JP2012167759A - 駆動力伝達用シャフト及びその製造方法 - Google Patents
駆動力伝達用シャフト及びその製造方法 Download PDFInfo
- Publication number
- JP2012167759A JP2012167759A JP2011029908A JP2011029908A JP2012167759A JP 2012167759 A JP2012167759 A JP 2012167759A JP 2011029908 A JP2011029908 A JP 2011029908A JP 2011029908 A JP2011029908 A JP 2011029908A JP 2012167759 A JP2012167759 A JP 2012167759A
- Authority
- JP
- Japan
- Prior art keywords
- core material
- resin
- resin tube
- driving force
- force transmission
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title description 5
- 238000000034 method Methods 0.000 title description 4
- 239000011347 resin Substances 0.000 claims abstract description 62
- 229920005989 resin Polymers 0.000 claims abstract description 62
- 239000011162 core material Substances 0.000 claims abstract description 48
- 238000007789 sealing Methods 0.000 claims abstract description 30
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims abstract description 11
- 239000010936 titanium Substances 0.000 claims abstract description 11
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 11
- 229910052751 metal Inorganic materials 0.000 claims abstract description 9
- 239000002184 metal Substances 0.000 claims abstract description 9
- 230000005540 biological transmission Effects 0.000 claims description 23
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 claims description 4
- 239000000126 substance Substances 0.000 abstract description 26
- 239000007788 liquid Substances 0.000 abstract 1
- 239000000243 solution Substances 0.000 description 14
- 239000008155 medical solution Substances 0.000 description 6
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 238000001039 wet etching Methods 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- 239000003929 acidic solution Substances 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images
Landscapes
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
Abstract
【課題】薬液に対する耐久性に優れた駆動力伝達用シャフトを提供する。
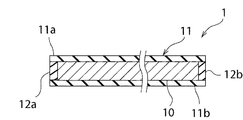
【解決手段】駆動力伝達用シャフト1は、芯材10と、樹脂管11と、樹脂製の第1の封止部材12aと、樹脂製の第2の封止部材12bとを備えている。芯材10は、金属チタンからなる。樹脂管11は、第1及び第2の開口部11a、11bを有する。樹脂管11には芯材10が圧入されている。第1の封止部材12aは、第1の開口部11aを封止している。第2の封止部材12bは、第2の開口部11bを封止している。
【選択図】図2
【解決手段】駆動力伝達用シャフト1は、芯材10と、樹脂管11と、樹脂製の第1の封止部材12aと、樹脂製の第2の封止部材12bとを備えている。芯材10は、金属チタンからなる。樹脂管11は、第1及び第2の開口部11a、11bを有する。樹脂管11には芯材10が圧入されている。第1の封止部材12aは、第1の開口部11aを封止している。第2の封止部材12bは、第2の開口部11bを封止している。
【選択図】図2
Description
本発明は、駆動力伝達用シャフト及びその製造方法に関する。特に、本発明は、例えばエッチング液などの腐食性の薬液中において、部材の搬送等に使用される駆動力伝達用シャフト及びその製造方法に関する。
従来、例えばウエットエッチングなどの薬液を用いた部材の加工に際し、薬液中における部材の搬送に駆動力伝達用シャフトが用いられている。このような駆動力伝達用シャフトには、薬液に対する耐久性が高いこと、部材の搬送に耐え得るだけの機械的耐久性を備えていることが望まれている。このような要求を満たし得るものとしては、例えば下記の特許文献1に記載されているような、アルミニウムパイプからなる芯金部と、その芯金部の外表面上に押し出し成形により形成された塩化ビニル樹脂層とを備えるシャフトが挙げられる。
しかしながら、特許文献1に記載のシャフトでは、薬液に対する耐久性を十分に優れたものとすることが困難であるという問題がある。
本発明は、斯かる点に鑑みて成されたものであり、その目的は、薬液に対する耐久性に優れた駆動力伝達用シャフトを提供することにある。
本発明に係る駆動力伝達用シャフトは、芯材と、樹脂管と、樹脂製の第1の封止部材と、樹脂製の第2の封止部材とを備えている。芯材は、金属チタンからなる。樹脂管は、第1及び第2の開口部を有する。樹脂管には芯材が圧入されている。第1の封止部材は、第1の開口部を封止している。第2の封止部材は、第2の開口部を封止している。
樹脂管並びに第1及び第2の封止部材は、塩化ビニルからなることが好ましい。
樹脂管の外表面に溝が形成されていてもよい。
本発明に係る駆動力伝達用シャフトの製造方法は、第1及び第2の開口部を有する樹脂管に、金属チタンからなる芯材を圧入する工程と、芯材が圧入された樹脂管の第1及び第2の開口部のそれぞれを樹脂製の封止部材を用いて封止する工程とを備えている。
本発明によれば、薬液に対する耐久性に優れた駆動力伝達用シャフトを提供することができる。
以下、本発明を実施した好ましい形態の一例について説明する。但し、以下の実施形態は、単なる一例である。本発明は、以下の実施形態に何ら限定されない。
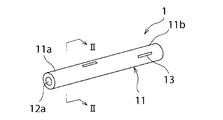
図1は、本実施形態に係る駆動力伝達用シャフトの略図的斜視図である。図2は、図1の線II−IIにおける略図的断面図である。図1及び図2に示す駆動力伝達用シャフト1は、例えば、ウエットエッチングなどの薬液を用いた部材の加工に際し、薬液中における部材の搬送に用いられるものである。すなわち、本実施形態の駆動力伝達用シャフト1は、薬液中における部材の搬送に用いられるものである。薬液の種類は特に限定されない。薬液は、例えば、塩酸水溶液などの酸性溶液であってもよいし、水酸化ナトリウム水溶液や水酸化カリウム水溶液などのアルカリ性溶液であってもよい。
図1及び図2に示すように、駆動力伝達用シャフト1は、樹脂管11と芯材10とを備えている。本実施形態においては、樹脂管11は、円筒状である。但し、本発明において、樹脂管が円筒状である必要は必ずしもない。樹脂管は、例えば、角管状であってもよい。
樹脂管11は薬液に対する耐久性(化学的耐久性)に優れたものである限りにおいて特に限定されない。樹脂管11は、例えば、塩化ビニルにより形成することができる。
樹脂管11の厚みは、特に限定されないが、例えば、1mm以上であることが好ましく、3mm以上であることがより好ましい。このように樹脂管11を厚くすることにより、樹脂管11の内部に配置されている芯材10を薬液から好適に保護することができる。但し、樹脂管11の厚みが厚すぎると、駆動力伝達用シャフト1の剛性が低くなりすぎる場合がある。特に、駆動力伝達用シャフト1のねじれ剛性が低くなりすぎる場合がある。このため、樹脂管11の厚みは、12mm以下であることが好ましく、8mm以下であることがより好ましい。
樹脂管11の外表面には、溝13が形成されている。この溝13は、駆動力伝達用シャフト1の変位に際して使用される溝である。この溝13は、図示しないアクチュエータと嵌合している。
樹脂管11には、芯材10が圧入されている。この芯材10は、金属チタンからなる。なお、本発明において、「金属チタンからなる芯材」には、純金属チタンからなる芯材に加えて、他の材料が添加された金属チタンからなる芯材も含まれるものとする。
本実施形態では、樹脂管11が円筒状であるため、芯材10の外形は円柱状とされている。具体的には、芯材10は、円柱状である。但し、本発明は、この構成に限定されない。芯材は、角柱状であってもよいし、円筒状や角管状であってもよい。
芯材10の直径は、駆動力伝達用シャフト1の使用用途等に応じて適宜設定することができる。芯材10の直径は、例えば、10mm〜50mm程度とすることができる。
樹脂管11の第1の開口部11aは、樹脂製の第1の封止部材12aによって封止されている。一方、樹脂管11の第2の開口部11bは、樹脂製の第2の封止部材12bによって封止されている。第1及び第2の封止部材12a、12bは、薬液に対する耐久性(化学的耐久性)に優れたものである限りにおいて特に限定されない。第1及び第2の封止部材12a、12bは、例えば、塩化ビニルにより形成することができる。
第1及び第2の封止部材12a、12bのそれぞれの厚みも、特に限定されないが、0.2mm以上であることが好ましく、1mm以上であることが好ましい。このように、第1及び第2の封止部材12a、12bを厚くすることにより、樹脂管11の内部に配置されている芯材10を薬液から好適に保護することができる。但し、第1及び第2の封止部材12a、12bの厚みが厚すぎると、駆動力伝達用シャフト1の剛性が低くなりすぎる場合がある。このため、第1及び第2の封止部材12a、12bのそれぞれの厚みは、10mm以下であることが好ましく、8mm以下であることがより好ましい。
次に、駆動力伝達用シャフト1の製造方法の一例について説明する。
まず、芯材10と樹脂管11とを用意する。樹脂管11は、内径が芯材10の外径と同じか、若干小さいものであることが好ましい。
次に、芯材10を樹脂管11内に圧入する。具体的には、加熱し、熱膨張させた樹脂管11内に芯材10を挿入することにより、芯材10と樹脂管11とを焼きバメする。なお、芯材10の挿入に先立って、芯材10の外表面と樹脂管11の内表面との少なくとも一方に接着剤を塗布しておいてもよいが、接着剤を塗布せず芯材10と樹脂管11とを直接接触させることが好ましい。
次に、芯材10を圧入した樹脂管11の第1及び第2の開口部11a、11bは、樹脂製の第1及び第2の封止部材12a、12bを加熱して樹脂管11に融着させ、気密封止する。これにより、樹脂管11並びに第1及び第2の封止部材12a、12bにより区画形成された密閉空間内に芯材10が圧入された駆動力伝達用シャフト1を完成させることができる。
以上説明したように、本実施形態では、芯材10の保護に樹脂管11が用いられている。このため、例えば、押し出し成形された、厚みの薄い樹脂層を設ける場合よりも、薬液から芯材を確実に保護することができる。
また、樹脂管11であれば、ピンホール等が生じにくく、芯材10を薬液から確実に隔離することができる。従って、薬液から芯材をより確実に保護することができる。また、厚い樹脂管11には、溝13を形成することも可能である。
さらに、本実施形態では、芯材10が樹脂管11に圧入されている。このため、芯材10と樹脂管11との間に隙間が実質的に存在しない。よって、芯材10と樹脂管11との間に薬液が入り込みにくい。従って、芯材10の薬液による浸食がより効果的に抑制されている。
また、本実施形態では、耐薬品性に優れた金属チタンからなる芯材10を用いるため、仮に、樹脂管11内に薬液が浸入し、芯材10の浸食が生じたとしても、芯材10の強度の急激な低下が生じにくい。
また、金属チタンからなる芯材10を用いることにより、駆動力伝達用シャフト1の軽量化を図ることができる。
1…駆動力伝達用シャフト
10…芯材
11…樹脂管
11a…第1の開口部
11b…第2の開口部
12a…第1の封止部材
12b…第2の封止部材
13…溝
10…芯材
11…樹脂管
11a…第1の開口部
11b…第2の開口部
12a…第1の封止部材
12b…第2の封止部材
13…溝
Claims (4)
- 金属チタンからなる芯材と、
第1及び第2の開口部を有し、前記芯材が圧入されている樹脂管と、
前記第1の開口部を封止している樹脂製の第1の封止部材と、
前記第2の開口部を封止している樹脂製の第2の封止部材と、
を備える、駆動力伝達用シャフト。 - 前記樹脂管並びに第1及び第2の封止部材が塩化ビニルからなる、請求項1に記載の駆動力伝達用シャフト。
- 前記樹脂管の外表面に溝が形成されている、請求項1または2に記載の駆動力伝達用シャフト。
- 第1及び第2の開口部を有する樹脂管に、金属チタンからなる芯材を圧入する工程と、
前記芯材が圧入された樹脂管の第1及び第2の開口部のそれぞれを樹脂製の封止部材を用いて封止する工程とを備える、駆動力伝達用シャフトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011029908A JP2012167759A (ja) | 2011-02-15 | 2011-02-15 | 駆動力伝達用シャフト及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011029908A JP2012167759A (ja) | 2011-02-15 | 2011-02-15 | 駆動力伝達用シャフト及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012167759A true JP2012167759A (ja) | 2012-09-06 |
Family
ID=46972104
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011029908A Withdrawn JP2012167759A (ja) | 2011-02-15 | 2011-02-15 | 駆動力伝達用シャフト及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012167759A (ja) |
-
2011
- 2011-02-15 JP JP2011029908A patent/JP2012167759A/ja not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2569077T3 (es) | Sello metal a metal de material compuesto energizado | |
| JP5544855B2 (ja) | プロペラシャフト | |
| JP6809917B2 (ja) | 複合シール材 | |
| JP2017535498A5 (ja) | ||
| WO2009088827A3 (en) | Progressive cavity apparatus with transducer and methods of forming and use | |
| JP2011219126A (ja) | 断熱容器 | |
| WO2018047808A1 (ja) | シール材 | |
| EP2113700A3 (en) | Thermally insulated hose and method for producing the same | |
| NO20084331L (no) | Utvendig trykkpakning | |
| JP5126995B2 (ja) | 複合シール材 | |
| US20170146130A1 (en) | Mechanical seal | |
| JP5088075B2 (ja) | シールリング | |
| KR102374851B1 (ko) | 축 시일 | |
| JP2012167759A (ja) | 駆動力伝達用シャフト及びその製造方法 | |
| EP2508709A3 (en) | Pump mounting structure | |
| US8844976B2 (en) | Seal assembly including a multilayered sliding member | |
| JPWO2016031411A1 (ja) | メカニカルシール | |
| JP4479690B2 (ja) | 複層ガラス用スペーサ、複層ガラス | |
| JP2010144789A (ja) | バックアップリングおよび密封装置 | |
| JP6237355B2 (ja) | ガラスセル、機能デバイス及び機能デバイスの製造方法 | |
| JP2011144937A (ja) | 転がり軸受 | |
| JPWO2016098840A1 (ja) | 複層ガラス | |
| WO2008147707A4 (en) | A self energizing seal element | |
| JP5811213B2 (ja) | プロペラシャフトの製造方法 | |
| JP2020032588A (ja) | 積層チューブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |