JP2015100930A - プリフォーム - Google Patents
プリフォーム Download PDFInfo
- Publication number
- JP2015100930A JP2015100930A JP2013241121A JP2013241121A JP2015100930A JP 2015100930 A JP2015100930 A JP 2015100930A JP 2013241121 A JP2013241121 A JP 2013241121A JP 2013241121 A JP2013241121 A JP 2013241121A JP 2015100930 A JP2015100930 A JP 2015100930A
- Authority
- JP
- Japan
- Prior art keywords
- reinforcing fiber
- fiber bundle
- preform
- reinforcing
- bundle piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Reinforced Plastic Materials (AREA)
Abstract
【課題】プリフォームの賦形性を向上するとともに強化繊維積層体と強化繊維束片との離脱を防止する。
【解決手段】プリフォーム1は、強化繊維積層体4と強化繊維積層体4の垂直方向に挿入された強化繊維束片5により構成される。強化繊維束片5は、X方向糸2、Y方向糸3と同一種類の強化繊維6及び熱可塑性繊維を混繊したコミングル繊維束により構成される。プリフォーム1を熱可塑性繊維の溶融温度以上の加熱により、加熱溶融された熱可塑性繊維は、強化繊維束片5の強化繊維6を強化繊維積層体4のX方向糸2及びY方向糸3に接合し、接合部8を形成する。また、加熱溶融された熱可塑性繊維は、強化繊維6の相互間を接合する。強化繊維積層体4及び強化繊維束片5は、接合部8及び接合部9により一体化され、プリフォーム1は、強化繊維積層体4の一部と強化繊維束片5との離脱を招くこと無く、大きな変形を伴う複雑な形状であっても自由に賦形される。
【選択図】図4
【解決手段】プリフォーム1は、強化繊維積層体4と強化繊維積層体4の垂直方向に挿入された強化繊維束片5により構成される。強化繊維束片5は、X方向糸2、Y方向糸3と同一種類の強化繊維6及び熱可塑性繊維を混繊したコミングル繊維束により構成される。プリフォーム1を熱可塑性繊維の溶融温度以上の加熱により、加熱溶融された熱可塑性繊維は、強化繊維束片5の強化繊維6を強化繊維積層体4のX方向糸2及びY方向糸3に接合し、接合部8を形成する。また、加熱溶融された熱可塑性繊維は、強化繊維6の相互間を接合する。強化繊維積層体4及び強化繊維束片5は、接合部8及び接合部9により一体化され、プリフォーム1は、強化繊維積層体4の一部と強化繊維束片5との離脱を招くこと無く、大きな変形を伴う複雑な形状であっても自由に賦形される。
【選択図】図4
Description
本願発明は、三次元構造体からなるプリフォームに関する。
繊維強化複合材を成形するための三次元構造体からなるプリフォームは、例えば、特許文献1及び特許文献2に開示されている。
特許文献1に開示された複合材料用三次元組織体は、次のように構成される。補強繊維からなる複数枚の織物は、各織物の織目が互いに一致するように積層されている。前記積層体の織目には、繊維強化樹脂または繊維強化金属からなる棒体が挿通され、三次元組織体が形成される。複合材料は、三次元組織体に樹脂を含浸して固化することにより成形される。その後、複合材料は、突出している棒体が切削により除去され、所望の形状に加工される。
特許文献2に開示された三次元繊維強化複合材料は、次のように構成される。強化繊維の織物又は一方向配向プリプレグの繊維軸を多方向へ規則的に向けて積層した繊維積層体を形成する。繊維積層体は2枚の多孔板で挟まれ、一方の多孔板の孔から他方の多孔板の孔へ針状体が挿入される。多孔板間の繊維積層体を高圧力で挟圧保持しながら、針状体と強化繊維束片とが置換され、強化繊維束片が繊維積層体内に挿入固定される。三次元繊維強化複合材料は、強化繊維束片を挿入した繊維積層体内に未硬化マトリックスを含浸し、加熱又は冷却してマトリックスを硬化した後、繊維積層体の挟圧保持を解除することにより成形される。
繊維強化複合材の成形方法として、繊維強化樹脂または繊維強化金属からなる棒体が挿通された三次元組織体あるいは強化繊維束片が挿入された繊維積層体からなるプリフォームを賦形し、その後、賦形されたプリフォームに樹脂を含浸し、硬化することにより所望の形状を得る方法がある。特許文献1に開示された三次元組織体では、積層体に繊維強化樹脂または繊維強化金属からなる硬化された棒体が挿入されているため、プリフォームの段階で賦形することが困難である。また、プリフォームを変形させた時、積層体の一部が棒体から抜けて、離脱する恐れがある。
特許文献2では、樹脂で硬化されていない強化繊維束片が繊維積層体に挿入されているため、プリフォームの段階での賦形は容易となる。しかし、強化繊維束片は繊維積層体に挿入されただけの形態であるため、繊維積層体を種々の形状に変形させた時、強化繊維束片の端部に位置する繊維積層体が強化繊維束片から抜け、離脱する恐れがある。
本願発明は、プリフォームの賦形性を向上するとともに強化繊維積層体と強化繊維積層体に対し垂直方向に挿入される強化繊維束片との離脱を防止することを目的とする。
請求項1は、水平面で交差するX軸方向の強化繊維面内糸とY軸方向の強化繊維面内糸を少なくとも有する強化繊維積層体を形成し、前記強化繊維積層体の積層方向に対し垂直方向に強化繊維束片を挿入した三次元繊維構造体からなるプリフォームにおいて、前記強化繊維束片は、強化繊維と熱可塑性繊維とから形成され、加熱溶融された前記熱可塑性繊維により前記強化繊維を前記強化繊維積層体に接合した接合部を有することを特徴とする。
請求項1によれば、加熱溶融された熱可塑性繊維により強化繊維束片と強化繊維積層体とを接合することができるため、強化繊維積層体と強化繊維束片とを一体化し、強化繊維束片からの強化繊維積層体を構成する層の離脱を防止できる。また、強化繊維束片が硬化されていないため、プリフォームの賦形性を高めることができる。
請求項2は、前記強化繊維束片は、前記強化繊維束片の両端部側に前記強化繊維積層体との前記接合部を有し、前記強化繊維束片の長さ方向の中央部側に前記強化繊維積層体との非接合部を有することを特徴とする。請求項2によれば、強化繊維束片の中央部側が強化繊維積層体と接合されていないため、プリフォームの賦形性をより高めることができる。また、強化繊維束片の両端部側では強化繊維束片と強化繊維積層体とが接合されているため、強化繊維束片の中央部側が強化繊維積層体と接合されていなくても層が離脱することはない。
請求項3は、加熱溶融された前記熱可塑性繊維は、前記強化繊維束片を形成する前記強化繊維の間を接合していることを特徴とする。請求項3によれば、強化繊維束片を形成する複数の強化繊維の間が接合され、さらに強化繊維束片が強化繊維積層体に接合されているため、強化繊維束片からの強化繊維の一部離脱の恐れが無く、プリフォームの強度低下を防止することができる。
請求項4は、前記強化繊維束片は、前記強化繊維積層体の表面層から突出し、前記表面層の表面に前記強化繊維と前記熱可塑性繊維とをフランジ状に拡開した状態で加熱溶融された前記熱可塑性繊維により前記強化繊維を前記表面層の表面に接合した前記接合部を有することを特徴とする。請求項4によれば、強化繊維束片は強化繊維積層体の表面層の表面で接合されているため、強化繊維積層体からの表面層の離脱を防止し、プリフォームの賦形性を高めることができる。
本願発明は、プリフォームの賦形性を高めながら強化繊維積層体と強化繊維積層体に対し垂直方向に挿入される強化繊維束片との離脱を防止することができる。
(第1の実施形態)
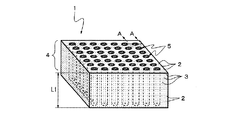
第1の実施形態を図1〜図5に基づいて説明する。図1は、方形状に形成された三次元繊維構造体からなるプリフォーム1を示す。プリフォーム1は、水平に配列された複数のX軸方向の強化繊維面内糸(以下、X方向糸)2とX方向糸2に対して水平面で直角に交差する複数のY軸方向の強化繊維面内糸(以下、Y方向糸)3とをそれぞれ1層として複数層を積層した強化繊維積層体4を有する。X方向糸2及びY方向糸3は、炭素繊維、ガラス繊維及び有機繊維(合成繊維等)等の強化繊維を使用している。なお、本実施形態は、X方向糸2及びY方向糸3からなる層を18層に積層している。
第1の実施形態を図1〜図5に基づいて説明する。図1は、方形状に形成された三次元繊維構造体からなるプリフォーム1を示す。プリフォーム1は、水平に配列された複数のX軸方向の強化繊維面内糸(以下、X方向糸)2とX方向糸2に対して水平面で直角に交差する複数のY軸方向の強化繊維面内糸(以下、Y方向糸)3とをそれぞれ1層として複数層を積層した強化繊維積層体4を有する。X方向糸2及びY方向糸3は、炭素繊維、ガラス繊維及び有機繊維(合成繊維等)等の強化繊維を使用している。なお、本実施形態は、X方向糸2及びY方向糸3からなる層を18層に積層している。
また、プリフォーム1は、強化繊維積層体4の積層方向に対して垂直方向に挿入された強化繊維束片5を有する。強化繊維束片5は、積層された強化繊維積層体4の厚み(強化繊維束片5の挿入方向の厚み)L1と同等の長さに揃えられ、強化繊維積層体4の水平面上で一定のピッチとなるように位置決めされた複数箇所(本実施形態では、49箇所)に挿入されている。強化繊維束片5は、図2及び図3に示すように、X方向糸2及びY方向糸3と同一種類の強化繊維6と熱可塑性繊維7とを混繊したコミングル繊維束によって構成されている。なお、強化繊維束片5のX方向糸2やY方向糸3に対する太さは、図中では誇張して図示されているが、X方向糸2及びY方向糸3と強化繊維束片5とは同じ太さの繊維束であってもよい。
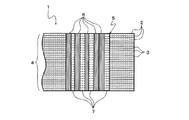
プリフォーム1は、強化繊維積層体4に強化繊維束片5を挿入後、例えば、加熱炉のような適宜加熱手段(図示せず)により、プリフォーム1全体が熱可塑性繊維7の溶融温度以上に加熱される。図4及び図5に示すように、強化繊維束片5の周辺に位置する加熱溶融された熱可塑性繊維7は、強化繊維束片5の周辺の強化繊維6を強化繊維積層体4のX方向糸2及びY方向糸3に接合する。このため、強化繊維束片5には、強化繊維積層体4と接合する接合部8が形成されている。また、強化繊維束片5の中心側の加熱溶融された熱可塑性繊維7は、強化繊維6の相互間を接合するため、強化繊維束片5には、強化繊維6の間を接合する接合部9が形成されている。
なお、強化繊維6を強化繊維積層体4に接合する接合部8を強化繊維束片5に形成したプリフォーム1は、所望の形状に賦形された後、例えば、熱硬化性樹脂を含浸されて加熱硬化され、所望の形状の繊維強化複合材に成形される。
本実施形態では、プリフォーム1が全体を加熱されるため、加熱溶融された熱可塑性繊維7は、図5に示すように、強化繊維積層体4の厚さL1方向全域に接合部8及び接合部9を形成する。強化繊維積層体4及び強化繊維束片5は、接合部8及び接合部9によって一体化されるため、プリフォーム1は、強化繊維積層体4の一部と強化繊維束片5との離脱を招くこと無く、大きな変形を伴う複雑な形状であっても自由に賦形される。
(第2の実施形態)
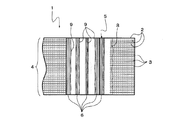
図6は、第2の実施形態を示したもので、第1の実施形態と同一の構成については同一の符号を付し、詳細な説明を省略する。第2の実施形態は、プリフォーム1の加熱領域を強化繊維束片5の端面10側及び端面11側に特定し、両端面10、11側に加熱溶融された熱可塑性繊維7による接合部12、13を形成した構成である。
図6は、第2の実施形態を示したもので、第1の実施形態と同一の構成については同一の符号を付し、詳細な説明を省略する。第2の実施形態は、プリフォーム1の加熱領域を強化繊維束片5の端面10側及び端面11側に特定し、両端面10、11側に加熱溶融された熱可塑性繊維7による接合部12、13を形成した構成である。
プリフォーム1の加熱は、強化繊維積層体4に対して、端面10側の3層と端面11側の3層程度を加熱可能な加熱手段を用いて行うことができる。例えば、強化繊維積層体4の周囲から加熱手段を当てるか、あるいは端面10及び端面11に加熱手段を当てることにより、熱可塑性繊維7を加熱することが可能である。
端面10側で加熱溶融された熱可塑性繊維7は、強化繊維束片5の一方の端部を強化繊維積層体4に接合し、端面11側で加熱溶融された熱可塑性繊維7は、強化繊維束片5の他方の端部を強化繊維積層体4に接合する。また、加熱溶融された熱可塑性繊維7は、強化繊維束片5を構成する強化繊維6の間を接合する。従って、強化繊維束片5には、端面10側に接合部12が形成され、端面11側に接合部13が形成されることにより、強化繊維積層体4と強化繊維束片5とが一体化される。また、強化繊維束片5の長さ方向の中央部14側は、加熱されることが無いため、強化繊維束片5の中央部14側には、強化繊維積層体4との非接合部が形成される。
第2の実施形態では、強化繊維束片5の両端面10、11側に形成された接合部12、13により、強化繊維積層体4の両端面10、11側の層が強化繊維束片5から離脱することを防止する。また、強化繊維束片5の中央部14側に非接合部を形成することにより、プリフォーム1の賦形性をより高めることができる。また、強化繊維束片5の両端面10、11側では強化繊維束片5と強化繊維積層体4とが接合されているため、強化繊維束片5の中央部14側が強化繊維積層体4と接合されていなくても層が離脱することはない。
(第3の実施形態)
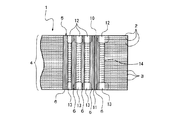
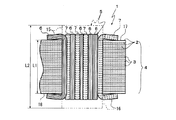
図7〜図9は、第3の実施形態を示したもので、第1の実施形態と同一の構成については同一の符号を付し、詳細な説明を省略する。第3の実施形態では、強化繊維束片5の長さL2が強化繊維積層体4の厚さL1より長く構成されている。強化繊維束片5が強化繊維積層体4に挿入された時、強化繊維束片5の両端部15、16は、図7の仮想線で示すように、強化繊維積層体4の第1層となる一方の表面層の表面17及び第18層となる他方の表面層の表面18から外方に突出している。
図7〜図9は、第3の実施形態を示したもので、第1の実施形態と同一の構成については同一の符号を付し、詳細な説明を省略する。第3の実施形態では、強化繊維束片5の長さL2が強化繊維積層体4の厚さL1より長く構成されている。強化繊維束片5が強化繊維積層体4に挿入された時、強化繊維束片5の両端部15、16は、図7の仮想線で示すように、強化繊維積層体4の第1層となる一方の表面層の表面17及び第18層となる他方の表面層の表面18から外方に突出している。
強化繊維束片5の両端部15、16は、図7及び図8に示すように、強化繊維6及び熱可塑性繊維7が表面17及び表面18にフランジ状に拡げられる。なお、図8では、理解し易いように、強化繊維束片5の周辺側の強化繊維6及び熱可塑性繊維7が拡げられた状態のみを示し、中心側の強化繊維6及び熱可塑性繊維7は位置のみを仮想線で示している。
強化繊維束片5の両端部15、16の強化繊維6及び熱可塑性繊維7がフランジ状に拡開された状態で、強化繊維積層体4の表面17、18に加熱手段を当て、加熱することにより、熱可塑性繊維7が溶融される。加熱溶融された熱可塑性繊維7は、図9に示すように、強化繊維6を強化繊維積層体4の表面17、18に接合し、また、強化繊維6の間を接合する。このため、強化繊維束片5の両端部15、16には、強化繊維6を強化繊維積層体4の表面17、18に接合した接合部19が形成される。なお、強化繊維積層体4の内部に挿入されている強化繊維束片5は加熱されないため、強化繊維積層体4との接合部は形成されず、プリフォーム1の賦形性を向上させる。
第3の実施形態では、強化繊維積層体4の表面17、18に接合部19が形成されるため、強化繊維積層体4の一部が強化繊維束片5から離脱することを防止できるとともに、プリフォーム1の賦形性を高めることができる。
本願発明は、前記した各実施形態の構成に限定されるものではなく、本願発明の趣旨の範囲内で種々の変更が可能であり、次のように実施することができる。
(1)第1〜第3の実施形態において、強化繊維束片5は、コミングル繊維束に限らず、強化繊維6に熱可塑性繊維7を巻付けたカバーリング繊維束あるいは強化繊維6に熱可塑性繊維7を組み合わせたブレイディング繊維束によって構成しても良い。なお、カバーリング繊維束は、熱可塑性繊維7の巻付けにおいて、種々の巻付けピッチを組み合わせることができるため、接合部8、9を部分的に形成し易い利点がある。
(2)第1〜第3の実施形態において、強化繊維積層体4は、X方向糸2となる緯糸及びY方向糸3となる経糸により織成された平面織物の層を複数層積層して構成しても良い。また、強化繊維積層体4は、X方向糸2及びY方向糸3に加えてX方向糸2又はY方向糸3に対して斜状に交差するバイアス糸を加えた層を複数層積層して構成しても良い。
(3)第3の実施形態において、強化繊維積層体4の全体あるいは一部を加熱して、強化繊維積層体4内で強化繊維束片5の全体又は一部に接合部を形成するように構成しても良い。
(3)第3の実施形態において、強化繊維積層体4の全体あるいは一部を加熱して、強化繊維積層体4内で強化繊維束片5の全体又は一部に接合部を形成するように構成しても良い。
1 プリフォーム
2 X方向糸(X軸方向の強化繊維面内糸)
3 Y方向糸(Y軸方向の強化繊維面内糸)
4 強化繊維積層体
5 強化繊維束片
6 強化繊維
7 熱可塑性繊維
8、9、12、13、19 接合部
10、11 強化繊維束片の端面
14 強化繊維束片の中央部
15、16 強化繊維束片の端部
17、18 表面層の表面
L1 強化繊維積層体の厚み
L2 強化繊維束辺の長さ
2 X方向糸(X軸方向の強化繊維面内糸)
3 Y方向糸(Y軸方向の強化繊維面内糸)
4 強化繊維積層体
5 強化繊維束片
6 強化繊維
7 熱可塑性繊維
8、9、12、13、19 接合部
10、11 強化繊維束片の端面
14 強化繊維束片の中央部
15、16 強化繊維束片の端部
17、18 表面層の表面
L1 強化繊維積層体の厚み
L2 強化繊維束辺の長さ
Claims (4)
- 水平面で交差するX軸方向の強化繊維面内糸とY軸方向の強化繊維面内糸を少なくとも有する強化繊維積層体を形成し、前記強化繊維積層体の積層方向に対し垂直方向に強化繊維束片を挿入した三次元繊維構造体からなるプリフォームにおいて、
前記強化繊維束片は、強化繊維と熱可塑性繊維とから形成され、加熱溶融された前記熱可塑性繊維により前記強化繊維を前記強化繊維積層体に接合した接合部を有することを特徴とするプリフォーム。 - 前記強化繊維束片は、前記強化繊維束片の両端部側に前記強化繊維積層体との前記接合部を有し、前記強化繊維束片の長さ方向の中央部側に前記強化繊維積層体との非接合部を有することを特徴とする請求項1に記載のプリフォーム。
- 加熱溶融された前記熱可塑性繊維は、前記強化繊維束片を形成する前記強化繊維の間を接合していることを特徴とする請求項1又は請求項2に記載のプリフォーム。
- 前記強化繊維束片は、前記強化繊維積層体の表面層から突出し、前記表面層の表面に前記強化繊維と前記熱可塑性繊維とをフランジ状に拡開した状態で加熱溶融された前記熱可塑性繊維により前記強化繊維を前記表面層の表面に接合した前記接合部を有することを特徴とする請求項1〜請求項3のいずれか1項に記載のプリフォーム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013241121A JP2015100930A (ja) | 2013-11-21 | 2013-11-21 | プリフォーム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013241121A JP2015100930A (ja) | 2013-11-21 | 2013-11-21 | プリフォーム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015100930A true JP2015100930A (ja) | 2015-06-04 |
Family
ID=53377083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013241121A Pending JP2015100930A (ja) | 2013-11-21 | 2013-11-21 | プリフォーム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015100930A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017205977A (ja) * | 2016-05-20 | 2017-11-24 | 日産自動車株式会社 | プリフォーム、該プリフォームの製造方法、及び上記プリフォームを用いた繊維強化プラスチック。 |
| JP2018021268A (ja) * | 2016-08-01 | 2018-02-08 | 三菱重工業株式会社 | 繊維含有材料、面外補強糸の挿入方法及び繊維含有材料の製造方法 |
-
2013
- 2013-11-21 JP JP2013241121A patent/JP2015100930A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017205977A (ja) * | 2016-05-20 | 2017-11-24 | 日産自動車株式会社 | プリフォーム、該プリフォームの製造方法、及び上記プリフォームを用いた繊維強化プラスチック。 |
| JP2018021268A (ja) * | 2016-08-01 | 2018-02-08 | 三菱重工業株式会社 | 繊維含有材料、面外補強糸の挿入方法及び繊維含有材料の製造方法 |
| WO2018025489A1 (ja) * | 2016-08-01 | 2018-02-08 | 三菱重工業株式会社 | 繊維含有材料、面外補強糸の挿入方法及び繊維含有材料の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5406850B2 (ja) | 交差壁を伴う閉じ構造を織る方法 | |
| JP5872471B2 (ja) | 織りプリフォーム、コンポジットおよびその製造方法 | |
| JP5852542B2 (ja) | 炭素繊維強化複合材用織物およびその製造方法 | |
| JP5920471B2 (ja) | 三次元繊維強化複合材及び三次元繊維強化複合材の製造方法 | |
| JP6699752B2 (ja) | 複合材料用強化基材、複合材料および複合材料用強化基材の製造方法 | |
| US20210370620A1 (en) | Semi-Finished Product And Method For Producing A Structural Component | |
| JP5880671B1 (ja) | 衝撃吸収材、及び衝撃吸収材の製造方法 | |
| WO2016203576A1 (ja) | 複合部材 | |
| EP3190307B1 (en) | Energy-absorbing member | |
| JP4544266B2 (ja) | 繊維強化複合材 | |
| WO2017026355A1 (ja) | 防振部材及び防振部材の製造方法 | |
| JP2015100930A (ja) | プリフォーム | |
| JP2007152672A (ja) | 3次元繊維強化樹脂複合材及び3次元織物 | |
| JP5874802B1 (ja) | 繊維構造体及び繊維強化複合材 | |
| JP5990030B2 (ja) | 繊維強化プラスチック構造物成型方法及びVaRTM用強化繊維シートの製造方法 | |
| JP2015080944A (ja) | 繊維強化樹脂 | |
| JP2010522652A (ja) | 熱可塑性複合部品の成形による製造方法 | |
| JP4019822B2 (ja) | 繊維強化複合材の製造方法 | |
| JP3915614B2 (ja) | 変形部分を有する繊維構造体及び複合材 | |
| CN110116522B (zh) | 包含主层和加强层的预浸渍部件 | |
| JP6862994B2 (ja) | 複合強化繊維シート | |
| JP6888364B2 (ja) | 強化繊維シート | |
| JP2013059949A (ja) | 複合材料構造体及びその製造方法 | |
| JP2018066086A (ja) | Rtm成形用繊維プリフォーム及び繊維強化複合材 | |
| JP4837897B2 (ja) | 繊維強化樹脂およびその製造方法 |