JP2012166320A - 表面被覆切削工具 - Google Patents
表面被覆切削工具 Download PDFInfo
- Publication number
- JP2012166320A JP2012166320A JP2011030783A JP2011030783A JP2012166320A JP 2012166320 A JP2012166320 A JP 2012166320A JP 2011030783 A JP2011030783 A JP 2011030783A JP 2011030783 A JP2011030783 A JP 2011030783A JP 2012166320 A JP2012166320 A JP 2012166320A
- Authority
- JP
- Japan
- Prior art keywords
- coating film
- layer
- oxygen
- cutting tool
- coated cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Drilling Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
Abstract
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlaTibMcNdOeからなるA層と、AlfCrgMehNdOeからなるB層とが交互に各2層以上積層された積層体を含み、式中MおよびMeは、それぞれ独立してV、Zr、Nb、Mo、Hf、Ta、W、およびSiからなる群より選ばれる1種以上の元素を示し、被覆膜の表面から被覆膜の厚み方向に被覆膜全体の厚みの10%以上50%以下の領域が、酸素を含有する酸素含有領域となっており、該酸素含有領域において、A層およびB層は、e>0であることを特徴とする。
【選択図】図1
Description
本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備えたものである。このような基本的構成を有する本発明の表面被覆切削工具は、たとえばドリル、エンドミル、フライス加工用または旋削加工用刃先交換型切削チップ、メタルソー、歯切工具、リーマ、タップ、またはクランクシャフトのピンミーリング加工用チップ等として極めて有用に用いることができる。
本発明の表面被覆切削工具の基材としては、このような切削工具の基材として知られる従来公知のものを特に限定なく使用することができる。たとえば、超硬合金(たとえばWC基超硬合金、WCの他、Coを含み、あるいはさらにTi、Ta、Nb等の炭窒化物等を添加したものも含む)、サーメット(TiC、TiN、TiCN等を主成分とするもの)、高速度鋼、セラミックス(炭化チタン、炭化硅素、窒化硅素、窒化アルミニウム、酸化アルミニウム、およびこれらの混合体など)、立方晶型窒化硼素焼結体、ダイヤモンド焼結体等をこのような基材の例として挙げることができる。このような基材として超硬合金を使用する場合、そのような超硬合金は、組織中に遊離炭素やη相と呼ばれる異常相を含んでいても本発明の効果は示される。
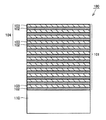
図1は、基材直上にA層およびB層が交互に積層された積層体を有する被覆膜を形成した表面被覆切削工具の模式的な断面図である。本発明の被覆膜101は、図1に示されるように、AlaTibSicMdNeOf(ただし式中、0.35≦a≦0.7、0<c≦0.1、0≦d≦0.3、a+b+c+d=1、0<e≦1、0≦f<1、e+f=1)からなるA層102と、TigSihMeiNeOf(ただし式中、0<h≦0.1、0≦i≦0.3、g+h+i=1、0<e≦1、0≦f<1、e+f=1)からなるB層103とが交互に各2層以上積層された積層体を含み、上記式中のMおよびMeは、それぞれ独立してV、Cr、Zr、Nb、Mo、Hf、Ta、およびWからなる群より選ばれる1種以上の元素を示し、被覆膜101の表面から被覆膜の厚み方向に被覆膜全体の厚みの10%以上50%以下の領域が、酸素を含有する酸素含有領域104となっており、該酸素含有領域104において、A層およびB層は、f>0であることを特徴としている。
<A層>
積層体を構成するA層は、AlaTibSicMdNeOf(ただし式中、0.35≦a≦0.7、0<c≦0.1、0≦d≦0.3、a+b+c+d=1、0<e≦1、0≦f<1、e+f=1)からなることを特徴とする。このようなA層は、耐熱性、硬度、および応力バランスに優れるため、高速、ドライ加工時の刃先の耐欠損性に効果的である。上記のSiの原子比cは、0.1以下であることにより、耐熱性を向上しつつ圧縮応力の増加を抑えることができ、密着性の低下を避けることができる。また、上記aは0.5≦a≦0.6であり、上記cは0.03≦c≦0.08であることがより好ましい。この場合耐熱性、硬度、および圧縮残留応力のバランスがさらに良好なものとなる。上記式中、aが0.35未満であるか、またはcが0.1を超えると、耐酸化性および硬度を向上させる効果を十分に得ることができず、aが0.7を超えると、被覆膜の硬度が大きく低下して耐摩耗性が低下するため好ましくない。なお、A層における窒素の原子比eおよび酸素の原子比fの好適な数値範囲に関しては後述する。
