JP2012182938A - 検出ロータ、回転検出器及びその取付構造 - Google Patents
検出ロータ、回転検出器及びその取付構造 Download PDFInfo
- Publication number
- JP2012182938A JP2012182938A JP2011045229A JP2011045229A JP2012182938A JP 2012182938 A JP2012182938 A JP 2012182938A JP 2011045229 A JP2011045229 A JP 2011045229A JP 2011045229 A JP2011045229 A JP 2011045229A JP 2012182938 A JP2012182938 A JP 2012182938A
- Authority
- JP
- Japan
- Prior art keywords
- detection
- resin substrate
- metal member
- rotating shaft
- detection rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Transmission And Conversion Of Sensor Element Output (AREA)
Abstract
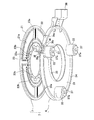
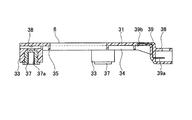
【解決手段】モータ2は、回転軸14と、回転軸14を内包するモータハウジング11とを含む。検出ステータ6は、表面に平面コイルが配置され、モータハウジング11に固定される。検出ロータ7は、平板状の樹脂基板21と、樹脂基板21の表面に配置された平面コイルと、樹脂基板21の中央にて一体に設けられ、検出ロータ7を回転軸14に固定するために環状に形成された金属部材23と、金属部材23の外周側にて径方向へ突出する複数の凸部23bとを含む。検出ロータ7は、表面側が検出ステータ6の表面側と対向するように回転軸14に配置され、金属部材23が回転軸14の外周に圧入されることにより回転軸14に固定される。
【選択図】 図1
Description
以下、本発明における検出ロータ、回転検出器及びその取付構造を具体化した第1実施形態につき図面を参照して詳細に説明する。
次に、本発明における検出ロータ、回転検出器及びその取付構造を具体化した第2実施形態につき図面を参照して詳細に説明する。
2 モータ
6 検出ステータ
7 検出ロータ
11 モータハウジング
14 回転軸
21 樹脂基板
21a 表面
22 平面コイル
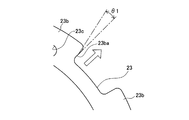
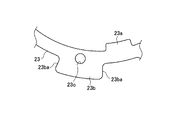
23 金属部材
23b 凸部
23ba 側
23bb 突起
23c 貫通孔
32 平面コイル
Claims (6)
- 検出ステータ及び検出ロータを備えた回転検出器のモータに対する取付構造であって、
前記モータは、回転軸と、前記回転軸を内包するモータハウジングとを含むことと、
前記検出ステータは、表面に平面コイルが配置され、前記モータハウジングに固定されることと、
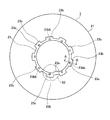
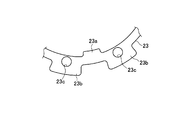
前記検出ロータは、平板状の樹脂基板と、前記樹脂基板の表面に配置された平面コイルと、前記樹脂基板の中央にて一体に設けられ、前記検出ロータを前記回転軸に固定するために環状に形成された金属部材と、前記金属部材の外周側にて径方向へ突出する複数の凸部とを含むことと
を備え、前記検出ロータは、前記表面側が前記検出ステータの表面側と対向するように前記回転軸に配置され、前記金属部材が前記回転軸の外周に圧入されることにより前記回転軸に固定されることを特徴とする回転検出器の取付構造。 - 前記金属部材の各凸部は、周方向の両側が外方へ広がるようにテーパ形状をなすことを特徴とする請求項1に記載の回転検出器の取付構造。
- 前記金属部材の各凸部には、軸方向に貫通する貫通孔が形成されることを特徴とする請求項1又は2に記載の回転検出器の取付構造。
- 前記検出ロータは、前記樹脂基板と前記金属部材が同じ厚みを有し、前記金属部材の外周には、前記樹脂基板の厚みより小さい厚みを有する突起が形成され、前記突起が前記樹脂基板に埋め込まれて互いに係合していることを特徴とする請求項1乃至3の何れかに記載の回転検出器の取付構造。
- 検出ステータ及び検出ロータを備えた回転検出器であって、
前記検出ステータは、表面に平面コイルが配置され、ハウジングに固定されるように構成されることと、
前記検出ロータは、平板状の樹脂基板と、前記樹脂基板の表面に配置された平面コイルと、前記樹脂基板の中央にて一体に設けられ、前記検出ロータを回転軸に固定するために環状に形成された金属部材と、前記金属部材の外周側にて径方向に突出する複数の凸部とを含むことと
を備え、前記検出ロータは、前記表面側が前記検出ステータの表面側と対向するように前記回転軸に配置され、前記金属部材が前記回転軸の外周に圧入されることにより前記回転軸に固定されるように構成されることを特徴とする回転検出器。 - 検出ステータと共に回転検出器を構成する検出ロータであって、
平板状の樹脂基板と、
前記樹脂基板の表面に配置された平面コイルと、
前記樹脂基板の中央にて一体に設けられ、前記検出ロータを回転軸に固定するために環状に形成された金属部材と、
前記金属部材の外周側にて径方向に突出する複数の凸部と
を備え、前記樹脂基板が前記検出ステータと対向するように前記回転軸に配置され、前記金属部材が前記回転軸の外周に圧入されることにより前記回転軸に固定されるように構成されることを特徴とする検出ロータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045229A JP5518767B2 (ja) | 2011-03-02 | 2011-03-02 | 検出ロータ、回転検出器及びその取付構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011045229A JP5518767B2 (ja) | 2011-03-02 | 2011-03-02 | 検出ロータ、回転検出器及びその取付構造 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012182938A true JP2012182938A (ja) | 2012-09-20 |
| JP5518767B2 JP5518767B2 (ja) | 2014-06-11 |
Family
ID=47013663
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011045229A Active JP5518767B2 (ja) | 2011-03-02 | 2011-03-02 | 検出ロータ、回転検出器及びその取付構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5518767B2 (ja) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5764614U (ja) * | 1980-09-30 | 1982-04-17 | ||
| JPS6172049U (ja) * | 1984-10-16 | 1986-05-16 | ||
| JPH04136517U (ja) * | 1991-06-10 | 1992-12-18 | 株式会社東海理化電機製作所 | 回転センサ用デイスク |
| JPH0511758U (ja) * | 1991-07-23 | 1993-02-12 | カルソニツク株式会社 | 扁平モータ |
| JP2005164594A (ja) * | 2003-12-02 | 2005-06-23 | Pwb Ruhlatec Industrieprodukte Gmbh | タイミングディスクの固定方法及びタイミングディスクハブ |
| JP2010117225A (ja) * | 2008-11-12 | 2010-05-27 | Aisan Ind Co Ltd | レゾルバ |
| JP2011125168A (ja) * | 2009-12-11 | 2011-06-23 | Hitachi Koki Co Ltd | 電動モータ及び作業機械 |
| JP2011139600A (ja) * | 2009-12-28 | 2011-07-14 | Hitachi Industrial Equipment Systems Co Ltd | アキシャルギャップ型回転電機及びそれに用いるロータ |
-
2011
- 2011-03-02 JP JP2011045229A patent/JP5518767B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5764614U (ja) * | 1980-09-30 | 1982-04-17 | ||
| JPS6172049U (ja) * | 1984-10-16 | 1986-05-16 | ||
| JPH04136517U (ja) * | 1991-06-10 | 1992-12-18 | 株式会社東海理化電機製作所 | 回転センサ用デイスク |
| JPH0511758U (ja) * | 1991-07-23 | 1993-02-12 | カルソニツク株式会社 | 扁平モータ |
| JP2005164594A (ja) * | 2003-12-02 | 2005-06-23 | Pwb Ruhlatec Industrieprodukte Gmbh | タイミングディスクの固定方法及びタイミングディスクハブ |
| JP2010117225A (ja) * | 2008-11-12 | 2010-05-27 | Aisan Ind Co Ltd | レゾルバ |
| JP2011125168A (ja) * | 2009-12-11 | 2011-06-23 | Hitachi Koki Co Ltd | 電動モータ及び作業機械 |
| JP2011139600A (ja) * | 2009-12-28 | 2011-07-14 | Hitachi Industrial Equipment Systems Co Ltd | アキシャルギャップ型回転電機及びそれに用いるロータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5518767B2 (ja) | 2014-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9130441B2 (en) | Brushless DC motor | |
| JP5371149B2 (ja) | 回転検出器付きモータの構造 | |
| US20200059138A1 (en) | Sensing device | |
| JP6435754B2 (ja) | モータ | |
| JP2012186988A (ja) | レゾルバ及びレゾルバ付き転がり軸受装置 | |
| JP5002859B2 (ja) | バリアブルリラクタンス型レゾルバロータ及びブラシレスモータ | |
| JP6609435B2 (ja) | 振動モータ | |
| US20120099811A1 (en) | Bearing assembly with rotation sensor | |
| US9297423B2 (en) | Stator coupling | |
| JP2014006175A (ja) | 角度センサ | |
| US8933601B2 (en) | Detection stator, rotation detector and mounting structure thereof | |
| JP2012125129A (ja) | モータ | |
| JP2017036806A (ja) | 軸継手 | |
| JP2016005307A (ja) | 回転電機用ロータ | |
| JP5406862B2 (ja) | 検出ステータ、回転検出器及びその取付構造 | |
| JP5518767B2 (ja) | 検出ロータ、回転検出器及びその取付構造 | |
| JP5518766B2 (ja) | 検出ロータ、回転検出器及びその取付構造 | |
| JP5755896B2 (ja) | ロータ及びブラシレスモータ | |
| JP6745674B2 (ja) | ロータおよび回転電機 | |
| JP6297802B2 (ja) | レゾルバの取り付け構造 | |
| US9574904B2 (en) | Rotational angle detector including seat and rotary machine including the detector | |
| JP5507921B2 (ja) | 回転検出器付きモータの構造 | |
| JP5406864B2 (ja) | 検出ステータ、回転検出器及びその取付構造 | |
| JP2015089305A (ja) | モータのロータ | |
| JP2006197706A (ja) | アキシャルギャップ型電動機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130604 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140326 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140402 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5518767 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |