JP2013010090A - Gas sorption recovery element, method of manufacturing gas sorption recovery element, and gas sorption recovery apparatus - Google Patents
Gas sorption recovery element, method of manufacturing gas sorption recovery element, and gas sorption recovery apparatus Download PDFInfo
- Publication number
- JP2013010090A JP2013010090A JP2011146020A JP2011146020A JP2013010090A JP 2013010090 A JP2013010090 A JP 2013010090A JP 2011146020 A JP2011146020 A JP 2011146020A JP 2011146020 A JP2011146020 A JP 2011146020A JP 2013010090 A JP2013010090 A JP 2013010090A
- Authority
- JP
- Japan
- Prior art keywords
- gas
- porous
- heating element
- outer shell
- gas sorption
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001179 sorption measurement Methods 0.000 title claims abstract description 115
- 238000011084 recovery Methods 0.000 title claims abstract description 98
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 238000010438 heat treatment Methods 0.000 claims abstract description 131
- 239000002594 sorbent Substances 0.000 claims abstract description 65
- 239000011148 porous material Substances 0.000 claims abstract description 37
- 239000010410 layer Substances 0.000 claims description 115
- 239000004020 conductor Substances 0.000 claims description 87
- 238000007747 plating Methods 0.000 claims description 51
- 229920005989 resin Polymers 0.000 claims description 29
- 239000011347 resin Substances 0.000 claims description 29
- 229910052751 metal Inorganic materials 0.000 claims description 23
- 239000002184 metal Substances 0.000 claims description 23
- 229910045601 alloy Inorganic materials 0.000 claims description 12
- 239000000956 alloy Substances 0.000 claims description 12
- 238000005275 alloying Methods 0.000 claims description 11
- 230000020169 heat generation Effects 0.000 claims description 9
- 229910052804 chromium Inorganic materials 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 7
- 238000000576 coating method Methods 0.000 claims description 7
- 239000000843 powder Substances 0.000 claims description 7
- 229910021536 Zeolite Inorganic materials 0.000 claims description 5
- 239000011230 binding agent Substances 0.000 claims description 5
- HNPSIPDUKPIQMN-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Al]O[Al]=O HNPSIPDUKPIQMN-UHFFFAOYSA-N 0.000 claims description 5
- 239000010457 zeolite Substances 0.000 claims description 5
- 239000011247 coating layer Substances 0.000 claims description 3
- 238000003860 storage Methods 0.000 claims 2
- 238000010030 laminating Methods 0.000 claims 1
- ORQBXQOJMQIAOY-UHFFFAOYSA-N nobelium Chemical compound [No] ORQBXQOJMQIAOY-UHFFFAOYSA-N 0.000 abstract description 29
- 239000007789 gas Substances 0.000 description 197
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 43
- 238000000034 method Methods 0.000 description 32
- 239000011651 chromium Substances 0.000 description 28
- 239000012159 carrier gas Substances 0.000 description 19
- 238000003795 desorption Methods 0.000 description 10
- 229910018487 Ni—Cr Inorganic materials 0.000 description 9
- 230000000873 masking effect Effects 0.000 description 9
- 229910052759 nickel Inorganic materials 0.000 description 8
- 239000000463 material Substances 0.000 description 6
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 229910000599 Cr alloy Inorganic materials 0.000 description 4
- 239000012298 atmosphere Substances 0.000 description 4
- 239000002131 composite material Substances 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 239000010949 copper Substances 0.000 description 3
- 239000006260 foam Substances 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 229910002091 carbon monoxide Inorganic materials 0.000 description 2
- 239000002361 compost Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000000635 electron micrograph Methods 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 239000010800 human waste Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910001200 Ferrotitanium Inorganic materials 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images















Landscapes
- Treating Waste Gases (AREA)
- Separation Of Gases By Adsorption (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
Abstract
Description
本願発明は、ガス収着回収素子、ガス収着回収素子の製造方法及びガス収着回収装置に関する。詳しくは、し尿処理や堆肥製造工程等において生成されるガスを効率よく収着(吸収あるいは吸着)し、濃縮して回収することができるガス収着回収素子等に関する。 The present invention relates to a gas sorption recovery element, a method for manufacturing a gas sorption recovery element, and a gas sorption recovery apparatus. More specifically, the present invention relates to a gas sorption / recovery element or the like that can efficiently sorb (absorb or adsorb) gas generated in human waste processing or compost manufacturing process, and concentrate and recover the gas.
たとえば、し尿処理や堆肥製造工程等において生じる種々のガスは悪臭の原因となる。このため、種々の手法を用いて上記ガスを回収し、処理する装置が提案されている。 For example, various gases generated in human waste processing, compost manufacturing processes, and the like cause malodor. For this reason, apparatuses for recovering and processing the gas using various techniques have been proposed.
たとえば、低い濃度で大量のガスを回収する手法として、上記ガスを収着する機能をもった収着剤、たとえば、活性炭やゼオライト等をハニカム状の多孔質体に担持したハニカムロータに、ガスを一旦収着させ、これを少量の加熱空気等のキャリヤガスで脱着させることにより回収し、その後燃焼処理等する手法が採用されることが多い。 For example, as a technique for recovering a large amount of gas at a low concentration, a sorbent having a function of sorbing the gas, for example, a honeycomb rotor in which activated carbon, zeolite or the like is supported on a honeycomb porous body, gas is supplied. In many cases, a method of once sorbing and recovering this by desorbing it with a small amount of carrier gas such as heated air and then performing a combustion treatment or the like is often employed.
上記特許文献1に記載されているガス収着方法では、収着ロータをその回転方向に対して順に、収着ゾーン、第1脱着ゾーン、第2脱着ゾーンに分割し、第1ヒータで加熱した空気等のキャリヤガスを上記第1脱着ゾーンに通し、第1脱着ゾーンを通ったキャリヤガスを第2ヒータで再度加熱して第2脱着ゾーンに通して収着ガスを収着剤から脱着するように構成されている。 In the gas sorption method described in Patent Document 1, the sorption rotor is divided into a sorption zone, a first desorption zone, and a second desorption zone in order with respect to the rotation direction, and heated by the first heater. A carrier gas such as air is passed through the first desorption zone, the carrier gas that has passed through the first desorption zone is heated again by the second heater, and is passed through the second desorption zone so that the sorption gas is desorbed from the sorbent. It is configured.
上記手法においては、収着ガスを回収する空気等のキャリヤガスを収着ロータの外部で加熱して、上記ロータに保持した収着剤に作用させるように構成されているため、装置が大掛かりになる。また、加熱されたキャリヤガスの温度が、ガス収着剤内部を流動する間に低下するため、収着剤の全体を所定温度に加熱して収着ガスを回収することはできない。このため、ガスの回収効率が低くなる。また、高沸点のガスを回収するには、キャリヤガスを2度加熱して収着剤に作用させる必要があり、エネルギ効率も低い。 In the above-described method, since the carrier gas such as air for collecting the sorbed gas is heated outside the sorption rotor and acts on the sorbent held in the rotor, the apparatus is large-scale. Become. In addition, since the temperature of the heated carrier gas decreases while flowing inside the gas sorbent, it is impossible to recover the sorbed gas by heating the entire sorbent to a predetermined temperature. For this reason, the recovery efficiency of gas becomes low. Further, in order to recover the high boiling point gas, it is necessary to heat the carrier gas twice to act on the sorbent, and the energy efficiency is low.
一方、収着ガスを回収せずに収着剤ごと焼却等する手法が採用されることも多いが、ランニングコストが大きくなる。 On the other hand, in many cases, a method of incineration of the sorbent without recovering the sorbed gas is employed, but the running cost increases.
本願発明は、上記従来の問題を解決し、収着剤に収着させたガスを確実に脱着して回収できるとともに、回収する際のエネルギ効率が高いガス収着回収素子を提供することを課題としている。 The present invention solves the above-described conventional problems, and provides a gas sorption recovery element that can reliably desorb and recover the gas sorbed by the sorbent and has high energy efficiency when recovered. It is said.
本願の請求項1に記載した発明は、連続気孔を有する多孔質発熱体の各気孔表面にガス収着剤層を設け、上記多孔質発熱体に通電して発熱させることにより、上記ガス収着剤層に収着されたガスを脱着させるように構成されたガス収着回収素子に関するものである。 The invention described in claim 1 of the present application provides a gas sorbent layer on each pore surface of a porous heating element having continuous pores, and energizes the porous heating element to generate heat to thereby generate the gas sorption. The present invention relates to a gas sorption recovery element configured to desorb a gas sorbed on an agent layer.
本願発明に係るガス収着回収素子は、ガス収着剤層と発熱体とが一体的に形成されているため、ガス収着剤層を直接加熱して収着されたガスを脱着させることができる。このため、収着されたガスを脱着させる際のエネルギ効率がきわめて高い。また、通電した多孔質発熱体の全域を、所定温度に迅速に加熱することができる。このため、ガスの脱着効率が高いばかりでなく、多量のガスを収着し、また、脱着することが可能となる。しかも、キャリヤガスを加熱する装置を別途設ける必要がないことから、装置の小型化を図ることができる。 In the gas sorption recovery element according to the present invention, since the gas sorbent layer and the heating element are integrally formed, the gas sorbent layer can be directly heated to desorb the sorbed gas. it can. For this reason, the energy efficiency when desorbing the sorbed gas is extremely high. In addition, the entire area of the energized porous heating element can be rapidly heated to a predetermined temperature. For this reason, not only the gas desorption efficiency is high, but also a large amount of gas can be sorbed and desorbed. In addition, since it is not necessary to separately provide a device for heating the carrier gas, the device can be miniaturized.
上記ガス収着剤層を構成する材料、形成方法は特に限定されることはない。吸着ガスの種類に応じて選択することができる。たとえば、上記ガス収着剤層を、ゼオライト粉末を、バインダを介して気孔表面にコーティングして形成することができる。また、ガスの流動を阻害しない範囲であれば、上記ガス収着剤層の厚みも特に限定されることはない。たとえば、ガス収着剤層の厚みを、気孔孔径の2分の1以下に設定することができる。 The material constituting the gas sorbent layer and the forming method are not particularly limited. It can be selected according to the type of adsorbed gas. For example, the gas sorbent layer can be formed by coating the surface of pores with a zeolite powder through a binder. Further, the thickness of the gas sorbent layer is not particularly limited as long as it does not inhibit the gas flow. For example, the thickness of the gas sorbent layer can be set to half or less of the pore diameter.
多孔質発熱体の一部から通電すると、多孔質発熱体の一部に大きな電流が流れ、多孔質発熱体を均一に加熱することができない恐れがある。上記不都合を回避するために、請求項2に記載された発明のように、上記多孔質発熱体を、連続気孔を有する多孔質導電体を備えて構成するとともに、この多孔質導電体を介して通電できるように構成するのが好ましい。 When energizing from a part of the porous heating element, a large current flows through a part of the porous heating element, and there is a possibility that the porous heating element cannot be heated uniformly. In order to avoid the inconvenience, as in the invention described in claim 2, the porous heating element includes a porous conductor having continuous pores, and the porous conductor is interposed through the porous conductor. It is preferable to configure so that it can be energized.
上記多孔質導電体は、上記多孔質発熱体より抵抗率の小さい多孔質体、たとえば、Ni(ニッケル)、Cu(銅)等で形成することができる。上記多孔質導電体は、多孔質発熱体のように高い温度で発熱しないため、給電のための配線を容易に接続することができる。上記多孔質導電体の抵抗率は、多孔質発熱体の抵抗率の100分の1以下に設定するのが好ましい。 The porous conductor can be formed of a porous body having a resistivity lower than that of the porous heating element, such as Ni (nickel) or Cu (copper). Since the porous conductor does not generate heat at a high temperature unlike the porous heating element, wiring for power feeding can be easily connected. The resistivity of the porous conductor is preferably set to 1/100 or less of the resistivity of the porous heating element.
上記多孔質発熱体と上記多孔質導電体とを別体の多孔質体から形成して溶接やかしめ等によって接合することができる。また、請求項3に記載された発明のように、上記多孔質発熱体と上記多孔質導電体とを共通の多孔質体から一体形成するのが好ましい。上記構成を採用することにより、上記ガス収着回収素子内の多孔質構造及び気孔率を一定にすることが可能となり、収着ガスを流動させた際の流動抵抗をガス収着回収素子内で均一にすることができる。このため、収着ガスの流動を阻害することなく、しかも、流動する収着ガスをガス収着剤層に効率よく収着させることができる。また、脱着する際のキャリヤガスの流動も均一になり、収着ガスを効率よく脱着して回収することができる。 The porous heating element and the porous conductor can be formed from separate porous bodies and joined together by welding, caulking, or the like. Further, as in the invention described in claim 3, it is preferable that the porous heating element and the porous conductor are integrally formed from a common porous body. By adopting the above configuration, it becomes possible to make the porous structure and the porosity in the gas sorption and recovery element constant, and the flow resistance when the sorption gas is made flow in the gas sorption and recovery element. It can be made uniform. For this reason, the flowing sorption gas can be efficiently sorbed to the gas sorbent layer without hindering the flow of the sorption gas. Further, the flow of the carrier gas at the time of desorption becomes uniform, and the sorption gas can be efficiently desorbed and recovered.
上記多孔質発熱体と上記多孔質導電体の少なくとも一方は、上記共通の多孔質体の所定領域を発熱体化又は導電体化することにより形成することができる。上記発熱体化あるいは導電体化する部位及び領域の大きさや数は特に限定されることはない。 At least one of the porous heating element and the porous conductor can be formed by converting a predetermined region of the common porous body into a heating element or a conductor. There are no particular limitations on the size and number of the regions and regions that become the heating element or the conductor.
たとえば、請求項4に記載した発明のように、少なくとも2以上の多孔質発熱体を備え、選択した1又は2以上の発熱体に通電して発熱させることができるように構成することができる。 For example, as in the invention described in claim 4, at least two or more porous heating elements can be provided, and the selected one or more heating elements can be energized to generate heat.
上記構成を採用することにより、ガス収着回収素子内の所要の部分を発熱させることが可能となる。これにより、収着ガスの脱着量を容易に調節することが可能になり、後に設けられるガス焼却装置やガス分解装置の能力等に応じて供給するガス量を調節できる。また、一部の発熱体が溶断等によって発熱しなくなった場合にも、他の発熱体に給電することによりガス収着回収素子の機能を維持することも可能となる。 By adopting the above configuration, it is possible to generate heat in a required portion in the gas sorption recovery element. Thereby, it becomes possible to easily adjust the desorption amount of the sorbed gas, and the amount of gas to be supplied can be adjusted in accordance with the capacity of the gas incinerator or gas decomposition apparatus provided later. Even when some of the heating elements do not generate heat due to fusing or the like, the function of the gas sorption recovery element can be maintained by supplying power to the other heating elements.
また、発熱体化又は導電体化する手法も特に限定されることはない。たとえば、上記共通の多孔質体として、上記多孔質導電体を構成できる金属多孔質体を採用し、この金属多孔質体の所定領域を合金化することにより、上記多孔質発熱体を形成することができる。 Further, there is no particular limitation on the method for forming a heating element or a conductor. For example, the porous heating element is formed by adopting a metal porous body that can constitute the porous conductor as the common porous body, and alloying a predetermined region of the metal porous body. Can do.
また、上記共通の多孔質体として上記多孔質発熱体を構成できる金属多孔質体を採用し、この金属多孔質体の所定領域の表面に導電層を設けることにより、上記多孔質導電体を形成することができる。上記導電層は、たとえば、金属等の導電性材料を、上記多孔質導電体を構成する領域にコーティング等することにより形成することができる。さらに、絶縁性を有する多孔質体に、発熱性を有する領域と導電性を有する領域の双方を連続して形成することにより、上記多孔質発熱体と上記多孔質導電体とを形成することもできる。 In addition, a metal porous body that can constitute the porous heating element is adopted as the common porous body, and the porous conductor is formed by providing a conductive layer on the surface of a predetermined region of the metal porous body. can do. The conductive layer can be formed, for example, by coating a conductive material such as metal on a region constituting the porous conductor. Furthermore, the porous heating element and the porous conductor may be formed by continuously forming both the exothermic region and the conductive region on the insulating porous body. it can.
多孔質発熱体の形態も特に限定されることはない。たとえば、シート状又は板状の多孔質発熱体を採用することができる。シート状又は板状の多孔質体を採用することにより、所要の領域を容易に発熱体化あるいは導電体化することができる。 The form of the porous heating element is not particularly limited. For example, a sheet-like or plate-like porous heating element can be employed. By adopting a sheet-like or plate-like porous body, a required region can be easily converted into a heating element or a conductor.
さらに、2以上のガス収着回収素子を組み合わせることにより、所要の形態及び大きさのガス分解回収素子を構成することができる。この場合、対接する発熱体及び/又は上記導電体を電気的に接続することができる。この構成を採用することにより、種々の形態のガス収着回収素子を形成することができる。また、一体的に形成するのが不可能な形態のガス収着回収素子を構成することも可能となる。特に、シート状又は板状のガス収着回収素子を複数積層することにより、所要の部位を発熱させて収着ガスを脱着できる立体的なガス収着回収装置を容易に構成することができる。なお、組み合わされるガス収着回収素子の数及び形態は特に限定されることはなく、同一形態のガス収着回収素子のみならず、異なる形態のガス収着回収素子を組み合わせることができる。たとえば、気孔率やガス収着特性の異なるガス収着回収素子を組み合わせることも可能となる。 Further, by combining two or more gas sorption / recovery elements, a gas decomposition / recovery element having a required form and size can be configured. In this case, the heating element and / or the conductor that are in contact with each other can be electrically connected. By adopting this configuration, various forms of gas sorption and recovery elements can be formed. It is also possible to configure a gas sorption / recovery element in a form that cannot be formed integrally. In particular, by stacking a plurality of sheet-like or plate-like gas sorption / recovery elements, a three-dimensional gas sorption / recovery device capable of desorbing sorbed gas by generating heat at a required portion can be easily configured. In addition, the number and form of the gas sorption / recovery elements to be combined are not particularly limited, and not only the same form of gas sorption / recovery elements but also different forms of gas sorption / recovery elements can be combined. For example, it is possible to combine gas sorption recovery elements having different porosity and gas sorption characteristics.
また、対接する多孔質発熱体及び/又は上記多孔質導電体を電気的に接続することにより、複数のガス収着回収素子を構成する発熱体及び/又は導電体を一体化させて、一のガス収着回収素子として機能させることも可能となる。上記多孔質発熱体及び/又は上記多孔質導電体を電気的に接続する手法は特に限定されることはない。たとえば、対接する部分を溶接により接続して導通させることができる。また、複数の導電体を貫通して導通させる接続部材を設けることもできる。 In addition, by electrically connecting the porous heating element and / or the porous conductor which are in contact with each other, the heating elements and / or conductors constituting the plurality of gas sorption recovery elements are integrated, It can also function as a gas sorption recovery element. The method for electrically connecting the porous heating element and / or the porous conductor is not particularly limited. For example, the parts that contact each other can be connected and connected by welding. In addition, a connection member that allows a plurality of conductors to pass therethrough can be provided.
上記多孔質導電体に、給電を行う配線を直接接続することもできるが、請求項6に記載した発明のように、上記多孔質導電体に所要の面積で接続された電極部を設けるのが好ましい。たとえば、上記多孔質導電体の表面に所要の面積で接続される電極板を溶接等によって設けて、この電極板に対して配線を接続することができる。上記電極板の接続面積は、多孔質発熱体及び多孔質導電体の大きさや給電量により設定することができる。上記電極板を構成する材料も特に限定されることはなく、Cu板等を採用できる。また、複数のガス収着回収素子を組み合わせる場合、複数の導電体の表面に掛け渡し状に上記電極板を接合することができる。また、複数の多孔質導電体を貫通して接続される棒状の電極部を設けることもできる。 Although wiring for supplying power can be directly connected to the porous conductor, an electrode portion connected to the porous conductor with a required area is provided as in the invention described in claim 6. preferable. For example, an electrode plate connected to the surface of the porous conductor with a required area can be provided by welding or the like, and wiring can be connected to the electrode plate. The connection area of the electrode plate can be set according to the size of the porous heating element and the porous conductor and the amount of power supplied. The material that constitutes the electrode plate is not particularly limited, and a Cu plate or the like can be adopted. Further, when combining a plurality of gas sorption and recovery elements, the electrode plates can be joined in a stretched manner on the surfaces of the plurality of conductors. It is also possible to provide a rod-shaped electrode portion that is connected through a plurality of porous conductors.
上記多孔質発熱体及び上記多孔質導電体を構成する材料及び形態は、特に限定されることはない。上記多孔質発熱体及び上記多孔質導電体を構成する多孔質体として、たとえば、請求項7に記載した発明のように、上記共通の多孔質体が、所定領域に発熱性又は導電性が付与された外殻と、中空又は/及び導電性材料からなる芯部とを有する骨格を備え、上記骨格が一体的に連続する3次元網目構造を構成しているものを採用することができる。 The material and form which comprise the said porous heat generating body and the said porous conductor are not specifically limited. As the porous body constituting the porous heating element and the porous conductor, for example, as in the invention described in claim 7, the common porous body imparts heat generation or conductivity to a predetermined region. It is possible to employ a structure having a skeleton having a formed outer shell and a hollow or / and a core portion made of a conductive material, and constituting a three-dimensional network structure in which the skeleton is integrally continuous.
上記多孔質体は、骨格が3次元網目構造に形成されているため、気孔率をきわめて大きく設定することができる。これにより、気孔内におけるガスの流動抵抗が小さくなり、大量の収着ガスを流動させて収着することが可能となる。また、上記骨格は、一体的に連続するように形成されている。このため、繊維状の発熱体を充填して構成される多孔質発熱体のように、隣接する各繊維間の接触抵抗が生じることがなく、多孔質発熱体内各部における電気抵抗が大きく変化することはない。また、上記多孔質発熱体と上記多孔質導電体とが同一の形態で連続しているため、境界部分において気体の流動抵抗や電気抵抗が大きくなることもない。したがって、ガス収着回収素子内を流動する収着ガスやキャリヤガスの流れが偏在することはない。また、多孔質体内を流れる電流に偏在が生じることもなく、多孔質発熱体の全体を均一に加熱することが可能となる。 Since the porous body has a three-dimensional network structure, the porosity can be set extremely high. Thereby, the flow resistance of the gas in the pores is reduced, and a large amount of sorbed gas can be flowed and sorbed. Further, the skeleton is formed so as to be continuously integrated. Therefore, unlike a porous heating element configured by filling a fibrous heating element, contact resistance between adjacent fibers does not occur, and the electrical resistance in each part of the porous heating element changes greatly. There is no. Further, since the porous heating element and the porous conductor are continuous in the same form, the flow resistance and electric resistance of the gas do not increase at the boundary portion. Therefore, the flow of the sorption gas and the carrier gas flowing in the gas sorption recovery element is not unevenly distributed. In addition, the current flowing in the porous body is not unevenly distributed, and the entire porous heating element can be uniformly heated.
また、上記請求項8に記載した発明のように、上記多孔質体における上記3次元網目構造は、上記骨格を構成する複数の枝部が結節部に集合して一体的に連続しているとともに、一の結節部に集合する上記各枝部の外殻の厚みがほぼ一定となるように構成するのが好ましい。上記結節部では各骨格(枝部)からの電流が集中するため、一の結節部に集合する各枝部の電気抵抗が異なると、結節部周りの一部の枝部に過大な電流が流れて温度が上昇し、骨格が溶断したり劣化する恐れがある。一の結節部に集合する枝部の外殻の厚みをほぼ一定に設定することにより、一の結節部に集合する各骨格の電気抵抗に大きな差異が生じることがなくなり、一の結節点に集合する一部の骨格に過大な電流が流れることもなくなる。これにより、多孔質発熱部における骨格の溶断や劣化を防止することが可能となる。 Further, as in the invention described in claim 8, the three-dimensional network structure in the porous body has a plurality of branch portions constituting the skeleton gathered at a knot portion and integrally continuous. It is preferable that the thickness of the outer shell of each of the branch portions gathered at one nodule portion is substantially constant. Since the current from each skeleton (branch part) concentrates in the above-mentioned nodal part, if the electric resistance of each branch part gathering in one nodule part is different, an excessive current flows in some of the branch parts around the nodule part. As a result, the temperature rises and the skeleton may melt or deteriorate. By setting the thickness of the outer shells of the branches that gather at one nodule to be almost constant, there is no significant difference in the electrical resistance of each skeleton that gathers at one nodule, and it gathers at one nodal point. An excessive current does not flow through some skeletons. Thereby, it becomes possible to prevent the skeleton from being melted or deteriorated in the porous heat generating portion.
多孔質発熱体の一の結節部に集合する枝部の外殻の厚みがほぼ一定であればよく、発熱体全体の外殻の厚みが一定であることまで要求されるものではない。たとえば、製造方法等によっては、外殻の厚みが、発熱体の表層部と内部で異なることが考えられる。この場合、表層部の結節部に集合する各枝部の外殻厚みと、内部の結節部に集合する枝部の外殻厚みが異なることになる。しかし、各結節部に集合する骨格の厚みがほぼ一定であれば、一部の枝部に過大な電流が流れることはなく、結節部近傍の骨格が溶断するのを防止することができる。また、結節部周りの骨格が均等な強度を備えるため、強度も確保することができる。 The thickness of the outer shell of the branch portion gathering at one nodule portion of the porous heating element only needs to be substantially constant, and it is not required until the thickness of the outer shell of the entire heating element is constant. For example, depending on the manufacturing method, the thickness of the outer shell may be different between the surface layer portion of the heating element and the inside. In this case, the outer shell thickness of each branch portion gathering at the nodal portion of the surface layer portion and the outer shell thickness of the branch portion gathering at the inner nodal portion are different. However, if the thickness of the skeleton gathered at each nodule portion is substantially constant, an excessive current will not flow through some branches, and the skeleton near the nodule portion can be prevented from fusing. Moreover, since the skeleton around the nodule portion has an equal strength, the strength can be ensured.
上記骨格を形成する手法は特に限定されることはない。たとえば、請求項9に記載した発明のように、上記骨格を、3次元網目状樹脂の表面にめっき層又は金属コーティング層を設けるとともに、上記樹脂を消失させることにより形成することができる。上記骨格の外殻を金属めっき層又は金属コーティング層から形成することにより、骨格の厚みを非常に薄くかつ均一に設定することが可能となる。これにより、大きな気孔率を備える多孔質発熱体を形成することが可能となる。 The method for forming the skeleton is not particularly limited. For example, as in the invention described in claim 9, the skeleton can be formed by providing a plating layer or a metal coating layer on the surface of a three-dimensional network resin and eliminating the resin. By forming the outer shell of the skeleton from a metal plating layer or a metal coating layer, the thickness of the skeleton can be set very thin and uniform. Thereby, it becomes possible to form a porous heating element having a large porosity.
また、外殻をめっき層等から形成すると、一の結節部に集合する骨格の外殻の厚みをほぼ一定に形成することが可能となる。これにより、結節部周りの外殻の電気抵抗に大きな差異が生じることがなくなり、ガス収着回収素子の全域を均一に加熱することができる。 In addition, when the outer shell is formed from a plating layer or the like, the thickness of the outer shell of the skeleton gathering at one knot portion can be formed almost constant. Thereby, a big difference does not arise in the electrical resistance of the outer shell around the knot, and the entire region of the gas sorption recovery element can be heated uniformly.