上記のA層とともに積層体を構成するB層は、TigSihMeiNeOf(ただし式中、0<h≦0.1、0≦i≦0.3、g+h+i=1、0<e≦1、0≦f<1、e+f=1)からなることを特徴とする。このようなB層は、耐摩耗性と靭性に優れるが、さらなる高速、ドライ加工へ対応するためにはそれ単体では限界があるため、本発明においては上記のA層と交互に積層されるものである。上記のhが0.1以下であることにより、B層の急激な圧縮応力の増加を抑制し、密着性の低下を抑制することができる。ここで、上記gは0.03≦h≦0.08であることがより好ましく、この場合耐摩耗性と靭性のバランスが一層良好なものとなる。上記式中、hが0.1を超えると、圧縮残留応力が大きくなり、層間剥離が生じやすくなるため好ましくない。
本発明において、被覆膜の表面から被覆膜の厚み方向に被覆膜全体の厚みの10%以上50%以下の領域が、酸素を含有する酸素含有領域であることを特徴とする。このように被覆膜の表面側から一定の厚みに酸素を含ませることにより、被覆膜の表面側の結晶粒の粗大化を抑制することができ、被覆膜の表面が高硬度化するとともに、耐摩耗性を著しく向上させることができる。しかも、酸素が含有されることにより、被削材との摩耗係数が低減し、もって耐溶着摩耗性を向上させることもできる。上記の酸素含有領域が、被覆膜全体の厚みの10%未満であると、被覆膜の表面を十分に高硬度化することができず、50%を超えると、圧縮応力が増大することによって、基材との密着性が低下するため好ましくない。上記の酸素含有領域は、被覆膜全体の厚みの15%以上45%以下であることが好ましく、より好ましくは20%以上40%以下である。
上記のようなA層およびB層はそれぞれ、20nm以下の厚みであることが好ましい。このような厚みのA層およびB層を2層以上交互に積層させることにより、A層およびB層の密着が強固なものとなり、層間の剥離を抑制しつつ、A層およびB層の両層が有するそれぞれの特性を享受することができる。かかるA層およびB層は、層間で剥離しない程度に薄くすることにより密着性を向上できることから、可能な限り薄い厚みであることが好ましいが、製造設備の都合上、2nm以上10nm以下であることがより好ましい。これらの厚みが2nm未満の場合、成膜装置の基材をセットする回転テーブルの回転数が早すぎて、装置のスペック上成膜が困難となり、20nmを超えると厚みが厚すぎるため、A層およびB層の両層が有するそれぞれの特性を享受することができない。
本発明の被覆膜は、物理的蒸着法(PVD法)により形成されることが好ましい。これは、本発明の被覆膜を基材表面に成膜するためには結晶性の高い化合物を形成することができる成膜プロセスであることが不可欠であり、種々の成膜方法を検討した結果、物理的蒸着法を用いることが最適であることが見出されたからである。物理的蒸着法には、たとえばスパッタリング法、イオンプレーティング法などがあるが、特に原料元素のイオン率が高いカソードアークイオンプレーティング法を用いると、被覆膜を形成する前に基材表面に対して金属またはガスイオンボンバードメント処理が可能となるため、被覆膜と基材との密着性が格段に向上するので好ましい。
各実施例および各比較例の表面被覆フライス加工用スローアウェイチップについて次に示す切削条件にて評価を行なった。その切削評価の結果を表2に示す。
上記で作製した表面被覆フライス加工用スローアウェイチップを用いてフライス連続試験を行なった。フライス連続切削の条件は、基材として上記の通りP20相当超硬合金製スローアウェイチップ(形状:SDKN42MT)を用い、被削材としてSCM435(長さ300mm×幅200mmのブロック材)を用い、切削速度=300m/min、送り量=0.25mm/t、切込み量=1.5mm、切削油なしで行なった。切削時間15分時点での逃げ面の摩耗幅を測定した。摩耗幅が少ないほど、耐摩耗性に優れていることを示している。
上記で作製した表面被覆フライス加工用スローアウェイチップを用いてフライス断続試験を行なった。フライス断続切削の条件は、被削材として、S50C(長さ300mm×幅200mm)を用い、これにφ8のドリルで300穴を開けた断続面に対し、切削速度=100m/min、送り量=0.4mm/t、切込み量=1.5mm、切削油なしで行ない、チップの表面が欠損するまでに切削加工した距離を測定した。切削距離が長いほど、耐チッピング性に優れていることを示している。
Claims (6)
- 基材とその上に形成された被覆膜とを備え、
前記被覆膜は、AlaTibSicMdNeOf(ただし式中、0.35≦a≦0.7、0<c≦0.1、0≦d≦0.3、a+b+c+d=1、0<e≦1、0≦f<1、e+f=1)からなるA層と、TigSihMeiNeOf(ただし式中、0<h≦0.1、0≦i≦0.3、g+h+i=1、0<e≦1、0≦f<1、e+f=1)からなるB層とが交互に各2層以上積層された積層体を含み、
前記式中MおよびMeは、それぞれ独立してV、Cr、Zr、Nb、Mo、Hf、Ta、およびWからなる群より選ばれる1種以上の元素を示し、
前記被覆膜の表面から前記被覆膜の厚み方向に前記被覆膜全体の厚みの10%以上50%以下の領域が、酸素を含有する酸素含有領域となっており、
前記酸素含有領域において、前記A層および前記B層は、f>0である、表面被覆切削工具。 - 前記酸素含有領域において、前記fは、0.002≦f≦0.1である、請求項1に記載の表面被覆切削工具。
- 前記酸素含有領域において、前記fは、前記被覆膜の厚み方向で変化し、1以上の極大値および1以上の極小値を有し、
いずれか1の前記極大値と、いずれか1の前記極小値との差は、0.005以上である、請求項1または2に記載の表面被覆切削工具。 - 前記被覆膜は、1μm以上10μm以下の厚みである、請求項1〜3のいずれかに記載の表面被覆切削工具。
- 前記A層および前記B層はそれぞれ、2nm以上10nm以下の厚みである、請求項1〜4のいずれかに記載の表面被覆切削工具。
- 前記被覆膜は、アークイオンプレーティング法により形成される、請求項1〜5のいずれかに記載の表面被覆切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030783A JP5315532B2 (ja) | 2011-02-16 | 2011-02-16 | 表面被覆切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030783A JP5315532B2 (ja) | 2011-02-16 | 2011-02-16 | 表面被覆切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012166320A true JP2012166320A (ja) | 2012-09-06 |
| JP5315532B2 JP5315532B2 (ja) | 2013-10-16 |
Family
ID=46970990
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011030783A Active JP5315532B2 (ja) | 2011-02-16 | 2011-02-16 | 表面被覆切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5315532B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015199102A1 (ja) * | 2014-06-24 | 2015-12-30 | 株式会社神戸製鋼所 | 積層型硬質皮膜および切削工具 |
| WO2020084167A1 (en) * | 2018-10-26 | 2020-04-30 | Oerlikon Surface Solutions Ag, Pfäffikon | Vanadium aluminium nitride (vain) micro alloyed with ti and/or si |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000024809A (ja) * | 1998-02-28 | 2000-01-25 | Hitachi Tool Engineering Ltd | 被覆工具 |
| JP2002239810A (ja) * | 2001-02-22 | 2002-08-28 | Mmc Kobelco Tool Kk | 切粉に対する表面潤滑性にすぐれた表面被覆超硬合金製切削工具 |
| JP2004338060A (ja) * | 2003-05-19 | 2004-12-02 | Mitsubishi Materials Kobe Tools Corp | 高速切削条件で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具およびその製造方法 |
| JP2010047797A (ja) * | 2008-08-20 | 2010-03-04 | Kobe Steel Ltd | 硬質皮膜形成部材 |
-
2011
- 2011-02-16 JP JP2011030783A patent/JP5315532B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000024809A (ja) * | 1998-02-28 | 2000-01-25 | Hitachi Tool Engineering Ltd | 被覆工具 |
| JP2002239810A (ja) * | 2001-02-22 | 2002-08-28 | Mmc Kobelco Tool Kk | 切粉に対する表面潤滑性にすぐれた表面被覆超硬合金製切削工具 |
| JP2004338060A (ja) * | 2003-05-19 | 2004-12-02 | Mitsubishi Materials Kobe Tools Corp | 高速切削条件で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具およびその製造方法 |
| JP2010047797A (ja) * | 2008-08-20 | 2010-03-04 | Kobe Steel Ltd | 硬質皮膜形成部材 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015199102A1 (ja) * | 2014-06-24 | 2015-12-30 | 株式会社神戸製鋼所 | 積層型硬質皮膜および切削工具 |
| JP2016027192A (ja) * | 2014-06-24 | 2016-02-18 | 株式会社神戸製鋼所 | 積層型硬質皮膜および切削工具 |
| US10309017B2 (en) | 2014-06-24 | 2019-06-04 | Kobe Steel, Ltd. | Laminated hard film and cutting tool |
| WO2020084167A1 (en) * | 2018-10-26 | 2020-04-30 | Oerlikon Surface Solutions Ag, Pfäffikon | Vanadium aluminium nitride (vain) micro alloyed with ti and/or si |
| CN112930417A (zh) * | 2018-10-26 | 2021-06-08 | 欧瑞康表面处理解决方案股份公司普费菲孔 | 用钛和/或硅微合金化的钒铝氮化物(VAlN) |
| KR20210080444A (ko) * | 2018-10-26 | 2021-06-30 | 외를리콘 서피스 솔루션즈 아게, 페피콘 | Ti 및/또는 Si와 미세합금된 바나듐 알루미늄 니트라이드(VAlN) |
| JP2022512808A (ja) * | 2018-10-26 | 2022-02-07 | エリコン・サーフェス・ソリューションズ・アクチェンゲゼルシャフト,プフェフィコーン | Tiおよび/またはSiでマイクロ合金されたバナジウム窒化アルミニウム(VAIN) |
| US11821073B2 (en) | 2018-10-26 | 2023-11-21 | Oerlikon Surface Solutions Ag, Pfäffikon | Vanadium aluminium nitride (VAlN) micro alloyed with Ti and/or Si |
| KR102821766B1 (ko) | 2018-10-26 | 2025-06-16 | 외를리콘 서피스 솔루션즈 아게, 페피콘 | Ti 및/또는 Si와 미세합금된 바나듐 알루미늄 니트라이드(VAlN) |
| JP7790969B2 (ja) | 2018-10-26 | 2025-12-23 | エリコン・サーフェス・ソリューションズ・アクチェンゲゼルシャフト,プフェフィコーン | Tiおよび/またはSiでマイクロ合金されたバナジウム窒化アルミニウム(VAIN) |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5315532B2 (ja) | 2013-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6222675B2 (ja) | 表面被覆切削工具、およびその製造方法 | |
| JP5093530B2 (ja) | 表面被覆切削工具 | |
| JP5315533B2 (ja) | 表面被覆切削工具 | |
| JP2015037834A (ja) | 表面被覆切削工具 | |
| JP4072155B2 (ja) | 表面被覆切削工具およびその製造方法 | |
| JP5395454B2 (ja) | 表面被覆切削工具 | |
| JP5483067B2 (ja) | 表面被覆切削工具 | |
| JP5416429B2 (ja) | 表面被覆切削工具 | |
| JP5668262B2 (ja) | 表面被覆切削工具 | |
| JP2008284624A (ja) | 表面被覆切削工具 | |
| JP5483072B2 (ja) | 表面被覆切削工具 | |
| JP5483071B2 (ja) | 表面被覆切削工具 | |
| JP5376375B2 (ja) | 表面被覆切削工具 | |
| JP5315532B2 (ja) | 表面被覆切削工具 | |
| JP5267985B2 (ja) | 表面被覆切削工具 | |
| JP5376374B2 (ja) | 表面被覆切削工具 | |
| JP2008302473A (ja) | 表面被覆切削工具 | |
| JP2010115739A (ja) | 表面被覆切削工具 | |
| JP2010115760A (ja) | 表面被覆切削工具 | |
| JP5239062B2 (ja) | 表面被覆切削工具およびその製造方法 | |
| JP5050277B2 (ja) | 表面被覆切削工具 | |
| JP5194306B2 (ja) | 表面被覆切削工具 | |
| JP5267986B2 (ja) | 表面被覆切削工具 | |
| JP5245174B2 (ja) | 表面被覆切削工具 | |
| JP2010115740A (ja) | 表面被覆切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130611 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130614 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5315532 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |