JP2012246569A - 機能的に類別された組成調整粉末治金処理および熱間静水圧処理を利用した異種金属同士の接続のための無溶接装置の製造方法 - Google Patents
機能的に類別された組成調整粉末治金処理および熱間静水圧処理を利用した異種金属同士の接続のための無溶接装置の製造方法 Download PDFInfo
- Publication number
- JP2012246569A JP2012246569A JP2012113303A JP2012113303A JP2012246569A JP 2012246569 A JP2012246569 A JP 2012246569A JP 2012113303 A JP2012113303 A JP 2012113303A JP 2012113303 A JP2012113303 A JP 2012113303A JP 2012246569 A JP2012246569 A JP 2012246569A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- mold
- atomized
- steel
- steel composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D23/00—Casting processes not provided for in groups B22D1/00 - B22D21/00
- B22D23/06—Melting-down metal, e.g. metal particles, in the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Powder Metallurgy (AREA)
- Arc Welding In General (AREA)
Abstract
【課題】異種金属間の接合における炭素拡散によるクリープ強度低下防止、熱膨張率差による応力の緩和の方法を提供する。
【解決手段】異種金属間の接続であって、接合部の逆形を複製するように設計されたモールド(成形型)を提供するステップと、低合金フェライト鋼組成物微粒化粉末をモールドの第1部分に導入するステップと、一連の微粒化粉末をモールドの第2部分に徐々に(段階的に)導入してフェライト鋼組成物とオーステナイトステンレス鋼組成物との間の移行領域を形成するステップと、オーステナイトステンレス鋼組成物微粒化粉末をモールドの第3部分に導入するステップとを含む。この方法は、高温、高圧の不活性ガス雰囲気中で微粒化粉末を固めて溶融させ、接合部を形成するステップをさらに含む。
【選択図】図2
【解決手段】異種金属間の接続であって、接合部の逆形を複製するように設計されたモールド(成形型)を提供するステップと、低合金フェライト鋼組成物微粒化粉末をモールドの第1部分に導入するステップと、一連の微粒化粉末をモールドの第2部分に徐々に(段階的に)導入してフェライト鋼組成物とオーステナイトステンレス鋼組成物との間の移行領域を形成するステップと、オーステナイトステンレス鋼組成物微粒化粉末をモールドの第3部分に導入するステップとを含む。この方法は、高温、高圧の不活性ガス雰囲気中で微粒化粉末を固めて溶融させ、接合部を形成するステップをさらに含む。
【選択図】図2
Description
本発明は、米国仮出願第61/489501(出願日:2011年5月24日)の優先権を主張する。
本出願は、異種金属同士の接続において利用する無溶接装置の製造方法に関し、特にパワープラント(発電所)環境での異種金属同士の接続に使用するための無溶接ダッチマン(Dutchman)管を提供する方法に関する。
本出願は、異種金属同士の接続において利用する無溶接装置の製造方法に関し、特にパワープラント(発電所)環境での異種金属同士の接続に使用するための無溶接ダッチマン(Dutchman)管を提供する方法に関する。
従来の化石燃料パワープラントはエコノマイザ、スーパーヒータ、および再加熱アセンブリに何千もの異種金属管溶接(DMW)を利用する。DMWは、炭素、クロム‐モリブデン(CrMo)、またはクリープ強度増強フェライト(CSEF)鋼管からオーステナイトステンレス鋼管またはニッケル管への移行部を提供するために使用されている。この移行部は、ボイラーの一部が高温での運用および/または腐食条件下での運用を強いられるために必要である。DMWは、連結される2種類の管材料間で熱膨張率を提供するニッケル系の溶接充填金属を使用して一般的に実行されている。これは溶接連結部領域全体の応力を減少させつつ、良好な溶接性を提供する。
不都合なことに、高温での曝露の経年によって、これらのDMW連結部の多くは、クリープ強度が弱い無炭素領域または有害なI型もしくはII型カーバイドの形成を引き起こす炭素活性変化のため、取り替えが必要になる前の7年から12年の有限寿命を有する。多くのOEMメーカーおよび修理会社によって利用されるオプションの一つは、この分野でのDMWを実行する必要性をなくすために”ダッチマン(Dutchman)“を利用することである。ダッチマンは、通常は長さが12インチ(304.8mm)程度のDMW管部であり、工場施設で製造される。さらにダッチマンには2種類の異種管合金と、それらの間のニッケル系溶接部が関与する。違いは、ダッチマンは制御された工場条件で製造でき、利用されるときには、溶接工は“類似”金属の溶接部、つまりフェライト同士またはオーステナイト同士(DMWではない)の溶接部を製造することだけが要求される。溶接工はもはやこの分野で困難なDMWを作る必要がない。しかしながら、高度な品質の溶接ダッチマンであっても膨張率の差によって不具合が生じることがある。
従って、パワープラント(発電所)環境において異種金属の接続(結合)に用いる無溶接装置(又は無溶接機器)を提供する方法に対するニーズがある。
従来技術のこれらの及びその他の欠点は、異種金属同士を接続するのに使用する、ダッチマンなどの無溶接装置を提供する方法を提供するところの、本発明によって対処(解決)される。
本発明の一つの観点によれば、異種金属同士の接続に使用するための無溶接装置を提供する方法は、装置のリバース(逆形)を複製するよう設計されたモールド(成形型)を提供するステップと、第1金属粉末を提供し、その第1金属粉末をモールドの第1部分に導入するステップと、第2金属粉末を提供し、その第2金属粉末をモールドの第2部分に導入するステップと、第3金属粉末を提供し、その第3金属粉末をモールドの第3部分に導入するステップとを含んでいる。第2金属粉末は第1金属粉末と第3金属粉末との間の移行部を形成する。この方法は、モールドを真空にして、真空状態を維持するためにモールドを密封するステップと、第1、第2および第3粉末を固め、溶融させるためにモールドを熱間静水圧プレス(HIP)炉の内に配置するステップと、モールドを室温にまで冷却し、モールドから装置を取り出すステップとをさらに含んでいる。
本発明のもう一つの観点によれば、異種金属同士の接続に使用するための無溶接装置を提供するステップは、装置のリバース(逆形)を複製するように設計されたモールド(成形型)を提供するステップと、低合金、フェライト鋼組成物微粒化粉末をモールドの第1部分に導入するステップと、一連の微粒化粉末をモールドの第2部分に徐々に導入してフェライト鋼組成物とオーステナイトステンレス鋼との間に移行部を形成するステップと、オーステナイトステンレス鋼組成物微粒化粉末をモールドの第3部分に導入するステップと、微粒化粉末を高温、高圧の不活性ガス雰囲気内で固めて溶融させ、装置を形成するステップと、を含んでいる。
本発明の主題は、添付図面と共に次の説明を参考にすることで最良に理解できる。
[発明の詳細な説明]
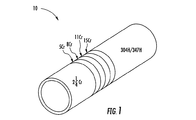
図面を参照するに、本発明の一実施形態に従って形成されたダッチマンなどの改良装置を図1にて符号10で示している。
図面を参照するに、本発明の一実施形態に従って形成されたダッチマンなどの改良装置を図1にて符号10で示している。
本発明はDMWを全く利用しない。改良されたダッチマン10を造るため、機能的に類別された組成調整粉末治金/熱間静水圧(HIP)処理が利用される。この処理により、ダッチマン管10の組成は、12インチ(304.8mm)長のダッチマン管10の1インチから3インチ(25.4mmから76.2mm)の領域にわたって徐々にフェライト管組成(炭素鋼、CrMO鋼またはCSFF鋼)からオーステナイトSS組成に移行される。この漸進的な移行は一つの合金から別の合金への管10のCTEのさらに滑らかな移行をもたらし、全体的なストレス(応力)を減少させる。
同様に重要なことは、DMWに伴うことが多い、炭素移動問題(およびクリープ強度の同時的損失)が全体的に排除され、管の厚みの滑らかな移行が提供される。さらに、固化と良好な特性を達成するため、改良されたダッチマン10はHIP内で処理(製造)される。製造されれば、それは、現在のダッチマンと同様のやり方で当該分野で使用可能である。
この処理は、最終管の寸法を持ったリバースを複製するモールド(つまり容器)で開始する(ブロック11参照)。炭素、低合金、またはCSEF鋼組成物微粒化粉末が管容器の約半分(1インチ程度、即ち25.4ミリ程度を差し引く)に導入される(ブロック12参照)。低合金鋼からオーステナイトSS(通常は2‐1/4Cr‐1Moから304H)のためには、2‐1/4Crから18Cr SSへのスムーズな移行が必要である。容器に粉末が、5Crから開始して、その後8Cr,11Cr、および15Crと徐々に(段階的に)追加される(ブロック13参照)。これは2インチから3インチ(50.8mmから76.2mm)の移行領域で行なわれる。容器の残りは、304Hまたは347H SS管合金の組成とマッチする18Cr SS微粒化粉末で充填される(ブロック14参照)。容器を真空にし、容器は溶接により一端で封止される(ブロック15参照)。
次に、粉末を固めて溶融させるため、アセンブリ全体がHIP炉に配置され不活性ガス(アルゴン)雰囲気中で高温高圧処理される(ブロック16参照)。その温度/圧力を所定時間維持した後、ダッチマンアセンブリ全体が室温に冷却されてHIP炉から取り出される(ブロック17参照)。管の低合金鋼部を焼き慣らし及び焼き戻すため、追加の熱処理ステップも必要であろう(ブロック17参照)。最終的な改良ダッチマンアセンブリは、容器/缶の外側を取り除くために、酸洗、穿孔、および/または研磨を必要としよう(ブロック18参照)。この時点で、改良ダッチマンアセンブリは、利用に先立って両端の最終仕上げ加工の準備が整う。
9Crから18Cr(CSEFからオーステナイトSS)の製造プロセスは、移行が移行領域(2インチから3インチ、即ち50.8mmから76.2mm)内の12Cr、14Crおよび16Cr合金粉末で行なわれることを除いて、前述の低合金鋼からオーステナイトSSの場合と類似している(ブロック13参照)。このように、このプロセスは、改良ダッチマンアセンブリがHIP炉に導入される前に、最終形態の9Crから18Crで開始する。
前述の説明は特定の金属について解説しているが、本発明は、解説した金属もしくはそれら金属の組合せ、または特定分類の材料に限定されない。むしろ本発明は概して、DMWを不要とする装置の形成に関する。前述の説明はダッチマンの形成に関するが、ダッチマンは例示的に利用されているだけであり、前述の方法はDMWを不要とする、その他の装置の製造または形成にも利用できる。
パワープラント環境での異種金属同士の接続のための無溶接装置の提供について解説した。本発明の特定の実施形態について解説したが、本発明の精神および範囲から逸脱することなく、多様な改良が可能であることは当業者には明確であろう。従って、本発明の好適実施例および本発明を実施するための最良形態についての前述の説明は例示的なものであり、本発明を限定するものではない。
図2に示すように、この処理は、最終管の寸法を持ったリバースを複製するモールド(つまり容器)で開始する(ブロック11参照)。炭素、低合金、またはCSEF鋼組成物微粒化粉末が管容器の約半分(1インチ程度、即ち25.4ミリ程度を差し引く)に導入される(ブロック12参照)。低合金鋼からオーステナイトSS(通常は2‐1/4Cr‐1Moから304H)のためには、2‐1/4Crから18Cr SSへのスムーズな移行が必要である。容器に粉末が、5Crから開始して、その後8Cr,11Cr、および15Crと徐々に(段階的に)追加される(ブロック13参照)。これは2インチから3インチ(50.8mmから76.2mm)の移行領域で行なわれる。容器の残りは、304Hまたは347H SS管合金の組成とマッチする18Cr SS微粒化粉末で充填される(ブロック14参照)。容器を真空にし、容器は溶接により一端で封止される(ブロック15参照)。
Claims (17)
- 異種金属間の接続に利用する無溶接装置を製造する方法であって、
(a)前記装置の逆形を複製するように設計された成形型を提供するステップと、
(b)第1金属粉末を提供し、前記成形型の第1部分に前記第1金属粉末を導入するステップと、
(c)第2金属粉末を提供し、前記成形型の第2部分に前記第2金属粉末を導入するステップと、
(d)第3金属粉末を提供し、前記成形型の第3部分に前記第3金属粉末を導入するステップであって、前記第2金属粉末は前記第1金属粉末と前記第3金属粉末との間で移行部を形成する、ステップと、
(e)前記成形型を真空にして、真空状態を維持するために前記成形型を密封するステップと、
(f)前記第1粉末、第2粉末および第3粉末を固め溶融させるために、前記成形型を熱間静水圧プレス(HIP)炉内に配置するステップと、
(g)前記成形型を室温にまで冷却し、前記成形型から装置を取り出すステップと、
を含んでいることを特徴とする方法。 - 前記第1金属粉末は低合金フェライト鋼組成物微粒化粉末である、請求項1に記載の方法。
- 前記第3金属粉末はオーステナイトステンレス鋼組成物微粒化粉末である、請求項1に記載の方法。
- 前記成形型は、不活性ガス雰囲気中、高温および高圧にてHIP炉内に保持される、請求項1に記載の方法。
- 前記装置を熱処理するステップをさらに含んでいる、請求項1に記載の方法。
- 前記装置から前記成形型を取り外すための、酸洗、穿孔および研磨のステップをさらに含んでいる、請求項1に記載の方法。
- 前記装置を最終寸法に機械加工するステップをさらに含んでいる、請求項1に記載の方法。
- 異種金属間の接続に利用する無溶接装置を製造する方法であって、
(a)前記装置の逆形を複製するように設計された成形型を提供するステップと、
(b)低合金のフェライト鋼組成物微粒化粉末を前記成形型の第1部分に導入するステップと、
(c)フェライト鋼組成物とオーステナイトステンレス鋼組成物との間に移行領域を形成するべく、一連の微粒化粉末を前記成形型の第2部分に段階的に導入するステップと、
(d)オーステナイトステンレス鋼組成物微粒化粉末を前記成形型の第3部分に導入するステップと、
(e)高温、高圧の不活性ガス雰囲気中で前記微粒化粉末を固めて溶融させ、前記装置を形成するステップと、
を含んでいることを特徴とする方法。 - 前記移行領域を形成する前記一連の微粒化粉末は、低合金鋼粉末から始まり、各段階で次第により高合金鋼の粉末に変化していく、請求項8に記載の方法。
- 前記移行領域は一連の4種類の微粒化粉末を含んでおり、第1微粒化粉末は5Cr鋼粉末であり、第2微粒化粉末は8Cr鋼粉末であり、第3微粒化粉末は11Cr鋼粉末であり、第4微粒化粉末は15Cr鋼微粒化粉末である、請求項8に記載の方法。
- 前記フェライト鋼組成物微粒化粉末は2−1/4Cr鋼粉末であり、前記オーステナイトステンレス鋼組成物微粒化粉末は18Cr鋼粉末である、請求項10に記載の方法。
- 前記移行領域は一連の3種類の微粒化粉末を含んでおり、第1微粒化粉末は12Cr鋼粉末であり、第2微粒化粉末は14Cr鋼粉末であり、第3微粒化粉末は16Cr鋼粉末である、請求項8に記載の方法。
- 前記フェライト鋼組成物微粒化粉末は9Cr鋼粉末であり、前記オーステナイトステンレス鋼組成物微粒化粉末は18Cr鋼粉末である、請求項12に記載の方法。
- 前記成形型の第1部分および第3部分は当該成形型の略3/4を構成し、前記成形型の第2部分は当該成形型の略1/4を構成する、請求項8に記載の方法。
- 前記装置の低合金部分を焼き慣らし、焼き戻すため、前記装置を熱処理するステップをさらに含んでいる、請求項8に記載の方法。
- 前記成形型を前記装置から取り外すステップを更に含む、請求項8に記載の方法。
- 前記装置を最終寸法に機械加工するステップをさらに含んでいる、請求項8に記載の方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161489501P | 2011-05-24 | 2011-05-24 | |
| US61/489,501 | 2011-05-24 | ||
| US13/463,428 US20130121868A1 (en) | 2011-05-24 | 2012-05-03 | Method of manufacturing a weld-free apparatus for connection of dissimilar metals using functionally graded compositionally control powder metallurgy and hot isostatic processing methods |
| US13/463,428 | 2012-05-03 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012246569A true JP2012246569A (ja) | 2012-12-13 |
Family
ID=46149226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012113303A Pending JP2012246569A (ja) | 2011-05-24 | 2012-05-17 | 機能的に類別された組成調整粉末治金処理および熱間静水圧処理を利用した異種金属同士の接続のための無溶接装置の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20130121868A1 (ja) |
| EP (1) | EP2527064A1 (ja) |
| JP (1) | JP2012246569A (ja) |
| CN (1) | CN102962453A (ja) |
| AU (1) | AU2012202654A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103691952B (zh) * | 2014-01-06 | 2015-05-27 | 钢铁研究总院 | 一种功能梯度性能涡轮盘的制备方法 |
| GB2523583C (en) * | 2014-02-28 | 2019-12-25 | Castings Tech International Limited | Forming a composite component |
| US11298774B2 (en) * | 2016-04-01 | 2022-04-12 | Electric Power Research Institute, Inc. | Method to eliminate dissimilar metal welds |
| AU2020311257B2 (en) * | 2019-07-05 | 2023-03-02 | Stamicarbon B.V. | Ferritic steel parts in urea plants |
| CN112404436B (zh) * | 2020-11-12 | 2023-04-07 | 国铭铸管股份有限公司 | 一种金属管道连接用环形热压焊节的制造工艺 |
| CN112974844A (zh) * | 2021-02-09 | 2021-06-18 | 沈阳工业大学 | 激光增材制造高铁制动盘用梯度合金钢粉料及制备方法 |
| IT202100018326A1 (it) * | 2021-07-12 | 2023-01-12 | Hgears Ag | Metodo per realizzare un pezzo metallico |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3052016A (en) * | 1958-03-19 | 1962-09-04 | Ind Fernand Courtoy Bureau Et | Structure for joining by fusion-welding of ferritic steel with austenitic steel |
| US4333670A (en) * | 1980-05-05 | 1982-06-08 | General Atomic Company | Stepped transition joint |
| EP0192105B1 (de) * | 1985-02-21 | 1989-05-03 | BBC Brown Boveri AG | Verfahren zum Warmumformen mindestens eines Bleches aus einem schwer verformbaren Werkstoff |
| US4703885A (en) * | 1985-11-15 | 1987-11-03 | Ga Technologies Inc. | Method of welding austenitic steel to ferritic steel with filler alloys |
| JPH07228942A (ja) * | 1994-02-17 | 1995-08-29 | Mitsubishi Heavy Ind Ltd | オーステナイト系ステンレス鋼の溶接継手の製造方法 |
| JP2001214231A (ja) * | 2000-01-31 | 2001-08-07 | Kubota Corp | 高温ガス炉の熱交換用チューブおよびその製造方法 |
| US20100028705A1 (en) * | 2006-09-06 | 2010-02-04 | Alstom Technology Ltd | Dissimilar metal transition for superheater or reheater tubes |
| GB0920697D0 (en) * | 2009-11-26 | 2010-01-13 | Rolls Royce Plc | Method of manufacturing a multiple composition component |
-
2012
- 2012-05-03 US US13/463,428 patent/US20130121868A1/en not_active Abandoned
- 2012-05-07 AU AU2012202654A patent/AU2012202654A1/en not_active Abandoned
- 2012-05-17 JP JP2012113303A patent/JP2012246569A/ja active Pending
- 2012-05-22 EP EP20120168970 patent/EP2527064A1/en not_active Withdrawn
- 2012-05-24 CN CN2012101634804A patent/CN102962453A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| US20130121868A1 (en) | 2013-05-16 |
| EP2527064A1 (en) | 2012-11-28 |
| AU2012202654A1 (en) | 2012-12-13 |
| CN102962453A (zh) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012246569A (ja) | 機能的に類別された組成調整粉末治金処理および熱間静水圧処理を利用した異種金属同士の接続のための無溶接装置の製造方法 | |
| US6673169B1 (en) | Method and apparatus for repairing superalloy components | |
| US9598962B2 (en) | Turbine rotor, manufacturing method thereof and steam turbine using turbine rotor | |
| KR102364770B1 (ko) | 초합금의 용접부 강제 크래킹 및 브레이즈 보수 | |
| US6639173B1 (en) | Electron beam welding method providing post-weld heat treatment | |
| US11738404B2 (en) | Method to eliminate dissimilar metal welds | |
| CN107598332B (zh) | 新型cb2耐热钢中大径管道焊接及热处理工艺 | |
| CN112941436A (zh) | 一种高温合金焊后热处理方法 | |
| EP2527063B1 (en) | Functionally graded compositional control methods to eliminate dissimilar metal welds (DMWs) during manufacture of integral headers | |
| US20120301344A1 (en) | Method of using powder metallurgy fabrication for manufacturing integral header and tube replacement sections | |
| KR20120131118A (ko) | 기능적으로 분류된 조성 제어 분말 야금학 및 고온 등압 성형법을 사용하여 이종 금속들의 연결을 위한 무용접 장치의 제조 방법 | |
| JPH11315973A (ja) | 組成の異なる鋼材の溶接方法 | |
| US10610982B2 (en) | Weld filler metal for superalloys and methods of making | |
| JP2003149366A (ja) | 溶接継手付きラッパ管及びその製造方法 | |
| WO2019226163A1 (en) | Additive manufacturing using forge welding | |
| JP6736941B2 (ja) | 鋼部材の溶接方法、及び溶接材料 | |
| US20230211415A1 (en) | Method to produce an additively manufactured, graded composite transition joint | |
| JPS6142492A (ja) | 蒸気タ−ビン主蒸気管とケ−シングとの溶接構造 | |
| JPH11197853A (ja) | マルテンサイト系ステンレス鋼の接合方法 | |
| JP3457768B2 (ja) | マルテンサイト系ステンレス鋼管の接合方法 | |
| KR20120131124A (ko) | 일체형 헤더의 제조 동안 이종 금속 용접부(DMWs)를 제거하기 위한 기능적으로 분류된 조성 제어 방법 | |
| JP3740031B2 (ja) | 開先充填材を用いた液相拡散接合方法およびその接合継手 | |
| JP2001214231A (ja) | 高温ガス炉の熱交換用チューブおよびその製造方法 | |
| JP2005337067A (ja) | 蒸気タービン配管異材溶接構造および同溶接構造部の熱処理方法 | |
| JP2849496B2 (ja) | 高低圧一体ロータの製造法 |