上記芯部は、製造方法に応じて、中空又は/及び導電性材料から構成される。たとえば、上述したように、上記骨格を、3次元網目状樹脂の表面にめっき層を設けるとともに、上記樹脂を消失させることにより形成する場合、上記樹脂が消失した部分が中空状となる。また、上記めっき層を設けるために上記3次元網目状樹脂の表面に導電性材料をコーティング等して導電化処理を施した場合には、上記導電性材料からなる表面導電化層が中空芯部の内周面に残存する場合がある。さらに、めっき処理の後に熱処理等を施した場合は、外殻が収縮して、中空部分がなくなる場合もある。なお、上記芯部の構造は、多孔質体の全体において均一である必要はなく、部分によって異なっていてもよい。たとえば、芯部を構成する導電性材料が後の熱処理によって溶解して、発熱体内で偏在したり、一部の中空部が消失した状態であってもよい。なお、上記表面導電化層は、多孔質発熱体の所要の発熱性能を阻害しないように厚み等が設定される。 The said core part is comprised from a hollow or / and electroconductive material according to a manufacturing method. For example, as described above, when the skeleton is formed by providing a plating layer on the surface of a three-dimensional network resin and erasing the resin, the portion where the resin has disappeared becomes hollow. When the surface of the three-dimensional network resin is coated with a conductive material to conduct the conductive treatment in order to provide the plating layer, the surface conductive layer made of the conductive material has a hollow core portion. It may remain on the inner peripheral surface. Furthermore, when heat treatment or the like is performed after the plating treatment, the outer shell may shrink and the hollow portion may disappear. In addition, the structure of the said core part does not need to be uniform in the whole porous body, and may differ according to parts. For example, the conductive material constituting the core part may be melted by a subsequent heat treatment and unevenly distributed in the heat generating body, or a part of the hollow part may be lost. In addition, the thickness etc. of the said surface conductive layer are set so that the required heat generation performance of a porous heat generating body may not be inhibited.
上記導電性を有する外殻を構成する材料は、特に限定されることはない。たとえば、Niから上記多孔質導電体の外殻を形成することができる。また、発熱性を有する外殻を構成する材料も、特に限定されることはない。たとえば、請求項10に記載した発明のように、Niを50〜95%と、Crを5〜50%とを含む合金から形成するのが好ましい。上記範囲の配合量に設定することにより、上記多孔質発熱体を効率よく発熱させることができる。なお、上記NiとCrの配合比を保持した状態で他の成分が配合されてもよい。 The material constituting the outer shell having conductivity is not particularly limited. For example, the outer shell of the porous conductor can be formed from Ni. Moreover, the material which comprises the outer shell which has exothermic property is not specifically limited, either. For example, as in the invention described in claim 10, it is preferable to form an alloy containing Ni of 50 to 95% and Cr of 5 to 50%. By setting the blending amount within the above range, the porous heating element can be efficiently heated. Other components may be blended while maintaining the blending ratio of Ni and Cr.
請求項11に記載した発明のように、上記発熱性を有する外殻を、Niを主成分とするとともに導電部を構成できる金属多孔質体の所定部分に、Crを拡散させることにより合金化して発熱性を付与することにより形成することができる。Ni−Cr合金から、直接所要の気孔率を有する多孔質体を形成するのは困難な場合がある。たとえば、上述しためっき法によって、所要部分にNi−Cr合金のめっき層を直接形成するのは困難である。 As in the invention described in claim 11, the exothermic outer shell is alloyed by diffusing Cr into a predetermined portion of a porous metal body that has Ni as a main component and can constitute a conductive portion. It can be formed by imparting exothermic properties. It may be difficult to form a porous body having a required porosity directly from a Ni-Cr alloy. For example, it is difficult to directly form a Ni—Cr alloy plating layer on a required portion by the above-described plating method.
請求項11に記載した発明は、まず、Niから多孔質導電体を構成できる多孔質体を形成し、この多孔質体の多孔質発熱部を設ける所定の領域において、上記Niの表面から、Crを拡散させて発熱体として機能するNi−Cr合金としたものである。 According to the eleventh aspect of the present invention, first, a porous body capable of forming a porous conductor is formed from Ni, and Cr is formed from a surface of the Ni in a predetermined region where the porous heat generating portion of the porous body is provided. Ni—Cr alloy functioning as a heating element is diffused.
Niは、めっき処理しやすいため、上記骨格を容易に形成することができる。また、骨格の厚みや気孔率の異なる種々の金属多孔質体を容易に構成できる。そして、このNi多孔質体をCr合金化することによって、所要の電熱特性を備える発熱体を構成できる。また、多孔質導電体を構成する多孔質導電体の所定の領域を合金化することにより、上記多孔質発熱体と上記多孔質導電体とを、ほぼ同一の形態及び気孔率を有する多孔質体で一体的に形成することができる。 Since Ni is easily plated, the skeleton can be easily formed. Also, various metal porous bodies having different skeleton thicknesses and porosity can be easily configured. Then, by heating this Ni porous body into a Cr alloy, a heating element having required electrothermal characteristics can be configured. In addition, a predetermined region of the porous conductor constituting the porous conductor is alloyed so that the porous heating element and the porous conductor have substantially the same form and porosity. Can be formed integrally.
上記Ni多孔質体を、Cr合金化する手法は特に限定されることはない。たとえば、多孔質導電体を構成する領域にマスキングを施したNi多孔質体に、Cr粉末を充填して加熱することにより、Ni多孔質体の上記領域以外の部分をNi−Cr合金とすることができる。また、Cr源粉末の加熱により発生させた拡散浸透成分ガスと還元性希釈ガスとの混合ガス中で熱処理することにより、Ni多孔質体の所定領域をNi−Cr合金とすることができる。 The method for forming the Ni porous body into a Cr alloy is not particularly limited. For example, a Ni porous body masked in a region constituting a porous conductor is filled with Cr powder and heated, so that a portion other than the region of the Ni porous body is made into a Ni-Cr alloy. Can do. Moreover, the predetermined area | region of Ni porous body can be made into a Ni-Cr alloy by heat-processing in the mixed gas of the diffusion osmosis | permeation component gas and reducible dilution gas which were generated by heating Cr source powder.
また、請求項12に記載した発明のように、Niによって形成された第1の外殻の所定部分に、Crで形成された第2の外殻を積層形成した後、所定の熱処理を行うことにより、上記第1の外殻と上記第2の外殻とを互いに拡散させて合金化することにより、発熱性を付与した外殻を構成できる。 Further, as in the invention described in claim 12, after a second outer shell made of Cr is laminated on a predetermined portion of the first outer shell made of Ni, a predetermined heat treatment is performed. Thus, the first outer shell and the second outer shell are diffused and alloyed with each other, thereby forming an outer shell imparted with heat generation.
請求項13に記載した発明は、多孔質発熱体と多孔質導電体とを一体的に備えるとともに、少なくとも上記多孔質発熱体の気孔表面にガス収着剤層を設けたガス収着回収素子の製造方法であって、上記多孔質導電体を構成できる多孔質体の所定領域を合金化することにより、上記多孔質発熱体を形成する合金化工程と、少なくとも上記多孔質発熱体の気孔表面にガス収着剤層を設けるガス収着剤層形成工程とを含んで構成したものである。 The invention described in claim 13 is a gas sorption recovery element comprising a porous heating element and a porous conductor integrally, and at least a gas sorbent layer provided on the pore surface of the porous heating element. An alloying step for forming the porous heating element by alloying a predetermined region of the porous body that can constitute the porous conductor, and at least a pore surface of the porous heating element. And a gas sorbent layer forming step of providing a gas sorbent layer.
請求項14に記載した発明は、多孔質発熱体と多孔質導電体とを一体的に備えるとともに、少なくとも上記多孔質発熱体の気孔表面にガス収着剤層を設けた ガス収着回収素子の製造方法であって、上記多孔質発熱体を構成できる多孔質発熱体の所定領域の表面に導電層を設けることにより、上記多孔質導電体を形成する導電体形成工程と、少なくとも上記多孔質発熱体の気孔表面にガス収着剤層を設けるガス収着剤層形成工程とを含んで構成したものである。 The invention described in claim 14 is a gas sorption recovery element comprising a porous heating element and a porous conductor integrally, and at least a gas sorbent layer provided on the pore surface of the porous heating element. A method of manufacturing, wherein a conductive layer is provided on a surface of a predetermined region of the porous heating element that can constitute the porous heating element, thereby forming the porous conductor, and at least the porous heating element A gas sorbent layer forming step of providing a gas sorbent layer on the pore surface of the body.
請求項15に記載した発明は、請求項1から請求項12に記載したガス収着回収素子を備えるガス収着回収装置に係るものである。 The invention described in claim 15 relates to a gas sorption recovery apparatus including the gas sorption recovery element described in claims 1 to 12.
本願発明に係るガス収着回収素子は、自体で発熱する多孔質発熱体の気孔表面にガス収着剤層を設けてガスを流動させることができるため、ガスを効率よく収着させることが可能となる。しかも、上記ガス収着剤層を内部から直接加熱して、収着ガスを脱着することができるため、脱着に要するエネルギを小さくすることが可能になる。また、ガス収着回収素子の全体を均一に加熱することができるため、ガスの脱着効率の良いガス収着回収装置を構成できる。 The gas sorption / recovery element according to the present invention can sorb gas efficiently because a gas sorbent layer can be provided on the pore surface of the porous heating element that generates heat by itself to flow the gas. It becomes. Moreover, since the sorbed gas can be desorbed by directly heating the gas sorbent layer from the inside, the energy required for desorption can be reduced. In addition, since the entire gas sorption / recovery element can be heated uniformly, a gas sorption / recovery device with good gas desorption efficiency can be configured.
収着ガスを効率よく収着させることができるばかりでなく、ガス収着剤層を直接加熱することができるため、収着ガスを効率よく脱着させることが可能となり、大量のガスを効率よく収着及び脱着させることができる。 Not only can the sorbed gas be efficiently sorbed, but also the gas sorbent layer can be heated directly, so that the sorbed gas can be efficiently desorbed and a large amount of gas can be efficiently absorbed. Can be put on and taken off.
以下、本願発明の実施形態を図に基づいて具体的に説明する。 Embodiments of the present invention will be specifically described below with reference to the drawings.
図1は、本願発明の第1の実施形態に係るガス収着回収素子100の概略構成を模式的に示す側面図である。図1に示すように、ガス収着回収素子100は、外形が矩形板状に形成されているとともに、全体が連続気孔101bを有する多孔質状に形成されている。
FIG. 1 is a side view schematically showing a schematic configuration of a gas
上記連続気孔101bの表面には、ガス収着剤層170が設けられている。上記ガス収着剤層170の内部には、中間部分に多孔質発熱体102が設けられているとともに、この多孔質発熱体102の両側に多孔質導電体104a,104bが設けられている。上記多孔質導電体104a,104bの上面に、導電性金属から形成された電極板103a,103bが溶接等によって接合されている。各電極板103a,103bには、電源106から延びるリード線105a,105bが接続されており、上記ガス収着回収素子100の内部に設けた多孔質発熱体102に、上記電極板103a,103b及び多孔質導電体104a,104bを介して給電して発熱させることができるように構成されている。なお、リード線を多孔質発熱体に直接接続して給電するように構成することもできる。
A
上記多孔質発熱体102と上記多孔質導電体104a,104bは、ほぼ同じ形態及び気孔率の多孔質体で形成されているため、ガスの流動抵抗もほぼ同一である。この多孔質体の気孔表面にガス吸着剤層を設けたガス吸着回収素子内にガスを流動させて、上記ガス収着剤層に効率よく収着させることができる。
Since the
図2は、上記多孔質発熱体102及び多孔質導電体104a,104bを構成する金属多孔質体の一例の外観構造を示す電子顕微鏡写真である。なお、後に述べるように、本実施形態では、多孔質導電体104a,104bを構成できるNi多孔質体の中間部分を合金化することにより、上述した多孔質発熱体102が形成されている。そして、上記多孔質発熱体102及び多孔質導電体104a,104bの連続気孔面にガス収着剤をコーティングすることにより、上記ガス収着剤層170が形成されている。上記多孔質導電体104a,104bと上記多孔質発熱体102とは、ほぼ同一の多孔質構造を備えているため、以下の説明は、多孔質発熱体102について説明する。
FIG. 2 is an electron micrograph showing an external structure of an example of a metal porous body constituting the
図3及び図4に、上記多孔質発熱体102及び多孔質導電体104a,104bに、上記ガス収着剤層170を設けて構成したガス収着回収素子100の断面構造を示す。多孔質発熱体102は、連続気孔101bを有する3次元網目構造を備える。図3に示すように、上記3次元網目構造は、三角柱状の骨格110が3次元に連続して連なった形態を備え、上記骨格110を構成する複数の枝部112が結節部150に集合して一体的に連続する形態を備える。また、骨格110の各部は、図4に示すように、外殻110aと、中空状の芯部110bとを備えて構成される。なお、図3及び図4に示す実施形態では、上記外殻110aは、後に説明するように、めっき層112aと表面導電化層112bとが、一体的に合金化されて発熱体として機能するように構成されている。
3 and 4 show a cross-sectional structure of the gas
上記多孔質発熱体102は、連続気孔101bを有する多孔質状に形成されているため、上記気孔101b内でガスを流動させることができる。しかも、上記多孔質発熱体102は、3次元網目構造を採用することによって、気孔率をきわめて大きく設定することができる。このため、ガス収着剤層170を設けても、気孔内におけるガスの流動抵抗が低く、大量のガスを流動させて収着することが可能となる。
Since the
また、図3に示すように、上記3次元網目構造における一の結節部150に集合する上記枝部112の外殻110aの厚みtがほぼ一定に形成されている。一の結節部150に集合する枝部112の外殻の厚みtがほぼ一定であるため、一の結節部150に集合する各枝部112の電気抵抗もほぼ一定となる。したがって、一の結節部に集合する一部の枝部に過大な電流が流れることもなくなる。これにより、骨格の溶断や劣化を防止することが可能となる。
Further, as shown in FIG. 3, the thickness t of the
なお、多孔質発熱体102の一の結節部150に集合する枝部112の外殻110aの厚みがほぼ一定であればよく、発熱体全体の外殻の厚みが一定であることまで要求されるものではない。たとえば、製造方法等によっては、外殻の厚みtが、発熱体の表層部と内部で異なることが考えられる。この場合、表層部の結節部に集合する各骨格の外殻厚みと、内部の結節部に集合する骨格の外殻厚みが異なることになる。しかし、一の結節部に集合する枝部の外殻の厚みがほぼ一定であれば、少なくとも上記結節部周りの一部の枝部に過大な電流が流れることはなく、結節部近傍の骨格が溶断するのを防止することができる。
It should be noted that the thickness of the
本実施形態に係る上記多孔質発熱体102は、少なくともNiとCrとを含む合金から形成されている。上記NiとCrの配合量は、所要の発熱量に応じて設定することができる。たとえば、上記多孔質発熱体102の上記外殻110aを、Niを50〜95%と、Crを5〜50%とを含む合金から形成することができる。
The
上記多孔質発熱体102は、種々の手法を用いて形成することができる。たとえば、上述した構造を備える多孔質導電体104a,104bを構成できる多孔質体を形成する工程と、この多孔質体の所定領域(発熱体に対応する領域)をCr合金化することにより、上記多孔質発熱体102を形成する合金化工程を経て、上記多孔質発熱体102と上記多孔質導電体とが一体化された多孔質体を形成することができる。
The
上記多孔質発熱体102を構成する骨格をめっきによって形成する場合、3次元網目状樹脂に導電化処理を施す工程と、3次元網目状樹脂にNiめっきを施す工程と、上記合金化する領域以外の領域に、めっき処理又はコーティング処理に対するマスキング層を設けるマスキング工程と、上記マスキングを施していない領域に、Cr等の金属をめっき又はコーティングする積層工程と、上記3次元網目状樹脂を除去する工程と、上記めっき又はコーティングが施された多孔質体を加熱して、積層されたNi層とCr層とを合金化する熱処理工程とを含んで構成することができる。
When the skeleton constituting the
上記3次元網目状樹脂の形態として、樹脂発泡体、不織布、フェルト、織布等を用いることができる。上記3次元網目状樹脂を構成する素材は特に限定されることはないが、金属めっきした後、加熱等によって消失させることができるものを採用するのが好ましい。また、加工性やハンドリング性を確保するため、柔軟性を有するものを採用するのが好ましい。特に、3次元網目状樹脂として樹脂発泡体を採用するのが好ましい。樹脂発泡体は、連続気孔を有する多孔質状であればよく、既知のものを採用できる。たとえば、発泡ウレタン樹脂、発泡スチレン樹脂等を採用することができる。発泡樹脂の気孔の形態や気孔率、寸法等は特に限定されることはなく、用途に応じて適宜設定することができる。 As a form of the three-dimensional network resin, a resin foam, a nonwoven fabric, a felt, a woven fabric, or the like can be used. Although the raw material which comprises the said three-dimensional network resin is not specifically limited, It is preferable to employ | adopt what can be lose | disappeared by heating etc. after metal-plating. Moreover, in order to ensure workability and handling property, it is preferable to employ a flexible one. In particular, it is preferable to employ a resin foam as the three-dimensional network resin. The resin foam may be a porous material having continuous pores, and a known one can be adopted. For example, a foamed urethane resin, a foamed styrene resin, or the like can be used. There are no particular limitations on the pore shape, porosity, dimensions, and the like of the foamed resin, and they can be set as appropriate according to the application.
上記3次元網目状樹脂を導電化する処理は、各気孔の表面に上記骨格を構成する金属めっき層を設けるために行われるものであり、図3における表面導電化層112bを設けることができれば特に限定されることはない。たとえば、ニッケルを用いる場合には、無電解めっき処理、スパッタリング処理等を採用することができる。また、チタン、ステンレス等の金属やカーボンブラック、黒鉛等を採用する場合には、これらの微粉末にバインダを添加した混合物を、上記3次元網目状樹脂に含浸塗着する処理を採用することができる。
The treatment for making the three-dimensional network resin conductive is performed in order to provide the metal plating layer constituting the skeleton on the surface of each pore, and particularly if the surface
上記めっき処理も特に限定されることはなく、公知のめっき法によって処理をすることができる。たとえば、ニッケルめっきの場合、生産性、コスト等の観点から電気めっき法を採用するのが好ましい。電気めっきに用いるめっき浴として、公知あるいは市販のものを採用できる。 The plating treatment is not particularly limited, and the treatment can be performed by a known plating method. For example, in the case of nickel plating, it is preferable to employ an electroplating method from the viewpoint of productivity, cost, and the like. A well-known or commercially available thing can be employ | adopted as a plating bath used for electroplating.
上記Niめっき層の厚み(目付量)も特に限定されることはない。所要の気孔率や、強度を勘案して設定することができる。たとえば、100g/m2 〜2000g/m2 の目付量を採用することができる。 The thickness (weight per unit area) of the Ni plating layer is not particularly limited. It can be set in consideration of the required porosity and strength. For example, it is possible to employ a unit weight of 100g / m 2 ~2000g / m 2 .
上記手法によって、まず、Niめっき層を形成し、導電体を構成する領域にマスキングを施した後、Crめっき層を積層形成する。上記Crめっき層の厚み(目付量)も特に限定されることはなく、たとえば、10g/m2 〜1000g/m2 の範囲で設定することができる。 By the above method, first, a Ni plating layer is formed, masking is performed on a region constituting the conductor, and then a Cr plating layer is laminated. The thickness of the Cr plating layer (basis weight) also is not particularly limited, for example, can be set in a range of 10g / m 2 ~1000g / m 2 .
上記めっき層を形成した後、上記3次元網目状樹脂を除去する工程が行われる。上記3次元網目状樹脂を除去する工程は、たとえば、ステンレスマッフル内で大気等の酸化性雰囲気において、上記めっき層を設けた多孔質体を、600℃〜800℃で熱処理することにより、上記3次元網目状樹脂を焼却除去することができる。 After the plating layer is formed, a step of removing the three-dimensional network resin is performed. The step of removing the three-dimensional network resin may be performed by, for example, heat-treating the porous body provided with the plating layer at 600 ° C. to 800 ° C. in an oxidizing atmosphere such as air in a stainless muffle. Dimensional network resin can be removed by incineration.
さらに、上記Niめっき層にCrめっき層を積層形成した多孔質体を、ステンレスマッフル内でCOやH2等の還元性ガス雰囲気のもとで800℃〜1000℃で熱処理することにより、上記Crめっき層とNiめっき層とを互いに拡散させてNi−Cr合金層を形成することができる。また、N2やAr等の不活性ガス雰囲気では、カーボンマッフル内で1000℃〜1500℃に加熱して上記Crめっき層とNiめっき層とから合金層を形成することもできる。Niによって、図3及び図4に示す表面導電化層112bを設けた場合には、表面導電化層112bも上記合金化工程においてNi−Cr合金化されて全体が発熱体となる。
Furthermore, the above-mentioned Cr body is heat-treated at 800 ° C. to 1000 ° C. under a reducing gas atmosphere such as CO or H 2 in a stainless muffle with a porous body in which a Cr plating layer is formed on the Ni plating layer. The Ni—Cr alloy layer can be formed by diffusing the plating layer and the Ni plating layer with each other. Further, in an inert gas atmosphere such as N 2 or Ar, an alloy layer can be formed from the Cr plating layer and the Ni plating layer by heating to 1000 ° C. to 1500 ° C. in a carbon muffle. In the case where the surface
上記工程を採用することにより、外殻のクロム濃度のバラツキが少なく、高い耐蝕性を有するとともに発熱特性の高い多孔質発熱体を形成することができる。また、めっき層によって外殻が構成されるため、外殻の厚み(断面積)を多孔質体内でほぼ均一に設定することが可能となる。このため、多孔質体内における電気抵抗のばらつきが少なくなり、通電することにより、多孔質体の全体を均一に加熱することができる。 By adopting the above process, it is possible to form a porous heating element with little variation in chromium concentration in the outer shell, high corrosion resistance and high heat generation characteristics. Further, since the outer shell is constituted by the plating layer, the thickness (cross-sectional area) of the outer shell can be set almost uniformly in the porous body. For this reason, the dispersion | variation in the electrical resistance in a porous body decreases, and the whole porous body can be heated uniformly by supplying with electricity.
図3及び図4に示すように、本実施形態に係る上記芯部は、中空状に形成されるが、これに限定されることはない。すなわち、上述した実施形態は、Niから形成された表面導電化層112bがCr合金化されたため外殻と一体化されたが、上記表面導電化層を別の導電性材料から形成する場合、芯部として残存する場合もある。たとえば、上記表面導電化層をチタンやカーボン等から形成するとともに、Niめっきによって骨格を形成した後Cr合金化した場合、上記表面導電化層が合金化されずに芯部として残存することになる。また、Niめっき層をCr合金化する熱処理工程において、外殻が収縮して、中空の芯部が消失する場合もある。なお、上記表面導電化層は、多孔質発熱体の所要の発熱性能を阻害しないように厚み等が設定される。
As shown in FIG.3 and FIG.4, although the said core part which concerns on this embodiment is formed in hollow shape, it is not limited to this. That is, in the above-described embodiment, the surface
上記のようにして形成された、多孔質発熱体102と上記多孔質導電体104a,104bとが一体形成された多孔質体の連続気孔表面に、ガス収着剤をコーティングすることにより、ガス収着剤層170が形成される。
A gas sorbent is coated on the surface of the continuous pores of the porous body in which the
上記ガス収着剤層170を形成する手法は特に限定されることはなく、種々の手法を用いて形成することができる。たとえば、ゼオライト粉末とバインダと溶剤とを混合して形成されるペーストを、上記多孔質体に塗布し、乾燥させることにより、上記ガス収着剤層170を形成することができる。
The method for forming the
上記ガス収着剤層170の厚みは特に限定されることはない。本実施形態の場合は100μmの厚みで上記ガス収着剤層170を形成したが、ガスの流動を阻害しない気孔率を確保できれば大きな厚みで形成して収着容量を増大させることができる。たとえば、上記ガス収着剤層170の厚みを、気孔孔径の2分の1以下に設定するのが好ましい。また、上記ガス収着剤層170を形成した後の気孔率が26%〜32%となるように構成するのが好ましい。上記ガス収着剤層を形成する手法は特に限定されることはない。他の手法を用いて形成することができる。
The thickness of the
図1に示すガス収着回収素子100は、具体的に、図5〜図12に示す手法によって形成することができる。なお、図5〜図12は、上記ガス収着回収素子100を製造する手法を模式的に示したものである。また、これら図面においては、図1におけるガス収着回収素子の一部の製造工程を表している。
The gas sorption /
まず、図1に示す多孔質導電体104a,104bと多孔質発熱体102を構成する共通の骨格を形成するため、図5に示す3次元網目状樹脂160を準備する。上記3次元網目状樹脂160は、上述した骨格を構成する中空の芯部に対応する部分160aと、連続気孔に対応する連続気孔部分160bとを備えて構成されている。たとえば、上記3次元網目状樹脂160を、ウレタン樹脂を所定の気孔率で発泡させることにより形成することができる。
First, in order to form a common skeleton constituting the
図6に示すように、上記3次元網目状樹脂160に、上述した手法によって表面を導電化処理した後、全体にNiめっき層111を形成する。上記Niめっき層111は、図1における多孔質導電体104a,104bを構成するものであり、上述したように、100g/m2 〜2000g/m2 の目付量で形成することができる。その後、図7に示すように、上記多孔質導電体104bを構成する部分に、上記Crめっき処理に対するマスキング層122を形成する。上記マスキング層122は、たとえば、エポキシ樹脂等で形成することができる。
As shown in FIG. 6, the surface of the three-
次に、図8に示すように、上記マスキング層122を設けた多孔質体に、上述した手法によって、Crめっき層113を設ける。上記マスキング層122を設けているため、上記多孔質発熱体102に対応した領域にのみ上記Crめっき層113を形成することができる。これにより、上記多孔質発熱体102を構成する部分に、Niめっき層111とCrめっき層113とが積層形成された複合めっき層120が形成される。
Next, as shown in FIG. 8, a
図9に示すように、複合めっき層120を形成した後に上記マスキング層122が除去される。その後、上述した3次元網目状樹脂を除去する工程が行われ、図10に示すように、Niめっき層111のみ設けられて導電体104bを構成する領域と、上記Niめっき層111にCrめっき層113が積層された複合めっき層120を備える領域とが一体的に連続する3次元網目状の金属多孔質体114が形成される。
As shown in FIG. 9, the
上記金属多孔質体114を、ステンレスマッフル内でCOやH2 等の還元性ガス雰囲気のもとで800℃〜1000℃で熱処理することにより、上記複合めっき層120を構成する上記Niめっき層111と上記Crめっき層113とを互いに拡散させてNi−Cr合金化し、多孔質発熱体102が形成される。図11に示すように、金属多孔質体114は、中空の芯部101cとCr合金化された外殻101aとからなる多孔質発熱体102の骨格101と、中空の芯部111cとNiのみから形成された外殻111aとからなる導電体104bの骨格121とが連続的に形成された形態を備えている。
The metal
上記手法を採用することにより、Niによって形成された金属多孔質体の所要の部分をNi−Cr合金化して、多孔質発熱体102と、この多孔質発熱体102に連続するCr合金化されていない多孔質導電体104bとを一体的に形成することができる。ガス収着剤層170は、絶縁性材料から形成されることが多いため、ガス収着剤層170を形成する前に、上記多孔質導電体104bの上面には、電極板103bが設けられる。
By adopting the above method, a required part of the metal porous body formed of Ni is Ni—Cr alloyed, and the
上記構成の金属多孔質体114の電極を除く全域に、ゼオライト粉末とバインダ(PVdF12%NMP)と溶媒(NMP)とを、3:4:5の重量比で混合して形成されるペーストを塗布し、上記溶媒を加熱除去して、図12に示すガス収着回収素子100が形成される。
A paste formed by mixing zeolite powder, binder (PVdF12% NMP) and solvent (NMP) at a weight ratio of 3: 4: 5 is applied to the entire area excluding the electrode of the metal
図13に、上述した手法によって形成されたガス収着回収素子を用いてガス収着回収装置200を形成した例を示す。
FIG. 13 shows an example in which the gas
本実施形態に係るガス収着回収装置200は、円筒状のロータ201を半径方向に延びる電気絶縁性のある隔壁202a,202b,202c,202dで4つの領域A,B,C,Dに区画し、この区画にガス収着回収素子207a,207b,207c,207dをそれぞれ配置して構成されている。
The gas sorption and
上記ロータ201は、図示しないモータによって回転させられ、所定の回転位置にある領域に収着ガスを流動させて上記ガス収着剤層に収着させる一方、所定の回動位置において上記多孔質発熱体に通電して加熱するとともにキャリヤガスを流動させることにより、収着剤層に収着させたガスを脱着させて回収できるように構成したものである。
The
図14に示すように、本実施形態では、上記各領域A,B,C,Dに配置されるガス収着回収素子207a,207b,207c,207dは、内周部が回転軸212に保持された円筒壁状の第1の電極板213a,213b,213c,213dと、外周部を覆うように設けられた円筒壁状の第2の電極板214a,214b,214c,214dと、これら電極板の間の空間に設けられた多孔質収着部211a,211b,211c,211dとを備えて構成されている。なお、図示はしないが、各多孔質収着部211a,211b,211c,211dは、一体形成された多孔質発熱体と多孔質導電体に、ガス収着剤をコーティングして形成されている。
As shown in FIG. 14, in this embodiment, the gas
電源220からの電流が、ロータ201の回転軸212の外周に設けた第1の電極板213a,213b,213c,213dと、回転しながら上記第2の電極板214a,214b,214c,214dおよびこれら電極板に接触させられる通電体215を介して、上記ガス収着回収素子207a,207b,207c,207dに順次流される。これにより、上記ガス収着回収素子207a,207b,207c,207dが順次発熱させられて、各ガス収着剤層に収着されたガスが脱着させられ、キャリヤガスとともに回収される。
The current from the
上記構成のガス収着回収装置200に、濃度200ppmのアンモニアガスを流速8cm/secで通気したところ、収着後のアンモニアガス濃度が1〜2ppmとなった。
When ammonia gas having a concentration of 200 ppm was ventilated at a flow rate of 8 cm / sec through the gas
一方、上記アンモニアガスを収着させた領域のガス収着回収素子に通電して100〜150℃に加熱するとともに、キャリヤガスとしてN2 を流動させたところ、濃度1500ppmのアンモニアを検出した。 On the other hand, when the gas sorption recovery element in the region where the ammonia gas was sorbed was energized and heated to 100 to 150 ° C., and N 2 was flowed as the carrier gas, ammonia having a concentration of 1500 ppm was detected.
上記構成を採用することにより、発生するガスを連続的に収着し、回収することが可能となる。 By adopting the above configuration, the generated gas can be continuously sorbed and recovered.
図15に、本願発明の第3の実施形態に係るガス収着回収装置300を示す。なお、この実施形態においても、多孔質収着体、多孔質発熱体及びガス収着回収素子の基本的構成は、第1の実施形態と同様であるので説明は省略する。
FIG. 15 shows a gas
第3の実施形態においては、複数の筒状容器301a,301b,301cに、ガス収着回収素子307a,307b,307cをそれぞれ充填するとともに、これら容器を2組の切替え弁に繋がる配管で接続して、ガス収着回収装置300を構成している。
In the third embodiment, a plurality of
各筒状容器301a,301b,301cには、収着ガスを流入させる収着ガス流入口303aと、収着後の残余のガスを排出する排出口303bとが設けられている。上記各筒状容器301a,301b,301cの上記収着ガス流入口303aには、第1の4方弁351から延びる配管及び第2の4方弁352から延びる配管がそれぞれ接続されている。上記第1の4方弁351と上記第2の4方弁352を切り換えることにより、収着ガスを各筒状容器に順次流入させて収着させることができるとともに、収着後の残余のガスを排出できるように構成されている。
Each
また、各筒状容器301a,301b,301cには、キャリヤガスを流入させるキャリヤガス流入口304aと、脱着した脱着ガス及びキャリヤガスを回収する回収口304bがそれぞれ設けられている。上記各筒状容器の上記キャリヤガス流入口304aには、第3の4方弁353から延びる配管が接続されているとともに、上記回収口304bには、第4の4方弁354から延びる配管が接続されている。上記第3の4方弁353と上記第4の4方弁354を切り換えることにより、キャリヤガスを各筒状容器に順次流入させることができるとともに、脱着したガスを回収できるように構成されている。
Each
上記ガス収着回収素子307a,307b,307cは、筒状容器に対応した円筒形態を備える多孔質体から形成されているとともに、軸方向端縁外周部に、第1の電極部311及び第2の電極部312がそれぞれ設けられている。上記第1の電極部311及び第2の電極部312は、リード線を介して電源306にそれぞれ接続されている。上記各4方弁を制御して、ガスを回収する容器にキャリヤガスを流入させるとともに、収容された上記ガス収着回収素子に通電することにより、ガス収着回収素子に収着されたガスを脱着してキャリヤガスとともに回収することができる。
The gas sorption and
上記構成を採用することにより、収着ガスを連続的に収着できるとともに、連続的に脱着回収することが可能となる。 By adopting the above configuration, the sorbed gas can be continuously sorbed and continuously desorbed and recovered.
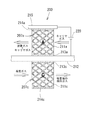
図16に、本願発明の第4の実施形態を示す。第4の実施形態は、複数の多孔質発熱体402a,402b,402cと、これら複数の多孔質発熱体402a,402b,402cを挟むように交互に設けられた多孔質導電体404a,404b,404c,404dとから構成される多孔質体410の表面にガス収着剤層を設けて、ガス収着回収素子400を構成したものである。なお、図16においては、理解を容易にするため、ガス収着剤層を表示していないが、表面全域にガス収着剤層が設けられる。なお、ガス収着回収素子の各部の基本的構成は、上述した実施形態と同様であるので説明は省略する。
FIG. 16 shows a fourth embodiment of the present invention. In the fourth embodiment, a plurality of
第4の実施形態に係るガス収着素子400は、ガスの流動方向に、多孔質導電体404a,404b,404c,404dと多孔質発熱体402a,402b,402cとが交互に形成された形態を備える。また、上記多孔質導電体と上記多孔質発熱体は、同一の骨格を備える多孔質体から形成されている。
The
各多孔質導電体404a,404b,404c,404dの上面には、導電性の金属から形成された電極板403a,403b,403c,403dが溶接等によって接合されている。
各電極板403a,403b,403c,403dには、電源406から延びる配線405a,405b,405c,405dが接続されており、上記各電極板403a,403b,403c,403d及び各多孔質導電体404a,404b,404c,404dを介して、上記多孔質発熱体402a,402b,402cに給電できるように構成されている。
本実施形態では、左端部の多孔質導電体404aに設けた電極板403aから延びる配線405aが、電源406の一方の電極に接続されている。一方、他の多孔質導電体404b,404c,404dに設けられた電極板403b,403c,403dから延びる配線405b,405c,405dは、選択的に上記電源406の他方の電極から延びる配線406aに接続できるように構成されている。
In this embodiment, a
上記構成を採用することにより、左端の多孔質発熱体402aから所望の範囲の多孔質発熱体に給電して発熱させることができる。このため、発熱させられた部分におけるガス収着剤層に収着されたガスを、選択的に脱着させることが可能となる。この結果、ガス処理装置等の能力に応じてガスを脱着させて処理することが可能となる。
By adopting the above configuration, it is possible to generate heat by supplying power to the porous heating element in a desired range from the
本願発明は、種々の過程で生成されるガスに適用できる。また、本願発明の範囲は、上述の実施形態に限定されることはない。今回開示された実施形態は、すべての点で例示であって、制限的なものでないと考えられるべきである。本願発明の範囲は、上述した意味ではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。 The present invention can be applied to gases generated in various processes. Further, the scope of the present invention is not limited to the above-described embodiment. The embodiment disclosed this time should be considered as illustrative in all points and not restrictive. The scope of the present invention is defined not by the above-mentioned meaning but by the scope of the claims, and is intended to include all modifications within the meaning and scope equivalent to the scope of the claims.
大量のガスを収着できるとともに、効率よく脱着して回収することができる。 A large amount of gas can be sorbed and can be efficiently desorbed and recovered.
100 ガス収着回収素子
101b 連続気孔
102 多孔質発熱体
170 ガス収着剤層
100 Gas
Claims (15)
所定領域に発熱性又は導電性が付与された外殻と、中空又は/及び導電性材料からなる芯部とを有する骨格を備え、
上記骨格が一体的に連続する3次元網目構造を構成している、請求項3から請求項6のいずれか1項に記載のガス収着回収素子。 The common porous body is
A skeleton having an outer shell provided with heat generation or conductivity in a predetermined region and a core made of a hollow or / and conductive material,
The gas sorption recovery element according to any one of claims 3 to 6, wherein the skeleton constitutes a three-dimensional network structure in which the skeleton is continuously integrated.
上記多孔質導電体を構成できる多孔質体の所定領域を合金化することにより、上記多孔質発熱体を形成する合金化工程と、
少なくとも上記多孔質発熱体の気孔表面にガス収着剤層を設けるガス収着剤層形成工程とを含む、ガス収着回収素子の製造方法。 A method for producing a gas sorption recovery element comprising a porous heating element and a porous conductor integrally, and at least a gas sorbent layer provided on the pore surface of the porous heating element,
An alloying step for forming the porous heating element by alloying a predetermined region of the porous body that can constitute the porous conductor;
And a gas sorbent layer forming step of providing a gas sorbent layer on the pore surface of the porous heating element.
上記多孔質発熱体を構成できる多孔質発熱体の所定領域の表面に導電層を設けることにより、上記多孔質導電体を形成する導電体形成工程と、
少なくとも上記多孔質発熱体の気孔表面にガス収着剤層を設けるガス収着剤層形成工程とを含む、ガス収着回収素子の製造方法。 A method for producing a gas sorption recovery element comprising a porous heating element and a porous conductor integrally, and at least a gas sorbent layer provided on the pore surface of the porous heating element,
A conductor forming step of forming the porous conductor by providing a conductive layer on a surface of a predetermined region of the porous heating element that can constitute the porous heating element;
And a gas sorbent layer forming step of providing a gas sorbent layer on the pore surface of the porous heating element.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011146020A JP5720440B2 (en) | 2011-06-30 | 2011-06-30 | Gas sorption recovery element, method for manufacturing gas sorption recovery element, and gas sorption recovery device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011146020A JP5720440B2 (en) | 2011-06-30 | 2011-06-30 | Gas sorption recovery element, method for manufacturing gas sorption recovery element, and gas sorption recovery device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013010090A true JP2013010090A (en) | 2013-01-17 |
| JP5720440B2 JP5720440B2 (en) | 2015-05-20 |
Family
ID=47684464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011146020A Active JP5720440B2 (en) | 2011-06-30 | 2011-06-30 | Gas sorption recovery element, method for manufacturing gas sorption recovery element, and gas sorption recovery device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5720440B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017104120A1 (en) * | 2015-12-14 | 2017-06-22 | パナソニック株式会社 | Chemical substance concentrator and chemical substance detector |
| WO2018079174A1 (en) * | 2016-10-31 | 2018-05-03 | パナソニック株式会社 | Chemical substance concentrator and chemical substance detection device |
| US11679354B2 (en) | 2016-10-21 | 2023-06-20 | Corning Incorporated | Sorbent structures with resistive heating capability and methods of making the same |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0760116A (en) * | 1993-08-24 | 1995-03-07 | Sharp Corp | Deodorizing element and deodorizing device using the element |
| JPH0852318A (en) * | 1994-05-26 | 1996-02-27 | Corning Inc | Activated carbon body capable of being heated electrically and method for production and use thereof |
| JPH0966213A (en) * | 1995-08-31 | 1997-03-11 | Toyobo Co Ltd | Adsorption element |
| JPH1046268A (en) * | 1996-07-26 | 1998-02-17 | Japan Metals & Chem Co Ltd | Manufacture of porous ni-cr alloy |
| JP2001321634A (en) * | 2000-05-17 | 2001-11-20 | Matsushita Electric Ind Co Ltd | Exhaust gas cleaning member, exhaust gas cleaning method and exhaust gas cleaner |
| JP2005313108A (en) * | 2004-04-30 | 2005-11-10 | Canon Inc | Dielectric |
-
2011
- 2011-06-30 JP JP2011146020A patent/JP5720440B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0760116A (en) * | 1993-08-24 | 1995-03-07 | Sharp Corp | Deodorizing element and deodorizing device using the element |
| JPH0852318A (en) * | 1994-05-26 | 1996-02-27 | Corning Inc | Activated carbon body capable of being heated electrically and method for production and use thereof |
| JPH0966213A (en) * | 1995-08-31 | 1997-03-11 | Toyobo Co Ltd | Adsorption element |
| JPH1046268A (en) * | 1996-07-26 | 1998-02-17 | Japan Metals & Chem Co Ltd | Manufacture of porous ni-cr alloy |
| JP2001321634A (en) * | 2000-05-17 | 2001-11-20 | Matsushita Electric Ind Co Ltd | Exhaust gas cleaning member, exhaust gas cleaning method and exhaust gas cleaner |
| JP2005313108A (en) * | 2004-04-30 | 2005-11-10 | Canon Inc | Dielectric |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017104120A1 (en) * | 2015-12-14 | 2017-06-22 | パナソニック株式会社 | Chemical substance concentrator and chemical substance detector |
| CN108136314A (en) * | 2015-12-14 | 2018-06-08 | 松下电器产业株式会社 | Chemical substance inspissator and chemical detector |
| JPWO2017104120A1 (en) * | 2015-12-14 | 2018-09-27 | パナソニック株式会社 | Chemical substance concentrator and chemical substance detector |
| EP3391955A4 (en) * | 2015-12-14 | 2018-12-05 | Panasonic Corporation | Chemical substance concentrator and chemical substance detector |
| US10788406B2 (en) | 2015-12-14 | 2020-09-29 | Panasonic Corporation | Chemical substance concentrator and chemical substance detector |
| US11679354B2 (en) | 2016-10-21 | 2023-06-20 | Corning Incorporated | Sorbent structures with resistive heating capability and methods of making the same |
| US12053735B2 (en) | 2016-10-21 | 2024-08-06 | Corning Incorporated | Sorbent structures with resistive heating capability and methods of making the same |
| WO2018079174A1 (en) * | 2016-10-31 | 2018-05-03 | パナソニック株式会社 | Chemical substance concentrator and chemical substance detection device |
| JPWO2018079174A1 (en) * | 2016-10-31 | 2019-09-12 | パナソニック株式会社 | Chemical substance concentrator and chemical substance detection device |
| US11169059B2 (en) | 2016-10-31 | 2021-11-09 | Panasonic Corporation | Chemical substance concentrator and chemical substance detection device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5720440B2 (en) | 2015-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5720440B2 (en) | Gas sorption recovery element, method for manufacturing gas sorption recovery element, and gas sorption recovery device | |
| Kim et al. | High-desalination performance via redox couple reaction in the multichannel capacitive deionization system | |
| AU2015357831B2 (en) | Air metal fuel cell | |
| JP5057698B2 (en) | Method for manufacturing a gas diffusion electrode | |
| JP6981524B2 (en) | Hydrogen production equipment and hydrogen production method | |
| JP5757179B2 (en) | Gas sorption recovery apparatus and gas sorption recovery method | |
| Han et al. | Nanoporous PdFe alloy as highly active and durable electrocatalyst for oxygen reduction reaction | |
| Chen | Graphyne nanotubes as electrocatalysts for oxygen reduction reaction: the effect of doping elements on the catalytic mechanisms | |
| JP5810710B2 (en) | Gas cracker | |
| JP6729586B2 (en) | Fuel cell | |
| Kitchamsetti et al. | A facile method for synthesizing MOF derived ZnCo2O4 particles on MXene nanosheets as a novel anode material for high performance hybrid supercapacitors | |
| WO2012085887A2 (en) | Fuel cell and electrolyser structure | |
| US20130183439A1 (en) | Carbon nanotube conductor with enhanced electrical conductivity | |
| CN108539205A (en) | Aluminium-air cell catalyst, air electrode and preparation method thereof | |
| JP2013027805A (en) | Apparatus for decomposing gas | |
| JP3922063B2 (en) | Porous metal and solid polymer fuel cell using the same | |
| WO2016132811A1 (en) | Method for producing nickel alloy porous body | |
| US10836657B2 (en) | Deionizing device | |
| JP5831843B2 (en) | Gas sorption recovery element, method for manufacturing gas sorption recovery element, and gas sorption recovery device | |
| WO2015182404A1 (en) | Gas decomposition device and power generation device | |
| JP2011233381A (en) | Filter unit for fuel battery | |
| CN103230721A (en) | Electric heating type purification filtration core structure | |
| CN203342620U (en) | Electric heating type purification filter element structure | |
| JP2012238415A (en) | Gas heating device and gas decomposition device | |
| JP2022100893A (en) | Carbon dioxide recovery system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150309 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5720440 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |