JP2014108448A - チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 - Google Patents
チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 Download PDFInfo
- Publication number
- JP2014108448A JP2014108448A JP2012264666A JP2012264666A JP2014108448A JP 2014108448 A JP2014108448 A JP 2014108448A JP 2012264666 A JP2012264666 A JP 2012264666A JP 2012264666 A JP2012264666 A JP 2012264666A JP 2014108448 A JP2014108448 A JP 2014108448A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- base
- molding
- side wall
- channel material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【課題】平板状の基部及び基部の両側部に接続する一対の側壁部を有するチャンネル材を、側壁部が基部に対して直交するように成形可能であり、しかも成形直後のチャンネル材の形状が成形型にとってアンダーカット形状となることがないチャンネル材のプレス成形方法及びチャンネル材用プレス成形装置を得る。
【解決手段】両者の一端を互いに接続することにより全体として断面V字形の基部W2を構成する一対の傾斜基部W2及び各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の側壁部W3からなる断面W字形状部を有する長尺部材W1を、母材Wからプレス成形するステップ、長尺部材の一方の面を、側壁部と反対側から支持手段56により支持するステップ、及び一対の側壁部の間に位置させた押圧手段58と支持手段とによって、一対の傾斜基部の上記一端を挟み込むことにより、一対の傾斜基部が一平面上に位置するように基部を変形させるステップを有する。
【選択図】図8
【解決手段】両者の一端を互いに接続することにより全体として断面V字形の基部W2を構成する一対の傾斜基部W2及び各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の側壁部W3からなる断面W字形状部を有する長尺部材W1を、母材Wからプレス成形するステップ、長尺部材の一方の面を、側壁部と反対側から支持手段56により支持するステップ、及び一対の側壁部の間に位置させた押圧手段58と支持手段とによって、一対の傾斜基部の上記一端を挟み込むことにより、一対の傾斜基部が一平面上に位置するように基部を変形させるステップを有する。
【選択図】図8
Description
本発明はチャンネル材のプレス成形方法及びチャンネル材用プレス成形装置に関する。
チャンネル材のプレス成形方法としては、例えば特許文献1に開示されたものがある。
この製造方法は、成形凹部を有する一つの固定型(雌型)と、固定型に対して接近及び離間する方向に直線的に移動可能な一つの可動型(雄型)とを利用したものである。即ち、固定型と可動型の間に平板状の金属製母材を配置し、可動型を固定型側に接近移動させて(可動型の一部を成形凹部内に移動させて)固定型(成形凹部)と可動型の間で母材を挟み込むことにより、上記形状のチャンネル材をプレス成形する方法である。
この製造方法は、成形凹部を有する一つの固定型(雌型)と、固定型に対して接近及び離間する方向に直線的に移動可能な一つの可動型(雄型)とを利用したものである。即ち、固定型と可動型の間に平板状の金属製母材を配置し、可動型を固定型側に接近移動させて(可動型の一部を成形凹部内に移動させて)固定型(成形凹部)と可動型の間で母材を挟み込むことにより、上記形状のチャンネル材をプレス成形する方法である。
特許文献1の製造方法によって成形されるチャンネル材は、基部と、基部の両側部から上方に延びる一対の側壁部と、を備えている。
金属製の母材をプレス成形すると、成形品は成形直後にスプリングバック現象を起こし易く、スプリングバック現象が起きると一対の側壁部が互いに離れる方向に変形する。従って、一対の側壁部が(成形直後において)平行をなすようにようにプレス成形を行うと、成形完了後のスプリングバック現象によって、完成したチャンネル材の一対の側壁部は基部に対して直交しなくなってしまう(一対の側壁部が互いに非平行になってしまう)。
金属製の母材をプレス成形すると、成形品は成形直後にスプリングバック現象を起こし易く、スプリングバック現象が起きると一対の側壁部が互いに離れる方向に変形する。従って、一対の側壁部が(成形直後において)平行をなすようにようにプレス成形を行うと、成形完了後のスプリングバック現象によって、完成したチャンネル材の一対の側壁部は基部に対して直交しなくなってしまう(一対の側壁部が互いに非平行になってしまう)。
そのため金属製の母材からチャンネル材をプレス成形する場合は、成形直後において一対の側壁部が互いに近づく方向に(僅かに)傾斜するようにプレス成形するのが理想的である。このようにすれば、成形後のスプリングバック現象によって、完成したチャンネル材の一対の側壁部は基部に対して直交する(互いに平行になる)。
しかし一対の側壁部が成形直後において互いに近づく方向に(僅かに)傾斜する成形品(チャンネル材)は、固定型(成形凹部)及び可動型に対してアンダーカット形状となるので、成形後に可動型(雄型)を固定型(雌型)の成形凹部から引き抜けなくなってしまう。
しかし一対の側壁部が成形直後において互いに近づく方向に(僅かに)傾斜する成形品(チャンネル材)は、固定型(成形凹部)及び可動型に対してアンダーカット形状となるので、成形後に可動型(雄型)を固定型(雌型)の成形凹部から引き抜けなくなってしまう。
本発明は、平板状の基部及び基部の両側部に接続する一対の側壁部を有するチャンネル材を、側壁部が基部に対して直交するように成形可能であり、しかも成形直後のチャンネル材の形状が成形型にとってアンダーカット形状となることがないチャンネル材のプレス成形方法及びチャンネル材用プレス成形装置を提供することを目的とする。
本発明のチャンネル材のプレス成形方法は、平板状の基部と、該基部の両側部から該基部に対して直交しながら又は鋭角をなしながら延びる一対の側壁部と、を有するチャンネル材を、平板状の母材からプレス成形によって製造する方法であって、両者の一端を互いに接続することにより全体として断面V字形の上記基部を構成する一対の傾斜基部及び上記各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の上記側壁部からなる断面W字形状部を有する長尺部材を、上記母材からプレス成形するステップ、上記長尺部材の一方の面を、上記側壁部と反対側から支持手段により支持するステップ、及び上記一対の上記側壁部の間に位置させた押圧手段と上記支持手段とによって、上記一対の傾斜基部の上記一端を挟み込むことにより、上記一対の傾斜基部が一平面上に位置するように上記基部を変形させるステップを有することを特徴としている。
本発明のチャンネル材用プレス成形装置は、平板状の基部と、該基部の両側部から該基部に対して直交しながら又は鋭角をなしながら延びる一対の側壁部と、を有するチャンネル材を、平板状の母材から製造する装置であって、両者の一端を互いに接続することにより全体として断面V字形の上記基部を構成する一対の傾斜基部及び上記各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の上記側壁部からなる断面W字形状部を有する長尺部材を、上記母材から成形する長尺部材成形手段と、上記長尺部材の一方の面を、上記側壁部と反対側から支持する支持手段と、上記一対の上記側壁部の間に位置し、上記支持手段との間で上記一対の傾斜基部の上記一端を挟み込むことにより、上記一対の傾斜基部が一平面上に位置するように上記基部を変形させる押圧手段と、を備えることを特徴としている。
本発明は、平板状の基部と、基部の両側部から基部に対して直交しながら又は鋭角をなしながら延びる一対の側壁部と、を有するチャンネル材を、平板状の母材から直接プレス成形するのではなく、一旦、断面W字形状部を有する長尺部材をプレス成形し、この長尺部材からチャンネル材をプレス成形するものである。
即ち、まずは、両者の一端を互いに接続することにより全体として断面V字形の基部を構成する一対の傾斜基部及び各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の側壁部からなる断面W字形状部を有する長尺部材を、平板状の母材から成形する。当該長尺部材は断面W字形状なので、当該長尺部材はプレス成形を行う成形型にとってアンダーカット形状とはならない。
次いで、長尺部材の基部の一方の面を、側壁部と反対側から支持手段により支持した上で、一対の側壁部の間に位置させた押圧手段と支持手段とによって、一対の傾斜基部の一端を挟み込むことにより、一対の傾斜基部が一平面上に位置するように基部を変形させて、チャンネル材を成形する。
押圧手段は一対の傾斜基部の一端に接触するものなので、押圧手段としては一対の側壁部の対向面間寸法より狭幅のものを用いることが可能である。そのため一対の側壁部の傾斜基部に対する角度が直角より狭い角度となるように長尺部材をプレス成形した場合であっても、押圧手段を側壁部に接触させることなく一対の傾斜基部の一端に接触させること、及び、チャンネル材の成形が完了した後に押圧手段を側壁部に接触させることなくチャンネル材から引き抜くことが可能である。即ち、チャンネル材(長尺部材)が押圧手段(成形型)にとってアンダーカット形状となることはない。
即ち、まずは、両者の一端を互いに接続することにより全体として断面V字形の基部を構成する一対の傾斜基部及び各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の側壁部からなる断面W字形状部を有する長尺部材を、平板状の母材から成形する。当該長尺部材は断面W字形状なので、当該長尺部材はプレス成形を行う成形型にとってアンダーカット形状とはならない。
次いで、長尺部材の基部の一方の面を、側壁部と反対側から支持手段により支持した上で、一対の側壁部の間に位置させた押圧手段と支持手段とによって、一対の傾斜基部の一端を挟み込むことにより、一対の傾斜基部が一平面上に位置するように基部を変形させて、チャンネル材を成形する。
押圧手段は一対の傾斜基部の一端に接触するものなので、押圧手段としては一対の側壁部の対向面間寸法より狭幅のものを用いることが可能である。そのため一対の側壁部の傾斜基部に対する角度が直角より狭い角度となるように長尺部材をプレス成形した場合であっても、押圧手段を側壁部に接触させることなく一対の傾斜基部の一端に接触させること、及び、チャンネル材の成形が完了した後に押圧手段を側壁部に接触させることなくチャンネル材から引き抜くことが可能である。即ち、チャンネル材(長尺部材)が押圧手段(成形型)にとってアンダーカット形状となることはない。
以下、図1〜図11を参照しながら本発明の一実施形態について説明する。なお、以下の説明中の方向は図中に記載した矢線方向を基準とする。
本実施形態のプレス成形装置10は、複数の成形装置(成形工程)を有しかつ母材W(ワーク)を左から右側へ順次移送する順送プレス装置であり、平板状の金属板からなる母材Wから車両シート用スライドレール装置のアッパレールUR(図11参照。図示を省略したロアレールにスライド可能に支持されるレール)を成形するものである。即ち、図1に示すようにプレス成形装置10は、トリム工程(平板状の母材Wに対する打抜工程)、曲げ工程、ピアス工程、及びセパレート工程の順で各工程を行い、各工程を実施する複数の装置を具備している。
本実施形態のプレス成形装置10は、複数の成形装置(成形工程)を有しかつ母材W(ワーク)を左から右側へ順次移送する順送プレス装置であり、平板状の金属板からなる母材Wから車両シート用スライドレール装置のアッパレールUR(図11参照。図示を省略したロアレールにスライド可能に支持されるレール)を成形するものである。即ち、図1に示すようにプレス成形装置10は、トリム工程(平板状の母材Wに対する打抜工程)、曲げ工程、ピアス工程、及びセパレート工程の順で各工程を行い、各工程を実施する複数の装置を具備している。
以下、プレス成形装置10が行う各成形工程及び各成形工程を実行する装置について説明する。
最初のトリム工程は、平板状の金属板からなる母材Wに対してアッパレールURの外形やアッパレールURに形成した切り起こし片(図11参照)の外形に沿った切れ込みを入れる工程である。但し、アッパレールURの外形に沿った切れ込みによって囲まれた部分は母材Wの本体部から完全に切り離すのではなく、一部を母材Wの本体部と繋げたままとしておく。
最初のトリム工程は、平板状の金属板からなる母材Wに対してアッパレールURの外形やアッパレールURに形成した切り起こし片(図11参照)の外形に沿った切れ込みを入れる工程である。但し、アッパレールURの外形に沿った切れ込みによって囲まれた部分は母材Wの本体部から完全に切り離すのではなく、一部を母材Wの本体部と繋げたままとしておく。
曲げ工程は、図2〜図5に示すW曲げ工程と、図6及び図7に示す立上工程と、図8及び図9に示す平戻し工程と、図10に示す整形工程と、を具備する工程である(図1参照。曲げ工程には、その他の工程も存在するが、その他の工程の説明は省略する)。
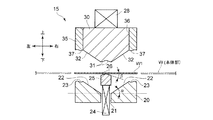
W曲げ工程は図2〜図5に示した長尺部材製造装置15を利用して行う。
長尺部材製造装置15は、下側に配置した固定型20、第一付勢手段24、及び第一可動型25と、固定型20及び第一可動型25の直上に配置した第二付勢手段28、第二可動型30、及び第三可動型35と、を具備している。固定型20、第一可動型25、第二可動型30、及び第三可動型35は、長尺部材製造装置15の長手方向(図面に対して直交する方向)に延びる部材であり、各構成部材の横断面形状は図2〜図5に示した形状である(後述する立上装置40、平戻し装置55、及び整形装置60の各構成部材も同様)。
固定型20は移動不能な成形型であり、上面の中央部には有底の受容凹部21が下向きに形成してある。さらに固定型20の上面には、受容凹部21の上端開口縁部から左斜め上方と右斜め上方に向かって直線的に延びる平面からなる一対の成形面22(第四成形面)を備えている。左右の成形面22の水平面に対する傾斜角度は共にα°である。さらに固定型20の上面の左右両側部には端部成形面23(第六成形面)がそれぞれ形成してある。
固定型20の受容凹部21の底部には圧力源となるガススプリング(空気バネ)からなる第一付勢手段24が設けてある。即ち、第一付勢手段24の下部を構成するシリンダの下部が受容凹部21の底部に固定してある。シリンダ内にはピストンが摺動自在に設けてあり、ピストンからは可動ロッドが上方に延びている。可動ロッドは、シリンダの上面に形成した孔に対して気密状態で上下方向に摺動可能に嵌合しており、可動ロッドの上端部はシリンダの上面から上方に突出している。
第一付勢手段24の可動ロッドの上端には第一可動型25の底面が固定してある。第一可動型25の上端部には、該上端部の左右方向の中央から左斜め下方と右斜め下方に向かって直線的に延びる平面からなる一対の成形面26(第一成形面)が形成してある。左右の成形面26の水平面に対する傾斜角度は共にβ°(βはαと同じ大きさでも異なる大きさでもよい)である。さらに長尺部材製造装置15が初期位置に位置するとき、第一可動型25の成形面26は、固定型20の端部成形面23より上方に位置している。
W曲げ工程は図2〜図5に示した長尺部材製造装置15を利用して行う。
長尺部材製造装置15は、下側に配置した固定型20、第一付勢手段24、及び第一可動型25と、固定型20及び第一可動型25の直上に配置した第二付勢手段28、第二可動型30、及び第三可動型35と、を具備している。固定型20、第一可動型25、第二可動型30、及び第三可動型35は、長尺部材製造装置15の長手方向(図面に対して直交する方向)に延びる部材であり、各構成部材の横断面形状は図2〜図5に示した形状である(後述する立上装置40、平戻し装置55、及び整形装置60の各構成部材も同様)。
固定型20は移動不能な成形型であり、上面の中央部には有底の受容凹部21が下向きに形成してある。さらに固定型20の上面には、受容凹部21の上端開口縁部から左斜め上方と右斜め上方に向かって直線的に延びる平面からなる一対の成形面22(第四成形面)を備えている。左右の成形面22の水平面に対する傾斜角度は共にα°である。さらに固定型20の上面の左右両側部には端部成形面23(第六成形面)がそれぞれ形成してある。
固定型20の受容凹部21の底部には圧力源となるガススプリング(空気バネ)からなる第一付勢手段24が設けてある。即ち、第一付勢手段24の下部を構成するシリンダの下部が受容凹部21の底部に固定してある。シリンダ内にはピストンが摺動自在に設けてあり、ピストンからは可動ロッドが上方に延びている。可動ロッドは、シリンダの上面に形成した孔に対して気密状態で上下方向に摺動可能に嵌合しており、可動ロッドの上端部はシリンダの上面から上方に突出している。
第一付勢手段24の可動ロッドの上端には第一可動型25の底面が固定してある。第一可動型25の上端部には、該上端部の左右方向の中央から左斜め下方と右斜め下方に向かって直線的に延びる平面からなる一対の成形面26(第一成形面)が形成してある。左右の成形面26の水平面に対する傾斜角度は共にβ°(βはαと同じ大きさでも異なる大きさでもよい)である。さらに長尺部材製造装置15が初期位置に位置するとき、第一可動型25の成形面26は、固定型20の端部成形面23より上方に位置している。
固定型20及び第一可動型25の直上には上下方向(一方向)に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面には、第一付勢手段24と同軸をなす状態でガススプリング(空気バネ)からなる第二付勢手段28の上端部が固定してある。即ち、第二付勢手段28の上部を構成するシリンダの上部が移動部材の下面に固定してある。このシリンダ内にはピストンが摺動自在に設けてあり、ピストンからは可動ロッドが下方に延びている。可動ロッドは、シリンダの下面に形成した孔に対して気密状態で上下方向に摺動可能に嵌合しており、可動ロッドの下端部はシリンダの下面から下方に突出している。この第二付勢手段28の反発力は第一付勢手段24の反発力より大きい。
第二付勢手段28の可動ロッドの下端には第二可動型30の上面が固定してある。第二可動型30の下端部の中央部には各成形面26と同じ形状である一対の成形面31(第二成形面)が形成してある。さらに第二可動型30の下端部には成形面31の外側に位置する一対の成形面32(第三成形面)が形成してある。左右の成形面32は左右の成形面22と同じ形状であり、左右の成形面32の内側端部は左右の成形面31の外側端部にそれぞれ接続している。第二可動型30の左右の成形面31は第一可動型25の左右の成形面26とそれぞれ上下方向に対向しており、第二可動型30の左右の成形面32は固定型20の左右の成形面22とそれぞれ上下方向に対向している。
さらに上記移動部材の下面には第三可動型35が固定してある。第三可動型35の中央部には上下方向に延びる貫通孔36が形成してあり、この貫通孔36内に第二可動型30がスライド自在に配置してある。第三可動型35の下面には、左右の端部成形面23と同じ形状の端部成形面37(第五成形面)が形成してある。第三可動型35の左右の端部成形面37は固定型20の左右の端部成形面23とそれぞれ上下方向に対向している。また長尺部材製造装置15が初期位置に位置するとき、第三可動型35の端部成形面37は、第三可動型35の成形面31及び成形面32より上方に位置する。
第二付勢手段28の可動ロッドの下端には第二可動型30の上面が固定してある。第二可動型30の下端部の中央部には各成形面26と同じ形状である一対の成形面31(第二成形面)が形成してある。さらに第二可動型30の下端部には成形面31の外側に位置する一対の成形面32(第三成形面)が形成してある。左右の成形面32は左右の成形面22と同じ形状であり、左右の成形面32の内側端部は左右の成形面31の外側端部にそれぞれ接続している。第二可動型30の左右の成形面31は第一可動型25の左右の成形面26とそれぞれ上下方向に対向しており、第二可動型30の左右の成形面32は固定型20の左右の成形面22とそれぞれ上下方向に対向している。
さらに上記移動部材の下面には第三可動型35が固定してある。第三可動型35の中央部には上下方向に延びる貫通孔36が形成してあり、この貫通孔36内に第二可動型30がスライド自在に配置してある。第三可動型35の下面には、左右の端部成形面23と同じ形状の端部成形面37(第五成形面)が形成してある。第三可動型35の左右の端部成形面37は固定型20の左右の端部成形面23とそれぞれ上下方向に対向している。また長尺部材製造装置15が初期位置に位置するとき、第三可動型35の端部成形面37は、第三可動型35の成形面31及び成形面32より上方に位置する。
トリム工程を経た母材Wが図2〜図5に示すW曲げ工程に送られると、図2に示すように母材Wは第一可動型25と第二可動型30の間に水平状態で挿入され、母材W(のアッパレールURの外形に沿った切れ込みによって囲まれた部分。以下レール構成部W1と呼ぶ)の下面が第一可動型25の一対の成形面26の接続部(図面に対して直交する方向に延びる稜線部)及び図示を省略した下側支持手段によって支持される。
続いて上記移動部材が第二付勢手段28、第二可動型30、及び第三可動型35と一緒に下方に移動する。すると第二可動型30の下端部が母材Wのレール構成部W1の上面に接触するので、母材Wのレール構成部W1が第一可動型25の上端部と第二可動型30の下端部によって上下から挟み込まれる。この挟み込み状態を維持しながら移動部材及び第二可動型30がさらに下降すると、一対の成形面26と一対の成形面31が母材Wのレール構成部W1を挟み込みながらレール構成部W1に(左右の成形面26及び成形面31とそれぞれ平行な)一対の第一傾斜部W2(傾斜基部)(断面V字形の基部)を成形し、レール構成部W1の両側部を左右の端部成形面23に接触させる(図3参照)。上記したように第二付勢手段28の反発力が第一付勢手段24の反発力より大きいので、このとき第一可動型25は初期位置から僅かに下降する。
成形面26と成形面31によるレール構成部W1の挟み込み状態を維持しながら移動部材がさらに下降すると、第一可動型25が下死点に到達したときに、一対の成形面22と一対の成形面32がレール構成部W1の中央部と両側部の間に位置する部位を挟み込みながらレール構成部W1の中央部と両側部の間に位置する部位に一対の(左右の成形面22及び成形面32とそれぞれ平行な)第二傾斜部W3を形成する(図4参照)。
この状態から上記移動部材がさらに下方に移動すると、第二付勢手段28が圧縮しながら(第二可動型30の上下方向位置は変わらず)第三可動型35が下方へ移動するので、第三可動型35の一対の端部成形面37がレール構成部W1の両側部に接触し、さらに一対の端部成形面23と一対の端部成形面37がレール構成部W1の両側部を挟み込みながらレール構成部W1の両側部に左右の第二傾斜部W3に対してそれぞれ連続する一対の曲折端部W4を形成する。その結果、レール構成部W1からなる(図面に対して直交する方向に延びる)長尺部材が得られる(図5参照)。
この後に上記移動部材が初期位置に向けて上昇すると、第一付勢手段24及び第二付勢手段28が初期状態に復帰し、かつ第一可動型25、第二可動型30、及び第三可動型35が初期位置に移動復帰することによりW曲げ工程が終了する。
続いて上記移動部材が第二付勢手段28、第二可動型30、及び第三可動型35と一緒に下方に移動する。すると第二可動型30の下端部が母材Wのレール構成部W1の上面に接触するので、母材Wのレール構成部W1が第一可動型25の上端部と第二可動型30の下端部によって上下から挟み込まれる。この挟み込み状態を維持しながら移動部材及び第二可動型30がさらに下降すると、一対の成形面26と一対の成形面31が母材Wのレール構成部W1を挟み込みながらレール構成部W1に(左右の成形面26及び成形面31とそれぞれ平行な)一対の第一傾斜部W2(傾斜基部)(断面V字形の基部)を成形し、レール構成部W1の両側部を左右の端部成形面23に接触させる(図3参照)。上記したように第二付勢手段28の反発力が第一付勢手段24の反発力より大きいので、このとき第一可動型25は初期位置から僅かに下降する。
成形面26と成形面31によるレール構成部W1の挟み込み状態を維持しながら移動部材がさらに下降すると、第一可動型25が下死点に到達したときに、一対の成形面22と一対の成形面32がレール構成部W1の中央部と両側部の間に位置する部位を挟み込みながらレール構成部W1の中央部と両側部の間に位置する部位に一対の(左右の成形面22及び成形面32とそれぞれ平行な)第二傾斜部W3を形成する(図4参照)。
この状態から上記移動部材がさらに下方に移動すると、第二付勢手段28が圧縮しながら(第二可動型30の上下方向位置は変わらず)第三可動型35が下方へ移動するので、第三可動型35の一対の端部成形面37がレール構成部W1の両側部に接触し、さらに一対の端部成形面23と一対の端部成形面37がレール構成部W1の両側部を挟み込みながらレール構成部W1の両側部に左右の第二傾斜部W3に対してそれぞれ連続する一対の曲折端部W4を形成する。その結果、レール構成部W1からなる(図面に対して直交する方向に延びる)長尺部材が得られる(図5参照)。
この後に上記移動部材が初期位置に向けて上昇すると、第一付勢手段24及び第二付勢手段28が初期状態に復帰し、かつ第一可動型25、第二可動型30、及び第三可動型35が初期位置に移動復帰することによりW曲げ工程が終了する。
W曲げ工程が終了すると、母材W(レール構成部W1)は、左右の曲折端部W4を曲げ加工する別の工程を経た後に立上工程に移送される。
図6、図7に示した立上工程を実行する立上装置40は、下側に配置した下側支持部材41及び可動支持部材45と、下側支持部材41及び可動支持部材45の直上に配置した立上用押圧部材50と、を具備している。
下側支持部材41の上面には受容凹部42が凹設してある。さらに下側支持部材41の上面には、受容凹部42の上端開口から左右両側に延びる一対の第一傾斜支持面43が形成してある。図示するように左右の第一傾斜支持面43の水平面に対する傾斜角は、左右の成形面22の水平面に対する傾斜角(α°)より大きい。
受容凹部42の底部には第一付勢手段24と同じ構造のガススプリング(図示略)が設けてあり、このガススプリング(可動ロッド)の上端部には可動支持部材45の底部が固定してある。可動支持部材45の上面には、一対の成形面26と同じ形状である一対の第二傾斜支持面46が形成してある。図6に示すように立上装置40が初期状態にあるとき、可動支持部材45の一対の第二傾斜支持面46は下側支持部材41の一対の第一傾斜支持面43の内側端部(下端部)より上方に位置している。
下側支持部材41及び可動支持部材45の直上には上下方向に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面に立上用押圧部材50が固定してある。図示するように立上用押圧部材50の下面には一対の成形面26と同じ形状である一対の押当て面51が形成してある。立上用押圧部材50の左右の押当て面51は可動支持部材45の左右の第二傾斜支持面46とそれぞれ上下方向に対向している。
立上工程に送られた母材W(レール構成部W1)は、図6に示すように一対の第一傾斜部W2の下面が一対の第二傾斜支持面46に面接触する状態で下側支持部材41及び可動支持部材45によって支持される。
この支持状態を維持したまま、立上装置40の移動部材が立上用押圧部材50と一緒に下方に移動すると、図7に示すように、立上用押圧部材50の一対の押当て面51が一対の第一傾斜部W2の上面に面接触するので、レール構成部W1が可動支持部材45の一対の第二傾斜支持面46と立上用押圧部材50の一対の押当て面51によって上下から挟み込まれる。この挟み込み状態を維持しながら移動部材がさらに下降すると、可動支持部材45が上記ガススプリングを圧縮させながら下方し、可動支持部材45が下死点に到達したときに可動支持部材45の一対の第二傾斜支持面46の両側端部が下側支持部材41の一対の第一傾斜支持面43の内側端部(下端部)と同じ位置まで移動する(図7参照)。このときの左側の第一傾斜支持面43と左側の第二傾斜支持面46がなす角度及び右側の第一傾斜支持面43と右側の第二傾斜支持面46がなす角度は90°より僅かに小さいγ°(例えば、85°〜87°)である。するとレール構成部W1の左右の第二傾斜部W3が第一傾斜部W2との接続部を中心に内側(左右の第二傾斜部W3どうしが近づく方向)に回転し、やがて左右の第二傾斜部W3は左右の第一傾斜支持面43に当接(面接触)するので、左側の第一傾斜部W2と左側の第二傾斜部W3がなす角度及び右側の第一傾斜部W2と右側の第一傾斜部W2がなす角度は共にγ°となる(図7参照)。
この後に立上装置40の上記移動部材が初期位置に向けて上昇すると、上記ガススプリングが初期状態に復帰し、かつ可動支持部材45及び立上用押圧部材50が初期位置に移動復帰することにより立上工程が終了する。
なお、当該長尺部材(レール構成部W1)は断面略W字形状なので、ここまでの成形工程において当該長尺部材はプレス成形を行う成形型(固定型20、第一可動型25、第二可動型30、第三可動型35、下側支持部材41、可動支持部材45、及び立上用押圧部材50)とってアンダーカット形状とはならない。
図6、図7に示した立上工程を実行する立上装置40は、下側に配置した下側支持部材41及び可動支持部材45と、下側支持部材41及び可動支持部材45の直上に配置した立上用押圧部材50と、を具備している。
下側支持部材41の上面には受容凹部42が凹設してある。さらに下側支持部材41の上面には、受容凹部42の上端開口から左右両側に延びる一対の第一傾斜支持面43が形成してある。図示するように左右の第一傾斜支持面43の水平面に対する傾斜角は、左右の成形面22の水平面に対する傾斜角(α°)より大きい。
受容凹部42の底部には第一付勢手段24と同じ構造のガススプリング(図示略)が設けてあり、このガススプリング(可動ロッド)の上端部には可動支持部材45の底部が固定してある。可動支持部材45の上面には、一対の成形面26と同じ形状である一対の第二傾斜支持面46が形成してある。図6に示すように立上装置40が初期状態にあるとき、可動支持部材45の一対の第二傾斜支持面46は下側支持部材41の一対の第一傾斜支持面43の内側端部(下端部)より上方に位置している。
下側支持部材41及び可動支持部材45の直上には上下方向に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面に立上用押圧部材50が固定してある。図示するように立上用押圧部材50の下面には一対の成形面26と同じ形状である一対の押当て面51が形成してある。立上用押圧部材50の左右の押当て面51は可動支持部材45の左右の第二傾斜支持面46とそれぞれ上下方向に対向している。
立上工程に送られた母材W(レール構成部W1)は、図6に示すように一対の第一傾斜部W2の下面が一対の第二傾斜支持面46に面接触する状態で下側支持部材41及び可動支持部材45によって支持される。
この支持状態を維持したまま、立上装置40の移動部材が立上用押圧部材50と一緒に下方に移動すると、図7に示すように、立上用押圧部材50の一対の押当て面51が一対の第一傾斜部W2の上面に面接触するので、レール構成部W1が可動支持部材45の一対の第二傾斜支持面46と立上用押圧部材50の一対の押当て面51によって上下から挟み込まれる。この挟み込み状態を維持しながら移動部材がさらに下降すると、可動支持部材45が上記ガススプリングを圧縮させながら下方し、可動支持部材45が下死点に到達したときに可動支持部材45の一対の第二傾斜支持面46の両側端部が下側支持部材41の一対の第一傾斜支持面43の内側端部(下端部)と同じ位置まで移動する(図7参照)。このときの左側の第一傾斜支持面43と左側の第二傾斜支持面46がなす角度及び右側の第一傾斜支持面43と右側の第二傾斜支持面46がなす角度は90°より僅かに小さいγ°(例えば、85°〜87°)である。するとレール構成部W1の左右の第二傾斜部W3が第一傾斜部W2との接続部を中心に内側(左右の第二傾斜部W3どうしが近づく方向)に回転し、やがて左右の第二傾斜部W3は左右の第一傾斜支持面43に当接(面接触)するので、左側の第一傾斜部W2と左側の第二傾斜部W3がなす角度及び右側の第一傾斜部W2と右側の第一傾斜部W2がなす角度は共にγ°となる(図7参照)。
この後に立上装置40の上記移動部材が初期位置に向けて上昇すると、上記ガススプリングが初期状態に復帰し、かつ可動支持部材45及び立上用押圧部材50が初期位置に移動復帰することにより立上工程が終了する。
なお、当該長尺部材(レール構成部W1)は断面略W字形状なので、ここまでの成形工程において当該長尺部材はプレス成形を行う成形型(固定型20、第一可動型25、第二可動型30、第三可動型35、下側支持部材41、可動支持部材45、及び立上用押圧部材50)とってアンダーカット形状とはならない。
立上工程が終了すると、母材W(レール構成部W1)は、左右の曲折端部W4を曲げ加工する別の工程を経た後に平戻し工程に移送される。
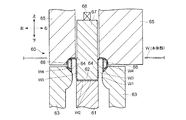
図8、図9に示した平戻し工程を実行する平戻し装置55は、下側に配置した下側支持部材56(支持手段)と、下側支持部材56の直上に配置した平戻し用押圧部材58(押圧手段)と、を具備している。
下側支持部材56の上面には断面V字形状(肉眼ではほぼ水平面に見える。さらに中央部には凹みが形成してある)の下側支持面57が形成してある。下側支持部材56の直上には上下方向に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面に平戻し用押圧部材58が固定してある。図示するように平戻し用押圧部材58の下部の左右幅は、左側の第一傾斜部W2の左端部から右側の第一傾斜部W2の右端部までの左右方向距離より短い。さらに平戻し用押圧部材58の下面は下側支持面57と対応する断面形状(断面V字形状であるが肉眼ではほぼ水平面に見える。さらに中央部には凸部が形成してある)の押圧面59が形成してある。
平戻し工程に送られた母材W(レール構成部W1)は、図8に示すようにその下面が下側支持部材56の下側支持面57によって支持される。
この支持状態を維持したまま、平戻し装置55の移動部材が平戻し用押圧部材58と一緒に下方に移動すると、上記したように平戻し用押圧部材58の下部の左右幅が左側の第一傾斜部W2の左端部から右側の第一傾斜部W2の右端部までの左右方向距離より短いので、平戻し用押圧部材58の下端部は左右の第二傾斜部W3の間の隙間に対して、左右の第二傾斜部W3に接触することなく円滑に進入する。図9に示すように、平戻し用押圧部材58の押圧面59(の上記凸部)がレール構成部W1の左右の第一傾斜部W2の接続部(図面に対して直交する方向に延びる稜線部)の上面に接触すると、平戻し用押圧部材58の押圧面59(の上記凸部)がこの接続部を下方に押圧する。そして図9に示すように平戻し用押圧部材58が下死点に到達することにより、左右の第一傾斜部W2の下面が下側支持面57に面接触し(左右の第一傾斜部W2が略同一平面上(この「略同一平面」は特許請求の範囲の「一平面上」に含まれる)に位置する。別言すると左右の第一傾斜部W2からなる基部が略平板状になる)、かつ左右の第二傾斜部W3(側壁部)が起立するので、レール構成部W1は(図面に対して直交する方向に延びる)チャンネル材となる。
この後に平戻し装置55の上記移動部材が初期位置に向けて上昇し、平戻し用押圧部材58が初期位置に移動復帰することにより平戻し工程が終了する。
平戻し用押圧部材58の下部の左右幅が左側の第一傾斜部W2の左端部から右側の第一傾斜部W2の右端部までの左右方向距離より短いので、平戻し用押圧部材58が初期位置に移動復帰するときに、平戻し用押圧部材58は左右の第二傾斜部W3に接触することなく、レール構成部W1の上方に円滑に退避する。即ち、レール構成部W1は平戻し用押圧部材58(成形型)にとってアンダーカット形状にはならない。
さらに平戻し装置55によって略平板状とされた左右の第一傾斜部W2は、成形後のスプリングバック現象によって完全な平板状となる(左右の第一傾斜部W2が同一平面上に位置するようになる)。
図8、図9に示した平戻し工程を実行する平戻し装置55は、下側に配置した下側支持部材56(支持手段)と、下側支持部材56の直上に配置した平戻し用押圧部材58(押圧手段)と、を具備している。
下側支持部材56の上面には断面V字形状(肉眼ではほぼ水平面に見える。さらに中央部には凹みが形成してある)の下側支持面57が形成してある。下側支持部材56の直上には上下方向に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面に平戻し用押圧部材58が固定してある。図示するように平戻し用押圧部材58の下部の左右幅は、左側の第一傾斜部W2の左端部から右側の第一傾斜部W2の右端部までの左右方向距離より短い。さらに平戻し用押圧部材58の下面は下側支持面57と対応する断面形状(断面V字形状であるが肉眼ではほぼ水平面に見える。さらに中央部には凸部が形成してある)の押圧面59が形成してある。
平戻し工程に送られた母材W(レール構成部W1)は、図8に示すようにその下面が下側支持部材56の下側支持面57によって支持される。
この支持状態を維持したまま、平戻し装置55の移動部材が平戻し用押圧部材58と一緒に下方に移動すると、上記したように平戻し用押圧部材58の下部の左右幅が左側の第一傾斜部W2の左端部から右側の第一傾斜部W2の右端部までの左右方向距離より短いので、平戻し用押圧部材58の下端部は左右の第二傾斜部W3の間の隙間に対して、左右の第二傾斜部W3に接触することなく円滑に進入する。図9に示すように、平戻し用押圧部材58の押圧面59(の上記凸部)がレール構成部W1の左右の第一傾斜部W2の接続部(図面に対して直交する方向に延びる稜線部)の上面に接触すると、平戻し用押圧部材58の押圧面59(の上記凸部)がこの接続部を下方に押圧する。そして図9に示すように平戻し用押圧部材58が下死点に到達することにより、左右の第一傾斜部W2の下面が下側支持面57に面接触し(左右の第一傾斜部W2が略同一平面上(この「略同一平面」は特許請求の範囲の「一平面上」に含まれる)に位置する。別言すると左右の第一傾斜部W2からなる基部が略平板状になる)、かつ左右の第二傾斜部W3(側壁部)が起立するので、レール構成部W1は(図面に対して直交する方向に延びる)チャンネル材となる。
この後に平戻し装置55の上記移動部材が初期位置に向けて上昇し、平戻し用押圧部材58が初期位置に移動復帰することにより平戻し工程が終了する。
平戻し用押圧部材58の下部の左右幅が左側の第一傾斜部W2の左端部から右側の第一傾斜部W2の右端部までの左右方向距離より短いので、平戻し用押圧部材58が初期位置に移動復帰するときに、平戻し用押圧部材58は左右の第二傾斜部W3に接触することなく、レール構成部W1の上方に円滑に退避する。即ち、レール構成部W1は平戻し用押圧部材58(成形型)にとってアンダーカット形状にはならない。
さらに平戻し装置55によって略平板状とされた左右の第一傾斜部W2は、成形後のスプリングバック現象によって完全な平板状となる(左右の第一傾斜部W2が同一平面上に位置するようになる)。
平戻し工程が終了すると、母材W(レール構成部W1)は、左右の曲折端部W4を曲げ加工する別の工程を経た後に整形工程に移送される。
図10に示した整形工程を実行する整形装置60は、下側に配置した一つの下側中央支持部材61及び左右一対の下側整形支持型63と、下側中央支持部材61の直上に配置した上側中央支持部材67及び下側整形支持型63の直上に配置した左右一対の上側整形支持型65と、を具備している。
下側中央支持部材61の上面は水平面からなる水平支持面62により構成してある。左右の下側整形支持型63の上端部の内側の角部は整形用湾曲面64により構成してある。
下側中央支持部材61及び下側整形支持型63の直上には上下方向に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面に左右一対の上側整形支持型65が固定してある。さらにこの移動部材の下面には、第一付勢手段24と同じ構成の第三付勢手段68が固定してあり、第三付勢手段68から下方に延びる可動ロッドの下端に上側中央支持部材67の上端が固定してある。左右の上側整形支持型65の下端部の内側の角部は整形用湾曲面66により構成してある。
整形工程に送られた母材W(レール構成部W1)は、図10に示すようにその下面(水平面)が下側中央支持部材61の水平支持面62によって支持され、さらに左右の下側整形支持型63の整形用湾曲面64がレール構成部W1の左右の曲折端部W4をそれぞれ下方から支持する。
この状態を維持したまま整形装置60の移動部材が上側中央支持部材67及び上側整形支持型65と一緒に下方に移動すると、最初に上側中央支持部材67の下端面が母材W(レール構成部W1)の底面に接触し、その後に左右の上側整形支持型65の整形用湾曲面66がレール構成部W1の左右の曲折端部W4に対して上方からそれぞれ接触する。そして図10に示すように上側整形支持型65が下死点に到達することにより、レール構成部W1の左側の曲折端部W4が左側の整形用湾曲面64及び整形用湾曲面66によって挟持され、かつ、レール構成部W1の右側の曲折端部W4が右側の整形用湾曲面64及び整形用湾曲面66によって挟持されるので、左右の曲折端部W4が対応する整形用湾曲面64及び整形用湾曲面66に沿った形状に整形される。
この後に整形装置60の上記移動部材が初期位置に向けて上昇し、上側中央支持部材67及び左右の上側整形支持型65が初期位置に移動復帰することにより整形工程が終了する。
図10に示した整形工程を実行する整形装置60は、下側に配置した一つの下側中央支持部材61及び左右一対の下側整形支持型63と、下側中央支持部材61の直上に配置した上側中央支持部材67及び下側整形支持型63の直上に配置した左右一対の上側整形支持型65と、を具備している。
下側中央支持部材61の上面は水平面からなる水平支持面62により構成してある。左右の下側整形支持型63の上端部の内側の角部は整形用湾曲面64により構成してある。
下側中央支持部材61及び下側整形支持型63の直上には上下方向に直線移動可能な移動部材(例えば油圧シリンダなど)が配設してあり、この移動部材の下面に左右一対の上側整形支持型65が固定してある。さらにこの移動部材の下面には、第一付勢手段24と同じ構成の第三付勢手段68が固定してあり、第三付勢手段68から下方に延びる可動ロッドの下端に上側中央支持部材67の上端が固定してある。左右の上側整形支持型65の下端部の内側の角部は整形用湾曲面66により構成してある。
整形工程に送られた母材W(レール構成部W1)は、図10に示すようにその下面(水平面)が下側中央支持部材61の水平支持面62によって支持され、さらに左右の下側整形支持型63の整形用湾曲面64がレール構成部W1の左右の曲折端部W4をそれぞれ下方から支持する。
この状態を維持したまま整形装置60の移動部材が上側中央支持部材67及び上側整形支持型65と一緒に下方に移動すると、最初に上側中央支持部材67の下端面が母材W(レール構成部W1)の底面に接触し、その後に左右の上側整形支持型65の整形用湾曲面66がレール構成部W1の左右の曲折端部W4に対して上方からそれぞれ接触する。そして図10に示すように上側整形支持型65が下死点に到達することにより、レール構成部W1の左側の曲折端部W4が左側の整形用湾曲面64及び整形用湾曲面66によって挟持され、かつ、レール構成部W1の右側の曲折端部W4が右側の整形用湾曲面64及び整形用湾曲面66によって挟持されるので、左右の曲折端部W4が対応する整形用湾曲面64及び整形用湾曲面66に沿った形状に整形される。
この後に整形装置60の上記移動部材が初期位置に向けて上昇し、上側中央支持部材67及び左右の上側整形支持型65が初期位置に移動復帰することにより整形工程が終了する。
整形工程が終了した母材W(レール構成部W1)はピアス工程に送られ、ピアス装置(図示略)によってレール構成部W1の数カ所に孔(図11参照)が穿設される。
さらにピアス工程が終了した母材W(レール構成部W1)はセパレート工程に送られ、セパレート装置(図示略)によって母材Wからレール構成部W1が(アッパレールURの外形に沿った切れ込みに沿って)切り離され、その結果、図11に示すアッパレールURが完成する。
完成したアッパレールURの左右の第二傾斜部W3は、立上工程の直後に所謂スプリングバック現象が発生する。そのためアッパレールUR(レール構成部W1)の左右の第二傾斜部W3が第一傾斜部W2との接続部を中心に外側(左右の第二傾斜部W3どうしが離れる方向)に僅かに回転するので、最終的に左右の第二傾斜部W3は第一傾斜部W2に対して直交(「ほぼ直交」を含む概念)することになる。
さらにピアス工程が終了した母材W(レール構成部W1)はセパレート工程に送られ、セパレート装置(図示略)によって母材Wからレール構成部W1が(アッパレールURの外形に沿った切れ込みに沿って)切り離され、その結果、図11に示すアッパレールURが完成する。
完成したアッパレールURの左右の第二傾斜部W3は、立上工程の直後に所謂スプリングバック現象が発生する。そのためアッパレールUR(レール構成部W1)の左右の第二傾斜部W3が第一傾斜部W2との接続部を中心に外側(左右の第二傾斜部W3どうしが離れる方向)に僅かに回転するので、最終的に左右の第二傾斜部W3は第一傾斜部W2に対して直交(「ほぼ直交」を含む概念)することになる。
以上本発明を上記実施形態に基づいて説明したが、本発明は様々な変更を施しながら実施可能である。
例えば、完成品(成形品)を車両シート用スライドレール装置のアッパレールURとしたが、その他の部材としてもよい。その他の部材の一例としては、例えば車両シート用スライドレール装置のロアレールがある。また、図4又は図5に示した状態の断面W字形状部を有する長尺部材を完成品(成形品)とすることも可能である。
また固定型20を左右二つの成形型(成形面22及び端部成形面23を有し、両者の間に第一可動型25が位置する)により構成したり、第三可動型35を左右二つの成形型(端部成形面37を有し、両者の間に第二可動型30が位置する)により構成してもよい。
さらに長尺部材製造装置15から端部成形面23及び第三可動型35(端部成形面37)を省略してもよい。
例えば、完成品(成形品)を車両シート用スライドレール装置のアッパレールURとしたが、その他の部材としてもよい。その他の部材の一例としては、例えば車両シート用スライドレール装置のロアレールがある。また、図4又は図5に示した状態の断面W字形状部を有する長尺部材を完成品(成形品)とすることも可能である。
また固定型20を左右二つの成形型(成形面22及び端部成形面23を有し、両者の間に第一可動型25が位置する)により構成したり、第三可動型35を左右二つの成形型(端部成形面37を有し、両者の間に第二可動型30が位置する)により構成してもよい。
さらに長尺部材製造装置15から端部成形面23及び第三可動型35(端部成形面37)を省略してもよい。
また立上工程における左側の第一傾斜部W2と左側の第二傾斜部W3がなす角度及び右側の第一傾斜部W2と右側の第二傾斜部W3がなす角度を上記γ°より小さい鋭角にしてもよい。ただし、この場合は、平戻し工程において平戻し用押圧部材58の下部が左右の第二傾斜部W3に接触することなく、レール構成部W1の上方に円滑に退避できるように上記鋭角の大きさを設定する。
さらに母材Wから断面W字形状の長尺部材を得るまでのプレス成形方法は、上記の方法である必要はなく、例えば成形面の断面形状が共にW字形状である固定側と可動型による1回の成形工程(可動型を固定側側に接近させる一工程)によって断面W字形状の長尺部材を成形してもよい。
また、自動車とは異なる製品群及びこれら製品群の構成部品に対して本発明を適用してもよい。
10 プレス成形装置
15 長尺部材製造装置
20 固定型
21 受容凹部
22 成形面(第四成形面)
23 端部成形面(第六成形面)
24 第一付勢手段
25 第一可動型
26 成形面(第一成形面)
28 第二付勢手段
30 第二可動型
31 成形面(第二成形面)
32 成形面(第三成形面)
35 第三可動型
36 貫通孔
37 端部成形面(第五成形面)
40 立上装置
41 下側支持部材
42 受容凹部
43 第一傾斜支持面
45 可動支持部材
46 第二傾斜支持面
50 立上用押圧部材
51 押当て面
55 平戻し装置
56 下側支持部材(支持手段)
57 下側支持面
58 平戻し用押圧部材(押圧手段)
59 押圧面
60 整形装置
61 下側中央支持部材
62 水平支持面
63 下側整形支持型
64 整形用湾曲面
65 上側整形支持型
66 整形用湾曲面
67 上側中央支持部材
68 第三付勢手段
UR アッパレール
W 母材(ワーク)
W1 レール構成部(長尺部材)(チャンネル材)
W2 第一傾斜部(基部)(傾斜基部)
W3 第二傾斜部(側壁部)
W4 曲折端部
15 長尺部材製造装置
20 固定型
21 受容凹部
22 成形面(第四成形面)
23 端部成形面(第六成形面)
24 第一付勢手段
25 第一可動型
26 成形面(第一成形面)
28 第二付勢手段
30 第二可動型
31 成形面(第二成形面)
32 成形面(第三成形面)
35 第三可動型
36 貫通孔
37 端部成形面(第五成形面)
40 立上装置
41 下側支持部材
42 受容凹部
43 第一傾斜支持面
45 可動支持部材
46 第二傾斜支持面
50 立上用押圧部材
51 押当て面
55 平戻し装置
56 下側支持部材(支持手段)
57 下側支持面
58 平戻し用押圧部材(押圧手段)
59 押圧面
60 整形装置
61 下側中央支持部材
62 水平支持面
63 下側整形支持型
64 整形用湾曲面
65 上側整形支持型
66 整形用湾曲面
67 上側中央支持部材
68 第三付勢手段
UR アッパレール
W 母材(ワーク)
W1 レール構成部(長尺部材)(チャンネル材)
W2 第一傾斜部(基部)(傾斜基部)
W3 第二傾斜部(側壁部)
W4 曲折端部
Claims (2)
- 平板状の基部と、該基部の両側部から該基部に対して直交しながら又は鋭角をなしながら延びる一対の側壁部と、を有するチャンネル材を、平板状の母材からプレス成形によって製造する方法であって、
両者の一端を互いに接続することにより全体として断面V字形の上記基部を構成する一対の傾斜基部及び上記各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の上記側壁部からなる断面W字形状部を有する長尺部材を、上記母材からプレス成形するステップ、
上記長尺部材の一方の面を、上記側壁部と反対側から支持手段により支持するステップ、及び
上記一対の上記側壁部の間に位置させた押圧手段と上記支持手段とによって、上記一対の傾斜基部の上記一端を挟み込むことにより、上記一対の傾斜基部が一平面上に位置するように上記基部を変形させるステップ
を有することを特徴とするチャンネル材のプレス成形方法。 - 平板状の基部と、該基部の両側部から該基部に対して直交しながら又は鋭角をなしながら延びる一対の側壁部と、を有するチャンネル材を、平板状の母材から製造する装置であって、
両者の一端を互いに接続することにより全体として断面V字形の上記基部を構成する一対の傾斜基部及び上記各傾斜基部の他端に対して一端がそれぞれ直交しながら又は鋭角に交差しながら接続する一対の上記側壁部からなる断面W字形状部を有する長尺部材を、上記母材から成形する長尺部材成形手段と、
上記長尺部材の一方の面を、上記側壁部と反対側から支持する支持手段と、
上記一対の上記側壁部の間に位置し、上記支持手段との間で上記一対の傾斜基部の上記一端を挟み込むことにより、上記一対の傾斜基部が一平面上に位置するように上記基部を変形させる押圧手段と、
を備えることを特徴とするチャンネル材用プレス成形装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012264666A JP2014108448A (ja) | 2012-12-03 | 2012-12-03 | チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 |
| PCT/JP2013/081987 WO2014087908A1 (ja) | 2012-12-03 | 2013-11-28 | チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012264666A JP2014108448A (ja) | 2012-12-03 | 2012-12-03 | チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014108448A true JP2014108448A (ja) | 2014-06-12 |
Family
ID=51029399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012264666A Pending JP2014108448A (ja) | 2012-12-03 | 2012-12-03 | チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014108448A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11179761B2 (en) | 2018-01-23 | 2021-11-23 | Toyota Boshoku Kabushiki Kaisha | Method of manufacturing pressed product |
-
2012
- 2012-12-03 JP JP2012264666A patent/JP2014108448A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11179761B2 (en) | 2018-01-23 | 2021-11-23 | Toyota Boshoku Kabushiki Kaisha | Method of manufacturing pressed product |
| JP7000876B2 (ja) | 2018-01-23 | 2022-01-19 | トヨタ紡織株式会社 | プレス製品の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10022763B2 (en) | Hat shaped cross-section component manufacturing method | |
| JP5433243B2 (ja) | 角パイプ、フレーム構造体、角パイプの製造方法、および、角パイプの製造装置 | |
| KR101910782B1 (ko) | 프레스 성형품의 제조 방법 및 프레스 장치 | |
| JP5319748B2 (ja) | プレス成形方法及びプレス成形装置 | |
| JP6659380B2 (ja) | プレス成形品の製造方法及びプレス成形装置 | |
| RU2711061C1 (ru) | Способ изготовления и устройство для изготовления штампованного изделия | |
| CN103857479B (zh) | 带台阶方管的制造方法 | |
| EP2808100A1 (en) | Method for manufacturing curved hollow pipe | |
| JP6137056B2 (ja) | 自動車用樹脂部品の製造方法及び自動車用樹脂部品の製造装置 | |
| CN105636717A (zh) | 帽型截面部件的制造装置以及制造方法 | |
| CN102205365B (zh) | 波纹状翅片制造装置 | |
| JP2018164919A5 (ja) | ||
| CN110769948B (zh) | 加压成形品的制造方法 | |
| US9021846B2 (en) | Method for making metal body and metal box by using hydroforming | |
| JP2014108448A (ja) | チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 | |
| KR20150093207A (ko) | 입체 가장자리가 형성된 금속 부품의 제조 방법 및 제조용 금형 | |
| JP2014108447A (ja) | 長尺部材の製造方法及び長尺部材製造装置 | |
| WO2014087908A1 (ja) | チャンネル材のプレス成形方法及びチャンネル材用プレス成形装置 | |
| CN110681813B (zh) | 一种法兰板锻冲挤反镦复合成型的模具及方法 | |
| JP2014108444A (ja) | 長尺部材の製造方法及び長尺部材製造装置 | |
| CN206215769U (zh) | 一种d型圆工件的成型模具 | |
| CN202539288U (zh) | 一种z字弯带成型器 | |
| JP4925476B2 (ja) | フランジ付きカップ製品の成形方法 | |
| KR101715482B1 (ko) | 사각 튜브 제조방법 | |
| CN2880307Y (zh) | 冲压模具的脱料结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150130 |