脂シート。 A resin sheet for hollow sealing is laminated on the electronic device while maintaining a hollow portion between the adherend and the electronic device so as to cover one or a plurality of electronic devices arranged on the adherend. A hollow sealing resin sheet used in a manufacturing method of a hollow package including a laminating step and a sealing body forming step of curing the hollow sealing resin sheet to form a sealing body,
The minimum dynamic viscosity before curing at 60 to 150 ° C. of the entire resin sheet for hollow sealing is 5,000 Pa · s or more and 500,000 Pa · s or less,
A test substrate in which a plurality of chips are flip-chip connected to a substrate, the distance between the chips is 100 μm, and the gap between the substrate and the chip is 20 μm,
After the resin sheet for hollow sealing is placed on the test substrate, the hollow sealing when pressurized from the hollow sealing resin sheet side at 70 ° C., a pressure of 1 kgf / cm 2 , and a degree of vacuum of 10 Torr. The ratio A / B between the entry speed A of the material constituting the fixing resin sheet between the chips and the entry speed B of the material constituting the hollow sealing resin sheet into the gap is 5 or more. A hollow sealing resin sheet.
被着体上に配置された1又は複数の電子デバイスを覆うように中空封止用樹脂シートを前記電子デバイス上に前記被着体と前記電子デバイスとの間の中空部を維持しながら積層する積層工程と、
前記中空封止用樹脂シートを硬化させて封止体を形成する封止体形成工程と
を含み、
前記中空封止用樹脂シートは、
中空封止用樹脂シート全体の60〜150℃における硬化前の最低動的粘度が5千Pa・s以上50万Pa・s以下であり、
基板に複数のチップがフリップチップ接続されたテスト基板であって、前記チップ間の距離が100μmであり、且つ、前記基板と前記チップとの間隙が20μmであるものを用い、
前記テスト基板上に、前記中空封止用樹脂シートを配置した後、前記中空封止用樹脂シート側から70℃、圧力1kgf/cm2、真空度10Torrにて加圧した際の、前記中空封止用樹脂シートを構成する材料のチップ間への進入速度Aと、前記中空封止用樹脂シートを構成する材料の前記間隙への進入速度Bとの比A/Bが5以上である
ことを特徴とする中空パッケージの製造方法。 A method for manufacturing a hollow package, comprising:
A resin sheet for hollow sealing is laminated on the electronic device while maintaining a hollow portion between the adherend and the electronic device so as to cover one or a plurality of electronic devices arranged on the adherend. Lamination process;
A sealing body forming step of curing the hollow sealing resin sheet to form a sealing body,
The hollow sealing resin sheet is:
The minimum dynamic viscosity before curing at 60 to 150 ° C. of the entire resin sheet for hollow sealing is 5,000 Pa · s or more and 500,000 Pa · s or less,
A test substrate in which a plurality of chips are flip-chip connected to a substrate, the distance between the chips is 100 μm, and the gap between the substrate and the chip is 20 μm,
After the resin sheet for hollow sealing is placed on the test substrate, the hollow sealing when pressurized from the hollow sealing resin sheet side at 70 ° C., a pressure of 1 kgf / cm 2 , and a degree of vacuum of 10 Torr. The ratio A / B between the entry speed A of the material constituting the fixing resin sheet between the chips and the entry speed B of the material constituting the hollow sealing resin sheet into the gap is 5 or more. A method for producing a hollow package.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013246352A JP2015106573A (en) | 2013-11-28 | 2013-11-28 | Resin sheet for hollow sealing, and manufacturing method of hollow package |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013246352A JP2015106573A (en) | 2013-11-28 | 2013-11-28 | Resin sheet for hollow sealing, and manufacturing method of hollow package |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015106573A true JP2015106573A (en) | 2015-06-08 |
Family
ID=53436557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013246352A Pending JP2015106573A (en) | 2013-11-28 | 2013-11-28 | Resin sheet for hollow sealing, and manufacturing method of hollow package |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015106573A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107039360A (en) * | 2015-11-04 | 2017-08-11 | 日东电工株式会社 | The manufacture method of hollow type electronic component encapsulation piece and hollow type electron device package body |
| WO2019065977A1 (en) | 2017-09-29 | 2019-04-04 | ナガセケムテックス株式会社 | Method for producing mounting structure, and sheet used in same |
| WO2019117259A1 (en) | 2017-12-14 | 2019-06-20 | ナガセケムテックス株式会社 | Manufacturing method of mounting structure |
| CN114174421A (en) * | 2019-07-12 | 2022-03-11 | 日东电工株式会社 | Sealing resin sheet |
-
2013
- 2013-11-28 JP JP2013246352A patent/JP2015106573A/en active Pending
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107039360A (en) * | 2015-11-04 | 2017-08-11 | 日东电工株式会社 | The manufacture method of hollow type electronic component encapsulation piece and hollow type electron device package body |
| CN107039360B (en) * | 2015-11-04 | 2021-07-06 | 日东电工株式会社 | Sheet for sealing hollow electronic device and method for manufacturing hollow electronic device package |
| WO2019065977A1 (en) | 2017-09-29 | 2019-04-04 | ナガセケムテックス株式会社 | Method for producing mounting structure, and sheet used in same |
| US11848659B2 (en) | 2017-09-29 | 2023-12-19 | Nagase Chemtex Corporation | Manufacturing method of mounting structure, and sheet therefor |
| KR20200064066A (en) | 2017-09-29 | 2020-06-05 | 나가세케무텍쿠스가부시키가이샤 | Manufacturing method of mounting structure and sheet used therefor |
| US11315804B2 (en) | 2017-12-04 | 2022-04-26 | Nagase Chemtex Corporation | Manufacturing method of mounting structure |
| KR20200098582A (en) | 2017-12-14 | 2020-08-20 | 나가세케무텍쿠스가부시키가이샤 | Manufacturing method of mounting structure and sheet used therein |
| KR20200098583A (en) | 2017-12-14 | 2020-08-20 | 나가세케무텍쿠스가부시키가이샤 | Manufacturing method of mounting structure |
| JPWO2019117258A1 (en) * | 2017-12-14 | 2020-07-30 | ナガセケムテックス株式会社 | Mounting structure manufacturing method and sheet used therefor |
| JPWO2019117259A1 (en) * | 2017-12-14 | 2020-07-27 | ナガセケムテックス株式会社 | Manufacturing method of mounting structure |
| WO2019117258A1 (en) | 2017-12-14 | 2019-06-20 | ナガセケムテックス株式会社 | Manufacturing method of mounting structure, and sheet used therein |
| TWI770330B (en) * | 2017-12-14 | 2022-07-11 | 日商長瀨化成股份有限公司 | Manufacturing method of mounting structure and sheet used therefor |
| KR102525372B1 (en) | 2017-12-14 | 2023-04-26 | 나가세케무텍쿠스가부시키가이샤 | Manufacturing method of mounting structure and sheet used therein |
| US11710645B2 (en) | 2017-12-14 | 2023-07-25 | Nagase Chemtex Corporation | Manufacturing method of mounting structure, and sheet therefor |
| WO2019117259A1 (en) | 2017-12-14 | 2019-06-20 | ナガセケムテックス株式会社 | Manufacturing method of mounting structure |
| CN114174421A (en) * | 2019-07-12 | 2022-03-11 | 日东电工株式会社 | Sealing resin sheet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6422370B2 (en) | Hollow type electronic device sealing sheet and method for manufacturing hollow type electronic device package | |
| JP6643791B2 (en) | Hollow sealing resin sheet and hollow package manufacturing method | |
| WO2015079887A1 (en) | Sealing thermosetting-resin sheet and hollow-package manufacturing method | |
| JP6282626B2 (en) | Hollow type electronic device sealing sheet and method for manufacturing hollow type electronic device package | |
| WO2015079870A1 (en) | Hollow-space-sealing resin sheet and method for manufacturing hollow package | |
| JP6933463B2 (en) | Resin sheet | |
| JP2015106573A (en) | Resin sheet for hollow sealing, and manufacturing method of hollow package | |
| JP6883937B2 (en) | Manufacturing method of sealing sheet and hollow package | |
| JP6302693B2 (en) | Hollow sealing resin sheet and method for producing hollow package | |
| JP6379051B2 (en) | Hollow electronic device sealing sheet | |
| JP2016096308A (en) | Semiconductor device manufacturing method | |
| JP2016175975A (en) | Sealing sheet and method for manufacturing package | |
| JP2015128148A (en) | Hollow sealing resin sheet and manufacturing method of hollow package | |
| JP2018198337A (en) | Hollow sealing resin sheet and production method for hollow package | |
| JP6283624B2 (en) | Hollow electronic device sealing sheet, hollow electronic device package manufacturing method, and hollow electronic device package | |
| JP2018104649A (en) | Resin sheet | |
| CN105590905B (en) | Electronic device sealing sheet and method for manufacturing electronic device package | |
| WO2015079871A1 (en) | Hollow-space-sealing resin sheet and method for manufacturing hollow package | |
| JP2014229769A (en) | Method for manufacturing electronic component device | |
| JP2017098353A (en) | Sealing sheet for electronic device and manufacturing method for electronic device package | |
| JP6677966B2 (en) | Sealing sheet with separator and method of manufacturing semiconductor device | |
| JP6302692B2 (en) | Hollow sealing resin sheet and method for producing hollow package | |
| JP5735030B2 (en) | Resin sheet for sealing electronic device and method for manufacturing electronic device package | |
| JP2014229768A (en) | Method for manufacturing electronic component device |