JP2015047691A - 化学機械研磨パッド - Google Patents
化学機械研磨パッド Download PDFInfo
- Publication number
- JP2015047691A JP2015047691A JP2014174664A JP2014174664A JP2015047691A JP 2015047691 A JP2015047691 A JP 2015047691A JP 2014174664 A JP2014174664 A JP 2014174664A JP 2014174664 A JP2014174664 A JP 2014174664A JP 2015047691 A JP2015047691 A JP 2015047691A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- layer
- chemical mechanical
- polishing layer
- polishing pad
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/24—Lapping pads for working plane surfaces characterised by the composition or properties of the pad materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/205—Lapping pads for working plane surfaces provided with a window for inspecting the surface of the work being lapped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B37/00—Lapping machines or devices; Accessories
- B24B37/11—Lapping tools
- B24B37/20—Lapping pads for working plane surfaces
- B24B37/22—Lapping pads for working plane surfaces characterised by a multi-layered structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/48—Polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/65—Low-molecular-weight compounds having active hydrogen with high-molecular-weight compounds having active hydrogen
- C08G18/66—Compounds of groups C08G18/42, C08G18/48, or C08G18/52
- C08G18/6666—Compounds of group C08G18/48 or C08G18/52
- C08G18/667—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38
- C08G18/6681—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38 with compounds of group C08G18/32 or C08G18/3271 and/or polyamines of C08G18/38
- C08G18/6685—Compounds of group C08G18/48 or C08G18/52 with compounds of group C08G18/32 or polyamines of C08G18/38 with compounds of group C08G18/32 or C08G18/3271 and/or polyamines of C08G18/38 with compounds of group C08G18/3225 or polyamines of C08G18/38
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/08—Processes
- C08G18/10—Prepolymer processes involving reaction of isocyanates or isothiocyanates with compounds having active hydrogen in a first reaction step
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/30—Low-molecular-weight compounds
- C08G18/38—Low-molecular-weight compounds having heteroatoms other than oxygen
- C08G18/3802—Low-molecular-weight compounds having heteroatoms other than oxygen having halogens
- C08G18/3814—Polyamines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Polyurethanes Or Polyureas (AREA)
Abstract
【課題】欠陥形成を最小限にしながらも平坦化の程度を提供する性質の適切なバランスを示す化学機械研磨パッドを提供する。【解決手段】研磨層20、硬質層25及び研磨層を硬質層に接着するホットメルト接着剤23を含み、研磨層が、0.6よりも高い比重、60〜90のショアD硬さ、100〜300%の破断点伸び及び初期加水分解安定性と持続的加水分解不安定性との独自の組み合わせを示す。【選択図】図1
Description
本発明は、化学機械研磨パッド及びそれを製造し、使用する方法に関する。より具体的には、本発明は、研磨層と、硬質層と、研磨層を硬質層に接着するホットメルト接着剤とを含み、研磨層が、0.6よりも高い比重、60〜90のショアD硬さ、100〜300%の破断点伸び及び初期加水分解安定性と持続的加水分解不安定性との独自の組み合わせを示し、研磨層が、基材を研磨するように適合された研磨面を有する、化学機械研磨パッドに関する。
半導体の製造は通常、いくつかの化学機械平坦化(CMP)工程を含む。各CMP工程において、研磨パッドが、研磨溶液、たとえば砥粒含有研磨スラリー又は無砥粒反応性液と組み合わさって、後続の層の受け入れに備えて平坦化する、又は平坦さを維持するようなやり方で余剰材料を除去する。これらの層の積み重ねが、集積回路を形成するようなやり方で組み合わさる。これらの半導体素子の製造は、より高い作動速度、より少ない漏れ電流及び低下した電力消費を有する素子に対する要求のせいで、より複雑化し続けている。素子アーキテクチャの点では、これは、より微細な形体幾何学及び増大したメタライゼーションレベルと言い換えることができる。これらのますます厳しくなる素子設計要求が、より低い誘電率を有する新たな絶縁材料とともに銅メタライゼーションの採用を強要している。多くの場合、low-k及び超low-k絶縁体と関連する低下した物性が、素子の増大した複雑さと組み合わさって、CMP消費材料、たとえば研磨パッド及び研磨溶液に対する、より大きな要求を招くに至った。
特に、low-k及び超low-k絶縁体は、従来の絶縁体に比べて低い機械的強度及び劣る付着性を有する傾向にあり、平坦化をより困難にする。加えて、集積回路の形体サイズが縮小するにつれ、CMP誘発欠陥、たとえばスクラッチがより大きな問題になる。さらに、集積回路の膜厚さの減少が、ウェーハ基材に対して許容可能なトポグラフィーを提供すると同時に欠陥率を改善することを要求する。これらのトポグラフィー要件は、ますます厳格な平坦さ、ディッシング及びエロージョン規格を要求する。
ポリウレタン研磨パッドが、多様な厳しい高精度研磨用途に使用される主要なパッドケミストリーである。ポリウレタン研磨パッドは、シリコンウェーハ、パターン付きウェーハ、フラットパネル表示装置及び磁気記憶ディスクを研磨するのに有効である。特に、ポリウレタン研磨パッドは、集積回路を作製するために使用される大部分の研磨作業に関して機械的結着性及び耐薬品性を提供する。たとえば、ポリウレタン研磨パッドは、引き裂きに抵抗する高い強度、研磨中の摩耗問題を回避させる耐摩耗性ならびに強酸性及び強腐食性の研磨溶液による攻撃に抵抗する安定性を有する。
ポリウレタン研磨層のファミリーがKulpによって米国特許第8,288,448号に開示されている。Kulpは、プレポリマーポリオールと多官能イソシアネートとのプレポリマー反応から形成されるイソシアネート末端反応生成物で形成されるキャストポリウレタンポリマー材料を含む研磨パッドを開示している。イソシアネート末端反応生成物は4.5〜8.7重量%の未反応NCOを有し、イソシアネート末端反応生成物は、硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤で硬化させられる。
それにもかかわらず、欠陥形成を最小限にしながらも平坦化の程度を提供する性質の適切なバランスを示す化学機械研磨パッドの必要性が絶えずある。
本発明は、研磨面、ベース面及び研磨面に対して垂直な方向に研磨面からベース面までで計測される平均厚さTP-avgを有する研磨層であって、研磨層がキャストポリウレタンであり、キャストポリウレタンが、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、8〜9.5重量%の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに場合によっては(c)複数の微小エレメントを含む成分の反応生成物であり、研磨層が、0.6よりも高い比重、60〜90のショアD硬さ及び100〜300%の破断点伸びを示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性を示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち≧1.75%変化する持続的加水分解不安定性を示す研磨層と、上面及び下面を有する硬質層と、研磨層のベース面と硬質層の上面との間に挿入された、研磨層を硬質層に接着するホットメルト接着剤と、スタック側及びプラテン側を有する感圧プラテン接着剤層であって、スタック側が硬質層の下面に隣接する感圧プラテン接着剤層と、場合によっては、感圧プラテン接着剤層のプラテン側に配置される任意選択の剥離ライナとを含む化学機械研磨パッドを提供する。
本発明は、研磨面、ベース面及び研磨面に対して垂直な方向に研磨面からベース面までで計測される平均厚さTP-avgを有する研磨層であって、研磨層がキャストポリウレタンであり、キャストポリウレタンが、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、8〜9.5重量%の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに場合によっては(c)複数の微小エレメントを含む成分の反応生成物であり、硬化剤及びイソシアネート末端プレポリマーが、80〜<95%の、未反応NCOに対するOH又はNH2の化学量論比を有し、研磨層が、0.6よりも高い比重、60〜90のショアD硬さ及び100〜300%の破断点伸びを示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性を示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち1.75〜3.5%変化する持続的加水分解不安定性を示す研磨層と、上面及び下面を有する硬質層と、研磨層のベース面と硬質層の上面との間に挿入された、研磨層を硬質層に接着するホットメルト接着剤と、スタック側及びプラテン側を有する感圧プラテン接着剤層であって、スタック側が硬質層の下面に隣接する感圧プラテン接着剤層と、場合によっては、感圧プラテン接着剤層のプラテン側に配置される任意選択の剥離ライナとを含む化学機械研磨パッドを提供する。
本発明は、研磨面、ベース面及び研磨面に対して垂直な方向に研磨面からベース面までで計測される平均厚さTP-avgを有する研磨層であって、研磨層がキャストポリウレタンであり、キャストポリウレタンが、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、8〜9.5重量%の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに場合によっては(c)複数の微小エレメントを含む成分の反応生成物であり、研磨層が、0.6よりも高い比重、60〜90のショアD硬さ及び100〜300%の破断点伸びを示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性を示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち1.75〜3.5%変化する持続的加水分解不安定性を示す研磨層と、上面及び下面を有する硬質層であって、二軸延伸ポリエチレンテレフタレートでできており、6〜15ミルの平均厚さを有し、3,000〜7,000MPaのヤング率を示す硬質層と、研磨層のベース面と硬質層の上面との間に挿入された、研磨層を硬質層に接着するホットメルト接着剤と、スタック側及びプラテン側を有する感圧プラテン接着剤層であって、スタック側が硬質層の下面に隣接する感圧プラテン接着剤層と、場合によっては、感圧プラテン接着剤層のプラテン側に配置される任意選択の剥離ライナとを含む化学機械研磨パッドを提供する。
本発明は、研磨面、ベース面及び研磨面に対して垂直な方向に研磨面からベース面までで計測される平均厚さTP-avgを有する研磨層であって、研磨層がキャストポリウレタンであり、キャストポリウレタンが、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、>8.7〜9の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに場合によっては(c)複数の微小エレメントを含む成分の反応生成物であり、研磨層が、0.6よりも高い比重、60〜90のショアD硬さ及び100〜300%の破断点伸びを示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性を示し、研磨層が、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち1.75〜3.5%変化する持続的加水分解不安定性を示す研磨層と、上面及び下面を有する硬質層と、研磨層のベース面と硬質層の上面との間に挿入された、研磨層を硬質層に接着するホットメルト接着剤と、スタック側及びプラテン側を有する感圧プラテン接着剤層であって、スタック側が硬質層の下面に隣接する感圧プラテン接着剤層と、場合によっては、感圧プラテン接着剤層のプラテン側に配置される任意選択の剥離ライナと、終点検出ウィンドウとを含む化学機械研磨パッドを提供する。
本発明は、磁性基材、光学基材及び半導体基材の少なくとも一つから選択される基材を提供する工程、本発明の化学機械研磨パッドを提供する工程、研磨層の研磨面と基材との間に動的接触を生じさせて基材の表面を研磨する工程、及び砥粒コンディショナによって研磨面をコンディショニングする工程を含む、基材を研磨する方法を提供する。
詳細な説明
従来のポリウレタン研磨層は、加水分解安定性及び長期加水分解安定性の両方を示すポリウレタン材料を使用して設計されている。従来の見識は、ポリウレタン材料は、化学機械研磨層における使用のために水中に長期間浸漬されたときでも寸法安定性を維持しなければならないということである。本出願人は、驚くことに、0.6よりも高い比重、60〜90のショアD硬さ、100〜300%の破断点伸び及び初期加水分解安定性と持続的加水分解不安定性との独自の組み合わせを示す研磨層を有する本発明の化学機械研磨パッドが、素子収率の低下を招きかねない欠陥、特にスクラッチ欠陥を最小限にしながらも改善された平坦化性能を提供するということを見いだした。本発明の研磨層によって示される性質の独自のバランスは、たとえば、欠陥形成を最小限にしながらも、露出した銅フィーチャーを有する半導体ウェーハの効果的な平坦化を可能にする。
従来のポリウレタン研磨層は、加水分解安定性及び長期加水分解安定性の両方を示すポリウレタン材料を使用して設計されている。従来の見識は、ポリウレタン材料は、化学機械研磨層における使用のために水中に長期間浸漬されたときでも寸法安定性を維持しなければならないということである。本出願人は、驚くことに、0.6よりも高い比重、60〜90のショアD硬さ、100〜300%の破断点伸び及び初期加水分解安定性と持続的加水分解不安定性との独自の組み合わせを示す研磨層を有する本発明の化学機械研磨パッドが、素子収率の低下を招きかねない欠陥、特にスクラッチ欠陥を最小限にしながらも改善された平坦化性能を提供するということを見いだした。本発明の研磨層によって示される性質の独自のバランスは、たとえば、欠陥形成を最小限にしながらも、露出した銅フィーチャーを有する半導体ウェーハの効果的な平坦化を可能にする。
本明細書及び特許請求の範囲の中で研磨面(14)を有する化学機械研磨パッド(10)に関して使用される「平均全厚さTT-avg」とは、研磨面(14)に対して垂直な方向に研磨面(14)から硬質層(25)の下面(27)までで計測される化学機械研磨パッドの平均厚さTTをいう(図1、2、5及び7〜10を参照)。
本明細書及び特許請求の範囲の中で研磨層に関して使用される「初期加水分解安定性」とは、実施例に記載される手順にしたがって計測して、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化することをいう。
本明細書及び特許請求の範囲の中で研磨層に関して使用される「長期加水分解安定性」とは、実施例に記載される手順にしたがって計測して、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち<1.75%変化することをいう。
本明細書及び特許請求の範囲の中で研磨層に関して使用される「持続的加水分解不安定性」とは、実施例に記載される手順にしたがって計測して、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち≧1.75%変化することをいう。
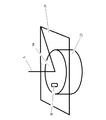
本明細書及び特許請求の範囲の中で化学機械研磨パッド(10)に関して使用される「実質的に円形の断面」とは、中心軸(12)から研磨層(20)の研磨面(14)の外周(15)までの断面の最長半径rが中心軸(12)から研磨面(14)の外周(15)までの断面の最短半径rよりも≦20%しか長くないことをいう(図1を参照)。
本発明の化学機械研磨パッド(10)は、好ましくは、中心軸(12)を中心に回転するように適合されている(図1を参照)。好ましくは、研磨層(20)の研磨面(14)は、中心軸(12)に対して垂直な平面(28)にある。化学機械研磨パッド(10)は、好ましくは、中心軸(12)に対して85〜95°、好ましくは中心軸(12)に対して90°の角度γにある平面(28)において回転するように適合されている。好ましくは、研磨層(20)は、中心軸(12)に対して垂直な実質的に円形の断面を有する研磨面(14)を有する。好ましくは、中心軸(12)に対して垂直な研磨面(14)の断面の半径rは、断面に関して≦20%、より好ましくは断面に関して≦10%しか変化しない。
本発明の化学機械研磨パッド(10)は、磁性基材、光学基材及び半導体基材の少なくとも一つから選択される基材の研磨を容易にするように具体的に設計されている。好ましくは、本発明の化学機械研磨パッド(10)は、半導体基材の研磨を容易にするように設計されている。より好ましくは、本発明の化学機械研磨パッド(10)は、半導体ウェーハ基材の表面上の露出した銅フィーチャーの研磨を容易にするように設計されている。
本発明の化学機械研磨パッド(10)は、研磨面(14)、ベース面(17)及び研磨面(14)に対して垂直な方向に研磨面(14)からベース面(17)までで計測される平均厚さTP-avgを有する研磨層(20)と、上面(26)及び下面(27)を有する硬質層(25)と、研磨層(20)のベース面(17)と硬質層(25)の上面(26)との間に挿入された、研磨層(20)を硬質層(25)に接着するホットメルト接着剤(23)と、場合によっては、硬質層(25)の下面(27)に配置される感圧プラテン接着剤層(70)(好ましくは、任意選択の感圧プラテン接着剤層は、研磨機への化学機械研磨パッドの取り付けを容易にする)と、場合によっては、剥離ライナ(75)(感圧プラテン接着剤層(70)が硬質層(25)の下面(27)と任意選択の剥離ライナ(75)との間に挿入される)と、場合によっては、終点検出ウィンドウ(30)(好ましくは、終点検出ウィンドウはインサイチュー研磨終点検出を容易にする)とを含み、研磨層(20)はキャストポリウレタンであり、キャストポリウレタンは、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、8〜9.5重量%(好ましくは8.65〜9.05重量%、より好ましくは>8.7〜9重量%)の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに(c)場合によっては、複数の微小エレメントを含む成分の反応生成物であり、研磨層(20)は、0.6よりも高い比重、60〜90(好ましくは>60〜75、より好ましくは61〜75、もっとも好ましくは>65〜70)のショアD硬さ及び100〜300%(好ましくは100〜200%、より好ましくは125〜175%、もっとも好ましくは150〜160%)の破断点伸びを示し、研磨層(20)は、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性(実施例に記載される方法にしたがって計測)を示し、研磨層(20)は、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち≧1.75%(好ましくは1.75〜5%、より好ましくは1.75〜3.5%、もっとも好ましくは2〜3%)変化する持続的加水分解不安定性(実施例に記載される方法にしたがって計測)を示す(図1〜10を参照)。
好ましくは、研磨層(20)の形成に使用される多官能イソシアネートは、脂肪族多官能イソシアネート、芳香族多官能イソシアネート及びそれらの混合物からなる群より選択される。好ましくは、研磨層(20)の形成に使用される多官能イソシアネートは二つの反応性イソシアネート基(すなわちNCO)を含有する。より好ましくは、研磨層(20)の形成に使用される多官能イソシアネートは、2,4−トルエンジイソシアネート、2,6−トルエンジイソシアネート、4,4′−ジフェニルメタンジイソシアネート、ナフタレン−1,5−ジイソシアネート、トリジンジイソシアネート、パラ−フェニレンジイソシアネート、キシリレンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート、4,4′−ジシクロヘキシルメタンジイソシアネート、シクロヘキサンジイソシアネート及びそれらの混合物からなる群より選択されるジイソシアネートである。もっとも好ましくは、研磨層(20)の形成に使用される多官能イソシアネートはトルエンジイソシアネート(好ましくは、2,4−トルエンジイソシアネート、2,6−トルエンジイソシアネート及びそれらの混合物からなる群より選択されるトルエンジイソシアネート)である。
好ましくは、研磨層(20)の形成に使用されるイソシアネート末端プレポリマーは8〜9.5重量%の未反応イソシアネート(NCO)基を有する。より好ましくは、研磨層(20)の形成に使用されるイソシアネート末端プレポリマーは8.65〜9.05重量%(もっとも好ましくは>8.7〜9重量%)の未反応イソシアネート(NCO)基を有する。
好ましくは、ポリエーテル系ポリオールは、ポリプロピレングリコール系ポリオールであり、8〜9.5重量%(より好ましくは8.65〜9.05重量%、もっとも好ましくは>8.7〜9重量%)の未反応イソシアネート(NCO)濃度を有する。市販されているポリプロピレングリコール系イソシアネート末端ウレタンプレポリマーの例は、Imuthane(登録商標)プレポリマー(COIM USA, Inc.から市販されているもの、たとえばPPT-80A、PPT-90A、PPT-95A、PPT-65D、PPT-75D)、Adiprene(登録商標)プレポリマー(Chemturaから市販されているもの、たとえばLFG963A、LFG964A、LFG740D)及びAndur(登録商標)プレポリマー(Anderson Development Companyから市販されているもの、たとえば8000APLF、9500APLF、6500DPLF、7501DPLF)を含む。
好ましくは、研磨層(20)の形成に使用されるイソシアネート末端プレポリマーは、0.1重量%未満の遊離トルエンジイソシアネート(TDI)モノマー含量を有する、低遊離のイソシアネート末端ウレタンプレポリマーである。
好ましくは、研磨層(20)の形成に使用される硬化剤は、ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される。より好ましくは、研磨層(20)の形成に使用される硬化剤はポリオール及びポリアミンから選択される。さらに好ましくは、研磨層(20)の形成に使用される硬化剤は、第一級アミン及び第二級アミンからなる群より選択される二官能硬化剤である。より好ましくは、二官能硬化剤は、ジエチルトルエンジアミン(DETDA)、3,5−ジメチルチオ−2,4−トルエンジアミン及びその異性体、3,5−ジエチルトルエン−2,4−ジアミン及びその異性体(たとえば3,5−ジエチルトルエン−2,6−ジアミン)、4,4′−ビス−(sec−ブチルアミノ)−ジフェニルメタン、1,4−ビス−(sec−ブチルアミノ)−ベンゼン、4,4′−メチレン−ビス−(2−クロロアニリン)、4,4′−メチレン−ビス−(3−クロロ−2,6−ジエチルアニリン)(MCDEA)、ポリテトラメチレンオキシド−ジ−p−アミノベンゾエート、N,N′−ジアルキルジアミノジフェニルメタン、p,p′−メチレンジアニリン(MDA)、m−フェニレンジアミン(MPDA)、4,4′−メチレン−ビス−(2−クロロアニリン)(MBOCA)、4,4′−メチレン−ビス−(2,6−ジエチルアニリン)(MDEA)、4,4′−メチレン−ビス−(2,3−ジクロロアニリン)(MDCA)、4,4′−ジアミノ−3,3′−ジエチル−5,5′−ジメチルジフェニルメタン、2,2′,3,3′−テトラクロロジアミノジフェニルメタン、トリメチレングリコールジ−p−アミノベンゾエート、それらの異性体及びそれらの混合物からなる群より選択される。もっとも好ましくは、硬化剤は4,4′−メチレン−ビス−(2−クロロアニリン)(MBOCA)である。
好ましくは、イソシアネート末端プレポリマー中の未反応イソシアネート(NCO)基に対する硬化剤中の反応性水素基(すなわちアミン(NH2)基とヒドロキシル(OH)基との合計)の化学量論比は80〜<95%(より好ましくは85〜<95%、さらに好ましくは87〜94%、もっとも好ましくは89〜92%)である。
研磨層(20)は、場合によっては、複数の微小エレメントをさらに含む。好ましくは、複数の微小エレメントは研磨層(20)全体に均一に分散している。好ましくは、複数の微小エレメントは、閉じ込められた気泡、中空コアポリマー材料、液体充填中空コアポリマー材料、水溶性材料、不溶相材料(たとえば鉱油)及びそれらの組み合わせから選択される。より好ましくは、複数の微小エレメントは、研磨層(20)全体に均一に分散している閉じ込められた気泡及び中空コアポリマー材料から選択される。好ましくは、複数の微小エレメントは、150μm未満(より好ましくは50μm未満、もっとも好ましくは10〜50μm)の重量平均直径を有する。好ましくは、複数の微小エレメントは、ポリアクリロニトリル又はポリアクリロニトリルコポリマーのシェル壁を有するポリマーマイクロバルーン(たとえばAkzo NobelのExpancel(登録商標))を含む。好ましくは、複数の微小エレメントは、0〜35容量%の気孔率(より好ましくは10〜25容量%の気孔率)で研磨層(20)に組み込まれる。
研磨層(20)は、多孔構造及び無孔(すなわち非充填)構造の両方で提供することができる。好ましくは、研磨層(20)は、ASTM D1622にしたがって計測して0.6よりも高い比重を示す。より好ましくは、研磨層(20)は、ASTM D1622にしたがって計測して0.6〜1.5(さらに好ましくは0.7〜1.2、もっとも好ましくは0.95〜1.2)の比重を示す。
好ましくは、研磨層(20)は、ASTM D2240にしたがって計測して60〜90のショアD硬さを示す。より好ましくは、研磨層(20)は、ASTM D2240にしたがって計測して>60〜75(より好ましくは61〜75、もっとも好ましくは>65〜70)のショアD硬さを示す。
好ましくは、研磨層(20)は、ASTM D412にしたがって計測して100〜300%の破断点伸びを示す。好ましくは、研磨層(20)は、ASTM D412にしたがって計測して100〜200%(さらに好ましくは125〜175%、もっとも好ましくは150〜160%)の破断点伸びを示す。
当業者は、所与の研磨作業のための化学機械研磨パッド(10)における使用に適した厚さTPを有する研磨層(20)を選択する方法を理解するであろう。好ましくは、研磨層(20)は、研磨面(14)の平面(28)に対して垂直な軸(A)に沿って平均厚さTP-avgを示す。より好ましくは、平均厚さTP-avgは20〜150ミル(より好ましくは30〜130ミル、もっとも好ましくは70〜90ミル)である(図2、5及び7〜10を参照)。
好ましくは、研磨層(20)の研磨面(14)は、磁性基材、光学基材及び半導体基材の少なくとも一つから選択される基材(より好ましくは半導体基材、さらに好ましくは半導体ウェーハ、もっとも好ましくは、露出した銅フィーチャーを有する半導体ウェーハ)を研磨するように適合されている。研磨層(20)の研磨面(14)は、基材の研磨を促進するためにマクロテキスチャ及びミクロテキスチャの少なくとも一つを示す。好ましくは、研磨面(14)はマクロテキスチャを示し、マクロテキスチャは、(i)ハイドロプレーニングの少なくとも1つを緩和すること、(ii)研磨媒の流れに影響すること、(iii)研磨層の剛性を変化させること、(iv)エッジ効果を減らすこと、及び(v)研磨面(14)と研磨される基材との間の区域からの研磨くずの運び出しを促進することの少なくとも一つを実行するように設計されている。
研磨面(14)は、好ましくは、穿孔及び溝の少なくとも一つから選択されるマクロテキスチャを示す。好ましくは、穿孔は、研磨面(14)から研磨層(20)の厚さの途中まで又は全部に延びることができる。好ましくは、溝は、研磨中にパッド(10)が回転すると、少なくとも一つの溝が基材の上を掃くように研磨面(14)上に配設される。好ましくは、溝は、カーブした溝、直線状の溝及びそれらの組み合わせから選択される。溝は、≧10ミル(好ましくは10〜120ミル)の深さを示す。好ましくは、溝は、≧10ミル、≧15ミル及び15〜120ミルから選択される深さ、≧10ミル及び10〜100ミルから選択される幅ならびに≧30ミル、≧50ミル、50〜200ミル、70〜200ミル及び90〜200ミルから選択されるピッチの組み合わせを有する少なくとも二つの溝を含む溝パターンを形成する。
好ましくは、研磨層(20)は、その中に組み込まれた砥粒<1ppmを含有する。
好ましくは、硬質層(25)は、ポリマー、金属、強化ポリマー及びそれらの組み合わせからなる群より選択される材料でできている。より好ましくは、硬質層(25)はポリマーでできている。もっとも好ましくは、硬質層(25)は、ポリエステル、ナイロン、エポキシ、ガラス繊維強化エポキシ及びポリカーボネートからなる群より選択されるポリマー(より好ましくはポリエステル、さらに好ましくはポリエチレンテレフタレートポリエステル、もっとも好ましくは二軸延伸ポリエチレンテレフタレートポリエステル)でできている。
好ましくは、硬質層(25)は、>5〜60ミル(より好ましくは6〜15ミル、もっとも好ましくは6〜8ミル)の平均厚さTR-avgを有する。
好ましくは、硬質層(25)の上面(26)及び下面(27)はいずれも溝を有しない。より好ましくは、上面(26)及び下面(27)はいずれも滑らかである。もっとも好ましくは、上面(26)及び下面(27)は、光学プロフィルメータを使用して測定して1〜500nm(好ましくは1〜100nm、より好ましくは10〜50nm、もっとも好ましくは20〜40nm)の粗さRaを有する。
好ましくは、硬質層(25)の上面(26)は、硬質層(25)と反応性ホットメルト接着剤(23)との間の接着を改善するための接着促進剤で処理される。当業者は、硬質層(25)の構成材料及びホットメルト接着剤(23)の組成を考慮して適切な接着促進剤を選択する方法を知るであろう。
好ましくは、硬質層(25)は、ASTM D882−12にしたがって計測して≧100MPa(より好ましくは1,000〜10,000MPa、さらに好ましくは2,500〜7,500MPa、もっとも好ましくは3,000〜7,000MPa)のヤング率を示す。
好ましくは、硬質層(25)は<0.1容量%(より好ましくは<0.01容量%)のボイド率を示す。
好ましくは、硬質層(25)は、6〜15ミルの平均厚さ及びASTM D882−12にしたがって計測して2,500〜7,500MPa(もっとも好ましくは3,000〜7,000MPa)のヤング率を有する二軸延伸ポリエチレンテレフタレートでできている。
当業者は、化学機械研磨パッド(10)における使用に適切なホットメルト接着剤(23)を選択する方法を知るであろう。好ましくは、ホットメルト接着剤(23)は硬化反応性ホットメルト接着剤である。より好ましくは、ホットメルト接着剤(23)は、その非硬化状態で50〜150℃、好ましくは115〜135℃の融解温度を示し、融解後≦90分の可使時間を示す硬化反応性ホットメルト接着剤である。もっとも好ましくは、その非硬化状態のホットメルト接着剤(23)はポリウレタン樹脂を含む(たとえばRohm and Haasから市販されているMor-Melt(商標)R5003)。
化学機械研磨パッド(10)は、好ましくは、研磨機のプラテンと対面するように適合されている。好ましくは、化学機械研磨パッド(10)は、研磨機のプラテンに固定されるように適合されている。化学機械研磨パッド(10)は、感圧接着剤及び真空の少なくとも一つを使用してプラテンに固定することができる。
好ましくは、化学機械研磨パッド(10)は、硬質層(25)の下面(27)に適用された感圧プラテン接着剤層(70)を含む。当業者は、感圧プラテン接着剤層(70)としての使用に適切な感圧接着剤を選択する方法を知るであろう。好ましくは、化学機械研磨パッド(10)はまた、感圧プラテン接着剤層(70)の上に適用された剥離ライナ(75)を含み、感圧プラテン接着剤層(70)は硬質層(25)の下面(27)と剥離ライナ(75)との間に挿入される(図2及び7〜10を参照)。
基材研磨作業における重要な工程は、加工の終点を決定することである。終点検出のための一つの一般的なインサイチュー法は、選択された波長の光に対して透過性であるウィンドウを研磨パッドに設けることを含む。研磨中、光ビームがウィンドウを通してウェーハ表面に当てられると、そこで反射し、ウィンドウを反対に通過して検出器(たとえば分光光度計)に達する。この戻り信号に基づき、終点検出のために基材表面の性質(たとえばその上の膜の厚さ)を測定することができる。そのような光ベースの終点検出法を容易にするために、本発明の化学機械研磨パッド(10)は、場合によっては、終点検出ウィンドウ(30)をさらに含む。好ましくは、終点検出ウィンドウは、研磨層(20)に組み込まれた一体型ウィンドウ(34)及び化学機械研磨パッド(10)に組み込まれたプラグ配置ウィンドウブロック(32)から選択される(図1〜10を参照)。当業者は、所期の研磨加工において使用するための終点検出ウィンドウの構築に適切な材料を選択する方法を知るであろう。
好ましくは、本発明の化学機械研磨パッド(10)に使用される終点検出ウィンドウは、研磨層(20)に組み込まれた一体型ウィンドウ(34)である。好ましくは、一体型ウィンドウ(34)を含む化学機械研磨パッド(10)は、研磨面(14)、ベース面(17)及び研磨面(14)に対して垂直な方向に研磨面(14)からベース面(17)までで計測される平均厚さTP-avgを有する研磨層(20)と、上面(26)及び下面(27)を有する硬質層(25)と、研磨層(20)のベース面(17)と硬質層(25)の上面(26)との間に挿入された、研磨層(20)を硬質層(25)に接着するホットメルト接着剤(23)と、感圧プラテン接着剤(70)と、剥離ライナ(75)(感圧プラテン接着剤(70)が硬質層(25)の下面(27)と剥離ライナ(75)との間に挿入される)と、研磨層(20)に組み込まれた一体型ウィンドウ(34)とを含み、研磨層(20)はキャストポリウレタンであり、キャストポリウレタンは、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、8〜9.5重量%(より好ましくは8.65〜9.05重量%、もっとも好ましくは>8.7〜9重量%)の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに(c)場合によっては、複数の微小エレメントを含む成分の反応生成物であり、研磨層(20)は、0.6よりも高い比重、60〜90(好ましくは>60〜75、より好ましくは61〜75、もっとも好ましくは>65〜70)のショアD硬さ及び100〜300%(好ましくは100〜200%、より好ましくは125〜175%、もっとも好ましくは150〜160%)の破断点伸びを示し、研磨層(20)は、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性(実施例に記載される方法にしたがって計測)を示し、研磨層(20)は、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち≧1.75%(好ましくは1.75〜5%、より好ましくは1.75〜3.5%、もっとも好ましくは2〜3%)変化する持続的加水分解不安定性(実施例に記載される方法にしたがって計測)を示し、研磨層(20)は、基材を研磨するように適合された研磨面(14)を有する。一体型ウィンドウ(34)は、好ましくは、研磨面(14)の平面(28)に対して垂直な軸Bに沿って計測される厚さTWを有する(図10を参照)。好ましくは、一体型ウィンドウ(34)は、研磨面(25)の平面(28)に対して垂直な軸(B)に沿って平均厚さTW-avgを有し、平均ウィンドウ厚さTW-avgは研磨層(20)の平均厚さTP-avgに等しい(図10を参照)。
好ましくは、本発明の化学機械研磨パッド(10)に使用される終点検出ウィンドウはプラグ配置ウィンドウブロック(32)である。好ましくは、プラグ配置ウィンドウブロック(32)を含む化学機械研磨パッド(10)は、研磨面(14)、ベース面(17)及び研磨面(14)に対して垂直な方向に研磨面(14)からベース面(17)までで計測される平均厚さTP-avgを有する研磨層(20)と、上面(26)及び下面(27)を有する硬質層(25)と、研磨層(20)のベース面(17)と硬質層(25)の上面(26)との間に挿入された、研磨層(20)を硬質層(25)に接着するホットメルト接着剤(23)と、感圧プラテン接着剤(70)と、剥離ライナ(75)(感圧プラテン接着剤(70)が硬質層(25)の下面(27)と剥離ライナ(75)との間に挿入される)と、化学機械研磨パッド(10)に組み込まれたプラグ配置ウィンドウ(32)とを含み、研磨層(20)はキャストポリウレタンであり、キャストポリウレタンは、(a)(i)多官能イソシアネートと(ii)ポリエーテル系ポリオールとの反応によって得られる、8〜9.5重量%(好ましくは8.65〜9.05重量%、より好ましくは>8.7〜9.00重量%)の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに(c)場合によっては、複数の微小エレメントを含む成分の反応生成物であり、研磨層(20)は、0.6よりも高い比重、60〜90(好ましくは>60〜75、より好ましくは61〜75、もっとも好ましくは>65〜70)のショアD硬さ及び100〜300%(好ましくは100〜200%、より好ましくは125〜175%、もっとも好ましくは150〜160%)の破断点伸びを示し、研磨層(20)は、研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性(実施例に記載される方法にしたがって計測)を示し、研磨層(20)は、研磨層の試料の長さ寸法が25℃の脱イオン水中7日間の浸漬ののち≧1.75%(好ましくは1.75〜5%、より好ましくは1.75〜3.5%、もっとも好ましくは2〜3%)変化する持続的加水分解不安定性(実施例に記載される方法にしたがって計測)を示し、研磨層(20)は、基材を研磨するように適合された研磨面(14)を有し、化学機械研磨パッド(10)は、化学機械研磨パッド(10)を研磨層(20)の研磨面(14)から硬質層(25)の下面(27)まで延びる貫通孔(35)を有し、プラグ配置ウィンドウブロック(30)は貫通孔(35)の中に配置され、プラグ配置ウィンドウブロック(30)は感圧プラテン接着剤(70)に固着されている。プラグ配置ウィンドウブロック(30)は、研磨面(14)の平面(28)に対して垂直な軸Bに沿って計測される厚さTWを有する(図5〜7を参照)。好ましくは、プラグ配置ウィンドウブロック(30)は、研磨面(25)の平面(28)に対して垂直な軸(B)に沿って平均ウィンドウ厚さTW-avgを有し、平均ウィンドウ厚さTW-avgは、5ミル〜化学機械研磨パッド(10)の平均全厚さTT-avgである(図7を参照)。より好ましくは、プラグ配置ウィンドウブロック(30)は5ミル〜<TT-avgの平均ウィンドウ厚さTW-avgを有する。さらに好ましくは、プラグ配置ウィンドウブロック(30)は5ミル〜75ミル(さらに好ましくは15〜50ミル、もっとも好ましくは20〜40ミル)の平均ウィンドウ厚さTW-avgを有する(図5〜7を参照)。
好ましくは、本発明の化学機械研磨パッド(10)に使用される終点検出ウィンドウはプラグ配置ウィンドウブロック(32)である。好ましくは、プラグ配置ウィンドウブロック(32)を含む化学機械研磨パッド(10)は、研磨面(14)、ベース面(17)及び研磨面(14)に対して垂直な方向に研磨面(14)からベース面(17)までで計測される平均厚さTP-avgを有する研磨層(20)と、研磨層(20)の厚さTPを通して延びる貫通路(35)を拡大するカウンタボア開口(40)であって、研磨面(14)上に開口し、軸Aと平行かつ研磨面(14)の平面(28)に対して垂直な軸Bに沿う深さDOの位置で、カウンタボア開口(40)と貫通路(35)との間の境界面に、棚状部(45)を形成するカウンタボア開口(40)とを含む(図1、4、6及び8を参照)。好ましくは、棚状部(45)は研磨面(14)と平行である。好ましくは、カウンタボア開口は、軸(A)に対して平行である軸を有する円柱形容積を画定する。好ましくは、カウンタボア開口は非円柱形の容積を画定する。好ましくは、プラグ配置ウィンドウブロック(32)がカウンタボア開口(40)内に配置される。好ましくは、プラグ配置ウィンドウブロック(32)がカウンタボア開口(40)内に配置され、研磨層(20)に接着される。好ましくは、プラグ配置ウィンドウブロック(32)は、超音波溶接及び接着剤の少なくとも一つを使用して研磨層(20)に接着される。好ましくは、軸Aと平行かつ研磨面(14)の平面(28)に対して垂直な軸Bに沿うカウンタボア開口の平均深さDO-avgは5〜75ミル(好ましくは10〜60ミル、より好ましくは15〜50ミル、もっとも好ましくは20〜40ミル)である。好ましくは、カウンタボア開口の平均深さDO-avgはプラグ配置ウィンドウブロック(32)の平均厚さTW-avg以下である(図6及び8を参照)。より好ましくは、カウンタボア開口の平均深さDO-avgは以下の式を満たす。
0.90*TW-avg≦DO-avg≦TW-avg
より好ましくは、カウンタボア開口の平均深さDO-avgは以下の式を満たす。
0.95*TW-avg≦DO-avg<TW-avg
0.90*TW-avg≦DO-avg≦TW-avg
より好ましくは、カウンタボア開口の平均深さDO-avgは以下の式を満たす。
0.95*TW-avg≦DO-avg<TW-avg
好ましくは、本発明の化学機械研磨パッド(10)に使用される終点検出ウィンドウはプラグ配置ウィンドウブロック(32)である。好ましくは、プラグ配置ウィンドウブロック(32)を含む化学機械研磨パッド(10)は、研磨面(14)、ベース面(17)及び研磨面(14)に対して垂直な方向に研磨面(14)からベース面(17)までで計測される平均厚さTP-avgを有する研磨層(20)と、化学機械研磨パッド(10)の全厚さTTを通して延びる貫通路(35)を拡大する研磨層開口(37)であって、研磨面(14)上に開口し、軸Aと平行かつ研磨面(14)の平面(28)に対して垂直な軸Bに沿う深さDOの位置で、研磨層開口(37)と貫通路(35)との間の境界面にある硬質層(25)の上面(26)に、棚状部(55)を形成する研磨層開口(37)とを含む(図1、4、6及び9を参照)。好ましくは、棚状部(55)は研磨面(14)と平行である。好ましくは、研磨層開口(37)は、軸(A)に対して平行である軸を有する円柱形容積を画定する。好ましくは、研磨層開口(37)は非円柱形の容積を画定する。好ましくは、プラグ配置ウィンドウブロック(32)が研磨層開口(37)内に配置される。好ましくは、プラグ配置ウィンドウブロック(32)が研磨層開口(37)内に配置され、硬質層(25)の上面(26)に接着される。好ましくは、プラグ配置ウィンドウブロック(32)は、超音波溶接及び接着剤の少なくとも一つを使用して硬質層(25)の上面(26)に接着される。好ましくは、軸Aと平行かつ研磨面(14)の平面(28)に対して垂直な軸Bに沿うカウンタボア開口の平均深さDO-avgは5〜75ミル(好ましくは10〜60ミル、より好ましくは15〜50ミル、もっとも好ましくは20〜40ミル)である。好ましくは、カウンタボア開口の平均深さDO-avgはプラグ配置ウィンドウブロック(32)の平均厚さTW-avg以下である(図6及び9を参照)。より好ましくは、カウンタボア開口の平均深さDO-avgは以下の式を満たす。
0.90*TW-avg≦DO-avg≦TW-avg
より好ましくは、カウンタボア開口の平均深さDO-avgは以下の式を満たす。
0.95*TW-avg≦DO-avg<TW-avg
0.90*TW-avg≦DO-avg≦TW-avg
より好ましくは、カウンタボア開口の平均深さDO-avgは以下の式を満たす。
0.95*TW-avg≦DO-avg<TW-avg
ここで、以下の実施例において本発明のいくつかの実施態様を詳細に説明する。
実施例1:研磨層の調製
(a)多官能イソシアネート(すなわちトルエンジイソシアネート)とポリエーテル系ポリオール(すなわちChemtura Corporationから市販されているAdiprene(登録商標)LFG740D)との反応によって得られる51℃のイソシアネート末端プレポリマー、(b)116℃の硬化剤(すなわち4,4′−メチレン−ビス−(2−クロロアニリン))、及び(c)複数の微小エレメント(すなわち、Akzo Nobelから市販されている551DE40d42 Expancel(登録商標)微小球)0.3重量%の制御された混合により、キャストポリウレタンケーキを調製した。イソシアネート末端プレポリマーと硬化剤との比は、イソシアネート末端プレポリマー中の未反応イソシアネート(NCO)基に対する硬化剤中の活性水素基(すなわち−OH基と−NH2基との合計)の比によって決まる化学量論比が91%になるように設定した。硬化剤の添加の前に複数の微小エレメントをイソシアネート末端プレポリマーに混入した。次いで、高剪断混合ヘッドを使用して、複数の微小エレメントを組み込まれたイソシアネート末端プレポリマーと硬化剤とを混合した。混合ヘッドを出たのち、混合物を直径86.4cm(34インチ)の円形型の中に5分間かけて小出しして、約8cm(3インチ)の全流し込厚さを得た。小出しした混合物を15分間ゲル化させたのち、型を硬化オーブンに入れた。次いで、以下のサイクルを使用して型を硬化オーブン中で硬化させた。周囲温度から104℃までのオーブン設定温度で30分間の勾配、次いで104℃のオーブン設定温度で15.5時間保持、次いで104℃から21℃までのオーブン設定温度で2時間の勾配。
(a)多官能イソシアネート(すなわちトルエンジイソシアネート)とポリエーテル系ポリオール(すなわちChemtura Corporationから市販されているAdiprene(登録商標)LFG740D)との反応によって得られる51℃のイソシアネート末端プレポリマー、(b)116℃の硬化剤(すなわち4,4′−メチレン−ビス−(2−クロロアニリン))、及び(c)複数の微小エレメント(すなわち、Akzo Nobelから市販されている551DE40d42 Expancel(登録商標)微小球)0.3重量%の制御された混合により、キャストポリウレタンケーキを調製した。イソシアネート末端プレポリマーと硬化剤との比は、イソシアネート末端プレポリマー中の未反応イソシアネート(NCO)基に対する硬化剤中の活性水素基(すなわち−OH基と−NH2基との合計)の比によって決まる化学量論比が91%になるように設定した。硬化剤の添加の前に複数の微小エレメントをイソシアネート末端プレポリマーに混入した。次いで、高剪断混合ヘッドを使用して、複数の微小エレメントを組み込まれたイソシアネート末端プレポリマーと硬化剤とを混合した。混合ヘッドを出たのち、混合物を直径86.4cm(34インチ)の円形型の中に5分間かけて小出しして、約8cm(3インチ)の全流し込厚さを得た。小出しした混合物を15分間ゲル化させたのち、型を硬化オーブンに入れた。次いで、以下のサイクルを使用して型を硬化オーブン中で硬化させた。周囲温度から104℃までのオーブン設定温度で30分間の勾配、次いで104℃のオーブン設定温度で15.5時間保持、次いで104℃から21℃までのオーブン設定温度で2時間の勾配。
その後、硬化したポリウレタンケーキを型から取り出し、30〜80℃の温度で、2.0mm(80ミル)の平均厚さTP-avgを有する複数の研磨層にスカイビング(可動ブレードを使用してカット)した。スカイビングは、各ケーキの頂部から開始した。
研磨層性質の分析
実施例1にしたがって調製した溝のない研磨層材料を分析して、表1に報告するようなその物性を測定した。報告される比重は、ASTM D1622にしたがって純水に対して測定されたものであり、報告されるショアD硬さはASTM D2240にしたがって測定されたものである。
実施例1にしたがって調製した溝のない研磨層材料を分析して、表1に報告するようなその物性を測定した。報告される比重は、ASTM D1622にしたがって純水に対して測定されたものであり、報告されるショアD硬さはASTM D2240にしたがって測定されたものである。
研磨層の引張り性質(すなわちメジアン引張り強さ、メジアン破断点伸び、メジアン弾性率、靱性)を、ASTM D412にしたがって、MTS Systems Corporationから市販のAlliance RT/5メカニカルテスタを50.8cm/minのクロスヘッド速度で使用して計測した。すべて試験は、23℃及び相対湿度50%に設定された温度・湿度制御された実験室で実施した。試験を実施する前に、すべての試料を前記実験室条件下で5日間コンディショニングした。研磨層材料に関して報告するメジアン引張り強さ(MPa)及びメジアン破断点伸び(%)は、5つの反復試料の応力ひずみ曲線から決定されたものである。
研磨層材料の貯蔵弾性率G′及び損失弾性率G″は、ASTM D5279−08にしたがって、TA Instrumentsのねじれ固定具付きARESレオメータを使用して計測されたものである。計器に接続された液体窒素を周囲以下温度制御に使用した。試料の線形粘弾性応答を10rad/secの試験周波数(1.59Hz)で−100℃から200℃まで3℃/minの温度勾配で計測した。Indusco油圧スイングアーム切断機上、47.5mm×7mmのダイを使用して、研磨層から試料を打ち抜き、ハサミを使用して約35mmの長さにカットした。

加水分解安定性分析
次に、実施例1にしたがって調製した溝のない研磨層材料を分析して、それが初期加水分解安定性及び持続的加水分解不安定性を示すかどうかを判定した。また、市販されている三つの研磨層材料を分析した(すなわち、すべてRohm and Haas Electronic Materials CMP Inc.から市販されているIC1000(商標)研磨層材料、VisionPad(商標)3100研磨層材料及びVisionPad(商標)研磨層材料)。市販の研磨層材料の市販パッド規格を表2に示す。具体的には、まず、キャリパーを使用して、厚さ2mmの研磨層材料それぞれの1.5″×1.5″試料を両方の1.5″寸法(すなわちx及びy寸法)に沿って計測した。次いで、試料を25℃の脱イオン水に浸漬した。24時間の浸漬及び7日間の浸漬ののち、キャリパーを使用して再び試料をx及びyの両寸法に沿って計測した。これらの計測の結果を表3に示す。
次に、実施例1にしたがって調製した溝のない研磨層材料を分析して、それが初期加水分解安定性及び持続的加水分解不安定性を示すかどうかを判定した。また、市販されている三つの研磨層材料を分析した(すなわち、すべてRohm and Haas Electronic Materials CMP Inc.から市販されているIC1000(商標)研磨層材料、VisionPad(商標)3100研磨層材料及びVisionPad(商標)研磨層材料)。市販の研磨層材料の市販パッド規格を表2に示す。具体的には、まず、キャリパーを使用して、厚さ2mmの研磨層材料それぞれの1.5″×1.5″試料を両方の1.5″寸法(すなわちx及びy寸法)に沿って計測した。次いで、試料を25℃の脱イオン水に浸漬した。24時間の浸漬及び7日間の浸漬ののち、キャリパーを使用して再び試料をx及びyの両寸法に沿って計測した。これらの計測の結果を表3に示す。
Claims (10)
- 研磨面、ベース面及び前記研磨面に対して垂直な方向に前記研磨面から前記ベース面までで計測される平均厚さTP-avgを有する研磨層であって、
前記研磨層がキャストポリウレタンであり、前記キャストポリウレタンが、
(a)(i)多官能イソシアネート、及び
(ii)ポリエーテル系ポリオール
の反応によって得られる、8〜9.5重量%の未反応NCOを有するイソシアネート末端プレポリマー、
(b)硬化剤ポリアミン、硬化剤ポリオール、硬化剤アルコールアミン及びそれらの混合物からなる群より選択される硬化剤、ならびに
場合によっては、(c)複数の微小エレメント
を含む成分の反応生成物であり、
前記研磨層が、0.6よりも高い比重、60〜90のショアD硬さ及び100〜300%の破断点伸びを示し、
前記研磨層が、前記研磨層の試料の長さ寸法が25℃の脱イオン水中24時間の浸漬ののち<1%変化する初期加水分解安定性を示し、
前記研磨層が、前記研磨層の前記試料の前記長さ寸法が25℃の脱イオン水中7日間の浸漬ののち≧1.75%変化する持続的加水分解不安定性を示す研磨層と、
上面及び下面を有する硬質層と、
前記研磨層の前記ベース面と前記硬質層の前記上面との間に挿入された、前記研磨層を前記硬質層に接着するホットメルト接着剤と、
スタック側及びプラテン側を有する感圧プラテン接着剤層であって、前記スタック側が前記硬質層の前記下面に隣接する感圧プラテン接着剤層と、
場合によっては、前記感圧プラテン接着剤層の前記プラテン側に配置される任意選択の剥離ライナと
を含む化学機械研磨パッド。 - 前記硬化剤及び前記イソシアネート末端プレポリマーが、80〜<95%の、未反応NCOに対するOH又はNH2の化学量論比を有する、請求項1記載の化学機械研磨パッド。
- 前記硬質層の前記上面及び前記下面が溝を有しない、請求項1記載の化学機械研磨パッド。
- 前記硬質層が2,500〜7,500MPaのヤング率を有する、請求項1記載の化学機械研磨パッド。
- 前記硬質層が、二軸延伸ポリエチレンテレフタレートでできており、6〜15ミルの平均厚さを有し、3,000〜7,000MPaのヤング率を示す、請求項2記載の化学機械研磨パッド。
- 前記キャストポリウレタンが、(a)(i)前記多官能イソシアネートと(ii)前記ポリエーテル系ポリオールとの反応によって得られる、>8.7〜9重量%の未反応NCOを有するイソシアネート末端プレポリマー、(b)硬化剤ポリアミンである前記硬化剤、及び(c)前記複数の微小エレメントを含む成分の反応生成物であり、前記研磨層が、0.6よりも高い比重、61〜75のショアD硬さ及び100〜200%の破断点伸びを示す、請求項5記載の化学機械研磨パッド。
- 終点検出ウィンドウをさらに含む、請求項6記載の化学機械研磨パッド。
- 前記終点検出ウィンドウが一体型ウィンドウである、請求項7記載の化学機械研磨パッド。
- 前記終点検出ウィンドウがプラグ配置ウィンドウである、請求項7記載の化学機械研磨パッド。
- 磁性基材、光学基材及び半導体基材の少なくとも一つから選択される基材を提供する工程、
請求項1記載の化学機械研磨パッドを提供する工程、
前記研磨層の研磨面と前記基材との間に動的接触を生じさせて前記基材の表面を研磨する工程、及び
砥粒コンディショナによって前記研磨面をコンディショニングする工程
を含む、基材を研磨する方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US14/014,468 | 2013-08-30 | ||
| US14/014,468 US20150065013A1 (en) | 2013-08-30 | 2013-08-30 | Chemical mechanical polishing pad |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015047691A true JP2015047691A (ja) | 2015-03-16 |
| JP2015047691A5 JP2015047691A5 (ja) | 2017-09-28 |
Family
ID=52470533
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014174664A Withdrawn JP2015047691A (ja) | 2013-08-30 | 2014-08-29 | 化学機械研磨パッド |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20150065013A1 (ja) |
| JP (1) | JP2015047691A (ja) |
| KR (1) | KR20150026903A (ja) |
| CN (1) | CN104416452B (ja) |
| DE (1) | DE102014012353A1 (ja) |
| FR (1) | FR3009988A1 (ja) |
| TW (1) | TW201522406A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020519458A (ja) * | 2017-07-11 | 2020-07-02 | エスケイシー・カンパニー・リミテッドSkc Co., Ltd. | 研磨層と類似の硬度を有するウィンドウを含む研磨パッド |
| WO2023190428A1 (ja) * | 2022-03-29 | 2023-10-05 | 富士紡ホールディングス株式会社 | 研磨パッド、研磨パッドの製造方法、及び光学材料又は半導体材料の表面を研磨する方法 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9421666B2 (en) * | 2013-11-04 | 2016-08-23 | Applied Materials, Inc. | Printed chemical mechanical polishing pad having abrasives therein |
| US9216489B2 (en) * | 2014-03-28 | 2015-12-22 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with endpoint detection window |
| US20150306731A1 (en) * | 2014-04-25 | 2015-10-29 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US9314897B2 (en) * | 2014-04-29 | 2016-04-19 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad with endpoint detection window |
| TWI626117B (zh) * | 2017-01-19 | 2018-06-11 | 智勝科技股份有限公司 | 研磨墊及研磨方法 |
| KR101835090B1 (ko) * | 2017-05-29 | 2018-03-06 | 에스케이씨 주식회사 | 다공성 폴리우레탄 연마패드 및 이를 사용하여 반도체 소자를 제조하는 방법 |
| US10464187B2 (en) * | 2017-12-01 | 2019-11-05 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | High removal rate chemical mechanical polishing pads from amine initiated polyol containing curatives |
| WO2020227472A1 (en) * | 2019-05-07 | 2020-11-12 | Cabot Microelectronics Corporation | Chemical mechanical planarization pads with constant groove volume |
| KR102345784B1 (ko) * | 2019-07-10 | 2022-01-03 | 에프엔에스테크 주식회사 | 웨이퍼 후면 연마용 고경도 연마패드 |
| KR102526513B1 (ko) * | 2021-05-26 | 2023-04-26 | 에스케이엔펄스 주식회사 | 연마패드 접착필름, 이를 포함하는 연마패드 적층체 및 웨이퍼의 연마방법 |
| CN115502881B (zh) * | 2021-06-23 | 2024-09-27 | 均豪精密工业股份有限公司 | 研磨装置 |
| US20230390970A1 (en) * | 2022-06-02 | 2023-12-07 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Method of making low specific gravity polishing pads |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7101275B2 (en) * | 2003-09-26 | 2006-09-05 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Resilient polishing pad for chemical mechanical polishing |
| US20050171224A1 (en) * | 2004-02-03 | 2005-08-04 | Kulp Mary J. | Polyurethane polishing pad |
| US20060089095A1 (en) * | 2004-10-27 | 2006-04-27 | Swisher Robert G | Polyurethane urea polishing pad |
| US7569268B2 (en) * | 2007-01-29 | 2009-08-04 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad |
| US8083570B2 (en) * | 2008-10-17 | 2011-12-27 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Chemical mechanical polishing pad having sealed window |
| US8512427B2 (en) * | 2011-09-29 | 2013-08-20 | Rohm And Haas Electronic Materials Cmp Holdings, Inc. | Acrylate polyurethane chemical mechanical polishing layer |
-
2013
- 2013-08-30 US US14/014,468 patent/US20150065013A1/en not_active Abandoned
-
2014
- 2014-08-18 TW TW103128258A patent/TW201522406A/zh unknown
- 2014-08-20 DE DE102014012353.7A patent/DE102014012353A1/de not_active Withdrawn
- 2014-08-27 KR KR20140112165A patent/KR20150026903A/ko not_active Withdrawn
- 2014-08-29 FR FR1458104A patent/FR3009988A1/fr not_active Withdrawn
- 2014-08-29 JP JP2014174664A patent/JP2015047691A/ja not_active Withdrawn
- 2014-08-29 CN CN201410437889.XA patent/CN104416452B/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020519458A (ja) * | 2017-07-11 | 2020-07-02 | エスケイシー・カンパニー・リミテッドSkc Co., Ltd. | 研磨層と類似の硬度を有するウィンドウを含む研磨パッド |
| US11964360B2 (en) | 2017-07-11 | 2024-04-23 | Sk Enpulse Co., Ltd. | Polishing pad comprising window similar in hardness to polishing layer |
| WO2023190428A1 (ja) * | 2022-03-29 | 2023-10-05 | 富士紡ホールディングス株式会社 | 研磨パッド、研磨パッドの製造方法、及び光学材料又は半導体材料の表面を研磨する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FR3009988A1 (fr) | 2015-03-06 |
| TW201522406A (zh) | 2015-06-16 |
| DE102014012353A1 (de) | 2015-03-05 |
| US20150065013A1 (en) | 2015-03-05 |
| KR20150026903A (ko) | 2015-03-11 |
| CN104416452B (zh) | 2017-07-07 |
| CN104416452A (zh) | 2015-03-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015047691A (ja) | 化学機械研磨パッド | |
| CN104416453B (zh) | 对基材进行化学机械抛光的方法 | |
| JP6487249B2 (ja) | 研磨層及びウィンドウを有するケミカルメカニカル研磨パッド | |
| JP6290004B2 (ja) | 軟質かつコンディショニング可能な化学機械ウィンドウ研磨パッド | |
| TWI475056B (zh) | Grinding pad manufacturing method | |
| JP6367611B2 (ja) | 軟質かつコンディショニング可能な研磨層を有する多層化学機械研磨パッドスタック | |
| JP6334266B2 (ja) | 軟質かつコンディショニング可能な化学機械研磨パッドスタック | |
| CN104942700B (zh) | 具有窗口的软性且可修整的化学机械抛光垫 | |
| CN109015342B (zh) | 一种化学机械抛光垫及其平坦化基材的方法 | |
| TWI480942B (zh) | Polishing pad | |
| KR101092944B1 (ko) | 연마 패드 | |
| KR20180111553A (ko) | 화학적 기계적 연마 패드 | |
| KR20150027722A (ko) | 폴리우레탄 연마 패드 | |
| JP7650698B2 (ja) | 研磨パッド及び研磨加工物の製造方法 | |
| WO2016052155A1 (ja) | 研磨パッド | |
| JP2022155532A (ja) | 研磨パッド及び研磨加工物の製造方法 | |
| WO2023182392A1 (ja) | 研磨パッド及び研磨加工物の製造方法 | |
| TWI450811B (zh) | A storage tank and a polishing pad manufacturing method using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150304 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170815 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170815 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20180404 |