JP2012196809A - Forming method of polyester resin film - Google Patents
Forming method of polyester resin film Download PDFInfo
- Publication number
- JP2012196809A JP2012196809A JP2011061203A JP2011061203A JP2012196809A JP 2012196809 A JP2012196809 A JP 2012196809A JP 2011061203 A JP2011061203 A JP 2011061203A JP 2011061203 A JP2011061203 A JP 2011061203A JP 2012196809 A JP2012196809 A JP 2012196809A
- Authority
- JP
- Japan
- Prior art keywords
- polyester resin
- resin film
- heat treatment
- general formula
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 0 COc(c(*)c1*)c(*)c(*)c1-c1c(*)c(**)cc(*)c1* Chemical compound COc(c(*)c1*)c(*)c(*)c1-c1c(*)c(**)cc(*)c1* 0.000 description 1
Images




Abstract
Description
本発明はポリエステル樹脂フィルムの製造方法に関し、特に、二軸延伸および熱処理されたポリエステル樹脂フィルムの製造方法に関する。 The present invention relates to a method for producing a polyester resin film, and more particularly to a method for producing a biaxially stretched and heat-treated polyester resin film.
無機ガラス材料は、透明性および耐熱性に優れ、かつ光学異方性も小さいことから、透明材料として広く使用されている。しかし、無機ガラスは成形しにくく、その比重が大きく、かつ脆いという性質を有する。そのため、成形されたガラス製品は重く、破損しやすい等の欠点を有している。 Inorganic glass materials are widely used as transparent materials because they are excellent in transparency and heat resistance and have small optical anisotropy. However, inorganic glass is difficult to mold, has a large specific gravity, and is brittle. For this reason, the molded glass product is heavy and has drawbacks such as being easily damaged.
このような欠点から、無機ガラス材料に代替する樹脂材料の開発が進められている。無機ガラス材料の代替を目的とした樹脂材料として、例えば、ポリメチルメタクリレート、ポリカーボネート、ポリエチレンテレフタレート等が知られている。これらの樹脂材料は、軽量であり、力学特性に優れ、さらに加工性にも優れている。そのためこれらの樹脂材料はレンズやフィルムなどの様々な用途に使用されている。 Because of these drawbacks, development of resin materials that can replace inorganic glass materials has been underway. For example, polymethyl methacrylate, polycarbonate, polyethylene terephthalate, and the like are known as resin materials intended to replace inorganic glass materials. These resin materials are lightweight, have excellent mechanical properties, and are excellent in workability. Therefore, these resin materials are used for various purposes such as lenses and films.
近年、ディスプレイ基板をガラスから樹脂へ代替することが検討されている。特に、ITO(酸化インジウムスズ)を形成できる樹脂基板が求められている。その理由は、樹脂基板を使用することにより、ディスプレイ基板を軽量化および薄膜化でき、またディスプレイ基板の耐衝撃性を上げることができるからである。ガラス基板を樹脂基板に代替するためには、樹脂基板には耐熱性が求められる(およそ150℃から250℃)。また、樹脂基板を加熱しながらディスプレイ基板を製造する場合、特にITOを形成した後に樹脂基板をアニールする場合、寸法安定性の観点から樹脂基板には低い線熱膨張係数が求められている。 In recent years, replacement of a display substrate from glass to resin has been studied. In particular, a resin substrate capable of forming ITO (indium tin oxide) is required. The reason is that by using a resin substrate, the display substrate can be reduced in weight and thickness, and the impact resistance of the display substrate can be increased. In order to replace the glass substrate with a resin substrate, the resin substrate is required to have heat resistance (approximately 150 ° C. to 250 ° C.). Further, when manufacturing a display substrate while heating the resin substrate, particularly when annealing the resin substrate after forming ITO, the resin substrate is required to have a low coefficient of linear thermal expansion from the viewpoint of dimensional stability.
耐熱性と低い線熱膨張係数と有する樹脂材料を実現するため、特許文献1は、芳香族ジオール(その中でも特にビフェール)とジカルボン酸のポリアリレート構造とを有する樹脂を用いた低い線熱膨張係数を有するフィルムを開示する。
In order to realize a resin material having heat resistance and a low linear thermal expansion coefficient,
しかしながら、特許文献1に記載の製造方法では、二軸に延伸された樹脂を250℃の窒素雰囲気中で24時間の熱処理を行い、樹脂を熱緩和している。熱処理に多くの時間を費やしているので、製造適正が問題となっている。さらに、長時間の熱処理をフィルムに実施すると、製造適正の問題に加えて、フィルムが酸化されてしまい、透過率が低下してしまう可能性がある。
However, in the manufacturing method described in
本発明は上述の前記課題を解決するためになされたもので、製造適正が改善されたポリエステル樹脂フィルムの製造方法を提供することを目的とする。 The present invention has been made to solve the above-described problems, and an object thereof is to provide a method for producing a polyester resin film with improved production suitability.
本発明者らは、3,3’,5,5’−に少なくとも置換基を有する4,4’−ビフェノールを用い複数のビフェノールユニットを導入することによる併用効果に注目して、その製造条件について鋭意研究を重ねた結果、線熱膨張係数を低下することができ、かつ製造適正を改善できるポリエステル樹脂フィルムの製造方法を見出し、本発明に至った。 The present inventors pay attention to the combined effect of introducing a plurality of biphenol units using 4,4′-biphenol having at least a substituent at 3,3 ′, 5,5′-, and the production conditions thereof. As a result of extensive research, the inventors have found a method for producing a polyester resin film capable of reducing the linear thermal expansion coefficient and improving the production suitability, and have reached the present invention.
本発明のポリエステル樹脂フィルムの製造方法は、一般式(1)で表される構造および一般式(2)で表される構造を含有するポリエステル樹脂を準備する工程と、(Tg−20℃)以上(Tg+35℃)以下の温度範囲で前記ポリエステル樹脂を縦方向および横方向にそれぞれ1.15倍以上1.30倍以下で延伸する二軸延伸工程と、前記延伸されたポリエステル樹脂を熱処理する熱処理工程を備え、該熱処理工程が、(Tg−30℃)以上(Tg−10℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の両端部を一定間隔で把持しながら熱処理を行う第1の熱処理工程と、前記第1の熱処理工程に引き続いて、前記第1の熱処理工程より温度が低く、かつ(Tg−50℃)以上(Tg−30℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の端部を把持しないで熱処理を行う第2の熱処理工程とを備える。 The method for producing a polyester resin film of the present invention includes a step of preparing a polyester resin containing a structure represented by the general formula (1) and a structure represented by the general formula (2), and (Tg-20 ° C) or more. (Tg + 35 ° C.) A biaxial stretching step of stretching the polyester resin in the longitudinal direction and the transverse direction at a temperature range of (Tg + 35 ° C.) or less by 1.15 times or more and 1.30 times or less, and a heat treatment step of heat-treating the stretched polyester resin. Wherein the heat treatment step is performed in a temperature range of (Tg-30 ° C.) or more and (Tg-10 ° C.) or less while holding both ends in the transverse direction of the stretched polyester resin at regular intervals. After the first heat treatment step and the first heat treatment step, the temperature is lower than that of the first heat treatment step and is in the temperature range of (Tg-50 ° C.) to (Tg-30 ° C.). And a second heat treatment step of performing heat treatment without gripping the end of the transverse stretching polyester resin.
(Tg:ポリエステル樹脂のガラス転移温度) (Tg: Glass transition temperature of polyester resin)
(一般式(1)中、R11〜R14はそれぞれ独立に水素原子または置換基を表し、R15〜R18はそれぞれ独立に置換基を表す。) (In general formula (1), R 11 to R 14 each independently represents a hydrogen atom or a substituent, and R 15 to R 18 each independently represents a substituent.)
(一般式(2)中、R21〜R26はそれぞれ独立に水素原子または置換基を表し、前記R21〜R26のうち少なくとも一つは置換基を表す。)
一般式(1)で表される構造および一般式(2)で表される構造を含有するポリエステル樹脂を使用した。その結果、(Tg−20℃)以上(Tg+35℃)以下の温度範囲で縦方向および横方向にそれぞれ1.15倍以上1.30倍以下の低い延伸倍率でポリエステル樹脂を二軸延伸することで、分子鎖を二次元に容易に配向制御することができる。分子鎖を二次元に配向制御することにより、ポリエステル樹脂フィルムの線熱膨張係数を小さくできる。また、延伸倍率が小さいので、ポリエステル樹脂に残留する応力は小さくなる。応力を除去するための熱処理(熱緩和)時間を短くできる。
(In the general formula (2), R 21 to R 26 each independently represents a hydrogen atom or a substituent, and at least one of the R 21 to R 26 represents a substituent.)
A polyester resin containing a structure represented by the general formula (1) and a structure represented by the general formula (2) was used. As a result, the polyester resin is biaxially stretched at a low draw ratio of 1.15 times or more and 1.30 times or less in the longitudinal direction and the transverse direction in a temperature range of (Tg−20 ° C.) to (Tg + 35 ° C.). The orientation of the molecular chain can be easily controlled in two dimensions. By controlling the molecular chains in two dimensions, the linear thermal expansion coefficient of the polyester resin film can be reduced. Moreover, since the draw ratio is small, the stress remaining in the polyester resin is small. Heat treatment (thermal relaxation) time for removing stress can be shortened.
延伸されたポリエステル樹脂に、第1の熱処理工程これに続く第2の熱処理工程を含む熱処理工程で、熱緩和処理を行う。第1の熱処理工程では、(Tg−30℃)以上(Tg−10℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の両端部を一定間隔で把持しながら熱処理を行う。これにより、ポリエステル樹脂が収縮するのを防止することができる。第2の熱処理工程では、(Tg−50℃)以上(Tg−30℃)未満の温度範囲で、前記延伸されたポリエステル樹脂の横方向の端部を把持しないで熱処理を行う。これにより、残留応力を小さくすることができる。端部を把持しながら熱処理した後、把持しないで熱処理を行うことにより、残留応力を緩和させる。2段階の熱処理を行うことにより、ポリエステル樹脂フィルムの熱収縮率を小さくできる。 The stretched polyester resin is subjected to a thermal relaxation treatment in a heat treatment step including a first heat treatment step and a second heat treatment step subsequent thereto. In the first heat treatment step, heat treatment is performed in a temperature range of (Tg−30 ° C.) or more and (Tg−10 ° C.) or less while holding both ends in the transverse direction of the stretched polyester resin at regular intervals. Thereby, it can prevent that a polyester resin shrink | contracts. In the second heat treatment step, heat treatment is performed in a temperature range of (Tg−50 ° C.) or more and less than (Tg−30 ° C.) without gripping the lateral ends of the stretched polyester resin. Thereby, a residual stress can be made small. After the heat treatment while gripping the end portion, the residual stress is relieved by performing the heat treatment without gripping. By performing the two-stage heat treatment, the thermal shrinkage rate of the polyester resin film can be reduced.
熱処理時間を短くできるので、酸化によるポリエステル樹脂フィルムの着色や表面の荒れ、ポリエステル樹脂フィルムのカール等を防止できる。 Since the heat treatment time can be shortened, coloring of the polyester resin film due to oxidation, surface roughness, curling of the polyester resin film, and the like can be prevented.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記一般式(1)において、前記R15〜R18がそれぞれ独立にハロゲン原子、アルキル基、アリール基またはアルコキシ基である。 In the method for producing a polyester resin film of the present invention, preferably, in the general formula (1), R 15 to R 18 are each independently a halogen atom, an alkyl group, an aryl group, or an alkoxy group.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記一般式(1)において、前記R15〜R18がそれぞれ独立にフッ素原子、塩素原子、臭素原子、炭素数1〜4のアルキル基、フェニル基またはメトキシ基である。 In the method for producing a polyester resin film of the present invention, preferably, in the general formula (1), R 15 to R 18 are each independently a fluorine atom, a chlorine atom, a bromine atom, an alkyl group having 1 to 4 carbon atoms, A phenyl group or a methoxy group.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記一般式(2)において、前記R21〜R26がそれぞれ独立に水素原子、ハロゲン原子、アルキル基、アリール基またはアルコキシ基である。 In the method for producing a polyester resin film of the present invention, preferably, in the general formula (2), R 21 to R 26 are each independently a hydrogen atom, a halogen atom, an alkyl group, an aryl group, or an alkoxy group.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記一般式(2)において、前記R21〜R26がそれぞれ独立に水素原子、フッ素原子、臭素原子、塩素原子、炭素数1〜4のアルキル基、フェニル基またはメトキシ基である。 In the method for producing a polyester resin film of the present invention, preferably, in the general formula (2), R 21 to R 26 are each independently a hydrogen atom, a fluorine atom, a bromine atom, a chlorine atom, or a carbon number of 1 to 4. An alkyl group, a phenyl group or a methoxy group;
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記一般式(3)で表される構造を含有する。 The method for producing a polyester resin film of the present invention preferably contains a structure represented by the following general formula (3).
(一般式(3)中、R31〜R38はそれぞれ独立に水素原子または置換基を表す。Xは置換基を有していてもよく、環構造の一部でもよい連結基を表し、その場合はR31〜R34の少なくとも一つ結合して環構造を形成してもよい。)
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記式(A)を満たす。
(In General Formula (3), R 31 to R 38 each independently represents a hydrogen atom or a substituent. X represents a linking group which may have a substituent and may be a part of a ring structure. In some cases, at least one of R 31 to R 34 may be bonded to form a ring structure.)
The method for producing a polyester resin film of the present invention preferably satisfies the following formula (A).
0.2 ≦ (a+b)/(a+b+c) ≦ 0.9
(式(A)中、aはポリエステル樹脂における前記一般式(1)で表される構造の含有率(単位:モル%)を表し、bはポリエステル樹脂における前記一般式(2)で表される構造の含有率(単位:モル%)を表し、cはポリエステル樹脂における前記一般式(3)で表される構造の含有率(単位:モル%)を表す。)
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記一般式(4)で表される構造を含有する。
0.2 ≦ (a + b) / (a + b + c) ≦ 0.9
(In formula (A), a represents the content (unit: mol%) of the structure represented by the general formula (1) in the polyester resin, and b is represented by the general formula (2) in the polyester resin. The structure content (unit: mol%) is represented, and c represents the structure content (unit: mol%) represented by the general formula (3) in the polyester resin.
The method for producing a polyester resin film of the present invention preferably contains a structure represented by the following general formula (4).
(一般式(4)中、R41はそれぞれ独立に置換基を表し、mは0〜3の整数を表す。)
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、下記一般式(5)で表される構造を含有する。
(In the general formula (4), R 41 each independently represents a substituent, and m represents an integer of 0 to 3.)
The method for producing a polyester resin film of the present invention preferably contains a structure represented by the following general formula (5).
(一般式(5)中、R51およびR52はそれぞれ独立に置換基を表し、nおよびkはそれぞれ独立に0〜3の整数を表す。)
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記二軸延伸工程において、10Mpa以上80Mpaの張力で前記ポリエステル樹脂を縦方向および横方向に延伸する。
(In general formula (5), R 51 and R 52 each independently represent a substituent, and n and k each independently represent an integer of 0 to 3.)
In the method for producing a polyester resin film of the present invention, preferably, in the biaxial stretching step, the polyester resin is stretched in the longitudinal direction and the transverse direction with a tension of 10 Mpa or more and 80 Mpa.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記二軸延伸工程において、(Tg+10℃)以上(Tg+25℃)以下の温度範囲で、20Mpa以上50Mpaの張力で前記ポリエステル樹脂を縦方向および横方向にそれぞれ1.20倍以上1.25倍以下で延伸する。 In the method for producing a polyester resin film of the present invention, preferably, in the biaxial stretching step, the polyester resin is stretched in the longitudinal direction and the transverse direction at a temperature range of (Tg + 10 ° C.) to (Tg + 25 ° C.) with a tension of 20 Mpa to 50 Mpa. The film is stretched by 1.20 times or more and 1.25 times or less in each direction.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記二軸延伸工程において、前記ポリエステル樹脂を逐次的にまたは同時に縦方向および横方向に延伸する。 In the method for producing a polyester resin film of the present invention, preferably, in the biaxial stretching step, the polyester resin is stretched sequentially or simultaneously in the longitudinal direction and the transverse direction.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記第1の熱処理工程において、前記延伸されたポリエステル樹脂の幅方向を、テンターを用いて把持する。 In the method for producing a polyester resin film of the present invention, preferably, in the first heat treatment step, a width direction of the stretched polyester resin is gripped using a tenter.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記第2の熱処理工程において、前記延伸されたポリエステル樹脂をローラで支持することにより、前記延伸されたポリエステル樹脂の横方向の端部を把持しないで熱処理を行う。 In the method for producing a polyester resin film according to the present invention, preferably, in the second heat treatment step, the stretched polyester resin is supported by a roller to grip a lateral end of the stretched polyester resin. Do not heat-treat.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記第2の熱処理工程において、前記延伸されたポリエステル樹脂を空気浮上させることにより、前記延伸されたポリエステル樹脂の幅方向を把持しないで熱処理を行う。 In the method for producing a polyester resin film according to the present invention, preferably, in the second heat treatment step, the stretched polyester resin is air-lifted so that the heat treatment is performed without gripping the width direction of the stretched polyester resin. Do.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記ポリエステル樹脂を準備する工程において、溶融製膜法および溶液流延法の何れかの方法で前記ポリエステル樹脂を準備する。 In the method for producing a polyester resin film of the present invention, preferably, in the step of preparing the polyester resin, the polyester resin is prepared by any one of a melt film forming method and a solution casting method.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記熱処理工程を経たポリエステル樹脂フィルムが30ppm/K以下の線熱膨張係数を有する。 In the method for producing a polyester resin film of the present invention, preferably, the polyester resin film that has undergone the heat treatment step has a linear thermal expansion coefficient of 30 ppm / K or less.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、200℃、60分で30ppm以下の熱収縮率を有する。 The method for producing a polyester resin film of the present invention preferably has a heat shrinkage rate of 30 ppm or less at 200 ° C. for 60 minutes.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記熱処理工程を経たポリエステル樹脂フィルムが20ppm/K以下の線熱膨張係数と、200℃、60分で20ppm以下の熱収縮率とを有する。 In the method for producing a polyester resin film of the present invention, the polyester resin film that has undergone the heat treatment step preferably has a linear thermal expansion coefficient of 20 ppm / K or less and a thermal shrinkage rate of 20 ppm or less at 200 ° C. for 60 minutes.
本発明のポリエステル樹脂フィルムの製造方法は、好ましくは、前記熱処理工程において、延伸されたポリエステル樹脂の応力が実質的に一定となるまで前記第1の熱処理工程を行う。 In the method for producing a polyester resin film of the present invention, preferably, in the heat treatment step, the first heat treatment step is performed until the stress of the stretched polyester resin becomes substantially constant.
本発明のポリエステル樹脂フィルムは、前記ポリエステル樹脂フィルムの製造方法により製造されたポリエステル樹脂フィルムであって、20ppm/K以下の線熱膨張係数と、200℃、60分で20ppm以下の熱収縮率とを有し、可視光透過率が90%以上である。 The polyester resin film of the present invention is a polyester resin film produced by the method for producing a polyester resin film, and has a linear thermal expansion coefficient of 20 ppm / K or less and a thermal contraction rate of 20 ppm or less at 200 ° C. for 60 minutes. The visible light transmittance is 90% or more.
本発明のポリエステル樹脂フィルムは、好ましくは、ガスバリア層を有する。 The polyester resin film of the present invention preferably has a gas barrier layer.
本発明のポリエステル樹脂フィルムは、好ましくは、透明導電層を有する。 The polyester resin film of the present invention preferably has a transparent conductive layer.
本発明の太陽電池は、前記ポリエステル樹脂フィルムを備える。 The solar cell of this invention is equipped with the said polyester resin film.
本発明によれば、ポリエステル樹脂フィルムの製造方法の製造適正を改善することができる。 ADVANTAGE OF THE INVENTION According to this invention, the manufacture appropriateness of the manufacturing method of a polyester resin film can be improved.
以下添付図面に従って本発明の好ましい実施の形態について説明する。本発明は以下の好ましい実施の形態により説明されるが、本発明の範囲を逸脱することなく、多くの手法により変更を行うことができ、本実施の形態以外の他の実施の形態を利用することができる。したがって、本発明の範囲内における全ての変更が特許請求の範囲に含まれる。 Hereinafter, preferred embodiments of the present invention will be described with reference to the accompanying drawings. The present invention will be described by the following preferred embodiments, but can be modified in many ways without departing from the scope of the present invention, and other embodiments than the present embodiment are utilized. be able to. Accordingly, all modifications within the scope of the present invention are included in the claims.
[ポリエステル樹脂]
ポリエステル樹脂は、一般式(1)で表される構造および一般式(2)で表される構造を含有する。
[Polyester resin]
The polyester resin contains a structure represented by the general formula (1) and a structure represented by the general formula (2).
(一般式(1)中、R11〜R14はそれぞれ独立に水素原子または置換基を表し、R15〜R18はそれぞれ独立に置換基を表す。) (In general formula (1), R 11 to R 14 each independently represents a hydrogen atom or a substituent, and R 15 to R 18 each independently represents a substituent.)
(一般式(2)中、R21〜R26はそれぞれ独立に水素原子または置換基を表し、前記R21〜R26のうち少なくとも一つは置換基を表す。)
一般式(1)で表される構造と一般式(2)で表される構造とを含有するので、小さい延伸倍率の二軸延伸で分子鎖を配向制御できる。その結果、ポリエステル樹脂の線熱膨張係数を小さくできる。
(In the general formula (2), R 21 to R 26 each independently represents a hydrogen atom or a substituent, and at least one of the R 21 to R 26 represents a substituent.)
Since the structure represented by the general formula (1) and the structure represented by the general formula (2) are contained, the orientation of the molecular chain can be controlled by biaxial stretching with a small stretching ratio. As a result, the linear thermal expansion coefficient of the polyester resin can be reduced.
ポリエステル樹脂中は、主鎖にエステル結合を含有する。一般式(1)で表される構造および一般式(2)で表される構造などの芳香族ジオール由来の構造に加えて、多価カルボン酸(好ましくはジカルボン酸)由来の構造を有しており、両者がエステル結合によって連結された構造を有する。 The polyester resin contains an ester bond in the main chain. In addition to the structure derived from aromatic diol such as the structure represented by the general formula (1) and the structure represented by the general formula (2), it has a structure derived from a polyvalent carboxylic acid (preferably a dicarboxylic acid). And both have a structure linked by an ester bond.
以下、樹脂の構造と機能の関係について、その他有していることが好ましい構造と併せて一般式(1)から順に説明する。 Hereinafter, the relationship between the structure and function of the resin will be described in order from the general formula (1) together with the structure that is preferably included.
[芳香族ジオール由来の構造]
(一般式(1)で表される構造)
[Structure derived from aromatic diol]
(Structure represented by general formula (1))
前記一般式(1)中、R11〜R14はそれぞれ独立に水素原子または置換基を表し、R15〜R18はそれぞれ独立に置換基を表す。 In the general formula (1), R 11 to R 14 each independently represent a hydrogen atom or a substituent, and R 15 to R 18 each independently represent a substituent.
前記一般式(1)中、R15〜R18で表される好ましい置換基としては、アルキル基(炭素数1〜10が好ましく、例えば、メチル基、エチル基、イソプロピル基、tert−ブチル基など)、ハロゲン原子(例えば、塩素原子、臭素原子、ヨウ素原子など)、アリール基(炭素数6〜20が好ましく、例えば、フェニル基、ビフェニル基、ナフチル基など)、アルコキシ基(炭素数1〜10が好ましく、例えば、メトキシ基、エトキシ基、イソプロポキシ基など)、アシル基(炭素数2〜10が好ましく、例えば、アセチル基、プロピオニル基、ブチリル基など)、アシルアミノ基(炭素数1〜10が好ましく、例えば、ホルミルアミノ基、アセチルアミノ基など)、ニトロ基、シアノ基およびこれらを組み合わせた基などが挙げられる。 In the general formula (1), as a preferable substituent represented by R 15 to R 18 , an alkyl group (preferably having 1 to 10 carbon atoms, such as a methyl group, an ethyl group, an isopropyl group, a tert-butyl group, etc.). ), Halogen atoms (for example, chlorine atom, bromine atom, iodine atom and the like), aryl groups (preferably having 6 to 20 carbon atoms, for example, phenyl group, biphenyl group, naphthyl group and the like), alkoxy groups (having 1 to 10 carbon atoms). For example, methoxy group, ethoxy group, isopropoxy group and the like), acyl group (preferably having 2 to 10 carbon atoms, for example, acetyl group, propionyl group, butyryl group and the like), acylamino group (having 1 to 10 carbon atoms). Preferably, for example, a formylamino group, an acetylamino group, etc.), a nitro group, a cyano group, a group combining these, and the like can be mentioned.
前記R15〜R18は、より好ましくはアルキル基、ハロゲン原子、アリール基、アルコキシ基、シアノ基、ニトロ基であり、特に好ましくはハロゲン原子、アルキル基、アリール基またはアルコキシ基であり、より特に好ましくはフッ素原子、塩素原子、臭素原子、炭素数1〜4のアルキル基、フェニル基またはメトキシ基であり、さらに特に好ましくはフッ素原子、塩素原子、メチル基、エチル基、フェニル基またはメトキシ基である。有機溶媒への溶解性、溶融製膜性と耐熱性のバランスのとれたTgの範囲への調節、線熱膨張係数および透明性を全て満足するという観点から、メチル基が好ましい。 R 15 to R 18 are more preferably an alkyl group, a halogen atom, an aryl group, an alkoxy group, a cyano group, or a nitro group, and particularly preferably a halogen atom, an alkyl group, an aryl group, or an alkoxy group, and more particularly Preferred is a fluorine atom, chlorine atom, bromine atom, alkyl group having 1 to 4 carbon atoms, phenyl group or methoxy group, and particularly preferred is a fluorine atom, chlorine atom, methyl group, ethyl group, phenyl group or methoxy group. is there. From the viewpoint of satisfying all of the solubility in an organic solvent, the adjustment to the range of Tg in which the melt film-forming property and heat resistance are balanced, the linear thermal expansion coefficient and the transparency, all are preferable.
[3] 前記一般式(1)において、前記R15〜R18がそれぞれ独立であることを特徴とする[1]に記載のポリエステル樹脂。 [3] The polyester resin according to [1], wherein in the general formula (1), R 15 to R 18 are independent of each other.
また、前記R15〜R18はそれぞれ独立に異なる置換基であっても、全て同一の置換基であってもよいが、R15〜R18が全て同一の置換基であることが高Tg化の観点から好ましい。 R 15 to R 18 may be independently different substituents or all may be the same substituent. However, it is preferable that R 15 to R 18 are all the same substituent. From the viewpoint of
前記一般式(1)において、前記R11〜R14はそれぞれ独立に水素原子または置換基を表す。前記R11〜R14が表す置換基の好ましい例としては、前記R15〜R18で表される置換基の好ましい例と同様のものを挙げることができる。前記R11〜R14は、より好ましくは水素原子、アルキル基、ハロゲン原子、アリール基、アルコキシ基、シアノ基、ニトロ基であり、特に好ましくは水素原子、ハロゲン原子、アルキル基であり、より特に好ましくは水素原子、フッ素原子、塩素原子またはメチル基である。有機溶媒への溶解性、溶融製膜性と耐熱性のバランスのとれたTgの範囲への調節、線熱膨張係数および透明性を全て満足するという観点から、前記R11〜R14は水素原子またはメチル基であることが好ましい。 In the general formula (1), R 11 to R 14 each independently represents a hydrogen atom or a substituent. Preferred examples of the substituent represented by R 11 to R 14 include the same as the preferred examples of the substituent represented by R 15 to R 18 . R 11 to R 14 are more preferably a hydrogen atom, an alkyl group, a halogen atom, an aryl group, an alkoxy group, a cyano group, or a nitro group, and particularly preferably a hydrogen atom, a halogen atom, or an alkyl group, and more particularly Preferably they are a hydrogen atom, a fluorine atom, a chlorine atom, or a methyl group. From the viewpoints of satisfying all of the solubility in an organic solvent, the adjustment to the range of Tg in which the melt film-forming property and the heat resistance are balanced, the linear thermal expansion coefficient and the transparency, R 11 to R 14 are hydrogen atoms. Or it is preferably a methyl group.
前記一般式(1)中、R11〜R14の少なくとも1つがアルキル基である場合は、そのうちの2つがアルキル基(好ましくはメチル基)であり、残りの2つが水素原子であることが好ましい。また、その場合、2つの置換基の位置は、R11とR14の2ヶ所、または、R12とR13の2ヶ所であることが好ましい。一方、R11〜R14の少なくとも1つがハロゲン原子である場合は、全て同一のハロゲン原子(好ましくは、フッ素原子または塩素原子)であることが好ましい。 In the general formula (1), when at least one of R 11 to R 14 is an alkyl group, it is preferable that two of them are alkyl groups (preferably methyl groups) and the remaining two are hydrogen atoms. . In this case, the positions of the two substituents are preferably two positions R 11 and R 14 or two positions R 12 and R 13 . On the other hand, when at least one of R 11 to R 14 is a halogen atom, all are preferably the same halogen atom (preferably a fluorine atom or a chlorine atom).
以下に一般式(1)の具体例を示すが、本発明で用いることができる一般式(1)で表される構造はこれらに限定されるものではない。 Although the specific example of General formula (1) is shown below, the structure represented by General formula (1) which can be used by this invention is not limited to these.
(一般式(2)で表される構造)
本実施形態のポリエステル樹脂フィルムは、一般式(2)で表される構造を含有する。
(Structure represented by general formula (2))
The polyester resin film of this embodiment contains the structure represented by General formula (2).
(一般式(2)中、R21〜R26は水素原子または置換基を表し、前記R21〜R26のうち少なくとも一つは置換基を表す。)
前記R21〜R26が表す置換基の好ましい例としては、前記一般式(1)における前記R15〜R18で表される置換基の好ましい例と同様のものを挙げることができる。
(In the general formula (2), R 21 to R 26 represent a hydrogen atom or a substituent, and at least one of the R 21 to R 26 represents a substituent.)
Preferred examples of the substituent represented by R 21 to R 26 include the same as the preferred examples of the substituent represented by R 15 to R 18 in the general formula (1).
前記R21〜R26は、より好ましくは水素原子、アルキル基、ハロゲン原子、アリール基、アルコキシ基、シアノ基、ニトロ基であり、特に好ましくは水素原子、ハロゲン原子、アルキル基、アリール基またはアルコキシ基であり、より特に好ましくは水素原子、フッ素原子、臭素原子、塩素原子、炭素数1〜4のアルキル基、フェニル基またはメトキシ基であり、さらに好ましくは水素原子、メチル基またはフェニル基である。 R 21 to R 26 are more preferably a hydrogen atom, an alkyl group, a halogen atom, an aryl group, an alkoxy group, a cyano group, or a nitro group, and particularly preferably a hydrogen atom, a halogen atom, an alkyl group, an aryl group, or an alkoxy group. More preferably a hydrogen atom, a fluorine atom, a bromine atom, a chlorine atom, an alkyl group having 1 to 4 carbon atoms, a phenyl group or a methoxy group, and further preferably a hydrogen atom, a methyl group or a phenyl group. .
前記一般式(2)中、R21〜R26のうち、2つが置換基であり、残りの4つが水素原子であることが好ましい。また、その場合、2つの置換基の位置は、R21とR24の2ヶ所、または、R25とR26の2ヶ所であることが好ましい。 In the general formula (2), it is preferable that two of R 21 to R 26 are substituents and the remaining four are hydrogen atoms. In this case, the positions of the two substituents are preferably two positions R 21 and R 24 or two positions R 25 and R 26 .
以下に一般式(2)で表される構造の具体例を示すが、本発明で用いることができる一般式(2)で表される構造はこれらに限定されるものではない。 Specific examples of the structure represented by the general formula (2) are shown below, but the structure represented by the general formula (2) that can be used in the present invention is not limited thereto.
(一般式(3)で表される構造)
本実施形態の樹脂は、芳香族ジオール由来の構造として、前記一般式(1)で表される構造および前記一般式(2)で表される構造などのビフェノール由来の構造の他に、その他の芳香族ジオール由来の構造を有していてもよい。
(Structure represented by the general formula (3))
The resin of the present embodiment has an aromatic diol-derived structure, in addition to a biphenol-derived structure such as the structure represented by the general formula (1) and the structure represented by the general formula (2). It may have a structure derived from an aromatic diol.
本実施形態の樹脂が有していてもよい前記その他の芳香族ジオール由来の構造としては、ビスフェノール類由来の構造を挙げることができ、本発明のポリエステル樹脂は、下記一般式(3)で表される構造を含有することが好ましい。 Examples of the structure derived from the other aromatic diol that the resin of this embodiment may have include structures derived from bisphenols, and the polyester resin of the present invention is represented by the following general formula (3). It is preferable to contain the structure made.
一般式(3)中、R31〜R38はそれぞれ独立に水素原子または置換基を表す。Xは置換基を有していてもよく、環構造の一部でもよい連結基を表し、その場合はR31〜R34の少なくとも一つと結合して環構造を形成してもよい。 In the general formula (3), R 31 to R 38 each independently represents a hydrogen atom or a substituent. X may have a substituent and represents a linking group that may be a part of the ring structure. In this case, X may be bonded to at least one of R 31 to R 34 to form a ring structure.
本実施形態のポリエステル樹脂は、前記一般式(1)および(2)で表される直線構造の成分に加え、前記一般式(3)で表される構造を有することが、溶融製膜性と低線熱膨張係数を両立しつつ、さらに延伸性、特に破断伸度を改善する観点から好ましい。 The polyester resin of the present embodiment has a structure represented by the general formula (3) in addition to the components of the linear structure represented by the general formulas (1) and (2). It is preferable from the viewpoint of further improving the stretchability, particularly the breaking elongation, while achieving both a low linear thermal expansion coefficient.
一般式(3)中の好ましいR31〜R38としては、水素原子、アルキル基(炭素数1〜10が好ましく、例えば、メチル基、エチル基、イソプロピル基、tert−ブチル基など)、ハロゲン原子(例えば、塩素原子、臭素原子、ヨウ素原子など)、アリール基(炭素数6〜20が好ましく、例えば、フェニル基、ビフェニル基、ナフチル基など)、アルコキシ基(炭素数1〜10が好ましく、例えば、メトキシ基、エトキシ基、イソプロポキシ基など)、アシル基(炭素数2〜10が好ましく、例えば、アセチル基、プロピオニル基、ブチリル基など)、アシルアミノ基(炭素数1〜10が好ましく、例えば、ホルミルアミノ基、アセチルアミノ基など)、ニトロ基、シアノ基などが挙げられる。より好ましくは水素原子、アルキル基、ハロゲン原子、アリール基、アルコキシ基、ニトロ基であり、特に好ましくは、水素原子、アルキル基、ハロゲン原子である。 Preferable R 31 to R 38 in the general formula (3) are a hydrogen atom, an alkyl group (preferably having 1 to 10 carbon atoms, such as a methyl group, an ethyl group, an isopropyl group, a tert-butyl group), a halogen atom. (For example, a chlorine atom, a bromine atom, an iodine atom, etc.), an aryl group (C6-C20 is preferable, for example, a phenyl group, a biphenyl group, a naphthyl group, etc.), an alkoxy group (C1-C10 is preferable, for example, , Methoxy group, ethoxy group, isopropoxy group and the like), acyl group (preferably having 2 to 10 carbon atoms, for example, acetyl group, propionyl group, butyryl group and the like), acylamino group (preferably having 1 to 10 carbon atoms, Formylamino group, acetylamino group, etc.), nitro group, cyano group and the like. More preferred are a hydrogen atom, an alkyl group, a halogen atom, an aryl group, an alkoxy group and a nitro group, and particularly preferred are a hydrogen atom, an alkyl group and a halogen atom.
また、一般式(3)中、Xは2価の連結基を表す。前記Xの例としては、アルキレン基、アルキリデン基、パーフルオロアルキリデン基、酸素原子、硫黄原子、ケトン基、スルホニル基、−NR'−(R'は水素原子または炭素数1〜6のアルキル基)、−CO−NH−が挙げられる。また、Xは環構造の一部でもよく、すなわちX自体が環を含む連結基であってもよく、前記XがR31〜R34のうち少なくとも一つととともにXの両側に連結しているベンゼン環の一方および/または両方と融合環を作ってもよいことを意味する。X自体が環を含む連結基の例としては、フルオレン環、インダンジオン環、インダノン環、インデン環、インダン環、テトラロン環、アントロン環、シクロヘキサン環、シクロペンタン環、クロマン環、2,3−ジヒドロベンゾフラン環、インドリン環、テトラヒドロピラン環、テトラヒドロフラン環、ジオキサン環等が挙げられる。その中でXとして好ましくはアルキリデン基、酸素原子、硫黄原子、ケトン基、アミノ基、スルホニル基であり、特に好ましくは、イソプロピリデン、酸素原子である。 In general formula (3), X represents a divalent linking group. Examples of X include an alkylene group, an alkylidene group, a perfluoroalkylidene group, an oxygen atom, a sulfur atom, a ketone group, a sulfonyl group, and —NR′— (R ′ is a hydrogen atom or an alkyl group having 1 to 6 carbon atoms). , -CO-NH-. X may be a part of a ring structure, that is, X itself may be a linking group containing a ring, and the benzene is linked to both sides of X together with at least one of R 31 to R 34 . It means that a fused ring may be made with one and / or both of the rings. Examples of the linking group in which X itself includes a ring include a fluorene ring, an indandione ring, an indanone ring, an indene ring, an indan ring, a tetralone ring, an anthrone ring, a cyclohexane ring, a cyclopentane ring, a chroman ring, and 2,3-dihydro Examples thereof include a benzofuran ring, an indoline ring, a tetrahydropyran ring, a tetrahydrofuran ring, and a dioxane ring. Among them, X is preferably an alkylidene group, oxygen atom, sulfur atom, ketone group, amino group or sulfonyl group, and particularly preferably isopropylidene or oxygen atom.
さらに前記一般式(3)で表される構造は、比較的屈曲が可能な構造である(屈曲成分)ことがより好ましく、すなわち、前記Xは、ベンゼン環−X−ベンゼン環の構造において、X自体が環を含まないことが好ましく、特にp−フェニレン基のような前記一般式(3)で表される構造が直線成分(ターフェニレン直線構造)となってしまわない方が、溶融製膜性と低線熱膨張係数を両立しつつ、さらに延伸性、特に破断伸度を改善する観点から好ましい。 Further, the structure represented by the general formula (3) is more preferably a structure that can be bent relatively (bending component), that is, X is X in the structure of a benzene ring-X-benzene ring. It is preferable that the ring itself does not contain a ring, and it is particularly preferable that the structure represented by the general formula (3) such as a p-phenylene group does not become a linear component (terphenylene linear structure). Is preferable from the viewpoint of further improving the stretchability, particularly the elongation at break, while achieving both a low linear thermal expansion coefficient.
一般式(3)中、2つの酸素原子連結基の結合位置はベンゼン環のどこでもよい。その中でも、2つの酸素原子連結基の結合位置はベンゼン環の4位と4'位であることが好ましい。 In general formula (3), the bonding position of the two oxygen atom linking groups may be anywhere on the benzene ring. Among them, the bonding positions of the two oxygen atom linking groups are preferably the 4th and 4 ′ positions of the benzene ring.
以下に一般式(3)で表される構造の具体例を示すが、本発明で用いることができる一般式(3)で表される構造はこれらに限定されるものではない。 Specific examples of the structure represented by the general formula (3) are shown below, but the structure represented by the general formula (3) that can be used in the present invention is not limited thereto.
[2価カルボン酸由来の構造]
(一般式(4)で表される構造)
本実施形態のポリエステル樹脂は、芳香族ジオールと、2価カルボン酸がエステル結合により連結していることが好ましい。前記2価カルボン酸としては特に制限はないが、本発明の樹脂は少なくとも下記一般式(4)で表される構造を含有することが、線熱膨張係数を低下させる観点から好ましい。
[Structure derived from divalent carboxylic acid]
(Structure represented by formula (4))
In the polyester resin of this embodiment, it is preferable that an aromatic diol and a divalent carboxylic acid are linked by an ester bond. Although there is no restriction | limiting in particular as said divalent carboxylic acid, It is preferable from a viewpoint of reducing a linear thermal expansion coefficient that the resin of this invention contains the structure represented by following General formula (4) at least.
(一般式(4)中、R41はそれぞれ独立に置換基を表し、mは0〜3の整数を表す。)
前記R41で表される好ましい置換基の範囲は、上記R11〜R18で表される好ましい置換基と同様である。
(In the general formula (4), R 41 each independently represents a substituent, and m represents an integer of 0 to 3.)
The preferred range of the substituent represented by R 41 are the same as the preferred substituents represented by R 11 to R 18.
前記mは0〜3の整数を表し、0〜2であることが好ましく、0または1であることがより好ましく、0であることが特に好ましい。 The m represents an integer of 0 to 3, preferably 0 to 2, more preferably 0 or 1, and particularly preferably 0.
本実施形態のポリエステル樹脂は、その他の2価カルボン酸由来の構造として、前記一般式(4)で表される構造に加えて、下記一般式(5)で表される構造および/または下記一般式(6)で表される構造も有していることが好ましく、下記一般式(5)で表される構造と下記一般式(6)で表される構造の何れか一方を有していることが好ましい。 The polyester resin of the present embodiment has a structure represented by the following general formula (5) and / or the following general formula in addition to the structure represented by the general formula (4) as the structure derived from other divalent carboxylic acids. It preferably has a structure represented by the formula (6), and has either a structure represented by the following general formula (5) or a structure represented by the following general formula (6). It is preferable.
(一般式(5)で表される構造)
本実施形態のポリエステル樹脂は、下記一般式(5)で表される構造を含有することが、Tgを高める方向に微調整し、より溶融製膜性を良好にする観点から好ましい。
(Structure represented by formula (5))
It is preferable that the polyester resin of the present embodiment contains a structure represented by the following general formula (5) from the viewpoint of finely adjusting in the direction of increasing Tg and improving the melt film-forming property.
(一般式(5)中、R51およびR52はそれぞれ独立に置換基を表し、nおよびkはそれぞれ独立に0〜3の整数を表す。)
また、一般式(5)中のR51およびR52が表す好ましい置換基としては、アルキル基(炭素数1〜10が好ましく、例えば、メチル基、エチル基、イソプロピル基、tert−ブチル基など)、ハロゲン原子(例えば、塩素原子、臭素原子、ヨウ素原子など)、アリール基(炭素数6〜20が好ましく、例えば、フェニル基、ビフェニル基、ナフチル基など)、アルコキシ基(炭素数1〜10が好ましく、例えば、メトキシ基、エトキシ基、イソプロポキシ基など)、アシル基(炭素数2〜10が好ましく、例えば、アセチル基、プロピオニル基、ブチリル基など)、アシルアミノ基(炭素数1〜10が好ましく、例えば、ホルミルアミノ基、アセチルアミノ基など)、ニトロ基、シアノ基などが挙げられる。より好ましくはアルキル基、ハロゲン原子、アリール基、アルコキシ基、ニトロ基であり、特に好ましくは、アルキル基、ハロゲン原子である。
(In general formula (5), R 51 and R 52 each independently represent a substituent, and n and k each independently represent an integer of 0 to 3.)
Preferred examples of the substituent groups R 51 and R 52 in the general formula (5) represents, an alkyl group (having 1 to 10 carbon atoms are preferred, for example, a methyl group, an ethyl group, an isopropyl group, a tert- butyl group) , Halogen atoms (for example, chlorine atom, bromine atom, iodine atom and the like), aryl groups (preferably having 6 to 20 carbon atoms, for example, phenyl group, biphenyl group and naphthyl group), alkoxy groups (having 1 to 10 carbon atoms) Preferably, for example, a methoxy group, an ethoxy group, an isopropoxy group, etc., an acyl group (C2-C10 is preferable, for example, an acetyl group, a propionyl group, a butyryl group, etc.), an acylamino group (C1-C10 is preferable). And formylamino group, acetylamino group, etc.), nitro group, cyano group and the like. More preferred are an alkyl group, a halogen atom, an aryl group, an alkoxy group, and a nitro group, and particularly preferred are an alkyl group and a halogen atom.
一般式(5)において、カルボニル基が連結する位置は、ナフタレン環のどの炭素でもよく、一つの環に二つのカルボニル基が連結していてもよい。カルボニル基の連結位置として好ましくは、2位または3位に一つと、6位または7位とに一つ結合することが好ましく、2位と6位とに一つずつ結合することがさらに好ましい。 In the general formula (5), the position at which the carbonyl group is linked may be any carbon of the naphthalene ring, and two carbonyl groups may be linked to one ring. The carbonyl group is preferably bonded at the 2nd or 3rd position and preferably at the 6th or 7th position, and more preferably at the 2nd or 6th position.
また、nおよびkはそれぞれ独立に0〜3の整数を表し、nとしては0〜2の整数が好ましく、kとしては0〜2の整数が好ましい。 N and k each independently represents an integer of 0 to 3, n is preferably an integer of 0 to 2, and k is preferably an integer of 0 to 2.
以下に一般式(5)で表される構造の具体例を示すが、本発明で用いることができる一般式(5)で表される構造はこれらに限定されるものではない。 Specific examples of the structure represented by the general formula (5) are shown below, but the structure represented by the general formula (5) that can be used in the present invention is not limited thereto.
(一般式(6)で表される構造)
本実施形態のポリエステル樹脂は、一般式(6)で表される構造を含有することが好ましい。
(Structure represented by the general formula (6))
It is preferable that the polyester resin of this embodiment contains the structure represented by General formula (6).
前記一般式(6)中、R61〜R64はそれぞれ独立に水素原子または置換基を表す。)
前記R61〜R64で表される好ましい置換基は、上記R11〜R18で表される好ましい置換基と同様である。前記R61〜R64は水素原子であることが好ましい。
In the general formula (6), R 61 to R 64 each independently represents a hydrogen atom or a substituent. )
Preferred substituents represented by R 61 to R 64 are the same as the preferred substituents represented by R 11 to R 18 . R 61 to R 64 are preferably hydrogen atoms.
(その他の構造)
本実施形態のポリエステル樹脂は、芳香族ジオールまたは2価カルボン酸由来の構造として、本発明の趣旨に反しない限りにおいて前記一般式(1)〜前記一般式(6)で表される構造以外の構造を有していてもよい。なお、本明細書中、前記芳香族ジオール由来の構造とは、例えば前記一般式(1)で表される構造、前記一般式(2)で表される構造、前記一般式(3)で表される構造などを含む。本明細書中、前記ジカルボン酸由来の構造とは、例えば前記一般式(4)で表される構造、前記一般式(5)で表される構造および前記一般式(6)で表される構造などを含む。
(Other structures)
As long as the polyester resin of this embodiment is a structure derived from an aromatic diol or a divalent carboxylic acid as long as it is not contrary to the gist of the present invention, the polyester resin has a structure other than the structure represented by the general formula (1) to the general formula (6). You may have a structure. In the present specification, the structure derived from the aromatic diol means, for example, the structure represented by the general formula (1), the structure represented by the general formula (2), or the general formula (3). Including structures to be made. In the present specification, the structure derived from the dicarboxylic acid is, for example, a structure represented by the general formula (4), a structure represented by the general formula (5), and a structure represented by the general formula (6). Etc.
また、本実施形態の樹脂中には、エステル結合以外に、エーテル結合、カーボネート結合、スルホン結合、ケトン結合、イミド結合、アミド結合、ウレタン結合、ウレア結合を単種もしくは複数種含有していてもよい。これらの結合を形成するその他の構造としては、本発明の趣旨に反しない限りにおいて、ポリエステル樹脂に含有させることができることが知られている公知の構造を挙げることができる。 In addition to the ester bond, the resin of the present embodiment may contain an ether bond, a carbonate bond, a sulfone bond, a ketone bond, an imide bond, an amide bond, a urethane bond, or a urea bond, alone or in combination. Good. Other structures that form these bonds include known structures that are known to be able to be included in the polyester resin, as long as they do not contradict the spirit of the present invention.
(樹脂中の各構造の割合)
本実施形態のポリエステル樹脂は、芳香族ジオール成分が下記式(A)を満たすことが、線熱膨張係数を下げる観点から好ましい。
(Ratio of each structure in the resin)
In the polyester resin of this embodiment, the aromatic diol component preferably satisfies the following formula (A) from the viewpoint of reducing the linear thermal expansion coefficient.
0.2 ≦ (a+b)/(a+b+c) ≦ 0.9 ・・・(A)
(式(A)中、aはポリエステル樹脂における前記一般式(1)で表される構造の含有率(単位:モル%)を表し、bはポリエステル樹脂における前記一般式(2)で表される構造の含有率(単位:モル%)を表し、cはポリエステル樹脂における前記一般式(3)で表される構造の含有率(単位:モル%)を表す。)
特に前記Xがジメチル置換の炭素原子である場合には、(a+b)/(a+b+c)≧0.2とすることで線熱膨張係数を低くすることができる傾向にあり、好ましい。(a+b)/(a+b+c)の下限値は0.4以上であることがより好ましく、0.5以上であることが特に好ましい。
0.2 ≦ (a + b) / (a + b + c) ≦ 0.9 (A)
(In formula (A), a represents the content (unit: mol%) of the structure represented by the general formula (1) in the polyester resin, and b is represented by the general formula (2) in the polyester resin. The structure content (unit: mol%) is represented, and c represents the structure content (unit: mol%) represented by the general formula (3) in the polyester resin.
In particular, when X is a dimethyl-substituted carbon atom, it is preferable that (a + b) / (a + b + c) ≧ 0.2 because the linear thermal expansion coefficient tends to be lowered. The lower limit of (a + b) / (a + b + c) is more preferably 0.4 or more, and particularly preferably 0.5 or more.
また、(a+b)/(a+b+c)の上限値は透明性・延伸性の観点から0.9以下であることが好ましく、0.8以下であることがより好ましく、0.75以下であることが特に好ましい。 The upper limit of (a + b) / (a + b + c) is preferably 0.9 or less, more preferably 0.8 or less, and preferably 0.75 or less from the viewpoint of transparency and stretchability. Particularly preferred.
一方、本実施形態のポリエステル樹脂は、ビフェノール由来の構造と一般式(4)、(5)で表される構造(好ましくはテレフタル酸由来の構造)が以下の式(B)を満たすことも線熱膨張係数を下げる観点から好ましいという知見が経験的に得られた。 On the other hand, in the polyester resin of the present embodiment, the structure derived from the biphenol and the structure represented by the general formulas (4) and (5) (preferably a structure derived from terephthalic acid) satisfy the following formula (B). The knowledge that it is preferable from the viewpoint of lowering the thermal expansion coefficient was obtained empirically.
A+B+0.5×D+0.5×E ≧ 80 ・・・(B)
(式(B)中、Aはポリエステル樹脂中に含まれる全ての芳香族ジオール由来の構造に対する前記一般式(1)で表される芳香族ジオール由来の構造の含有率(単位:モル%)を表し、Bはポリエステル樹脂中に含まれる全ての芳香族ジオール由来の構造に対する前記一般式(2)で表される芳香族ジオール由来の構造の含有率(単位:モル%)を表し、Dはポリエステル樹脂中に含まれる全てのジカルボン酸由来の構造に対する前記一般式(4)で表されるジカルボン酸由来の構造の含有率(単位:モル%)を表し、Eはポリエステル樹脂中に含まれる全てのジカルボン酸由来の構造に対する前記一般式(5)で表されるジカルボン酸由来の構造のうち2位と6位に連結位置を持つものの含有率(単位:モル%)を表す。)
以下、前記式(B)の左辺、すなわちA+B+0.5×D+0.50×Eの値を直線成分量とも言う。
A + B + 0.5 × D + 0.5 × E ≧ 80 (B)
(In the formula (B), A represents the content (unit: mol%) of the structure derived from the aromatic diol represented by the general formula (1) with respect to the structure derived from all the aromatic diols contained in the polyester resin. B represents the content (unit: mol%) of the structure derived from the aromatic diol represented by the general formula (2) with respect to all the structures derived from the aromatic diol contained in the polyester resin, and D represents the polyester. Represents the content (unit: mol%) of the structure derived from the dicarboxylic acid represented by the general formula (4) with respect to the structure derived from all the dicarboxylic acids contained in the resin, and E represents all the contents contained in the polyester resin. Represents the content (unit: mol%) of the structure derived from the dicarboxylic acid represented by the general formula (5) with respect to the structure derived from the dicarboxylic acid having linkage positions at the 2nd and 6th positions.
Hereinafter, the left side of the formula (B), that is, the value of A + B + 0.5 × D + 0.50 × E is also referred to as a linear component amount.
前記直線成分量の式(B)の数式的な意味は、一軸延伸して得られたフィルムの線熱膨張係数と関係がある。 The mathematical meaning of the linear component amount formula (B) is related to the linear thermal expansion coefficient of the film obtained by uniaxial stretching.
前記直線成分量、すなわち前記式(B)の左辺の値は、80〜120であることがより好ましく、90〜120であることが特に好ましい。 The linear component amount, that is, the value on the left side of the formula (B) is more preferably 80 to 120, and particularly preferably 90 to 120.
本実施形態のポリエステル樹脂は、前記一般式(4)で表される構造(好ましくはテレフタル酸由来の構造)の重量が前記一般式(6)で表される構造(好ましくはイソフタル酸由来の構造)の重量よりも大きいことが好ましい。 The polyester resin of the present embodiment has a structure (preferably a structure derived from isophthalic acid) in which the weight of the structure represented by the general formula (4) (preferably a structure derived from terephthalic acid) is represented by the general formula (6). It is preferable that it is larger than the weight.
前記一般式(4)で表される構造と前記一般式(6)で表される構造の重量比は、55:45〜85:15であることが好ましく、55:45〜75:25であることがより好ましく、60:40〜75:25であることが特に好ましい。前記一般式(4)で表される構造と前記一般式(6)で表される構造の重量比が55:45〜85:15であると、線熱膨張係数が低くなるため、好ましい。 The weight ratio of the structure represented by the general formula (4) and the structure represented by the general formula (6) is preferably 55:45 to 85:15, and 55:45 to 75:25. It is more preferable that the ratio is 60:40 to 75:25. It is preferable that the weight ratio of the structure represented by the general formula (4) and the structure represented by the general formula (6) is 55:45 to 85:15 because the linear thermal expansion coefficient becomes low.
特に、前記一般式(4)で表される構造と前記一般式(6)で表される構造の重量比が55:45以上であれば線熱膨張係数が小さくなり好ましく、85:15以下であれば溶融温度が高くなり過ぎず、溶融が容易となり、溶融後に得られるフィルムは白濁しにくくなるため好ましい。 In particular, if the weight ratio of the structure represented by the general formula (4) and the structure represented by the general formula (6) is 55:45 or more, the linear thermal expansion coefficient is preferably small, and the weight ratio is 85:15 or less. If so, the melting temperature does not become excessively high, melting becomes easy, and the film obtained after melting is less likely to become cloudy, which is preferable.
一方、本実施形態のポリエステル樹脂は、前記一般式(4)で表される構造の重量が前記一般式(6)で表される構造の重量と等しいまたは小さい場合は、前記一般式(1)で表される構造と前記一般式(2)で表される構造の含有率の合計が高いことも好ましい。 On the other hand, when the weight of the structure represented by the general formula (4) is equal to or smaller than the weight of the structure represented by the general formula (6), the polyester resin of the present embodiment has the general formula (1). It is also preferable that the total content of the structure represented by the formula and the structure represented by the general formula (2) is high.
(樹脂の製造方法)
本実施形態の樹脂は、一般にモノマーとしてビフェノール誘導体、ジカルボン酸および/またはその誘導体を用いて合成することができる。また、好ましくは、ビスフェノール誘導体などを用いて共重合体として合成してもよい。
(Production method of resin)
In general, the resin of the present embodiment can be synthesized using a biphenol derivative, dicarboxylic acid and / or a derivative thereof as a monomer. Further, it may be synthesized as a copolymer using a bisphenol derivative or the like.
置換基を有するビフェノール誘導体の一般的合成法として、Macromolecules誌、1996, 29, 3727-3735頁、繊維化学雑誌、第84巻、第2号(1963)143-145頁に記載の方法を挙げることができる。 As a general synthesis method of a biphenol derivative having a substituent, mention is made of the method described in Macromolecules, 1996, 29, pages 3727-3735, Journal of Textile Chemistry, Vol. 84, No. 2 (1963), pages 143-145. Can do.
ジカルボン酸誘導体は、ジアルキルナフタレンに置換基を導入し、アルキル基を酸化する方法に類似の方法で合成することができる。ジアルキルナフタレンに置換基を導入する一般的方法としては、Journal of Organic Chemistry誌、2003年、68(22)、8373-8378頁;Hetreroatom Chemistry誌, 2001年、12(4)、287-292頁;Journal of the Chemical Society, Perkin Transactions 1 : Organic and Bio-Organic Chemistry、1981年、(3)746-750頁;Journal of the Chemical Society [Section] D:Chemical Communications,(24)、1487頁、1969年に記載の方法を挙げることができる。 The dicarboxylic acid derivative can be synthesized by a method similar to the method of introducing a substituent into dialkylnaphthalene and oxidizing the alkyl group. General methods for introducing substituents into dialkylnaphthalenes include Journal of Organic Chemistry, 2003, 68 (22), 8373-8378; Hetreroatom Chemistry, 2001, 12 (4), 287-292; Journal of the Chemical Society, Perkin Transactions 1: Organic and Bio-Organic Chemistry, 1981, (3) 746-750; Journal of the Chemical Society [Section] D: Chemical Communications, (24), 1487, 1969 Can be mentioned.
ナフタレンに置換したアルキル基を酸化する一般的方法としては、Journal of organicChemistry, 50(22), 4211-4218頁、1985年に記載の方法を挙げることができる。 As a general method for oxidizing an alkyl group substituted with naphthalene, the method described in Journal of organic Chemistry, 50 (22), pages 4211-4218, 1985 can be exemplified.
上記モノマーを用いたポリアリレートの一般的合成法として、新高分子実験学3 高分子の合成・反応(2)、共立出版(87項〜95項)に記載の方法を挙げることができる。
As a general method for synthesizing polyarylate using the above-mentioned monomers, there can be mentioned the methods described in
また、合成時に各モノマー成分を添加する順番については特に制限はなく、全てのモノマー成分を同時に添加しても、ビフェノールとビスフェノールのみを先に重合させた後でジカルボン酸誘導体を重合させてもよい。 Moreover, there is no restriction | limiting in particular about the order which adds each monomer component at the time of a synthesis | combination, Even if it adds all the monomer components simultaneously, only diphenolic acid derivative may be polymerized after polymerizing only biphenol and bisphenol first. .
また二価カルボン酸ハライドと二価フェノールを有機溶剤中にて反応させる溶液重合、二価のカルボン酸と二価のフェノールをジアリルカーボネートもしくは無水酢酸の存在下で反応させる溶融重縮合により合成してもよい。 Also synthesized by solution polymerization in which divalent carboxylic acid halide and dihydric phenol are reacted in an organic solvent, and melt polycondensation in which divalent carboxylic acid and divalent phenol are reacted in the presence of diallyl carbonate or acetic anhydride. Also good.
(樹脂の具体例)
以下に本発明のポリエステル樹脂の具体例を示すが、本発明で用いることができるポリエステル樹脂はこれらに限定されるものではない。なお、P−1〜P−9中、カッコ右下の数字はポリエステル樹脂中の各構造のモル%を表す。
(Specific examples of resin)
Although the specific example of the polyester resin of this invention is shown below, the polyester resin which can be used by this invention is not limited to these. In P-1 to P-9, the numbers on the lower right of the parenthesis represent the mol% of each structure in the polyester resin.
(樹脂の特性)
本実施の形態のポリエステル樹脂は共重合体である。その重合形式はランダム十号であっても、ブロック共重合であっても、その他の重合形式であってもよい。
(Resin characteristics)
The polyester resin of the present embodiment is a copolymer. The polymerization format may be
本実施の形態のポリエステル樹脂は、170℃〜270℃のガラス転移温度(Tg)を有し、好ましくは180℃〜260℃のガラス転移温度を有し、より好ましくは190℃〜260℃のガラス転移温度を有する。 The polyester resin of the present embodiment has a glass transition temperature (Tg) of 170 ° C. to 270 ° C., preferably a glass transition temperature of 180 ° C. to 260 ° C., more preferably a glass of 190 ° C. to 260 ° C. Has a transition temperature.
本実施の形態のポリエステル樹脂が上述の温度範囲のガラス転移温度を有するので、このポリエステル樹脂かられるフィルムは高い透明性を有する。また、本実施形態のポリエステル樹脂のガラス転移温度が170℃以上である。したがって、この樹脂を利用した樹脂基板の上に高温プロセスでITOを積層した場合でも、樹脂基板の寸法安定性を高めることができる。 Since the polyester resin of this Embodiment has the glass transition temperature of the above-mentioned temperature range, the film made from this polyester resin has high transparency. Moreover, the glass transition temperature of the polyester resin of this embodiment is 170 degreeC or more. Therefore, even when ITO is laminated on a resin substrate using this resin by a high temperature process, the dimensional stability of the resin substrate can be improved.
(溶解性)
本実施の形態のポリエステル樹脂は塩化メチレン、クロロホルム、テトラヒドロフラン等の溶媒に可溶であることが好ましい。特に、沸点の低い塩化メチレンに溶解することが好ましい。
(Solubility)
The polyester resin of this embodiment is preferably soluble in a solvent such as methylene chloride, chloroform, and tetrahydrofuran. In particular, it is preferable to dissolve in methylene chloride having a low boiling point.
[ポリエステル樹脂フィルムの製造方法]
図1は、ポリエステル樹脂フィルムの製造ラインの一例を示している。図1に示すように製造ライン10は主として、延伸前のポリエステル樹脂を準備する準備ゾーンと、ポリエステル樹脂を二軸に延伸する延伸ゾーンと、二軸延伸されたポリエステル樹脂に熱処理を行う熱処理ゾーンと、ポリエステル樹脂フィルムを巻き取る巻き取りゾーンとで構成される。
[Production method of polyester resin film]
FIG. 1 shows an example of a production line for a polyester resin film. As shown in FIG. 1, the
(ポリエステル樹脂の準備工程)
溶融製膜法または溶液流延法を用いてポリエステル樹脂が準備される。図1の準備ゾーンは、溶融製膜法によるポリエステル樹脂の準備を示す。
(Preparation process of polyester resin)
A polyester resin is prepared using a melt film forming method or a solution casting method. The preparation zone of FIG. 1 shows the preparation of the polyester resin by the melt film forming method.
最初に、本実施の形態のポリエステル樹脂を含む樹脂組成物がペレットの形で準備される。この樹種組成物には、着色防止剤などの安定化剤、その他の添加物を含ませることができる。 First, a resin composition containing the polyester resin of the present embodiment is prepared in the form of pellets. This tree species composition may contain stabilizers such as anti-coloring agents and other additives.
ペレット形状の樹脂組成物が溶融押出機20に投入される。溶融押出機20として、公知の溶融押出機を使用することができる。特に、二軸押出機であることが好ましい。溶融押出機20内における樹脂組成物の温度は、250℃〜350℃であることが好ましく、260℃〜350℃であることがより好ましく、270℃〜340℃であることが特に好ましい。溶融混練の時間について特に制限はない。
A pellet-shaped resin composition is charged into the
次に、溶融押出機20で溶融混練された樹脂組成物がダイ22に供給される。ダイ22として、特に制限はなく公知のダイを用いることができ、Tダイ、ハンガーコートダイなどを用いることができる。特に、ハンガーコートダイを用いることが好ましい。
Next, the resin composition melt-kneaded by the
ダイ22から吐出されたフィルム状の溶融樹脂組成物がキャスティングドラム24上に供給される。キャスティングドラム24上で溶融樹脂組成物が冷却固化される。冷却固化する方法として、キャスティングドラム24の対向する位置にタッチロールを配置するタッチロール方式、複数のキャスティングドラムを配置する多段方式等を採用することができる。
The film-like molten resin composition discharged from the
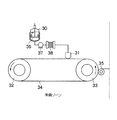
準備ゾーンにおいて、溶融製膜法に代えて溶液流延法を採用することができる。図2は溶液流延法によるポリエステル樹脂の準備を示す。製造ラインは主として、ストックタンク30、流延ダイ31、回転ローラ32,33に掛け渡されて流延膜を支持する流延バンド34、流延バンド34から流延膜を剥ぎ取る剥取ローラ35を備える。
In the preparation zone, a solution casting method can be adopted instead of the melt film forming method. FIG. 2 shows the preparation of a polyester resin by the solution casting method. The production line mainly includes a
本実施の形態のポリエステル樹脂を含む樹脂組成物が溶媒に溶解され、ドープが準備される。ストックタンク30にドープが導入され、攪拌機36により攪拌される。ドープがポンプ37および濾過装置38を介して流延ダイ31に供給される。ドープが流延ダイ31から流延バンド34上に供給される。流延バンド34上に流延膜が形成される。流延膜を流延バンド34により移動しながら、流延膜を乾燥風等により乾燥させる。所定濃度以下まで溶媒が除去された後、剥取ローラ35により流延膜が流延バンド34から剥ぎ取られる。溶液流延法について、上述の装置に限定されず、例えば、流延バンド34に代えて流延ドラムを使用することができる。
The resin composition containing the polyester resin of the present embodiment is dissolved in a solvent to prepare a dope. The dope is introduced into the
(ポリエステル樹脂の延伸工程)
製造ライン10の延伸ゾーンには、縦延伸装置50と横延伸装置60とが、フィルムの搬送方向の上流側から下流側に向けて、この順で配置される。縦延伸装置50は二つのニップロール52、54を備える。下流側のニップロール54は、上流側のニップロール52よりも早い搬送速度でポリエステル樹脂を搬送する。これによって、ポリエステル樹脂が縦方向に延伸される。
(Drawing process of polyester resin)
In the stretching zone of the
本実施の形態では、ポリエステル樹脂は、縦延伸装置50で、(Tg−20℃)以上(Tg+35℃)以下の温度範囲で縦方向に1.15倍以上1.30倍以下で延伸される。本実施の形態のポリエステル樹脂を使用することにより、1.15倍以上1.30倍以下の低い延伸倍率で、分子鎖を一方向(縦方向)に容易に配向できる。このとき、ポリエステル樹脂は、10Mpa以上80Mpaの張力で縦延伸される。
In the present embodiment, the polyester resin is stretched by 1.15 times or more and 1.30 times or less in the longitudinal direction in a temperature range of (Tg−20 ° C.) or more and (Tg + 35 ° C.) or less by the
縦延伸の温度範囲は(Tg+10℃)以上(Tg+25℃)以下であることが好ましく、縦延伸の倍率は1.20倍以上1.25倍以下であることが好ましく、縦延伸の張力は20Mpa以上50Mpa以下であることが好ましい。 The temperature range of longitudinal stretching is preferably (Tg + 10 ° C.) or more and (Tg + 25 ° C.) or less, the longitudinal stretching ratio is preferably 1.20 times or more and 1.25 times or less, and the tension of longitudinal stretching is 20 Mpa or more. It is preferable that it is 50 Mpa or less.
延伸倍率は、延伸倍率は元のフィルムの大きさに対する延伸後のフィルムの大きさで定義される。 The draw ratio is defined by the size of the film after stretching relative to the size of the original film.
縦延伸されたポリエステル樹脂は、横延伸装置60により横方向(搬送方向と直交する方向)に延伸される。横延伸装置60としてテンター装置を好適に用いることができる。例えば、縦延伸されたポリエステル樹脂の幅方向の両端部がクリップで把持され、クリップの移動によりポリエステル樹脂が横方向に延伸される。
The longitudinally stretched polyester resin is stretched in the lateral direction (direction orthogonal to the transport direction) by the
本実施の形態では、ポリエステル樹脂は、横延伸装置60で、(Tg−20℃)以上(Tg+35℃)以下の温度範囲で縦方向に1.15倍以上1.30倍以下で延伸される。本実施の形態のポリエステル樹脂を使用することにより、1.15倍以上1.30倍以下の低い延伸倍率で、分子鎖を一方向(横方向)に容易に配向できる。このとき、ポリエステル樹脂は10Mpa以上80Mpaの張力で横延伸される。
In the present embodiment, the polyester resin is stretched by 1.15 times or more and 1.30 times or less in the longitudinal direction in a temperature range of (Tg−20 ° C.) or more and (Tg + 35 ° C.) or less by the
横延伸の温度範囲は(Tg+10℃)以上(Tg+25℃)以下であることが好ましく、横延伸の倍率は1.20倍以上1.25倍以下であることが好ましく、横延伸の張力は20Mpa以上50Mpa以下であることが好ましい。 The transverse stretching temperature range is preferably (Tg + 10 ° C.) or more and (Tg + 25 ° C.) or less, the transverse stretching ratio is preferably 1.20 times or more and 1.25 times or less, and the transverse stretching tension is 20 Mpa or more. It is preferable that it is 50 Mpa or less.
延伸倍率は、上述と同様にして算出される。 The draw ratio is calculated in the same manner as described above.
ポリエステル樹脂を二軸延伸することにより、分子鎖が縦方向および横方向の二方向に配向される。低い延伸倍率で延伸するので、ポリエステル樹脂に残留する応力を小さくできる。結果的に、残留応力を除去するための熱処理時間を短くすることができる。 By biaxially stretching the polyester resin, the molecular chain is oriented in two directions, the longitudinal direction and the transverse direction. Since the film is drawn at a low draw ratio, the stress remaining in the polyester resin can be reduced. As a result, the heat treatment time for removing the residual stress can be shortened.
図1の延伸ゾーンでは、ポリエステル樹脂の縦延伸と横延伸とを逐次的に行った。これに限定されず、縦延伸と横延伸とを同時に行うことができる。 In the stretching zone of FIG. 1, the longitudinal stretching and the lateral stretching of the polyester resin were sequentially performed. Without being limited to this, longitudinal stretching and lateral stretching can be performed simultaneously.
図3は同時二軸延伸を行うテンター装置70の平面図である。同図に示すテンター装置70は、ポリエステル樹脂に搬送しながら、その縦方向および横方向に同時に延伸する装置である。テンター装置70は、二本のレール71、72と無端チェーン73、74とを備えている。二本のレール71、72は、ポリエステル樹脂を挟んで両側に配置されている。二本のレール71、72の間隔は、搬送方向の上流側から下流側に向かって、広くなるように配置される。
FIG. 3 is a plan view of a
無端チェーン73、74はそれぞれ、上流側の原動スプロケット75、76と、下流側の従動スプロケット77、78との間に掛け渡される。無端チェーン73、74は二本のレール71、72に案内される。原動スプロケット75、76を駆動することによって、無端チェーン73、74が二本のレール71、72に案内されながら周回走行する。
The
無端チェーン73、74には、多数のクリップ80、80… が所定ピッチで多数取り付けられる。クリップ80によってポリエステル樹脂の側縁部が把持される。クリップ80は無端チェーン73、74とともに移動する。クリップ80のピッチ(搬送方向におけるクリップ80,80同士の間隔)は、クリップ80が移動することによって変化する。下流側での間隔は上流側での間隔よりも広くなっている。また、二本のレール71、72同士の間隔について、下流側での間隔は上流側での間隔よりも広くなっている。
A large number of
クリップ80によってポリエステル樹脂の側縁部を把持した状態で、無端チェーン73、74を駆動させる。これにより、ポリエステル樹脂が縦方向と横方向とに同時に延伸される。
The
テンター装置70において、(Tg−20℃)以上(Tg+35℃)以下の温度範囲で縦方向および横方向に同時に1.15倍以上1.30倍以下で延伸される。このとき、ポリエステル樹脂は、10Mpa以上80Mpaの張力で縦延伸される。
In the
同時延伸の温度範囲は(Tg+10℃)以上(Tg+25℃)以下であることが好ましく、同時延伸の倍率は1.20倍以上1.25倍以下であることが好ましく、同時延伸の張力は20Mpa以上50Mpa以下であることが好ましい。同時延伸の倍率は上述と同様にして算出される。 The temperature range of simultaneous stretching is preferably (Tg + 10 ° C.) or more and (Tg + 25 ° C.) or less, the magnification of simultaneous stretching is preferably 1.20 times or more and 1.25 times or less, and the tension of simultaneous stretching is 20 Mpa or more. It is preferable that it is 50 Mpa or less. The simultaneous stretching ratio is calculated in the same manner as described above.
本実施形態のポリエステル樹脂は、Tg付近の延伸により分子鎖が理想的に並ぶ構造となっている。それにより、上記の温度領域で且つ、小さい延伸倍率で分子鎖を配向させることができる。 The polyester resin of this embodiment has a structure in which molecular chains are ideally aligned by stretching in the vicinity of Tg. Thereby, molecular chains can be oriented in the above temperature range and with a small draw ratio.
(ポリエステル樹脂の熱処理工程)
製造ライン10の熱処理ゾーンに、熱処理装置90が配置される。熱処理装置90は、第1の熱処理領域92と第2の熱処理領域94とを少なくとも含んでいる。第1の熱処理領域92では、(Tg−30℃)以上(Tg−10℃)以下の温度範囲でポリエステル樹脂の横方向の両端部を一定間隔で把持しながら、ポリエステル樹脂に熱処理を施す。
(Polyester resin heat treatment process)
A
ポリエステル樹脂の横方向の両端部を一定間隔で把持しているので、ポリエステル樹脂が急激に収縮するのを防止することができる。ポリエステル樹脂の応力がほぼ一定の状態となるまで、第1の熱処理領域92でポリエステル樹脂に熱処理が施される。(Tg−30℃)以上(Tg−10℃)以下の温度範囲とするのは、Tg以上だと分子鎖が急激に戻り、破断してしまう可能性がためである。
Since both ends of the lateral direction of the polyester resin are held at regular intervals, it is possible to prevent the polyester resin from rapidly contracting. The polyester resin is subjected to heat treatment in the first
ここで、「応力がほぼ一定」というのは、残留応力のバラツキが所定の範囲であることを意味する。具体的には、第1の熱処理領域端末部でポリエステル樹脂のサンプルを採取し、幅方向に小型サンプルを切り出しで、熱収縮率を測定し所定の範囲にあれば、応力がほぼ一定とみなすことができる。 Here, “stress is substantially constant” means that the variation in residual stress is within a predetermined range. Specifically, a polyester resin sample is collected at the end of the first heat treatment region, a small sample is cut out in the width direction, and the thermal contraction rate is measured. Can do.
次に、第2の熱処理領域94では、第1の熱処理領域92の熱処理温度より低く、かつ(Tg−50℃)以上(Tg−30℃)以下の温度範囲でポリエステル樹脂の横方向の端部を把持しない状態で、ポリエステル樹脂に熱処理が施される。第1の熱処理領域92でポリエステル樹脂の応力がほぼ一定の状態となるまで熱処理が施されているしたがって、第2の熱処理領域94で、ポリエステル樹脂の横方向の端部を把持しない状態でポリエステル樹脂に熱処理を施しても、ポリエステル樹脂はほとんど収縮しない。第2の熱処理領域94の熱処理温度が、第1の熱処理領域92の熱処理温度より低く、かつポリエステル樹脂の横方向の端部を把持しないので、ポリエステル樹脂をカールすることなく、熱処理できる。
Next, in the second
第1熱処理温度を第2熱処理温度より高くすることにより、フィルムがカールするのを防止することができる。また、第2熱処理で端部を把持しないことにより、残留応力を取り除くことができる。 By making the first heat treatment temperature higher than the second heat treatment temperature, it is possible to prevent the film from curling. Moreover, residual stress can be removed by not gripping the end portion in the second heat treatment.
熱処理ゾーンでの、熱処理時間は1分〜120分であり、好ましくは3分〜60分であり、特に好ましくは、3分〜20分である。 The heat treatment time in the heat treatment zone is from 1 minute to 120 minutes, preferably from 3 minutes to 60 minutes, and particularly preferably from 3 minutes to 20 minutes.
図4は熱処理装置90の平面図である。同図に示す熱処理装置90は、ポリエステル樹脂に搬送しながら、ポリエステル樹脂に熱処理を行う装置である。第1の熱処理領域92には、二本のレール95、96と無端チェーン97、98とが配置される。二本のレール95、96は、ポリエステル樹脂を挟んで両側に配置されている。二本のレール95、96の間隔は、搬送方向の上流側から下流側に向かって、一定間隔となるよう配置される。ここで一定間隔とは、二本のレール95、96間の最も長い間隔と二本のレール95、96間の最も短い間隔との比(最も長い間隔/最も短い間隔)が1〜1.1であることを意味する。したがって、一定間隔とは、二本のレール95、96の間隔が全ての区間において同一であることを意味しないが、より好ましくは一定である。
FIG. 4 is a plan view of the
無端チェーン97、98はそれぞれ、上流側の原動スプロケット99、100と、下流側の従動スプロケット101、102との間に掛け渡される。無端チェーン97、98は二本のレール95、96に案内される。原動スプロケット99、100を駆動することによって、無端チェーン97、98が二本のレール95、96に案内されながら周回走行する。
無端チェーン97、98には、多数のクリップ103、103… が所定ピッチで多数取り付けられる。クリップ103によってポリエステル樹脂の側縁部が把持される。クリップ103は無端チェーン97、98とともに移動する。クリップ103のピッチ(搬送方向におけるクリップ103、103同士の間隔)は、実質的に一定である。
A large number of
クリップ103によってポリエステル樹脂の側縁部を把持した状態で、無端チェーン97、98を駆動させる。これにより、ポリエステル樹脂の幅方向の両端部が把持された状態で熱処理が施される。
The
第2の熱処理領域94にはガイドローラ104が設けられる。クリップ103による両端部の把持が解除され、ポリエステル樹脂はガイドローラ104に支持されながら搬送される。ポリエステル樹脂の端部を把持しない状態、いわゆるフリー状態で、ポリエステル樹脂が熱処理される。
A
図4の第2の熱処理領域94では、ガイドローラ104によるポリエステル樹脂の搬送を示した。ガイドローラ104による搬送に代えて、エア浮上による搬送を行うことができる。例えば、複数の噴射口から気体を噴射してポリエステル樹脂を噴射面から浮上させるバーを第2の熱処理領域94に配置することで、エア浮上搬送を実施できる。
In the second
熱処理ゾーンで、延伸されたポリエステル樹脂に上述の2段回の熱処理を行うことにより、ポリエステル樹脂フィルムの熱収縮率を小さくすることができる。これは固定アニールで極限まで減らした残留応力を完全に取り除くためである。 By performing the above-described two-stage heat treatment on the stretched polyester resin in the heat treatment zone, the thermal shrinkage rate of the polyester resin film can be reduced. This is to completely remove the residual stress reduced to the limit by the fixed annealing.
本実施の形態では、延伸工程と熱処理工程とを別の装置で実施した例を説明した。しかしこれに限定されず、例えば、テンター装置で横延伸、または同時二軸延伸した後、テンター装置内でポリエステル樹脂を一定間隔に保持することで、テンター装置内で第1の熱処理をポリエステル樹脂に施すことができる。 In the present embodiment, an example in which the stretching process and the heat treatment process are performed using different apparatuses has been described. However, the present invention is not limited to this. For example, the first heat treatment is performed on the polyester resin in the tenter device by holding the polyester resin at a constant interval in the tenter device after transverse stretching or simultaneous biaxial stretching in the tenter device. Can be applied.
(巻き取り工程)
熱処理が施されたポリエステル樹脂フィルムが、巻き取り機200によりフィルムロールに巻き取られる。
(Winding process)
The heat-treated polyester resin film is wound on a film roll by a
(フィルムの特性)
二軸延伸により分子鎖を配向することにより、ポリエステル樹脂フィルムの線熱膨張係数を30ppm/K以下とすることが可能となる。ポリエステル樹脂フィルムの線熱膨張係数は20ppm/K以下であることが好ましい。ポリエステル樹脂フィルムの線熱膨張係数を30ppm/K以下である場合、フィルム上に無機薄膜を積層した場合、加熱時に膨張率の差によるクラックの発生、フィルムのソリを制御することができる。
(Characteristics of film)
By orienting molecular chains by biaxial stretching, the linear thermal expansion coefficient of the polyester resin film can be made 30 ppm / K or less. The linear thermal expansion coefficient of the polyester resin film is preferably 20 ppm / K or less. When the linear thermal expansion coefficient of the polyester resin film is 30 ppm / K or less, when an inorganic thin film is laminated on the film, it is possible to control the generation of cracks due to the difference in expansion coefficient during heating and the warping of the film.
二軸延伸されたポリエステル樹脂に2段回の熱処理を行うことにより、ポリエステル樹脂フィルムの熱収縮率を200℃、60分で30ppm以下とすることが可能となる。ポリエステル樹脂フィルムの熱収縮率は200℃、60分で20ppm以下であることが好ましい。熱収縮率が200℃、60分で30ppm以下である場合、上部電極のクラックを防止することができる。 By performing the heat treatment twice on the biaxially stretched polyester resin, the thermal shrinkage of the polyester resin film can be reduced to 30 ppm or less at 200 ° C. for 60 minutes. The heat shrinkage rate of the polyester resin film is preferably 20 ppm or less at 200 ° C. for 60 minutes. When the heat shrinkage is 30 ppm or less at 200 ° C. for 60 minutes, cracking of the upper electrode can be prevented.
(機能層)
本実施形態のポリエステル樹脂フィルムの表面には、用途に応じて他の層を形成してもよい。また他の部品との密着性を高める目的で、フィルム表面上にケン化、コロナ処理、火炎処理、グロー放電処理等の処理を行ってもよい。さらに、フィルム表面にアンカー層を設けてもよい。
(Functional layer)
Other layers may be formed on the surface of the polyester resin film of the present embodiment depending on the application. Further, for the purpose of improving the adhesion to other parts, the film surface may be subjected to treatment such as saponification, corona treatment, flame treatment, glow discharge treatment and the like. Further, an anchor layer may be provided on the film surface.
−ガスバリア層−
本実施形態のポリエステル樹脂フィルムは、ガス透過性を抑制するために、少なくとも片面にガスバリア層を積層することもできる。好ましいガスバリア層としては、例えば、珪素、アルミニウム、マグネシウム、亜鉛、ジルコニウム、チタン、イットリウムおよびタンタルからなる群から選ばれる1種または2種以上の金属を主成分とする金属酸化物、珪素、アルミニウム、ホウ素の金属窒化物またはこれらの混合物で形成された膜を挙げることができる。この中でも、ガスバリア性、透明性、表面平滑性、屈曲性、膜応力、コスト等の点から珪素原子数に対する酸素原子数の割合が1.5〜2.0の珪素酸化物を主成分とする金属酸化物で形成された膜が良好である。これら無機化合物からなるガスバリア層は、例えば、スパッタリング法、真空蒸着法、イオンプレーティング法、プラズマCVD法、Cat−CVD法等の気相中より材料を堆積させて膜形成する気相堆積法により作製できる。中でも、特に優れたガスバリア性が得られるスパッタリング法およびCat−CVD法が好ましい。またガスバリア層を設けている間に50〜250℃に昇温してもよい。
-Gas barrier layer-
In the polyester resin film of the present embodiment, a gas barrier layer can be laminated on at least one side in order to suppress gas permeability. As a preferable gas barrier layer, for example, a metal oxide mainly composed of one or more metals selected from the group consisting of silicon, aluminum, magnesium, zinc, zirconium, titanium, yttrium and tantalum, silicon, aluminum, Mention may be made of films formed of metal nitrides of boron or mixtures thereof. Among these, the main component is silicon oxide having a ratio of the number of oxygen atoms to the number of silicon atoms of 1.5 to 2.0 in terms of gas barrier properties, transparency, surface smoothness, flexibility, film stress, cost, and the like. A film formed of a metal oxide is good. The gas barrier layer made of these inorganic compounds is formed by vapor deposition such as sputtering, vacuum deposition, ion plating, plasma CVD, Cat-CVD, etc., by depositing a material from the vapor phase to form a film. Can be made. Among these, the sputtering method and the Cat-CVD method that can provide particularly excellent gas barrier properties are preferable. Further, the temperature may be raised to 50 to 250 ° C. while the gas barrier layer is provided.
前記ガスバリア層の厚みは、10〜300nmであることが好ましく、30〜200nmであることがさらに好ましい。 The thickness of the gas barrier layer is preferably 10 to 300 nm, and more preferably 30 to 200 nm.
前記ガスバリア層は、後述する透明導電層と同じ側、反対側いずれに設けてもよい。 The gas barrier layer may be provided on the same side or the opposite side to the transparent conductive layer described later.
本実施形態のポリエステル樹脂フィルムのガスバリア性能は、40℃、相対湿度90%で測定した水蒸気透過度が0〜5g/m2・dayであることが好ましく、0〜3g/m2・dayであることがより好ましく、0〜2g/m2・dayであることがさらに好ましい。また、40℃、相対湿度90%で測定した酸素透過度は、0〜1ml/m2・day・atm(0〜1×105ml/m2・day・Pa)であることが好ましく、0〜0.7ml/m2・day・atm(0〜0.7×105ml/m2・day・Pa)であることがより好ましく、0〜0.5ml/m2・day・atm(0〜0.5×105ml/m2・day・Pa)であることがさらに好ましい。ガスバリア性能が前記範囲内であれば、例えば有機EL表示装置や液晶表示装置に用いた場合、水蒸気および酸素によるEL素子の劣化を実質的になくすことができるため好ましい。
Gas barrier properties of the polyester resin film of the present embodiment, it is preferable, 0~3g / m 2 · day that 40 ° C., water vapor permeability measured at 90% relative humidity is 0~5g / m 2 · day More preferably, it is more preferably 0 to 2 g / m 2 · day. Further, 40 ° C., the oxygen permeability measured at 90% relative humidity is preferably 0~1ml / m 2 · day · atm (0~1 × 10 5 ml /
ガスバリア性能を向上させる目的で、ガスバリア層と隣接して欠陥補償層を形成することが好ましい。欠陥補償層としては、例えば、(1)米国特許第6171663号明細書、特開2003−94572号公報記載のようにゾルゲル法を用いて作製した無機酸化物層、(2)米国特許第6413645号明細書に記載の有機物層を用いることができる。これらの欠陥補償層は、真空下で蒸着後、紫外線または電子線で硬化させる方法、または塗布した後、加熱、電子線、紫外線等で硬化させることにより作製することができる。欠陥補償層を塗布方式で作製する場合には、従来の種々の塗布方法、例えば、スプレーコート、スピンコート、バーコート等の方法を用いることができる。 In order to improve the gas barrier performance, it is preferable to form a defect compensation layer adjacent to the gas barrier layer. As the defect compensation layer, for example, (1) an inorganic oxide layer produced by using a sol-gel method as described in US Pat. No. 6,171,663 and Japanese Patent Application Laid-Open No. 2003-94572, (2) US Pat. The organic material layer described in the specification can be used. These defect compensation layers can be prepared by vapor deposition under vacuum and then curing with ultraviolet rays or electron beams, or by applying and then curing with heating, electron beams, ultraviolet rays or the like. When the defect compensation layer is produced by a coating method, various conventional coating methods such as spray coating, spin coating, and bar coating can be used.
本実施形態のポリエステル樹脂フィルムには、耐薬品性付与を目的として無機バリア層、有機バリア層、有機−無機ハイブリッドバリア層などを設けてもよい。 The polyester resin film of this embodiment may be provided with an inorganic barrier layer, an organic barrier layer, an organic-inorganic hybrid barrier layer, etc. for the purpose of imparting chemical resistance.
−透明導電層−
本発明のフィルムの少なくとも片面側には、透明導電層を積層してもよい。透明導電層としては、公知の金属膜、金属酸化物膜等を適用できる。中でも、透明性、導電性、機械的特性に優れた金属酸化物膜を透明導電層とすることが好ましい。金属酸化物膜は、例えば、不純物としてスズ、テルル、カドミウム、モリブテン、タングステン、フッ素、亜鉛、ゲルマニウム等を添加した酸化インジウム、酸化カドミウムまたは酸化スズの金属酸化物膜;不純物としてアルミニウムを添加した酸化亜鉛、酸化チタン等の金属酸化物膜が挙げられる。中でも酸化スズから主としてなり、酸化亜鉛を2〜15質量%含有した酸化インジウムの薄膜が、透明性、導電性が優れており、好ましく用いられる。
-Transparent conductive layer-
A transparent conductive layer may be laminated on at least one side of the film of the present invention. A known metal film, metal oxide film, or the like can be applied as the transparent conductive layer. Among these, a metal oxide film having excellent transparency, conductivity, and mechanical properties is preferably used as the transparent conductive layer. The metal oxide film is, for example, a metal oxide film of indium oxide, cadmium oxide or tin oxide to which tin, tellurium, cadmium, molybdenum, tungsten, fluorine, zinc, germanium or the like is added as an impurity; an oxide to which aluminum is added as an impurity Examples thereof include metal oxide films such as zinc and titanium oxide. Among them, an indium oxide thin film mainly composed of tin oxide and containing 2 to 15% by mass of zinc oxide is excellent in transparency and conductivity, and is preferably used.
これら透明導電層の成膜方法は、目的の薄膜を形成できる方法であれば、いかなる方法でもよい。例えば、スパッタリング法、真空蒸着法、イオンプレーティング法、プラズマCVD法、Cat−CVD法等の気相中より材料を堆積させて膜形成する気相堆積法などが適しており、特許第3400324号公報、特開2002−322561号公報、特開2002−361774号公報記載の方法で成膜することができる。中でも、特に優れた導電性・透明性が得られるという観点から、スパッタリング法が好ましい。 The transparent conductive layer can be formed by any method as long as it can form a target thin film. For example, a vapor deposition method that forms a film by depositing a material from the vapor phase, such as sputtering, vacuum deposition, ion plating, plasma CVD, and Cat-CVD, is suitable. The film can be formed by the methods described in Japanese Patent Laid-Open Nos. 2002-322561 and 2002-361774. Among these, the sputtering method is preferable from the viewpoint that particularly excellent conductivity and transparency can be obtained.
スパッタリング法、真空蒸着法、イオンプレーティング法、またはプラズマCVD法の好ましい真空度は0.133mPa〜6.65Pa、好ましくは0.665mPa〜1.33Paである。透明導電層を形成する前に、プラズマ処理(逆スパッタ)、またはコロナ処理のように基材フィルムに表面処理を加えることが好ましい。また透明導電層を設けている間に50〜200℃に昇温してもよい。 The preferred degree of vacuum of the sputtering method, vacuum deposition method, ion plating method, or plasma CVD method is 0.133 mPa to 6.65 Pa, preferably 0.665 mPa to 1.33 Pa. Before forming the transparent conductive layer, it is preferable to subject the base film to a surface treatment such as plasma treatment (reverse sputtering) or corona treatment. Moreover, you may heat up to 50-200 degreeC during providing the transparent conductive layer.
このようにして得られた透明導電層の膜厚は、20〜500nmであることが好ましく、50〜300nmであることがさらに好ましい。 The film thickness of the transparent conductive layer thus obtained is preferably 20 to 500 nm, and more preferably 50 to 300 nm.
透明導電層の25℃、相対湿度60%で測定した表面電気抵抗は、0.1〜200Ω/□であることが好ましく、0.1〜100Ω/□であることがより好ましく。0.5〜60Ω/□であることがさらに好ましい。また、透明導電層の光透過性は、80%以上であることが好ましく、83%以上であることがより好ましく、85%以上であることがさらに好ましい。 The surface electrical resistance of the transparent conductive layer measured at 25 ° C. and 60% relative humidity is preferably 0.1 to 200Ω / □, and more preferably 0.1 to 100Ω / □. More preferably, it is 0.5-60Ω / □. Moreover, the light transmittance of the transparent conductive layer is preferably 80% or more, more preferably 83% or more, and further preferably 85% or more.
[画像表示装置]
以上説明した本実施形態のポリエステル樹脂フィルムは、画像表示装置に用いることができる。ここで、画像表示装置の種類は特に限定されず、従来知られているものを挙げることができる。また、本実施形態のポリエステル樹脂フィルムを基板として用いて表示品質に優れたフラットパネルディスプレイを作製することができる。前記フラットパネルディスプレイとしては液晶表示装置、プラズマディスプレイ、有機エレクトロルミネッセンス(EL)、無機エレクトロルミネッセンス、蛍光表示管、発光ダイオード、電界放出型などが挙げられ、これら以外にも従来ガラス基板が用いられてきたディスプレイ方式のガラス基板に代わる基板として用いることができる。さらに、本実施形態のポリエステル樹脂フィルムは、フラットパネルディスプレイ以外にも太陽電池、タッチパネルなどの用途にも応用が可能である。タッチパネルは、例えば、特開平5−127822号公報、特開2002−48913号公報等に記載のものに応用することができる。
[Image display device]
The polyester resin film of this embodiment described above can be used for an image display device. Here, the type of the image display device is not particularly limited, and conventionally known ones can be exemplified. Moreover, the flat panel display excellent in display quality is producible using the polyester resin film of this embodiment as a board | substrate. Examples of the flat panel display include a liquid crystal display device, a plasma display, organic electroluminescence (EL), inorganic electroluminescence, a fluorescent display tube, a light emitting diode, and a field emission type. Besides these, a conventional glass substrate has been used. It can be used as a substrate instead of a display-type glass substrate. Furthermore, the polyester resin film of this embodiment can be applied to uses such as solar cells and touch panels in addition to flat panel displays. The touch panel can be applied to, for example, those described in JP-A-5-127822, JP-A-2002-48913, and the like.
また、本実施形態のポリエステル樹脂フィルムに薄膜トランジスタTFTを作製することができる。TFTは、特開平11−102867号公報、特表平10−512104号公報、特開2001−68681号公報に開示されている公知の方法で作製することができる。さらに、これらの基板はカラー表示のためのカラーフィルターを有していてもよい。カラーフィルターは、いかなる方法を用いて作製してもよいが、フォトリソグラフィー手法を用いて作製することが好ましい。 Moreover, the thin film transistor TFT can be produced on the polyester resin film of the present embodiment. The TFT can be manufactured by a known method disclosed in Japanese Patent Application Laid-Open No. 11-102867, Japanese Patent Application Laid-Open No. 10-512104, and Japanese Patent Application Laid-Open No. 2001-68681. Further, these substrates may have a color filter for color display. The color filter may be manufactured using any method, but is preferably manufactured using a photolithography technique.
本発明で作製するTFTはアモルファスシリコンTFTでもよく、多結晶シリコンTFTでもよい。アモルファスシリコンの多結晶化にはレーザー照射によるアニール法が好ましく用いられる。 The TFT manufactured in the present invention may be an amorphous silicon TFT or a polycrystalline silicon TFT. An annealing method by laser irradiation is preferably used for polycrystallizing amorphous silicon.
TFTの半導体層のシリコンを製膜する方法として、スパッタリング法、プラズマCVD法、ICP−CVD法、Cat−CVD法などが挙げられるが、スパッタリング法が好ましい。スパッタリング法で作製することでシリコン薄膜中の水素濃度を低減することができ、多結晶化のためのレーザー照射によるシリコン層の剥がれを防ぐことができる。 Examples of the method for forming silicon of the semiconductor layer of the TFT include a sputtering method, a plasma CVD method, an ICP-CVD method, a Cat-CVD method, and the like, but the sputtering method is preferable. By manufacturing by a sputtering method, the hydrogen concentration in the silicon thin film can be reduced, and peeling of the silicon layer due to laser irradiation for polycrystallization can be prevented.
本実施形態のポリエステル樹脂フィルム上にTFT作製に必要な真性シリコン薄膜、不純物シリコン薄膜、窒化ケイ素薄膜、酸化ケイ素薄膜などはプラズマCVDで製膜できるが、その際の基板温度は250℃以下であることが好ましい。 Intrinsic silicon thin film, impurity silicon thin film, silicon nitride thin film, silicon oxide thin film, etc. necessary for TFT fabrication can be formed on the polyester resin film of this embodiment by plasma CVD, but the substrate temperature at that time is 250 ° C. or less. It is preferable.
画素電極にはITO、IZOをスパッタ法にて作製することができる。抵抗率を下げるための熱処理温度は250℃以下であることが好ましい。 ITO and IZO can be formed on the pixel electrode by sputtering. The heat treatment temperature for lowering the resistivity is preferably 250 ° C. or lower.
本発明で作製するTFTの構造はチャネルエッチング型、エッチングストッパ型、トップゲート型、ボトムゲート型など何れの構造であってもよい。 The structure of the TFT manufactured in the present invention may be any structure such as a channel etching type, an etching stopper type, a top gate type, and a bottom gate type.
本実施形態のポリエステル樹脂フィルムを基板として液晶表示装置用途などで使用する場合、光学的均一性を達成するために、フィルムを構成する樹脂組成物は非晶性ポリマーであることが好ましい。さらに、レタデーション(Re)、およびその波長分散を制御する目的で、固有複屈折の符号が異なる樹脂を組み合わせたり、波長分散の大きい(あるいは小さい)樹脂を組み合わせたりすることができる。 When the polyester resin film of the present embodiment is used as a substrate for liquid crystal display devices or the like, the resin composition constituting the film is preferably an amorphous polymer in order to achieve optical uniformity. Furthermore, for the purpose of controlling retardation (Re) and its wavelength dispersion, resins having different signs of intrinsic birefringence can be combined, or resins having a large (or small) wavelength dispersion can be combined.
本実施形態のポリエステル樹脂フィルムは、レターデーション(Re)を制御し、ガス透過性や力学特性を改善する観点からは、異種樹脂組成物を組み合わせて積層等することが好ましい。異種樹脂組成物の好ましい組み合わせは特に制限はなく、前記した何れの樹脂組成物も使用可能である。 The polyester resin film of this embodiment is preferably laminated by combining different resin compositions from the viewpoint of controlling retardation (Re) and improving gas permeability and mechanical properties. The preferred combination of different resin compositions is not particularly limited, and any of the resin compositions described above can be used.
反射型液晶表示装置は、下から順に、下基板、反射電極、下配向膜、液晶層、上配向膜、透明電極、上基板、λ/4板、および偏光膜の構成を一般に有している。このうち本発明のフィルムは、透明電極および/または上基板として用いることができる。カラー表示の場合には、さらにカラーフィルター層を反射電極と下配向膜との間、または上配向膜と透明電極との間に形成することが好ましい。 A reflective liquid crystal display device generally has a configuration of a lower substrate, a reflective electrode, a lower alignment film, a liquid crystal layer, an upper alignment film, a transparent electrode, an upper substrate, a λ / 4 plate, and a polarizing film in order from the bottom. . Among these, the film of the present invention can be used as a transparent electrode and / or an upper substrate. In the case of color display, it is preferable to further form a color filter layer between the reflective electrode and the lower alignment film, or between the upper alignment film and the transparent electrode.
透過型液晶表示装置は、下から順に、バックライト、偏光板、λ/4板、下透明電極、下配向膜、液晶層、上配向膜、上透明電極、上基板、λ/4板、および偏光膜の構成を一般に有している。このうち本発明のフィルムは上透明電極および/または上基板として用いることができる。カラー表示の場合には、さらにカラーフィルター層を下透明電極と下配向膜との間、または上配向膜と透明電極との間に設けることが好ましい。 The transmissive liquid crystal display device includes, in order from the bottom, a backlight, a polarizing plate, a λ / 4 plate, a lower transparent electrode, a lower alignment film, a liquid crystal layer, an upper alignment film, an upper transparent electrode, an upper substrate, a λ / 4 plate, and It generally has a configuration of a polarizing film. Among these, the film of the present invention can be used as an upper transparent electrode and / or an upper substrate. In the case of color display, it is preferable to further provide a color filter layer between the lower transparent electrode and the lower alignment film, or between the upper alignment film and the transparent electrode.
液晶層(液晶セル)の種類は特に限定されないが、TN(Twisted Nematic)、IPS(In-Plane Switching)、FLC(Ferroelectric Liquid Crystal)、AFLC(Anti-ferroelectric Liquid Crystal)、OCB(Optically Compensated Bend)、STN(Super Twisted Nematic)、VA(Vertically Aligned)、およびHAN(Hybrid Aligned Nematic)のような様々な表示モードが提案されている。また、前記表示モードを配向分割した表示モードも提案されている。本発明のフィルムは、表示モードの液晶表示装置に用いることも有効である。また、透過型、反射型、半透過型の何れの液晶表示装置に用いても有効である。 The type of liquid crystal layer (liquid crystal cell) is not particularly limited, but TN (Twisted Nematic), IPS (In-Plane Switching), FLC (Ferroelectric Liquid Crystal), AFLC (Anti-ferroelectric Liquid Crystal), OCB (Optically Compensated Bend) Various display modes such as STN (Super Twisted Nematic), VA (Vertically Aligned), and HAN (Hybrid Aligned Nematic) have been proposed. There has also been proposed a display mode in which the display mode is orientation-divided. The film of the present invention is also effective for use in a display mode liquid crystal display device. In addition, the present invention is effective when used in any of a transmissive, reflective, and transflective liquid crystal display device.
液晶セルおよび液晶表示装置については、特開平2−176625号公報、特公平7−69536号公報、MVA(SID97,Digestof tech. Papers
(予稿集)28(1997)845)、SID99, Digest of tech. Papers(予稿集)30(1999)206)、特開平11−258605号公報、SURVAIVAL(月刊ディスプレイ、第6巻、第3号(1999)14)、PVA(Asia Display 98,Proc.of the−18th−Inter. Display res.Conf.(予稿集)(1998)383)、Para−A(LCD/PDP International99)、DDVA(SID98, Digest of tech. Papers(予稿集)29(1998)838)、EOC(SID98,Digest of tech. Papers(予稿集)29(1998)319)、PSHA(SID98, Digestof tech. Papers(予稿集)29(1998)1081)、RFFMH(AsiaDisplay 98, Proc.of the−18th−Inter. Displayres.Conf. (予稿集)(1998)375)、HMD(SID98, Digest of tech. Papers (予稿集)29(1998)702)、特開平10−123478号公報、国際公開第98/48320号パンフレット、特許第3022477号公報、および国際公開第00/65384号パンフレット等に記載されている。
As for the liquid crystal cell and the liquid crystal display device, JP-A-2-176625, JP-B-7-69536, MVA (SID97, Digestof tech. Papers).
(Proceedings) 28 (1997) 845), SID99, Digest of tech. Papers (Proceedings) 30 (1999) 206), JP-A-11-258605, SURVAIVAL (Monthly Display, Vol. 6, No. 3 (1999) 14), PVA (
本実施形態のポリエステル樹脂フィルムは、有機EL表示用途に好適に使用できる。有機EL表示装置の具体的な層構成としては、陽極/発光層/透明陰極、陽極/発光層/電子輸送層/透明陰極、陽極/正孔輸送層/発光層/電子輸送層/透明陰極、陽極/正孔輸送層/発光層/透明陰極、陽極/発光層/電子輸送層/電子注入層/透明陰極、陽極/正孔注入層/正孔輸送層/発光層/電子輸送層/電子注入層/透明陰極等が挙げられる。 本実施形態のポリエステル樹脂フィルムを使用できる有機EL表示装置は、前記陽極と前記陰極との間に直流(必要に応じて交流成分を含んでもよい)電圧(通常2〜40V)、または直流電流を印加することにより、発光を得ることができる。これら発光素子の駆動については、例えば、特開平2−148687号、同6−301355号、同5−29080号、同7−134558号、同8−234685号、同8−241047号等の各公報、米国特許5828429号、同6023308号の各明細書、日本特許第2784615号公報等に記載の方法を利用することができる。 The polyester resin film of this embodiment can be suitably used for organic EL display applications. The specific layer structure of the organic EL display device includes anode / light emitting layer / transparent cathode, anode / light emitting layer / electron transport layer / transparent cathode, anode / hole transport layer / light emitting layer / electron transport layer / transparent cathode, Anode / hole transport layer / light emitting layer / transparent cathode, anode / light emitting layer / electron transport layer / electron injection layer / transparent cathode, anode / hole injection layer / hole transport layer / light emitting layer / electron transport layer / electron injection Examples include layer / transparent cathode. The organic EL display device that can use the polyester resin film of the present embodiment has a direct current (which may include an alternating current component if necessary) voltage (usually 2 to 40 V) or a direct current between the anode and the cathode. Light emission can be obtained by application. Regarding driving of these light emitting elements, for example, JP-A-2-148687, JP-A-6-301355, JP-A-5-290080, JP-A-7-134558, JP-A-8-234665, and JP-A-8-240447. US Pat. Nos. 5,828,429 and 6023308, Japanese Patent No. 2784615, and the like can be used.
有機EL表示装置のフルカラー表示方式としては、カラーフィルター方式、3色独立発光方式、色変換方式など何れの方式を用いてもよい。 As a full color display method of the organic EL display device, any method such as a color filter method, a three-color independent light emission method, and a color conversion method may be used.
[実施例]
以下、実施例を挙げ、本発明をより詳細に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
[Example]
EXAMPLES Hereinafter, an Example is given and this invention is demonstrated in detail. The materials, amounts used, ratios, processing details, processing procedures, and the like shown in the following examples can be changed as appropriate without departing from the spirit of the present invention. Therefore, the scope of the present invention should not be construed as being limited by the specific examples shown below.
(ポリマーの合成)
攪拌装置を備えた合成タンクに、3,3’,5,5’−テトラメチル−4,4'−ビスヒドロキシビフェニル 1.056t、3,3’−ジメチル−4,4'−ビスヒドロキシビフェニル 0.468t、ビスフェノールA 0.996t、ハイドロサルファイトナトリウム36Kg、テトラ−n−ブチルアンモニウムクロライド160Kg、塩化メチレン39m3、および水45m3を添加し、窒素気流下攪拌し溶解した。該溶液中に、テレフタル酸クロライド 1.78t、2,6−ナフタレンジカルボン酸クロライド 0.536tを塩化メチレン18m3に溶解した溶液を添加した。
(Polymer synthesis)
In a synthesis tank equipped with a stirrer, 3,3 ′, 5,5′-tetramethyl-4,4′-bishydroxybiphenyl 1.056 t, 3,3′-dimethyl-4,4′-bishydroxybiphenyl 0 .468t, bisphenol A 0.996t, hydrosulfite sodium 36Kg, tetra-n-butylammonium chloride 160Kg, methylene chloride 39m 3 , and water 45m 3 were added and stirred and dissolved under a nitrogen stream. A solution of terephthalic acid chloride 1.78 t and 2,6-naphthalenedicarboxylic acid chloride 0.536 t in methylene chloride 18 m 3 was added to the solution.
さらに2mol/Lの水酸化ナトリウム水溶液11.4m3および水3m3の混合液を15〜20℃で1時間掛けて滴下した。滴下終了後3時間攪拌した後、反応液を別の合成タンクに移し、酢酸0.18m3および酢酸エチル180m3をゆっくり添加した。得られたポリマー粉体を濾取したのち、酢酸エチル100m3、水100m3、メタノール100m3で順次洗浄し乾燥することにより、ポリエステル樹脂 3.64t得た。 It was further added dropwise 2 mol / L sodium hydroxide aqueous solution of 11.4 m 3 and a mixture of water 3m 3 to over 1 hour at 15 to 20 ° C.. After stirring for 3 hours after completion of the dropping, the reaction solution was transferred to another synthesis tank, and 0.18 m 3 of acetic acid and 180 m 3 of ethyl acetate were slowly added. The obtained polymer powder was collected by filtration, washed successively with ethyl acetate 100 m 3 , water 100 m 3 and methanol 100 m 3 and dried to obtain 3.64 t of a polyester resin.
GPC(THF溶媒;ポリスチレン換算(東ソー(株)製、HLC−8120GPC)による測定の結果、重量平均分子量は105000であった。また得られたポリマーを塩化メチレンに溶解し、ガラス板上に流延後、乾燥して得られた厚さ100μmのフィルムについてTMA8310(理学電気株式会社製、Thermo Plusシリーズ)を用いてガラス転移温度を測定したところ260℃であった。 As a result of measurement by GPC (THF solvent; polystyrene conversion (manufactured by Tosoh Corporation, HLC-8120GPC)), the weight average molecular weight was 105000. The obtained polymer was dissolved in methylene chloride and cast on a glass plate. Thereafter, the glass transition temperature of the film having a thickness of 100 μm obtained by drying was measured using a TMA8310 (manufactured by Rigaku Denki Co., Ltd., Thermo Plus series) and found to be 260 ° C.
(製膜・熱処理)
合成したポリマーを、350℃に設定した混練機を用いて10分間混練し、ヌードル状に押し出した後、直径3mm、長さ5mmの円柱状ペレットに成形した。得られたペレットを、110℃で、真空乾燥機で乾燥し、含水率を0.1%以下とした。
(Film formation / heat treatment)
The synthesized polymer was kneaded for 10 minutes using a kneader set at 350 ° C., extruded into a noodle shape, and then formed into a cylindrical pellet having a diameter of 3 mm and a length of 5 mm. The obtained pellets were dried at 110 ° C. with a vacuum dryer, and the water content was adjusted to 0.1% or less.
上記で製作したペレット状の樹脂組成物を280℃(入口温度)から330℃(出口温度)に調整した溶融押出機に投入し、300℃で溶融した後、ハンガーダイを通して120℃に設定したキャスティングドラム上に溶融押し出した。キャスティングドラム上で冷却固化し、膜厚100μmとなったフィルムを剥ぎ取り延伸処理のため延伸ゾーンに連続搬送した。延伸ゾーンに搬入されたフィルムの両端をクリップで把持し、走行するにつれ両端のクリップ間距離と隣り合うクリップの間隔を徐々に開き、設定の延伸倍率になるまで縦横の同時延伸を行った。 The pellet-shaped resin composition produced above is put into a melt extruder adjusted from 280 ° C. (inlet temperature) to 330 ° C. (outlet temperature), melted at 300 ° C., and then cast at 120 ° C. through a hanger die. It was melt extruded onto the drum. After cooling and solidifying on the casting drum, the film having a film thickness of 100 μm was peeled off and continuously conveyed to the stretching zone for stretching treatment. The both ends of the film carried into the stretching zone were gripped by clips, and the distance between the clips at both ends and the distance between adjacent clips were gradually opened as the film traveled, and the film was stretched simultaneously in the vertical and horizontal directions until the set stretching ratio was reached.
延伸処理を行ったフィルムは、さらに熱処理ゾーンに連続搬送した。熱処理ゾーン前半部(第1の熱処理領域)では、再度フィルムの両端部をクリップで把持し、両端のクリップ間距離をほぼ一定にしながら熱処理を行った。さらに熱処理ゾーン後半部(第2の熱処理領域)では、ガイドローラで、両端部に張力の掛からない状態で搬送した。熱処理ゾーンの滞留時間は約15分であった。熱処理の終ったフィルムは巻き取りゾーンにて約10m/minの速度で巻き取った。 The stretched film was further continuously conveyed to the heat treatment zone. In the first half of the heat treatment zone (first heat treatment region), both ends of the film were again held by clips, and the heat treatment was performed while the distance between the clips at both ends was made substantially constant. Further, in the latter half of the heat treatment zone (second heat treatment region), the sheet was conveyed by a guide roller without applying tension to both ends. The residence time in the heat treatment zone was about 15 minutes. The heat-treated film was wound up at a speed of about 10 m / min in the winding zone.
試験1〜33について、延伸ゾーンおよび熱処理ゾーンの温度等の条件を図5のように変更してポリエステル樹脂フィルムを作製した。 About Tests 1-33, conditions, such as the temperature of an extending | stretching zone and a heat processing zone, were changed as shown in FIG. 5, and the polyester resin film was produced.
<ガラス転移温度(Tg)>
示差走査熱量計(DSC6200、セイコー(株)製)を用いて、窒素中、昇温温度10℃/分の条件でフィルム試料のTgを測定した。Tgは260℃であった。
<Glass transition temperature (Tg)>
Using a differential scanning calorimeter (DSC6200, manufactured by Seiko Co., Ltd.), the Tg of the film sample was measured in nitrogen at a temperature rising temperature of 10 ° C./min. Tg was 260 ° C.
<線熱膨張係数>
フィルムサンプル(19mm×5mm)を作製し、TMA(理学電機(株)製、TMA8310)を用いて測定した。測定速度は、3℃/分とした。測定は3サンプルを行い、その平均値を用いた。測定は25℃から300℃の温度範囲で行い、線熱膨張係数は昇温時の25℃〜200℃の範囲で計算した。
<Linear thermal expansion coefficient>
A film sample (19 mm × 5 mm) was prepared and measured using TMA (manufactured by Rigaku Corporation, TMA8310). The measurement speed was 3 ° C./min. Three samples were measured and the average value was used. The measurement was performed in a temperature range of 25 ° C. to 300 ° C., and the linear thermal expansion coefficient was calculated in the range of 25 ° C. to 200 ° C. at the time of temperature increase.
<熱収縮率>
フィルムサンプル(19mm×5mm)を作製し、TMA(理学電機(株)製、TMA8310)を用いて測定した。測定速度は、3℃/分とした。測定は3サンプルを行い、その平均値を用いた。測定は25℃から200℃へ昇温させ、200℃で60分間ホールドし、その間に起こる収縮量を計算した。
<Heat shrinkage>
A film sample (19 mm × 5 mm) was prepared and measured using TMA (manufactured by Rigaku Corporation, TMA8310). The measurement speed was 3 ° C./min. Three samples were measured and the average value was used. In the measurement, the temperature was raised from 25 ° C. to 200 ° C., held at 200 ° C. for 60 minutes, and the amount of shrinkage occurring during that time was calculated.
<割れ等>
フィルムサンプルを目視で割れ等の有無を判断した。割れとは、フィルムに日々が入った状態を、カールとは、切り出したフィルムを水平台に置いた際、その全面が水平台に接していない、もしくは接していない面が生じてしまう状態を意味する。
<Break etc.>
The film sample was visually checked for cracks and the like. Cracking means that the film has been in the day, and curl means that when the cut film is placed on a horizontal base, the entire surface is not in contact with the horizontal base, or a surface that is not in contact with it is generated. To do.
<評価>
線熱膨張係数が20ppm/K以下を◎とし、30ppm/K以下を○とし、30ppm/Kより大きいものを×とした。熱収縮率が200℃、60分で20ppm以下を◎とし、30ppm以下を○とし、30ppmより大きいものを×とした。割れ等が発生せず、線膨張係数が◎で熱収縮率が◎の場合、評価を◎とした。割れ等が発生せず、線膨張係数が◎で熱収縮率が○の場合、評価を○とした。割れ等が発生せず、線膨張係数が○で熱収縮率が◎の場合、評価を○とした。割れ等の発生、線膨張係数が×、熱収縮率が×の何れかである場合、評価を×とした。
<Evaluation>
A linear thermal expansion coefficient of 20 ppm / K or less was rated as 、, 30 ppm / K or less as ○, and a value greater than 30 ppm / K as x. When the thermal shrinkage rate was 200 ° C. and 60 minutes, 20 ppm or less was rated as “◎”, 30 ppm or less as “◯”, and a value larger than 30 ppm as “x”. When no cracks occurred, the linear expansion coefficient was 係数, and the thermal shrinkage was ◎, the evaluation was ◎. When no cracks or the like occurred, the linear expansion coefficient was ◎, and the thermal shrinkage was ◯, the evaluation was ◯. When no cracks occurred, the linear expansion coefficient was ◯, and the thermal shrinkage was ◎, the evaluation was ◯. When the occurrence of cracks or the like, the linear expansion coefficient was x, and the thermal contraction rate was x, the evaluation was x.
<評価結果>
試験1〜33について、得られた結果を図5の表に記載した。試験1〜12について、延伸温度が(Tg−20℃)以上(Tg+35℃)以下の温度範囲であり、延伸倍率が1.15〜1.3倍の範囲であり、張力が10〜80Mpaの範囲であり、第1の熱処理温度が(Tg−30℃)以上(Tg−10℃)以下の温度範囲であり、第2の熱処理温度が(Tg−50℃)以上(Tg−30℃)以下の温度範囲を満たすので、○以上の評価が得られた。特に、延伸温度が(Tg+10℃)以上(Tg+25℃)以下の温度範囲であり、延伸倍率が1.20〜1.25倍の範囲であり、張力が20〜50Mpaの範囲である試験1〜4について、◎の評価が得られた。
<Evaluation results>
The results obtained for
試験13、及び14は、延伸倍率が1.30を超えるため、熱収縮率が30(ppm)を超え、×の評価であった。試験15は、張力が80Mpaを超えるため、熱収縮率が30(ppm)を超え、×の評価であった。試験16は、張力が10Mpaより小さいため、線熱膨張係数が30(ppm/K)を超え、×の評価であった。試験17は、延伸温度が(Tg−20℃)より低く、かつ張力が80Mpaを超えるため、熱収縮率が30(ppm)を超え、×の評価であった。試験18は、延伸温度が(Tg−20℃)より低く、かつ延伸倍率が1.15より小さいため、熱収縮率が30(ppm)を超え、×の評価であった。試験19と20とは、延伸倍率が1.15より小さいため、線熱膨張係数が30(ppm/K)を超え、×の評価であった。
In
試験21〜33について、延伸温度を270℃、延伸倍率1.25倍、張力を50Mpaとし、第1熱処理温度と第2熱処理温度とを変化させた。試験21〜27について、第2熱処理温度を第1熱処理温度より低くし、第1熱処理温度を(Tg−30℃)以上(Tg−10℃)以下の温度範囲とし、第2熱処理温度を(Tg−50℃)以上(Tg−30℃)以下としたので、○以上の評価が得られた。
For
試験28、29について、第1熱処理温度と第2熱処理温度とが同じであるため、カールが発生し、×の評価であった。試験30〜32について、第2熱処理温度が第1熱処理温度より高いため、カールが発生し、×の評価であった。試験33について、第1熱処理温度が(Tg−10℃)を超えるため、割れが発生し、×の評価であった。
For
10…製造ライン、20…溶融押出機、22…ダイ、24…キャスティングドラム、50…縦延伸装置、60…横延伸装置、90…熱処理装置、92…第1の熱処理領域、94…第2の熱処理領域
DESCRIPTION OF
Claims (24)
(Tg−20℃)以上(Tg+35℃)以下の温度範囲で前記ポリエステル樹脂を縦方向および横方向にそれぞれ1.15倍以上1.30倍以下で延伸する二軸延伸工程と、
前記延伸されたポリエステル樹脂を熱処理する熱処理工程を備え、
該熱処理工程が、(Tg−30℃)以上(Tg−10℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の両端部を一定間隔で把持しながら熱処理を行う第1の熱処理工程と、前記第1の熱処理工程に引き続いて、前記第1の熱処理工程より温度が低く、かつ(Tg−50℃)以上(Tg−30℃)以下の温度範囲で、前記延伸されたポリエステル樹脂の横方向の端部を把持しないで熱処理を行う第2の熱処理工程とを備える、ポリエステル樹脂フィルムの製造方法。
(Tg:ポリエステル樹脂のガラス転移温度)
A biaxial stretching step in which the polyester resin is stretched at a temperature range of (Tg−20 ° C.) or more and (Tg + 35 ° C.) or less in a longitudinal direction and a transverse direction by 1.15 times or more and 1.30 times or less, respectively;
A heat treatment step of heat treating the stretched polyester resin;
A first heat treatment in which the heat treatment step is performed in a temperature range of (Tg-30 ° C.) or more and (Tg-10 ° C.) or less while holding both ends in the transverse direction of the stretched polyester resin at regular intervals. And a stretched polyester resin having a temperature lower than that of the first heat treatment step and in a temperature range of (Tg-50 ° C.) to (Tg-30 ° C.) following the step and the first heat treatment step. A method for producing a polyester resin film, comprising: a second heat treatment step in which heat treatment is performed without gripping the lateral ends of the resin.
(Tg: Glass transition temperature of polyester resin)
0.2 ≦ (a+b)/(a+b+c) ≦ 0.9
(式(A)中、aはポリエステル樹脂における前記一般式(1)で表される構造の含有率(単位:モル%)を表し、bはポリエステル樹脂における前記一般式(2)で表される構造の含有率(単位:モル%)を表し、cはポリエステル樹脂における前記一般式(3)で表される構造の含有率(単位:モル%)を表す。) The manufacturing method of the polyester resin film of Claim 6 which satisfy | fills following formula (A).
0.2 ≦ (a + b) / (a + b + c) ≦ 0.9
(In formula (A), a represents the content (unit: mol%) of the structure represented by the general formula (1) in the polyester resin, and b is represented by the general formula (2) in the polyester resin. The structure content (unit: mol%) is represented, and c represents the structure content (unit: mol%) represented by the general formula (3) in the polyester resin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061203A JP2012196809A (en) | 2011-03-18 | 2011-03-18 | Forming method of polyester resin film |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061203A JP2012196809A (en) | 2011-03-18 | 2011-03-18 | Forming method of polyester resin film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012196809A true JP2012196809A (en) | 2012-10-18 |
| JP2012196809A5 JP2012196809A5 (en) | 2013-09-19 |
Family
ID=47179536
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011061203A Pending JP2012196809A (en) | 2011-03-18 | 2011-03-18 | Forming method of polyester resin film |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012196809A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016112773A (en) * | 2014-12-15 | 2016-06-23 | コニカミノルタ株式会社 | Polyarylate film and method for producing the same |
| WO2018079118A1 (en) * | 2016-10-31 | 2018-05-03 | 京セラドキュメントソリューションズ株式会社 | Polyarylate resin and electrophotographic photoreceptor |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007069420A (en) * | 2005-09-06 | 2007-03-22 | Fujifilm Corp | Method of manufacturing film, and the film |
| JP2007254663A (en) * | 2006-03-24 | 2007-10-04 | Fujifilm Corp | Resin, optical material, film, and image display using the same |
-
2011
- 2011-03-18 JP JP2011061203A patent/JP2012196809A/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007069420A (en) * | 2005-09-06 | 2007-03-22 | Fujifilm Corp | Method of manufacturing film, and the film |
| JP2007254663A (en) * | 2006-03-24 | 2007-10-04 | Fujifilm Corp | Resin, optical material, film, and image display using the same |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016112773A (en) * | 2014-12-15 | 2016-06-23 | コニカミノルタ株式会社 | Polyarylate film and method for producing the same |
| WO2018079118A1 (en) * | 2016-10-31 | 2018-05-03 | 京セラドキュメントソリューションズ株式会社 | Polyarylate resin and electrophotographic photoreceptor |
| CN109803994A (en) * | 2016-10-31 | 2019-05-24 | 京瓷办公信息系统株式会社 | Polyarylate resin and Electrophtography photosensor |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007063417A (en) | Film and method for producing film, and film with gas-barrier layer, film with transparent electroconductive layer and image display device | |
| JP2006291163A (en) | Film, production method therefor and image display device | |
| TW201030053A (en) | Optical films | |
| WO2006030873A1 (en) | Polyamide, film, and image display device | |
| JP5086526B2 (en) | POLYMER, METHOD FOR PRODUCING THE POLYMER, OPTICAL FILM, AND IMAGE DISPLAY DEVICE | |
| JP5034897B2 (en) | Method for producing aromatic polycarbonate film, aromatic polycarbonate film, and substrate for organic electroluminescence device | |
| JP2006089585A (en) | Polymer, resin composition, optical component, optical film, optical film with gas barrier layer, optical film with transparent conductive layer, optical film with tft and image display device | |
| JP2011202129A (en) | Polyester resin, and optical material, film and image display device using the same | |
| JP2006249116A (en) | Polyimide and optical film using the same | |
| JP2012196809A (en) | Forming method of polyester resin film | |
| JP2007084650A (en) | Highly heat-resisting polymer precursor film, optical film and method for producing the same, and image display device using the optical film | |
| TWI423999B (en) | Amorphous copolyesters and flexible substrates and optical films utilizing the same | |
| JP2007254663A (en) | Resin, optical material, film, and image display using the same | |
| US7608309B2 (en) | Resin composition, film and image display device utilizing the resin composition | |
| WO2010098111A1 (en) | Polyester resin, and optical material, film and image display device, using same | |
| JP2007332289A (en) | Film, flexible device produced by using the same and image display device | |
| JP2007145950A (en) | Film, its manufacturing method and image display device | |
| JP2006265383A (en) | Resin composition, film and image display using it | |
| JP4177778B2 (en) | Polyurethane and optical film comprising said polyurethane | |
| JP2012196808A (en) | Forming method of heat resistance film and forming device | |
| JP5723566B2 (en) | Polyester and method for producing the same, and resin composition, film, electronic material, optical material and gas barrier film using the same | |
| JP2011195594A (en) | Polyester resin, and optical material, film, and image display device using the same | |
| JP2011202130A (en) | Polyester resin and optical material, film and image display device using the same | |
| JP2011219639A (en) | Resin composition and method for producing the same, and optical material and film using the resin composition | |
| JP2011074291A (en) | Resin, and optical material, film and image display device using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130725 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130808 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140428 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140828 |