JP2014006202A - 起点座標補正方法 - Google Patents
起点座標補正方法 Download PDFInfo
- Publication number
- JP2014006202A JP2014006202A JP2012143498A JP2012143498A JP2014006202A JP 2014006202 A JP2014006202 A JP 2014006202A JP 2012143498 A JP2012143498 A JP 2012143498A JP 2012143498 A JP2012143498 A JP 2012143498A JP 2014006202 A JP2014006202 A JP 2014006202A
- Authority
- JP
- Japan
- Prior art keywords
- coordinates
- axis direction
- axis
- processing means
- stylus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 11
- 238000012545 processing Methods 0.000 claims abstract description 50
- 241001422033 Thestylus Species 0.000 claims abstract description 37
- 238000012937 correction Methods 0.000 claims description 13
- 238000012935 Averaging Methods 0.000 claims 1
- 239000000758 substrate Substances 0.000 abstract description 23
- 238000005259 measurement Methods 0.000 abstract description 16
- 239000011521 glass Substances 0.000 abstract description 9
- 238000006073 displacement reaction Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
Abstract
【解決手段】ガラス基板の測定面のうち触針での測定開始位置を起点座標とし、この起点座標を、触針を回動する回転軸の回転角に応じて一致させるのに当たり、回転軸の回転角が0°のとき処理手段が位置する座標を基準座標として特定し、この回転軸を所定角だけ回転させ、処理手段が位置する座標を第1座標として特定すると共に、回転軸を所定角θだけ同一方向に更に回転させ、処理手段が位置する座標を第2座標として特定する。基準座標及び第1座標と、並びに、第1座標及び第2座標とを基に回転軸の回転中心から針先までの平均距離rを求めると共に、基準座標から第2座標までのオフセット角を求める。指定された回転軸の回転角θに応じて、処理手段の座標を上記平均距離とオフセット角とから起点座標に変換する。
【選択図】図4
Description

Claims (2)
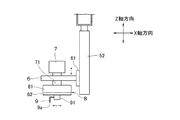
- ワークを、その処理面を開放してステージ上に保持させ、互いに直交する水平2方向をX軸方向及びY軸方向と、X軸方向及びY軸方向に直交する方向をZ軸方向とし、ステージに対しX軸方向に相対移動自在な門型のフレームに、Z軸方向にのびる回転軸を介して回動自在に装着された処理手段をワークに対してX軸方向及びY軸方向の少なくとも一方向に相対移動させながら所定の処理を施す処理装置にて、処理面のうち処理手段で処理を開始する位置を起点座標とし、この起点座標を、回転軸の回転角に応じて一致させる起点座標補正方法であって、
前記回転軸の回転角が0°のとき処理手段が位置する座標を基準座標として特定し、回転軸を所定角だけ回転させ、処理手段が位置する座標を第1座標として特定すると共に、回転軸を所定角だけ同一方向に更に回転させ、処理手段が位置する座標を第2座標として特定し、
基準座標と第1座標とを基に回転軸の回転中心から処理手段の処理位置までの距離を算出すると共に、第1座標と第2座標とを基に回転軸の回転中心から処理手段の処理位置までの距離を算出し、これを平均化して平均距離を求める工程と、基準座標から第2座標まで回転軸を回転させたときの回転角をオフセット角として算出する工程とを有し、回転軸の設定回転角に応じて、処理手段の座標を上記平均距離とオフセット角とから起点座標に変換することを特徴とする起点座標補正方法。 - 前記処理手段は、ワークの表面に接触する触針であり、その表面形状を測定するものであることを特徴とする請求項1記載の座標測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012143498A JP5982194B2 (ja) | 2012-06-26 | 2012-06-26 | 起点座標補正方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012143498A JP5982194B2 (ja) | 2012-06-26 | 2012-06-26 | 起点座標補正方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014006202A true JP2014006202A (ja) | 2014-01-16 |
| JP5982194B2 JP5982194B2 (ja) | 2016-08-31 |
Family
ID=50104041
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012143498A Active JP5982194B2 (ja) | 2012-06-26 | 2012-06-26 | 起点座標補正方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5982194B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107063086A (zh) * | 2017-03-13 | 2017-08-18 | 浙江优迈德智能装备有限公司 | 一种基于双红外传感器的局部曲面法向量确定方法 |
| CN110020486A (zh) * | 2019-04-11 | 2019-07-16 | 西北工业大学 | 一种考虑摩擦的行星滚柱丝杠副接触特性计算方法 |
| CN110406275A (zh) * | 2019-07-17 | 2019-11-05 | 歌尔股份有限公司 | 一种移动式写绘机器人 |
| CN111060049A (zh) * | 2019-12-31 | 2020-04-24 | 广西玉柴机器股份有限公司 | 一种验证三坐标测量机工件坐标系转换稳定性的方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS559132A (en) * | 1978-07-07 | 1980-01-23 | Nippon Seiko Kk | Method of detecting angular error at measuring needle point in measuring circle or arc, etc. |
| JPH01156616A (ja) * | 1987-11-26 | 1989-06-20 | Carl Zeiss:Fa | 座標測定装置のプローブヘッドに用いられる回転・旋回装置 |
| JPH07218207A (ja) * | 1994-02-01 | 1995-08-18 | Nippon Steel Corp | 表面形状測定装置 |
| EP0759534A2 (en) * | 1995-08-23 | 1997-02-26 | RENISHAW plc | Calibration of an articulating probe head for a coordinate positioning machine |
| JP2005531765A (ja) * | 2002-07-01 | 2005-10-20 | レニショウ パブリック リミテッド カンパニー | プローブまたはスタイラスの位置調整 |
| JP2006162537A (ja) * | 2004-12-10 | 2006-06-22 | Kanto Auto Works Ltd | 三次元形状計測機のセンサ原点のキャリブレーション方法 |
| JP2008275624A (ja) * | 2007-05-04 | 2008-11-13 | Hexagon Metrology Ab | 座標測定方法および座標測定装置 |
| WO2012004555A1 (en) * | 2010-07-07 | 2012-01-12 | Renishaw Plc | Method for recalibrating coordinate positioning apparatus |
-
2012
- 2012-06-26 JP JP2012143498A patent/JP5982194B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS559132A (en) * | 1978-07-07 | 1980-01-23 | Nippon Seiko Kk | Method of detecting angular error at measuring needle point in measuring circle or arc, etc. |
| JPH01156616A (ja) * | 1987-11-26 | 1989-06-20 | Carl Zeiss:Fa | 座標測定装置のプローブヘッドに用いられる回転・旋回装置 |
| JPH07218207A (ja) * | 1994-02-01 | 1995-08-18 | Nippon Steel Corp | 表面形状測定装置 |
| EP0759534A2 (en) * | 1995-08-23 | 1997-02-26 | RENISHAW plc | Calibration of an articulating probe head for a coordinate positioning machine |
| JP2005531765A (ja) * | 2002-07-01 | 2005-10-20 | レニショウ パブリック リミテッド カンパニー | プローブまたはスタイラスの位置調整 |
| JP2006162537A (ja) * | 2004-12-10 | 2006-06-22 | Kanto Auto Works Ltd | 三次元形状計測機のセンサ原点のキャリブレーション方法 |
| JP2008275624A (ja) * | 2007-05-04 | 2008-11-13 | Hexagon Metrology Ab | 座標測定方法および座標測定装置 |
| WO2012004555A1 (en) * | 2010-07-07 | 2012-01-12 | Renishaw Plc | Method for recalibrating coordinate positioning apparatus |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107063086A (zh) * | 2017-03-13 | 2017-08-18 | 浙江优迈德智能装备有限公司 | 一种基于双红外传感器的局部曲面法向量确定方法 |
| CN107063086B (zh) * | 2017-03-13 | 2019-03-12 | 浙江优迈德智能装备有限公司 | 一种基于双红外传感器的局部曲面法向量确定方法 |
| CN110020486A (zh) * | 2019-04-11 | 2019-07-16 | 西北工业大学 | 一种考虑摩擦的行星滚柱丝杠副接触特性计算方法 |
| CN110020486B (zh) * | 2019-04-11 | 2022-03-22 | 西北工业大学 | 一种考虑摩擦的行星滚柱丝杠副接触特性计算方法 |
| CN110406275A (zh) * | 2019-07-17 | 2019-11-05 | 歌尔股份有限公司 | 一种移动式写绘机器人 |
| CN111060049A (zh) * | 2019-12-31 | 2020-04-24 | 广西玉柴机器股份有限公司 | 一种验证三坐标测量机工件坐标系转换稳定性的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5982194B2 (ja) | 2016-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6671973B2 (en) | Surface texture measuring instrument and a method of adjusting an attitude of a work for the same | |
| JP6001662B2 (ja) | 形状測定装置、構造物製造システム、形状測定方法、構造物の製造方法、形状測定プログラム及び一時的でないコンピュータ読取り媒体 | |
| US10118227B2 (en) | Machine tool and workpiece flattening method | |
| US8363904B2 (en) | Offset amount calibrating method and surface texture measuring machine | |
| JP5982194B2 (ja) | 起点座標補正方法 | |
| US20110085177A1 (en) | Offset amount calibrating method and surface profile measuring machine | |
| JP6128977B2 (ja) | 板材の周縁加工装置並びに加工精度の計測及び補正方法 | |
| US10801825B2 (en) | Adapter element for assembling a rotational apparatus in the measurement space of a coordinate measuring machine | |
| WO2014010154A1 (ja) | スクライブ方法及びスクライブ装置 | |
| JP2007529734A (ja) | 物体走査 | |
| JP4745727B2 (ja) | ペースト塗布装置 | |
| JP5691398B2 (ja) | 載置台、形状測定装置、及び形状測定方法 | |
| JP2012093258A (ja) | 形状測定装置 | |
| CN116652369A (zh) | 激光加工控制方法、系统及装置 | |
| JP2021148559A (ja) | 測定システム及び偏心補正方法 | |
| JP2014019641A (ja) | スクライブ方法及びスクライブ装置 | |
| JP6425009B2 (ja) | 三次元測定機、及びこれを用いた形状測定方法 | |
| JP2017019290A (ja) | スクライブ方法及びスクライブ装置 | |
| JP2014006125A (ja) | 座標補正方法 | |
| JP2006258612A (ja) | 軸間角度補正方法 | |
| JP6478603B2 (ja) | 面形状測定方法及び面形状測定装置 | |
| US11709050B2 (en) | Position measurement method using a calibration plate to correct a detection value from the position detector | |
| KR20180027935A (ko) | 인덱스 테이블의 기하학적 오차를 측정하기 위한 다축 제어 기계 및 그의 인덱스 테이블의 기하학적 오차 측정 방법 | |
| CN113721227A (zh) | 一种激光器的偏移角度计算方法 | |
| JP2010201581A (ja) | 工作機械のワーク姿勢制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160223 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160329 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160726 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160801 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5982194 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |