JP2013521196A - 柔軟な金属合金の壁部を備えた流体サンプリング容器 - Google Patents
柔軟な金属合金の壁部を備えた流体サンプリング容器 Download PDFInfo
- Publication number
- JP2013521196A JP2013521196A JP2012555191A JP2012555191A JP2013521196A JP 2013521196 A JP2013521196 A JP 2013521196A JP 2012555191 A JP2012555191 A JP 2012555191A JP 2012555191 A JP2012555191 A JP 2012555191A JP 2013521196 A JP2013521196 A JP 2013521196A
- Authority
- JP
- Japan
- Prior art keywords
- sampling
- valve
- bag
- metal alloy
- sampling bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N1/00—Sampling; Preparing specimens for investigation
- G01N1/02—Devices for withdrawing samples
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Sampling And Sample Adjustment (AREA)
- Bag Frames (AREA)
Abstract
Description
本特許出願は、参照によりその全体が組み込まれている、2010年2月26日に出願した米国仮特許出願第61/308,502号の米国特許法第119条に基づく優先権を主張するものである。
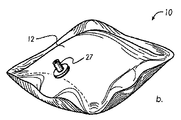
本発明は、新規のタイプのサンプリング、または、独創的なタイプのサンプリング入口部−サンプリングヘッドを備えたセルフサンプリングバッグの実施形態を提案している。両方の新規なものは、バッグまたはキャニスタを使用するサンプリングの全ての既存技術と比較して、結果として多くの新しい特徴を生じる。
−排出するためのまたは容器の中に流体を満たすための任意のタイプのポンプが不要である。
−バッテリの充電およびメンテナンスが不要である。
−ポンプ較正が不要である。
−サンプリングモードを変更すること、すなわち、複数回の所定のサンプリング時間、多機能サンプリングヘッドによって、グラブサンプリング/長期間サンプリングを変更することが極端に容易である。
−動作が極端に簡易である。−特殊な資格が不要である。
−安価なサンプリングプロセスである。−使用が低コストである。
−1人が複数の並行したサンプリングデバイスを動かし、または連続のサンプリング動作を行うことが可能である。労働力の効率が極端に良い。
−サンプリングヘッドに設定される主なモードは、片手だけで動作される。
−製造コストが低い。
−グラブサンプリングの場合の回収率が高い。−100%に近い。
−外部配管または内部ポンプの壁部の上の収着が実質的にない。
−相互汚染が実質的にない。
−直接サンプリングされた容積の全てが使用可能である。
−常にサンプリングの準備ができている。
−閉じられた入口部によって空にされたとき、多くの容器が比較的小さい容積に収まることが可能である(現場サンプリングにとって、携帯性は極めて重要である)。
−本デバイスが充填されたとき、携帯可能であり、郵送することが容易である。
−本デバイスは、本質的に安全であり、本質的に安全なサンプリングを提供する。
11 ガスケット
12 金属合金シート、金属合金壁部
13 他の手段
14 積層、フッ化炭素層、プラスチック積層体
18 縁部
21 継ぎ目部
22 サンプリングバッグ
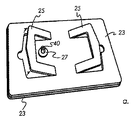
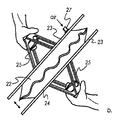
23 サイドパネル
25 ハンドル
26 ハンドル
27 入口部、サンプリングヘッド取付具
28 ばね
33 ガスケット
34 ボール弁
35 ステム、ステムソケット
36 抵抗
37 タレットソケット
39 ソケット
40 隔壁部
42 隔壁部組立体、接続ソケット
44 開口部
50 サンプリングヘッド
52 半硬質配管、配管コネクタ、半硬質接続配管
53 有刺配管コネクタ
Claims (67)
- 少なくとも1つの柔軟壁部であって、前記柔軟壁部は、金属合金を含む少なくとも1つの層を含む柔軟壁部と、
入口部と、
を含むことを特徴とするサンプリングバッグ。 - 前記柔軟壁部は、金属合金シートを含む少なくとも1つの層を含むことを特徴とする請求項1に記載のサンプリングバッグ。
- 金属合金シートの少なくとも1つの層を含む2つの柔軟壁部を含むことを特徴とする請求項1に記載のサンプリングバッグ。
- 前記2つの柔軟壁部が、サンプリングバッグを形成するために接合されることを特徴とする請求項3に記載のサンプリングバッグ。
- シートは、25μm〜50μmの範囲の厚さを有することを特徴とする請求項1に記載のサンプリングバッグ。
- 前記層は、本質的に、ステンレス鋼の平坦なシートからなることを特徴とする請求項1に記載のサンプリングバッグ。
- 前記層は、本質的に、ステンレス鋼の波形の付いたシートからなることを特徴とする請求項1に記載のサンプリングバッグ。
- 前記金属合金は、SST304、SST304、SST309、SST309L、SST316、SST316L、SST321、SST321L、低炭素ステンレス鋼、ニチノール、ニッケル、またはチタンなどのステンレス鋼合金を含む群から選択されることを特徴とする請求項1に記載のサンプリングバッグ。
- 前記柔軟壁部に取り付けられた少なくとも1つのパネルを含むことを特徴とする請求項1に記載のサンプリングバッグ。
- 前記柔軟壁部のそれぞれに取り付けられた少なくとも1つのパネルを含むことを特徴とする請求項3に記載のサンプリングバッグ。
- 前記パネルは、板紙、段ボール紙、または段ボール板から選択された材料と、ハンドルとを含むことを特徴とする請求項10に記載のサンプリングバッグ。
- 前記パネルを付勢することが可能なばねを含むことを特徴とする請求項10に記載のサンプリングバッグ。
- 前記ばねは、前記パネルを互いに離す方向に付勢し、または、前記パネルを互いに向かわせる方向に付勢することを特徴とする請求項11に記載のサンプリングバッグ。
- 前記入口部に弁を含むことを特徴とする請求項1に記載のサンプリングバッグ。
- 前記弁は、迅速に接続を切るコネクタ、または、同一の流量条件において異なる流量特性を生じる形状を付けられたオリフィスを含む複数の入口部を含むことを特徴とする請求項14に記載のサンプリングバッグ。
- サンプリングバッグを形成する方法であって、
前記サンプリングバッグを形成するために耐腐食性の金属合金シートの少なくとも2つのシートの周辺部をシールするステップと、
前記2つのシートの間の空間にアクセスするために入口部を提供するステップと、
を含むことを特徴とする方法。 - 前記シートは、25μmまたは50μmの厚さであることを特徴とする請求項16に記載の方法。
- 前記2つのシートの前記周辺部をシールするステップは、前記2つのシートの前記周辺部を溶接するステップを含むことを特徴とする請求項16に記載の方法。
- 前記2つのシートの前記周辺部を溶接するステップは、前記2つのシートの前記周辺部をレーザー溶接するステップを含むことを特徴とする請求項18に記載の方法。
- 前記周辺部をシールするステップは、0.5mm〜1.5mmの幅を形成する継ぎ目部を形成するステップを含むことを特徴とする請求項16に記載の方法。
- 入口部を提供するステップは、前記金属合金シートのうちの少なくとも1つに開口部を形成するステップを含むことを特徴とする請求項16に記載の方法。
- 開口部を形成するステップは、開口部を穴開けするステップを含むことを特徴とする請求項21に記載の方法。
- 開口部を形成するステップは、開口部を切り取るステップを含むことを特徴とする請求項21に記載の方法。
- 開口部を切り取るステップは、開口部をレーザー切断するステップを含むことを特徴とする請求項23に記載の方法。
- 開口部の中に弁を搭載するステップをさらに含むことを特徴とする請求項16に記載の方法。
- 前記弁は、迅速に接続を切るコネクタを含むことを特徴とする請求項25に記載の方法。
- 前記開口部は、ガスケットを使用して前記弁を搭載することによってシールされることを特徴とする請求項25に記載の方法。
- 前記シートのうちの一方が、もう一方のシートに重ね合わさっていることを特徴とする請求項16に記載の方法。
- 前記2つのシートの間の前記空間を不動態化するステップを含むことを特徴とする請求項16に記載の方法。
- 前記2つのシートの間の前記空間を不動態化するステップは、前記サンプリングバッグに酸を加えるステップを含むことを特徴とする請求項29に記載の方法。
- 前記2つのシートの間の前記空間を不動態化するステップは、前記バッグを酸で満たすステップを含むことを特徴とする請求項29に記載の方法。
- 前記酸は、硝酸またはクエン酸であることを特徴とする請求項30に記載の方法。
- 前記酸の濃度は、3%〜5%であることを特徴とする請求項30に記載の方法。
- 前記バッグの内部を乾燥するステップを含むことを特徴とする請求項29に記載の方法。
- 前記バッグの前記内部を乾燥するステップは、真空下で60℃を超える温度まで前記バッグを加熱するステップを含むことを特徴とする請求項34に記載の方法。
- 耐腐食性の金属合金シートの前記2つのシートのそれぞれの少なくとも1つの側部を化学的に研磨するステップを含むことを特徴とする請求項16に記載の方法。
- 化学的に研磨するステップは、陽イオン界面活性剤およびフェリシアン化物錯体の存在下で、6時間〜12時間、35℃〜50℃の温度範囲で、塩酸、硝酸、およびヒドロキシ安息香酸の混合体を含む試薬を用いて壁部を処理するステップを含むことを特徴とする請求項36に記載の方法。
- 前記周辺部をシールするステップの前に、前記シートのそれぞれの少なくとも1つの表面を化学的に不動態化するステップを含むことを特徴とする請求項16に記載の方法。
- 化学的に不動態化するステップは、前記表面を、3%クエン酸を使用して50℃で約2時間処理するステップを含むことを特徴とする請求項38に記載の方法。
- 弁は、PTFE、FEP、Delrin、アセタールを含む群から選択された、または、ステンレス鋼から選択された少なくとも1つの材料を含むことを特徴とする請求項24に記載の方法。
- 弁のステンレス鋼は、前記シートと同じ材料であることを特徴とする請求項39に記載の方法。
- 壁部の外側表面をプラスチック材料で積層するステップを含むことを特徴とする請求項16に記載の方法。
- プラスチック材料は、電荷消散特性を有することを特徴とする請求項17に記載の方法。
- プラスチック材料は、高い熱安定性を有することを特徴とする請求項41に記載の方法。
- 前記プラスチック材料は、100℃において熱的に安定していることを特徴とする請求項44に記載の方法。
- 前記プラスチック材料は、アクリル接着剤を使用して積層されたビニール材料であるか、または、シリコンベースの接着剤を用いたフッ化炭素であることを特徴とする請求項42に記載の方法。
- 前記プラスチック材料は、前記周辺部をシールするステップの前に積層されることを特徴とする請求項42に記載の方法。
- 前記プラスチック材料は、前記シートを越えて延在し、熱シールされることを特徴とする請求項47に記載の方法。
- 前記周辺部の周りの前記プラスチックシートの内側に内側シール材料を含むことを特徴とする請求項48に記載の方法。
- 前記内側シール材料は、フッ化炭素であることを特徴とする請求項49に記載の方法。
- 前記周辺部を折り畳むステップを含むことを特徴とする請求項16に記載の方法。
- 前記周辺部を2回折り畳むステップを含むことを特徴とする請求項50に記載の方法。
- 壁部の外部表面にパネルを取り付けるステップを含むことを特徴とする請求項16に記載の方法。
- 前記パネルが、ハンドルを含むことを特徴とする請求項53に記載の方法。
- 前記パネルが、半硬質柔軟材料を含むことを特徴とする請求項54に記載の方法。
- 前記パネルは、板紙、段ボール紙、または段ボール板から選択された材料を含むことを特徴とする請求項54に記載の方法。
- 基部と、
コネクタを含むステムであって、前記ステムの長手方向軸線が前記基部の長手方向軸線と平行の方向に向けられているとき、弁は開かれており、前記ステムの前記長手方向軸線が前記基部の長手方向軸線に垂直の方向に向けられているとき、前記弁は閉じられている、ステムと、
を含むことを特徴とするサンプル容器のためのサンプリング弁。 - 前記ステムは、複数のサンプリング付属品を受け入れることが可能な、迅速に接続を切るコネクタを含むことを特徴とする請求項57に記載のサンプリング弁。
- 前記サンプリング付属品は、配管コネクタ、隔壁部保持具、または、較正された空気力学的な抵抗を含む入口部を含むことを特徴とする請求項58に記載のサンプリング弁。
- 前記入口部は、15分、30分、1時間、2時間、4時間、8時間、または24時間から選択された時間で、前記サンプリングバッグを少なくとも部分的に満たすように較正されることを特徴とする請求項59に記載のサンプリング弁。
- 多位置弁を含み、前記多位置弁は、少なくとも2つの入口部および三位置弁を含むことを特徴とするサンプリング弁。
- 前記入口部のそれぞれは、較正された空気力学的な抵抗の流路であることを特徴とする請求項61に記載のサンプリング弁。
- 前記入口部のそれぞれは、同一の条件において異なる流量となるように較正されていることを特徴とする請求項62に記載のサンプリング弁。
- 3つの交換可能な入口部を含み、前記入口部のそれぞれは、同一の条件において異なる流量となるように較正されていることを特徴とする請求項61に記載のサンプリング弁。
- 前記弁を前記入口部のうちの1つに選択的に開くための、または、前記弁を閉じるためのタレットを含むことを特徴とする請求項61に記載のサンプリング弁。
- 前記サンプリング弁は、第2の弁を含み、前記第2の弁は、2つの位置を有するオン/オフ弁であり、1つの位置は前記弁を開き、第2の位置は前記弁を閉じることを特徴とする請求項61に記載のサンプリング弁。
- 前記第2の弁が、基部およびステムを含み、前記ステムの長手方向軸線が前記基部の長手方向軸線と平行の方向に向けられているとき、前記第2の弁は開かれており、前記ステムの前記長手方向軸線が前記基部の前記長手方向軸線に垂直の方向に向けられているとき、前記弁は閉じられていることを特徴とする請求項66に記載のサンプリング弁。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US30850210P | 2010-02-26 | 2010-02-26 | |
| US61/308,502 | 2010-02-26 | ||
| PCT/US2011/026293 WO2011106680A1 (en) | 2010-02-26 | 2011-02-25 | Container for fluid sampling with flexible metal alloy walls |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013521196A true JP2013521196A (ja) | 2013-06-10 |
| JP2013521196A5 JP2013521196A5 (ja) | 2014-04-17 |
Family
ID=44507237
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012555191A Pending JP2013521196A (ja) | 2010-02-26 | 2011-02-25 | 柔軟な金属合金の壁部を備えた流体サンプリング容器 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20110219891A1 (ja) |
| EP (1) | EP2539239A1 (ja) |
| JP (1) | JP2013521196A (ja) |
| CN (1) | CN102883967A (ja) |
| BR (1) | BR112012021008A2 (ja) |
| CA (1) | CA2790035A1 (ja) |
| MX (1) | MX2012009703A (ja) |
| WO (1) | WO2011106680A1 (ja) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9188509B2 (en) | 2011-12-28 | 2015-11-17 | Nextteq Llc | Sampling device |
| US9322746B2 (en) * | 2011-12-28 | 2016-04-26 | Nextteq Llc | Sampling bag with multilayer walls |
| DE102012210040A1 (de) * | 2012-06-14 | 2013-12-19 | Inficon Gmbh | Prüfvorrichtung mit einem Prüfgasbehälter |
| CN103336106B (zh) * | 2013-06-24 | 2015-04-22 | 浙江大学 | 内置柔性反应腔的高温高压试验平台 |
| US20150282634A1 (en) * | 2014-04-04 | 2015-10-08 | American Recreation Products, LLC. | Inflatable device having integrated bellows |
| JP2018520370A (ja) * | 2015-06-05 | 2018-07-26 | ヴェセレ,ウィリアム ティー.VECERE,William T. | 低透過率サンプルバッグ |
| CN105067391A (zh) * | 2015-07-16 | 2015-11-18 | 苏州华达仪器设备有限公司 | 一种方便携带的空气快速取样袋 |
| CN106323700A (zh) * | 2016-08-03 | 2017-01-11 | 上海化工研究院 | 一种弹簧内撑自吸式常压/负压气体采样装置及其应用 |
| EP3617690B1 (en) * | 2018-08-31 | 2022-10-26 | Endress + Hauser Conducta GmbH+Co. KG | Sampling system and sampling method for processing a liquid sample |
| US10634558B1 (en) | 2018-11-13 | 2020-04-28 | Anna Ailene Scott | Air quality monitoring system and enhanced spectrophotometric chemical sensor |
| CN109289955B (zh) * | 2018-11-28 | 2023-08-22 | 北京市中医研究所 | 一种风琴竖式可调间距多浓度加样槽 |
| US10697947B1 (en) | 2019-01-23 | 2020-06-30 | Project Canary, Inc. | Apparatus and methods for reducing fugitive gas emissions at oil facilities |
| US11150167B1 (en) | 2020-04-03 | 2021-10-19 | Project Canary, Pbc | Air sampling actuator and associated method |
| EP4200583A1 (en) | 2020-09-10 | 2023-06-28 | Project Canary, PBC | Air quality monitoring system and method |
| US11802860B1 (en) | 2022-03-25 | 2023-10-31 | Project Canary, Pbc | Emissions detection system and methods |
| US11887203B1 (en) | 2023-02-01 | 2024-01-30 | Project Canary, Pbc | Air quality monitors minimization system and methods |
| US11727519B1 (en) | 2023-02-01 | 2023-08-15 | Project Canary, Pbc | Air quality monitors minimization system and methods |
| US11861753B1 (en) | 2023-02-01 | 2024-01-02 | Project Canary, Pbc | Air quality monitors minimization system and methods |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5218390A (en) * | 1975-08-01 | 1977-02-10 | Osaka Kagaku Bunseki Center:Kk | Method of smpling gas for analysis |
| JP3005096U (ja) * | 1994-06-09 | 1994-12-06 | 株式会社司測研 | 流体試料用サンプルバッグ |
| JPH11165745A (ja) * | 1997-12-04 | 1999-06-22 | Tsukasa Sokken:Kk | 流体試料用薄板製バッグ |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3346883A (en) * | 1965-10-21 | 1967-10-17 | Louise Sandler | Receptacles |
| FR2512481A1 (fr) * | 1981-09-04 | 1983-03-11 | Stein Industrie | Dispositif de supportage tangentiel d'un reservoir horizontal d'epaisseur faible par rapport a son diametre |
| US4415085A (en) * | 1981-12-21 | 1983-11-15 | Eli Lilly And Company | Dry pharmaceutical system |
| CA1196800A (en) * | 1983-04-08 | 1985-11-19 | Her Majesty The Queen, In Right Of Canada, As Represented By The Minister Of National Defence | Atmospheric air sample collection device |
| US5442289A (en) * | 1989-07-31 | 1995-08-15 | Biomagnetic Technologies, Inc. | Biomagnetometer having flexible sensor |
| CH679886A5 (ja) * | 1989-09-04 | 1992-04-30 | Topic Ag | |
| US5074155A (en) * | 1990-08-29 | 1991-12-24 | Vecere William T | Fitting and tube apparatus for gas emission sample container |
| US5218874A (en) * | 1990-08-29 | 1993-06-15 | Vecere William T | Fitting and tube apparatus for gas emission sample container |
| US5239877A (en) * | 1992-06-26 | 1993-08-31 | Engineered Devices, Inc. | Gas emission sample container with internal mixing fitting |
| US5522272A (en) * | 1993-11-04 | 1996-06-04 | Bellaire Industries, Inc. | Gas emission sample container with heating means |
| US5437199A (en) * | 1994-02-16 | 1995-08-01 | Kaplan; Larry | Sampling kit for compressed air/gas sources |
| US5456126A (en) * | 1994-03-21 | 1995-10-10 | Bellaire Industries, Inc. | Fluid valve and gas sample container using same |
| US5479739A (en) * | 1994-08-31 | 1996-01-02 | Livingston; J. Mark | Spring actuated marine animal capturing device |
| US5913232A (en) * | 1996-05-20 | 1999-06-15 | Sendx Medical, Inc. | reference solution container for blood gas/electrolyte measuring system |
| FR2791645B1 (fr) * | 1999-04-02 | 2001-06-15 | Valois Sa | Echantillon de produit fluide destine a la presse |
| US6497156B2 (en) * | 1999-12-28 | 2002-12-24 | Horiba Instruments, Inc. | Method for collecting exhaust gases |
| AT4039U3 (de) * | 2000-10-03 | 2001-07-25 | Avl List Gmbh | Abgas-probenbeutel |
| US6680094B2 (en) * | 2000-12-08 | 2004-01-20 | Toyo Seikan Kaisha, Ltd. | Packaging material and multi-layer container |
| CA2484215C (en) * | 2002-04-23 | 2015-02-24 | Kirk Max Ririe | Sample withdrawal and dispensing device |
| US8337475B2 (en) * | 2004-10-12 | 2012-12-25 | C. R. Bard, Inc. | Corporeal drainage system |
| DE102006048754A1 (de) * | 2006-10-12 | 2008-04-17 | Fev Motorentechnik Gmbh | Abgassammelbeutel |
| US8191437B2 (en) * | 2007-05-15 | 2012-06-05 | O.I. Corporation | Gas sample collection and analysis |
| US20090123093A1 (en) * | 2007-11-13 | 2009-05-14 | Emballage Rouville Inc. | Bag with reinforced handles and process of making the bag |
| US7886580B2 (en) * | 2007-12-06 | 2011-02-15 | Apv North America, Inc. | Heat exchanger leak testing method and apparatus |
-
2011
- 2011-02-25 US US13/035,163 patent/US20110219891A1/en not_active Abandoned
- 2011-02-25 BR BR112012021008A patent/BR112012021008A2/pt not_active IP Right Cessation
- 2011-02-25 CA CA2790035A patent/CA2790035A1/en not_active Abandoned
- 2011-02-25 EP EP11748167A patent/EP2539239A1/en not_active Withdrawn
- 2011-02-25 JP JP2012555191A patent/JP2013521196A/ja active Pending
- 2011-02-25 WO PCT/US2011/026293 patent/WO2011106680A1/en active Application Filing
- 2011-02-25 CN CN2011800108966A patent/CN102883967A/zh active Pending
- 2011-02-25 MX MX2012009703A patent/MX2012009703A/es not_active Application Discontinuation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5218390A (en) * | 1975-08-01 | 1977-02-10 | Osaka Kagaku Bunseki Center:Kk | Method of smpling gas for analysis |
| JP3005096U (ja) * | 1994-06-09 | 1994-12-06 | 株式会社司測研 | 流体試料用サンプルバッグ |
| JPH11165745A (ja) * | 1997-12-04 | 1999-06-22 | Tsukasa Sokken:Kk | 流体試料用薄板製バッグ |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110219891A1 (en) | 2011-09-15 |
| CN102883967A (zh) | 2013-01-16 |
| EP2539239A1 (en) | 2013-01-02 |
| BR112012021008A2 (pt) | 2017-07-11 |
| CA2790035A1 (en) | 2011-09-01 |
| WO2011106680A1 (en) | 2011-09-01 |
| MX2012009703A (es) | 2013-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013521196A (ja) | 柔軟な金属合金の壁部を備えた流体サンプリング容器 | |
| US9846108B2 (en) | Containers for fluids with composite agile walls | |
| EP2536641B1 (en) | Device for fluid sampling | |
| WO2009145991A1 (en) | Apparatus and method for the integrity testing of flexible containers | |
| US9322746B2 (en) | Sampling bag with multilayer walls | |
| US5218874A (en) | Fitting and tube apparatus for gas emission sample container | |
| JP6623179B2 (ja) | サンプリング装置のためのフロータイマー | |
| KR20230093633A (ko) | 가스 샘플링 백 | |
| JP5108711B2 (ja) | ガスの採取方法及び装置 | |
| EP1545794B8 (en) | Spray dispenser assembly and vessel therefor | |
| US10627323B2 (en) | Low permeability sample bag | |
| JP2009270906A (ja) | ガスの採取方法及び装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140225 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141222 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150525 |