JP2012106253A - Mechanism for supplying brazing filler metal and automatic welding device including the same - Google Patents
Mechanism for supplying brazing filler metal and automatic welding device including the same Download PDFInfo
- Publication number
- JP2012106253A JP2012106253A JP2010255800A JP2010255800A JP2012106253A JP 2012106253 A JP2012106253 A JP 2012106253A JP 2010255800 A JP2010255800 A JP 2010255800A JP 2010255800 A JP2010255800 A JP 2010255800A JP 2012106253 A JP2012106253 A JP 2012106253A
- Authority
- JP
- Japan
- Prior art keywords
- brazing material
- brazing
- filler metal
- welding
- brazing filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Arc Welding In General (AREA)
Abstract
Description
本発明は、一対の棒状のろう材の端部同士を溶接する溶接装置に用いられるろう材供給機構、及びこれを備えた自動溶接装置に関するものである。 The present invention relates to a brazing material supply mechanism used in a welding apparatus that welds ends of a pair of rod-shaped brazing materials, and an automatic welding apparatus including the same.
従来、工業製品の製造時には、種々の部品を接合するためにろう付けなどの接合方法が用いられている。このろう付け時には、作業者は、例えば棒状のろう材を手で持ち、そのろう材の先端部を接合箇所の近傍に配置し、ろう材の先端部を溶融させることにより前記部品を接合箇所に接合する。 Conventionally, when manufacturing an industrial product, a joining method such as brazing is used to join various parts. At the time of brazing, the operator holds, for example, a rod-shaped brazing material by hand, places the tip of the brazing material in the vicinity of the joint, and melts the tip of the brazing material to bring the part into the joint. Join.
新品のろう材は、通常、規定の長さ(例えば50センチ程度)を有しており、作業者が手で持って作業する上で特に支障はない。しかし、ろう材は、ろう付けの度に消費されて次第に短くなる。そして、ろう材がある程度の長さ(例えば10センチ程度)まで短くなると、そのろう材を手で持って作業することは安全上の観点から好ましくない。したがって、作業者は、短くなったろう材に代えて新品のろう材を使用するか、又は短くなったろう材に新品のろう材を継ぎ足したものを使用する。 A new brazing material usually has a specified length (for example, about 50 cm), and there is no particular problem when an operator holds it by hand. However, the brazing material is consumed for each brazing and becomes gradually shorter. When the brazing material is shortened to a certain length (for example, about 10 cm), it is not preferable from the viewpoint of safety to work by holding the brazing material by hand. Therefore, the operator uses a new brazing material instead of the shortened brazing material, or uses a new brazing material added to the shortening brazing material.
短くなったろう材(以下、短尺ろう材という。)に新品のろう材(以下、長尺ろう材という。)を継ぎ足す手段としては、例えば短尺ろう材の端部と長尺ろう材の端部を溶接する方法が適している。特許文献1には、棒状の金属素材同士を接合するためのバット溶接方法が開示されている。 As a means for adding a new brazing material (hereinafter referred to as a long brazing material) to a shortened brazing material (hereinafter referred to as a short brazing material), for example, an end portion of a short brazing material and an end portion of a long brazing material The method of welding is suitable. Patent Document 1 discloses a butt welding method for joining rod-shaped metal materials to each other.
ところが、特許文献1の溶接方法を用いる場合、作業者は、溶接装置の押さえ型に短尺ろう材と長尺ろう材をそれぞれ固定する作業を行う必要がある。しかも、作業者は、これらのろう材の固定時に、短尺ろう材の端部と長尺ろう材の端部をそれぞれ位置合わせして短尺ろう材と長尺ろう材の端部同士が突き合わされた状態にする必要がある。このような作業者による各ろう材の固定作業には比較的多くの作業時間が必要とされ、それに伴って人件費も増加する。 However, when using the welding method of patent document 1, the operator needs to perform the operation | work which each fixes a short brazing material and a long brazing material to the holding die of a welding apparatus. In addition, when fixing the brazing filler metal, the end of the short brazing filler metal and the end of the long brazing filler metal are aligned with each other, and the ends of the short brazing filler metal and the long brazing filler metal are butted together. It needs to be in a state. A relatively large amount of work time is required for fixing each brazing material by such an operator, and the labor cost increases accordingly.
そこで、本発明は、かかる点に鑑みてなされたものであり、その目的とするところは、一対のろう材の端部同士の接合にかかるコストを低減することができるろう材供給機構、及びこれを備えた自動溶接装置を提供することにある。 Therefore, the present invention has been made in view of such a point, and an object of the present invention is to provide a brazing material supply mechanism capable of reducing the cost required for joining ends of a pair of brazing materials, and the same. It is providing the automatic welding apparatus provided with.
本発明は、棒状の第1ろう材(10)と棒状の第2ろう材(20)の端部同士を溶接する溶接装置に用いられ、前記第1ろう材(10)と前記第2ろう材(20)を供給するためのろう材供給機構に関するものである。このろう材供給機構は、第1受部(11)と、第2受部(21)と、第1送り機構(12)と、第2送り機構(22)と、制御部(31)と、を備えている。前記第1受部(11)は、前記第1ろう材(10)が載置される載置面(111)を有している。前記第2受部(21)は、前記溶接装置において前記端部同士が溶接される溶接位置(P)を挟んで前記第1受部(11)に対向する位置に設けられ、前記第2ろう材(20)が載置される載置面(211)を有している。前記第1送り機構(12)は、前記第1受部(11)に載置された前記第1ろう材(10)を前記溶接位置(P)に送る。前記第2送り機構(22)は、前記第2受部(21)に載置された前記第2ろう材(20)を前記溶接位置(P)に送る。前記制御部(31)は、前記第1送り機構(12)及び前記第2送り機構(22)の動作を制御して前記第1ろう材(10)の端部と前記第2ろう材(20)の端部とを当接させる。 The present invention is used in a welding apparatus for welding end portions of a rod-shaped first brazing material (10) and a rod-shaped second brazing material (20), and the first brazing material (10) and the second brazing material. The present invention relates to a brazing material supply mechanism for supplying (20). The brazing material supply mechanism includes a first receiving part (11), a second receiving part (21), a first feeding mechanism (12), a second feeding mechanism (22), a control part (31), It has. The first receiving portion (11) has a placement surface (111) on which the first brazing material (10) is placed. The second receiving portion (21) is provided at a position facing the first receiving portion (11) across a welding position (P) where the end portions are welded to each other in the welding apparatus, It has a mounting surface (211) on which the material (20) is mounted. The first feeding mechanism (12) feeds the first brazing material (10) placed on the first receiving portion (11) to the welding position (P). The second feeding mechanism (22) feeds the second brazing material (20) placed on the second receiving portion (21) to the welding position (P). The controller (31) controls the operation of the first feed mechanism (12) and the second feed mechanism (22) to control the end of the first brazing material (10) and the second brazing material (20). ).
この構成では、第1送り機構(12)と第2送り機構(22)とが制御部(31)により制御されることによって、第1受部(11)に載置された第1ろう材(10)を溶接位置(P)に送り、第2受部(21)に載置された第2ろう材(20)を溶接位置(P)に送って第1ろう材(10)の端部と第2ろう材(20)の端部とを当接させることができる。このように本構成では、従来、作業者の手作業により行われていたろう材の位置合わせ作業をろう材供給機構によって自動で行うことができるので、この作業に要していた作業者の作業時間を削減することができる。これにより、ろう材の端部同士の接合にかかるコストを低減することができる。 In this configuration, the first feeding mechanism (12) and the second feeding mechanism (22) are controlled by the control unit (31), whereby the first brazing material ( 10) is sent to the welding position (P), the second brazing material (20) placed on the second receiving part (21) is sent to the welding position (P), and the end of the first brazing material (10) The end of the second brazing material (20) can be brought into contact. As described above, in this configuration, the brazing filler metal alignment mechanism that has been conventionally performed manually by the operator can be automatically performed by the brazing filler metal supply mechanism. Can be reduced. Thereby, the cost concerning joining of the edge parts of a brazing material can be reduced.
前記ろう材供給機構において、前記第1受部(11)の前記載置面(111)は、前記溶接位置(P)に向かって延び、前記第1ろう材(10)の長手方向が前記溶接位置(P)に向いた姿勢で前記第1ろう材(10)を載置可能であり、前記第1受部(11)は、その載置面(111)から上方又は斜め上方に起立する側面(113)をさらに有し、この側面(113)は、前記第1ろう材(10)の長手方向が前記溶接位置(P)に向いた姿勢を維持したまま前記第1ろう材(10)を前記溶接位置(P)に案内可能であるのが好ましい。また、前記第2受部(21)の前記載置面(211)は、前記溶接位置(P)に向かって延び、前記第2ろう材(20)の長手方向が前記溶接位置(P)に向いた姿勢で前記第2ろう材(20)を載置可能であり、前記溶接位置(P)を挟んで前記第1受部(11)の前記載置面(111)とほぼ直線状に並び、前記第2受部(21)は、その載置面(211)から上方又は斜め上方に起立する側面(213)をさらに有し、この側面(213)は、前記第2ろう材(20)の長手方向が前記溶接位置(P)に向いた姿勢を維持したまま前記第2ろう材(20)を前記溶接位置(P)に案内可能であるのが好ましい。 In the brazing material supply mechanism, the placement surface (111) of the first receiving portion (11) extends toward the welding position (P), and the longitudinal direction of the first brazing material (10) is the welding position. The first brazing material (10) can be placed in a posture facing the position (P), and the first receiving portion (11) is a side surface that stands up or obliquely upward from the placement surface (111). (113), and the side surface (113) holds the first brazing material (10) while maintaining the posture in which the longitudinal direction of the first brazing material (10) faces the welding position (P). It is preferable to be able to guide to the welding position (P). The mounting surface (211) of the second receiving part (21) extends toward the welding position (P), and the longitudinal direction of the second brazing material (20) is at the welding position (P). The second brazing material (20) can be placed in a facing posture, and is arranged substantially linearly with the placement surface (111) of the first receiving portion (11) across the welding position (P). The second receiving portion (21) further includes a side surface (213) that stands upward or obliquely upward from the mounting surface (211), and the side surface (213) is formed of the second brazing material (20). It is preferable that the second brazing filler metal (20) can be guided to the welding position (P) while maintaining a posture in which the longitudinal direction of the steel sheet is directed to the welding position (P).
従来、作業者の手作業により行われていたろう材の位置合わせ作業では、作業者間で位置合わせのばらつきが生じやすく、このばらつきがろう材同士の接合品質のばらつきにもつながっていた。 Conventionally, in a brazing material positioning operation that has been performed manually by an operator, variations in alignment are likely to occur among the workers, and this variation has also led to variations in bonding quality between the brazing materials.
そこで、この構成では、前記第1受部(11)は、前記側面(113)を有しており、前記第2受部(21)は、前記側面(213)を有している。したがって、第1ろう材(10)は、前記側面(113)により前記溶接位置(P)に正確に案内され、第2ろう材(20)は、前記側面(213)により前記溶接位置(P)に正確に案内される。これにより、第1ろう材(10)及び第2ろう材(20)の位置合わせの精度をより向上させることができるので、接合品質のばらつきを低減することができる。 Therefore, in this configuration, the first receiving portion (11) has the side surface (113), and the second receiving portion (21) has the side surface (213). Accordingly, the first brazing material (10) is accurately guided to the welding position (P) by the side surface (113), and the second brazing material (20) is guided by the side surface (213) to the welding position (P). Will be guided accurately. Thereby, since the precision of alignment of a 1st brazing material (10) and a 2nd brazing material (20) can be improved more, the dispersion | variation in joining quality can be reduced.
前記ろう材供給機構において、前記第1ろう材(10)を複数本保持可能であり、前記第1受部(11)に前記第1ろう材(10)を順次補給する第1補給機構(13)をさらに備えているのが好ましい。この場合において、前記第1補給機構(13)は、保持部(131)と、回転部(133)とを有しているのが好ましい。前記保持部(131)は、下方に傾斜する傾斜面(132)を有し、この傾斜面(132)の傾斜方向に各第1ろう材(10)の長手方向に直交する方向が向くように複数本の前記第1ろう材(10)を前記傾斜面(132)上に載置可能である。前記回転部(133)は、前記傾斜面(132)の下端部に隣接した位置に配置され、その軸方向が前記保持部(131)に載置される前記第1ろう材(10)の長手方向とほぼ平行な方向に向く円柱形状を有し、その側面(113)に1本の前記第1ろう材(10)を収容可能な溝(135)が形成され、軸回りに回転可能である。 In the brazing material supply mechanism, a plurality of the first brazing materials (10) can be held, and a first replenishing mechanism (13) for sequentially replenishing the first brazing material (10) to the first receiving portion (11). ). In this case, it is preferable that the first replenishing mechanism (13) includes a holding part (131) and a rotating part (133). The holding part (131) has an inclined surface (132) inclined downward, and the direction orthogonal to the longitudinal direction of each first brazing material (10) is directed to the inclined direction of the inclined surface (132). A plurality of the first brazing materials (10) can be placed on the inclined surface (132). The rotating part (133) is disposed at a position adjacent to the lower end of the inclined surface (132), and its axial direction is the longitudinal length of the first brazing material (10) placed on the holding part (131). A groove (135) that has a cylindrical shape facing in a direction substantially parallel to the direction and can accommodate one of the first brazing filler metal (10) is formed on the side surface (113), and is rotatable about an axis. .
この構成では、回転部(133)は、溝(135)に第1ろう材(10)が収容された状態で溝(135)が斜め下方又は下方に向くまで回転することにより、第1ろう材(10)を溝(135)から第1受部(11)側に落下させることができる。これにより、第1ろう材(10)を1本ずつ第1受部(11)側に送ることができる。 In this configuration, the rotating part (133) rotates in the state in which the first brazing material (10) is accommodated in the groove (135) until the groove (135) is directed obliquely downward or downward, thereby the first brazing material. (10) can be dropped from the groove (135) to the first receiving part (11) side. Thereby, the 1st brazing material (10) can be sent to the 1st receiving part (11) side one by one.
具体的には、例えば、前記制御部(31)は、前記第1補給機構(13)を制御して前記回転部(133)を回転させ、前記溝(135)を前記傾斜面(132)の下端部側に向けて前記溝(135)に前記第1ろう材(10)を収容した後、前記溝(135)が斜め下方又は下方に向くまで前記回転部(133)を回転させ、前記第1ろう材(10)を前記溝(135)から前記第1受部(11)側に落下させる。 Specifically, for example, the control unit (31) controls the first supply mechanism (13) to rotate the rotating unit (133), so that the groove (135) is formed on the inclined surface (132). After the first brazing material (10) is received in the groove (135) toward the lower end side, the rotating part (133) is rotated until the groove (135) is directed obliquely downward or downward, and the first One brazing material (10) is dropped from the groove (135) toward the first receiving portion (11).
また、前記第1補給機構(13)を備えている場合において、前記第1補給機構(13)は、前記第1受部(11)に向かって下方又は斜め下方に延設されるとともに、前記回転部(133)の前記溝(135)から前記第1受部(11)側に落下した前記第1ろう材(10)を前記第1受部(11)に補給するガイド部(137)をさらに有しているのが好ましい。また、前記第1受部(11)は、前記ガイド部(137)の延設方向に交わる方向に前進後退可能であり、その前端部に前記載置面(111)が形成されており、この載置面(111)よりも後端側には前記載置面(111)よりも上方に上がる段差を介して上面(115)がさらに形成されており、前記上面(115)と前記ガイド部(137)の下端との隙間は、前記第1ろう材(10)の直径よりも小さく設定されているのが好ましい。また、前記第1補給機構(13)は、前記第1受部(11)を前進位置と後退位置との間において前進後退させる駆動部(139)をさらに有しているのが好ましい。前記後退位置は、前記第1受部(11)の前記載置面(111)が前記ガイド部(137)の下端と上下方向に対向する位置であり、前記前進位置は、前記第1受部(11)の前記上面(115)が前記ガイド部(137)の下端と上下方向に対向する位置であるとともに、前記第1受部(11)に載置された前記第1ろう材(10)が前記溶接位置(P)に送られる位置であるのが好ましい。 When the first supply mechanism (13) is provided, the first supply mechanism (13) extends downward or obliquely downward toward the first receiving portion (11), and A guide portion (137) for replenishing the first receiving portion (11) with the first brazing material (10) dropped from the groove (135) of the rotating portion (133) toward the first receiving portion (11). Furthermore, it is preferable to have it. Further, the first receiving part (11) can be moved forward and backward in a direction intersecting with the extending direction of the guide part (137), and the mounting surface (111) is formed at the front end part thereof. An upper surface (115) is further formed on the rear end side of the mounting surface (111) via a step that rises above the mounting surface (111), and the upper surface (115) and the guide portion ( 137) is preferably set smaller than the diameter of the first brazing material (10). The first supply mechanism (13) preferably further includes a drive unit (139) for moving the first receiving unit (11) forward and backward between an advanced position and a retracted position. The retracted position is a position where the mounting surface (111) of the first receiving part (11) faces the lower end of the guide part (137) in the vertical direction, and the advanced position is the first receiving part. The upper surface (115) of (11) is a position facing the lower end of the guide portion (137) in the vertical direction, and the first brazing material (10) placed on the first receiving portion (11). Is preferably a position sent to the welding position (P).
この構成では、回転部(133)の溝(135)から第1受部(11)側に落下した第1ろう材(10)がガイド部(137)に第1受部(11)の上面(115)に案内され、第1受部(11)を前記後退位置に移動させることにより、第1受部(11)の載置面(111)に第1ろう材(10)を載置することができる。 In this configuration, the first brazing material (10) dropped from the groove (135) of the rotating portion (133) to the first receiving portion (11) side is placed on the guide portion (137) on the upper surface of the first receiving portion (11) ( 115) and placing the first brazing material (10) on the placement surface (111) of the first receiving part (11) by moving the first receiving part (11) to the retracted position. Can do.
前記ろう材供給機構において、前記第2ろう材(20)を複数本保持可能であり、前記第2受部(21)に前記第2ろう材(20)を順次補給する第2補給機構(23)をさらに備えているのが好ましい。この場合において、前記第2補給機構(23)は、前記第2受部(21)に向かって下方又は斜め下方に延設されるとともに、各第2ろう材(20)の長手方向に直交する方向に複数本の前記第2ろう材(20)が1列に並ぶように保持されるガイド部(233)を有しているのが好ましい。また、前記第2受部(21)は、前記ガイド部(233)の延設方向に交わる方向に前進後退可能であり、その前端部に前記載置面(211)が形成されており、この載置面(211)よりも後端側には前記載置面(211)よりも上方に上がる段差を介して上面(215)がさらに形成されており、前記上面(215)と前記ガイド部(233)の下端との隙間は、前記第2ろう材(20)の直径よりも小さく設定されているのが好ましい。また、前記第2補給機構(23)は、前記第2受部(21)を前進位置と後退位置との間において前進後退させる駆動部(235)をさらに有しているのが好ましい。前記後退位置は、前記第2受部(21)の前記載置面(211)が前記ガイド部(233)の下端と上下方向に対向する位置であり、前記前進位置は、前記第2受部(21)の前記上面(215)が前記ガイド部(233)の下端と上下方向に対向する位置であるとともに、前記第2受部(21)に載置された前記第2ろう材(20)が前記溶接位置(P)に送られる位置であるのが好ましい。 In the brazing material supply mechanism, a plurality of the second brazing materials (20) can be held, and a second replenishing mechanism (23 that sequentially replenishes the second brazing material (20) to the second receiving portion (21). ). In this case, the second supply mechanism (23) extends downward or obliquely downward toward the second receiving portion (21) and is orthogonal to the longitudinal direction of each second brazing material (20). It is preferable that a plurality of the second brazing filler metals (20) are provided in the direction so as to be held in a row. Further, the second receiving part (21) can be moved forward and backward in a direction intersecting with the extending direction of the guide part (233), and the placement surface (211) is formed at the front end part thereof. An upper surface (215) is further formed on the rear end side of the mounting surface (211) through a step rising upward from the mounting surface (211), and the upper surface (215) and the guide portion ( 233) is preferably set smaller than the diameter of the second brazing material (20). The second supply mechanism (23) preferably further includes a drive unit (235) for moving the second receiving unit (21) forward and backward between the forward position and the backward position. The retracted position is a position where the mounting surface (211) of the second receiving part (21) faces the lower end of the guide part (233) in the vertical direction, and the advanced position is the second receiving part. The second brazing material (20) placed on the second receiving portion (21) while the upper surface (215) of (21) is a position facing the lower end of the guide portion (233) in the vertical direction. Is preferably a position sent to the welding position (P).
この構成では、駆動部(235)によって第2受部(21)が前進位置と後退位置との間において前進後退する。第2受部(21)が後退位置にあるときには、ガイド部(233)において1列に並ぶように保持された複数本の第2ろう材(20)のうち最下部に位置する1本の第2ろう材(20)が、ガイド部(233)の下端から前記段差に落下して載置面(211)に載置される。そして、第2受部(21)が前進位置に向かって移動し始めると、第2受部(21)の上面(215)とガイド部(233)の下端との間には第2ろう材(20)の直径よりも小さな隙間があいているだけなので、ガイド部(233)に並ぶ他の第2ろう材(20)は、前記上面(215)によって下方への移動が規制される。したがって、本構成では、ガイド部(233)に複数本の第2ろう材(20)を保持させておくことにより、第2ろう材(20)を1本ずつ第2受部(21)の前記段差に補給することができる。 In this configuration, the second receiving part (21) is moved forward and backward between the forward movement position and the backward movement position by the drive part (235). When the second receiving part (21) is in the retracted position, the first second part located at the bottom of the plurality of second brazing members (20) held in a row in the guide part (233). The two brazing filler metals (20) fall on the step from the lower end of the guide portion (233) and are placed on the placement surface (211). Then, when the second receiving part (21) starts to move toward the forward movement position, the second brazing material (between the upper surface (215) of the second receiving part (21) and the lower end of the guide part (233) ( Since there is only a gap smaller than the diameter of 20), the other second brazing material (20) arranged in the guide portion (233) is restricted from moving downward by the upper surface (215). Therefore, in this configuration, by holding the plurality of second brazing materials (20) in the guide portion (233), the second brazing materials (20) are placed one by one in the second receiving portion (21). Can be replenished to the level difference.
本発明の自動溶接装置は、前記ろう材供給機構(41)と、前記溶接位置(P)において前記第1ろう材(10)と前記第2ろう材(20)を溶接する溶接部(51)と、を備え、前記溶接部(51)は、前記ろう材供給機構(41)により供給される前記第1ろう材(10)と前記第2ろう材(20)を、これらの端部同士が当接した状態でクランプするクランプ部(53)を有し、前記クランプ部(53)によりクランプされた前記第1ろう材(10)と前記第2ろう材(20)の端部に電流を供給可能なように構成されている。 The automatic welding apparatus of the present invention includes the brazing material supply mechanism (41) and a welded portion (51) for welding the first brazing material (10) and the second brazing material (20) at the welding position (P). The welded portion (51) includes the first brazing filler metal (10) and the second brazing filler metal (20) supplied by the brazing filler metal supply mechanism (41). A clamp portion (53) that clamps in a contact state is provided, and current is supplied to the end portions of the first brazing material (10) and the second brazing material (20) clamped by the clamping portion (53). It is configured as possible.
この構成では、ろう材供給機構(41)により供給される第1ろう材(10)と第2ろう材(20)を、これらの端部同士が当接した状態でクランプ部(53)によってクランプすることができ、このようにクランプされた状態で第1ろう材(10)の端部及び第2ろう材(20)の端部に電流を供給することができる。これにより、第1ろう材(10)の端部と第2ろう材(20)の端部が溶接される。 In this configuration, the first brazing material (10) and the second brazing material (20) supplied by the brazing material supply mechanism (41) are clamped by the clamp portion (53) in a state in which these end portions are in contact with each other. In such a clamped state, current can be supplied to the end of the first brazing material (10) and the end of the second brazing material (20). Thereby, the edge part of a 1st brazing material (10) and the edge part of a 2nd brazing material (20) are welded.
前記自動溶接装置において、前記第1ろう材(10)と前記第2ろう材(20)が前記溶接位置(P)において溶接され、前記クランプ部(53)によるクランプが解除された後、前記第1ろう材(10)と前記第2ろう材(20)が一体化したろう材が落下する際に、このろう材の姿勢が傾斜するのを規制する規制部材(61)をさらに備えているのが好ましい。 In the automatic welding apparatus, the first brazing material (10) and the second brazing material (20) are welded at the welding position (P), and after the clamp by the clamp portion (53) is released, the first brazing material (10) is released. When the brazing material in which the first brazing material (10) and the second brazing material (20) are integrated, the brazing material further includes a regulating member (61) that regulates the inclination of the brazing material. Is preferred.
例えば第2ろう材(20)が第1ろう材(10)よりも短い場合、第1ろう材(10)と第2ろう材(20)が溶接位置(P)において溶接され、クランプ部(53)によるクランプが解除された後、第1ろう材(10)と第2ろう材(20)が一体化したろう材が落下する際には、このろう材は、重心が長い方の第1ろう材(10)側にあるので、落下する際に姿勢が傾斜しやすい。このように溶接後のろう材の姿勢が傾斜すると、ろう材が溶接装置の一部にひっかかることがある。 For example, when the second brazing material (20) is shorter than the first brazing material (10), the first brazing material (10) and the second brazing material (20) are welded at the welding position (P), and the clamp portion (53 When the brazing material in which the first brazing material (10) and the second brazing material (20) are integrated is dropped, the brazing material is the first brazing material having the longer center of gravity. Since it is on the material (10) side, the posture tends to be inclined when falling. Thus, when the attitude | position of the brazing material after welding inclines, a brazing material may be caught in a part of welding apparatus.
そこで、この構成では、ろう材の落下時に姿勢が傾斜するのを規制する規制部材(61)を備えているので、たとえ第1ろう材(10)と第2ろう材(20)の長さが異なる場合であっても、溶接後のろう材を円滑に回収することができる。 Therefore, in this configuration, since the regulation member (61) that regulates the inclination of the brazing material when it is dropped is provided, the lengths of the first brazing material (10) and the second brazing material (20) are the same. Even if different, the brazing material after welding can be recovered smoothly.
前記自動溶接装置において、前記制御部(31)は、前記第1送り機構(12)を制御して前記第1ろう材(10)を前記溶接位置(P)に向かって、前記第1ろう材(10)の規定長さに基づいて予め定められた距離だけ送った後、前記クランプ部(53)を制御して前記第1ろう材(10)をクランプし、その後、前記第2送り機構(22)を制御して前記第2ろう材(20)の端部が前記第1ろう材(10)の端部に当接するまで前記第2ろう材(20)を前記溶接位置(P)に向かって送った後、前記クランプ部(53)を制御して前記第2ろう材(20)をクランプし、その後、前記第1ろう材(10)の端部及び前記第2ろう材(20)の端部に電流を供給するのが好ましい。 In the automatic welding apparatus, the control unit (31) controls the first feed mechanism (12) to move the first brazing material (10) toward the welding position (P). After feeding a predetermined distance based on the prescribed length of (10), the clamp part (53) is controlled to clamp the first brazing material (10), and then the second feed mechanism ( 22) to control the second brazing material (20) toward the welding position (P) until the end of the second brazing material (20) contacts the end of the first brazing material (10). The second brazing material (20) is clamped by controlling the clamp portion (53), and then the end of the first brazing material (10) and the second brazing material (20) It is preferable to supply current to the ends.
この構成では、制御部(31)は、まず、規定長さを有する第1ろう材(10)を溶接位置(P)に向かって予め定められた距離だけ送ってクランプし、その後、第2ろう材(20)の端部が第1ろう材(10)の端部に当接するまで第2ろう材(20)を溶接位置(P)に向かって送ってクランプする。したがって、たとえ第2ろう材(20)の長さが一定ではなくても、第1ろう材(10)及び第2ろう材(20)を正確に位置決めすることができる。 In this configuration, the control unit (31) first clamps the first brazing material (10) having a specified length by sending it to the welding position (P) by a predetermined distance, and then the second brazing. The second brazing material (20) is fed toward the welding position (P) and clamped until the end of the material (20) contacts the end of the first brazing material (10). Therefore, even if the length of the second brazing material (20) is not constant, the first brazing material (10) and the second brazing material (20) can be accurately positioned.
以上説明したように、本発明によれば、一対のろう材の端部同士の接合にかかるコストを低減することができる。 As described above, according to the present invention, it is possible to reduce the cost required for joining the ends of a pair of brazing materials.
以下、本発明の一実施形態について図面を参照しながら詳細に説明する。 Hereinafter, an embodiment of the present invention will be described in detail with reference to the drawings.
<自動溶接装置の全体構造>
本実施形態の自動溶接装置71は、第1ろう材としての長尺ろう材10と、第2ろう材としての短尺ろう材20の端部同士を自動で溶接するための装置である。図1に示すように、自動溶接装置71は、ろう材供給機構41と、溶接部51と、これらの動作を制御する制御部31とを備えている。
<Overall structure of automatic welding equipment>
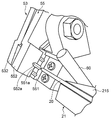
The
本実施形態では、長尺ろう材10は、棒状であり、規定の長さ(例えば数十センチ程度)を有している。一方、短尺ろう材20は、棒状であり、長尺ろう材10がろう付けに用いられて短くなったものであって、ある程度の範囲(例えばプラスマイナス数センチ程度の範囲)でばらつきのある長さを有している。長尺ろう材10と短尺ろう材20は、ほぼ同じ直径の略円柱形状を有している。
In the present embodiment, the long
ろう材供給機構41は、長尺ろう材10と短尺ろう材20を溶接部51に供給する。このろう材供給機構41は、第1受部11と、第2受部21と、第1送り機構12と、第2送り機構22と、第1補給機構13と、第2補給機構23とを備えている。溶接部51は、ろう材供給機構41により供給される長尺ろう材10と短尺ろう材20の端部同士を溶接位置Pにおいて溶接する。この溶接位置Pは、第1受部11と第2受部21との間に位置しており、長尺ろう材10と短尺ろう材20の端部同士を当接させる位置である。
The brazing
なお、図1などの図面において、自動溶接装置71の前方を前方Fと表示し、後方を後方Rと表示する。また、前方F及び後方Rに垂直な水平方向を横方向Dと表示する。また、この方向Dのうち、第1受部11に載置された長尺ろう材10が溶接位置Pに送られる方向を方向D1と表示し、第2受部21に載置された短尺ろう材20が溶接位置Pに送られる方向を方向D2と表示する。
In addition, in drawings, such as FIG. 1, the front of the
<第1受部>
図1及び図2(A)に示すように、第1受部11は、略直方体の形状を有し、前後方向の奥行き及び横方向Dの幅よりも厚みの小さな扁平な形状である。図2(D)に示すように、第1受部11は、載置面111と、側面113と、上面115とを有している。第1受部11は、後述する駆動部139によって支持されており、後述するガイド部137の延設方向に交わる方向に、駆動部139の動作に伴って前進後退する。
<First receiving part>
As shown in FIGS. 1 and 2A, the first receiving
載置面111は、第1受部11の前端部に形成されている。載置面111は、横方向Dに略平行な方向に延設されている。第1受部11が後述する前進位置Pfにあるときには、載置面111は、溶接位置Pに向かって横方向Dに延び、長尺ろう材10の長手方向が溶接位置Pに向いた姿勢で長尺ろう材10を載置可能である。
The mounting
側面113は、載置面111から上方又は斜め上方に起立している。側面113は、横方向Dに略平行な方向に延設されている。側面113は、長尺ろう材10の長手方向が溶接位置Pに向いた姿勢を維持したまま長尺ろう材10を溶接位置Pに案内可能である。
The
上面115は、載置面111と側面113により形成された段差を介して載置面111よりも後方Rに形成されている。上面115の少なくとも前端部は、載置面111よりも上部に位置している。前記段差は、長尺ろう材10の直径よりも大きく、かつ長尺ろう材10の直径の2倍よりも小さい高低差を有している。ただし、この段差は、長尺ろう材10の直径よりも小さくてもよく、例えば長尺ろう材10の一部が嵌ることが可能な小さな溝であってもよい。上面115と後述するガイド部137の下端との隙間は、長尺ろう材10の直径よりも小さい。
The
<第2受部>
図1に示すように、第2受部21は、溶接位置Pを挟んで第1受部11に対向する位置に設けられている。図1及び図3(A)に示すように、第2受部21は、略直方体の形状を有し、前後方向の奥行き及び横方向Dの幅よりも厚みの小さな扁平な形状である。第2受部21には、長尺ろう材10よりも短い短尺ろう材20が載置されるので、その分だけ第2受部21の前記幅は、第1受部11の前記幅よりも小さい。図3(C)に示すように、第2受部21は、載置面211と、側面213と、上面215とを有している。第2受部21は、後述する駆動部235によって支持されており、後述するガイド部233の延設方向に交わる方向に、駆動部235の動作に伴って前進後退する。
<Second receiving part>
As shown in FIG. 1, the second receiving
載置面211は、第2受部21の前端部に形成されている。載置面211は、横方向Dに略平行な方向に延設されている。第2受部21が後述する前進位置Pfにあるときには、載置面211は、溶接位置Pに向かって横方向Dに延び、短尺ろう材20の長手方向が溶接位置Pに向いた姿勢で短尺ろう材20を載置可能である。載置面211は、前進位置Pfにおいて、溶接位置Pを挟んで第1受部11の載置面111とほぼ直線状に並ぶ。
The mounting
側面213は、載置面211から上方又は斜め上方に起立している。側面213は、横方向Dに略平行な方向に延設されている。側面213は、短尺ろう材20の長手方向が溶接位置Pに向いた姿勢を維持したまま短尺ろう材20を溶接位置Pに案内可能である。
The
上面215は、載置面211と側面213により形成された段差を介して載置面211よりも後方Rに形成されている。上面215の少なくとも前端部は、載置面211よりも上部に位置している。前記段差は、短尺ろう材20の直径よりも大きく、かつ短尺ろう材20の直径の2倍よりも小さい高低差を有している。ただし、この段差は、短尺ろう材20の直径よりも小さくてもよく、例えば短尺ろう材20の一部が嵌ることが可能な小さな溝であってもよい。上面215と後述するガイド部233の下端との隙間は、短尺ろう材20の直径よりも小さい。
The
<送り機構>
第1送り機構12は、第1受部11に載置された長尺ろう材10を、その端部が溶接位置Pに位置するように溶接位置P側に送ることができる。図1及び図4(A)に示すように、本実施形態では、第1送り機構12として、エアシリンダ、油圧シリンダ、電動シリンダなどのシリンダを用いている。この第1送り機構12は、筒状のシリンダ本体121と、このシリンダ本体121の長手方向に沿ってシリンダ本体121に対して前進後退可能なピストン122とを有している。
<Feeding mechanism>
The
ピストン122は、シリンダ本体121よりも溶接位置P側に配置されている。ピストン122の軸方向は、載置面111の延びる方向、及びこの載置面111に載置される長尺ろう材10の長手方向にほぼ平行である。ピストン122は、空気圧、油圧、電力などを動力源として前進後退する。ピストン122は、前進移動するときにその先端部が載置面111に載置された長尺ろう材10の端部に当接した状態で長尺ろう材10を溶接位置Pに向かって方向D1に押す。
The
第2送り機構22は、第2受部21に載置された短尺ろう材20を、その端部が溶接位置Pに位置するように溶接位置P側に送ることができる。本実施形態では、第2送り機構22として、第1送り機構12と同様のシリンダを用いている。第2送り機構22は、シリンダ本体221とピストン222とを有している。
The
ピストン222は、シリンダ本体221よりも溶接位置P側に配置されている。ピストン222の軸方向は、載置面211の延びる方向、及びこの載置面211に載置される短尺ろう材20の長手方向にほぼ平行である。ピストン222は、前進移動するときにその先端部が載置面211に載置された短尺ろう材20の端部に当接した状態で短尺ろう材20を溶接位置Pに向かって方向D2に押す。
The
<第1補給機構>
第1補給機構13は、長尺ろう材10を複数本保持可能であり、第1受部11に長尺ろう材10を順次補給する。図2(A)に示すように、第1補給機構13は、保持部131と、前述の第1受部11を前進後退させるための駆動部139と、回転部133と、この回転部133を回転させるための回転駆動部134と、ガイド部137とを有している。
<First supply mechanism>
The
保持部131は、平面視で略長方形の形状を有している。保持部131は、下方に傾斜する傾斜面(上面)132を有している。傾斜面132には、その傾斜方向に各長尺ろう材10の長手方向に直交する方向(長尺ろう材10の径方向)が向くように複数本の長尺ろう材10を載置可能である。したがって、保持部131の横方向Dの幅は、長尺ろう材10の長さよりも若干長くなるように設計されている。
The holding
また、保持部131は、傾斜面132の横方向Dの両端辺から上方に起立する起立面を有している。なお、図2(A)〜(E)では、これらの起立面の図示を省略している。これらの起立面が設けられていることにより、傾斜面132に載置された複数の長尺ろう材10は、上述した方向に整列する。また、これらの起立面は、傾斜面132上における各長尺ろう材10の横方向Dの移動を規制することができるので、各長尺ろう材10が保持部131から落下するのを防止できる。さらに、これらの起立面は、傾斜面132上において各長尺ろう材10の横方向Dの位置ずれ(載置位置のばらつき)を抑制することができるので、図1に示すように複数の長尺ろう材10の端部の位置(横方向Dの位置)を揃えることができる。
In addition, the holding
回転部133は、傾斜面132の下端部(傾斜面132の前方Fの縁部)に隣接した位置に配置されている。回転部133は、その軸方向が保持部131に載置される長尺ろう材10の長手方向とほぼ平行な方向(横方向D)に向く円柱形状を有している。
The rotating
図2(C)に示すように、回転部133の側面には、1本の長尺ろう材10を収容可能な溝135が形成されている。この溝135は、回転部133の側面から半径方向に凹み、回転部133の軸方向に略平行に延びている。この溝135の前記軸方向の長さは、長尺ろう材10の長さよりも若干大きめに設定されている。また、この溝135の凹み寸法は、1本の長尺ろう材10を収容可能な程度に設定されている。具体的には、例えば、溝135の凹み寸法は、長尺ろう材10の直径とほぼ同程度に設定することができる。
As shown in FIG. 2C, a
図1に示すように、回転部133の両端部は、回転駆動部134及び回転支持部136にそれぞれ支持されている。回転部133は、回転駆動部134が動作することにより回転部133の軸回りに回転する。したがって、回転部133は、図2(A)に示すように溝135が傾斜面132の下端部側に向いた状態(溝135の開口が斜め上方に向いた状態)のときに、溝135内に1本の長尺ろう材10を受け入れることができる。そして、この状態から所定方向(図2(A)における反時計回り)に回転部133が回転して図2(B)に示すように溝135が斜め下方に向くと、溝135から長尺ろう材10が自然に落下する。
As shown in FIG. 1, both end portions of the
ガイド部137は、溝135から落下した長尺ろう材10を第1受部11に案内する。ガイド部137は、落下した長尺ろう材10が着地する着地面137aと、この着地面137aの下端部につながり第1受部11の上面115の近傍まで斜め下方に延びる後方側面137bと、この後方側面137bの前方Fに位置し、斜め下方に延びる前方側面137cとを含む。
The
着地面137aは、前方Fに向かうにつれて下方に傾斜する傾斜面である。この着地面137aは、少なくとも回転部133を下方からカバーする領域に設けられている。後方側面137bと前方側面137cとの間隔は、長尺ろう材10の直径よりも大きく、長尺ろう材10の直径の2倍よりも小さい範囲に調整されている。前方側面137cの上端部は、回転部133の前方Fに位置している。具体的には、前方側面137cの上端部は、回転部133の軸とほぼ同じ高さにある。後方側面137bの下端部と第1受部11の上面115との隙間、及び前方側面137cの下端部と第1受部11の上面115との隙間は、長尺ろう材10の直径よりも小さく、かつ第1受部11が前進後退する際に各下端部が上面115に接触しないように調整されている。
The
駆動部139は、第1受部11を前進位置Pfと後退位置Prとの間において前進後退させる。後退位置Prは、第1受部11の載置面111がガイド部137の下端と上下方向に対向する位置である(図2(A)の位置)。前進位置Pfは、第1受部11の上面115がガイド部137の下端と上下方向に対向する位置であるとともに、第1受部11に載置された長尺ろう材10が溶接位置Pに送られる位置である(図2(B)の位置)。
The
駆動部139としては、例えば第1送り機構12と同様のシリンダを用いることができる。この駆動部139は、筒状のシリンダ本体139aと、このシリンダ本体139aの長手方向に沿ってシリンダ本体139aに対して前進後退可能なピストン139bとを有している。ピストン139bの先端部は、第1受部11の後端面に連結されている。ピストン139bがシリンダ本体139aに対して前後方向に移動することにより、第1受部11が前進後退する。
As the
<第2補給機構>
第2補給機構23は、短尺ろう材20を複数本保持可能であり、第2受部21に短尺ろう材20を順次補給する。図3(A)に示すように、第2補給機構23は、保持部231と、ガイド部233と、駆動部235とを有している。
<Second supply mechanism>
The
保持部231は、平面視で略長方形の形状を有している。保持部231は、下方に傾斜する傾斜面(上面)232を有している。傾斜面232には、その傾斜方向に各短尺ろう材20の長手方向に直交する方向(短尺ろう材20の径方向)が向くように複数本の短尺ろう材20を載置可能である。したがって、保持部231の横方向Dの幅は、短尺ろう材20の長さよりも若干長くなるように設計されている。
The holding
また、保持部231は、傾斜面232の横方向Dの両端辺から上方に起立する起立面を有している。なお、図3(A)〜(D)では、これらの起立面の図示を省略している。これらの起立面が設けられていることにより、傾斜面232に載置された複数の短尺ろう材20は、上述した方向に整列する。また、これらの起立面は、傾斜面232上における各短尺ろう材20の横方向Dの移動を規制することができるので、各短尺ろう材20が保持部231から落下するのを防止できる。
In addition, the holding
ガイド部233は、傾斜面232に載置された短尺ろう材20を第2受部21に案内する。ガイド部233は、傾斜面232の下端部につながり第2受部21の上面215の近傍まで斜め下方に延びる後方側面233aと、この後方側面233aの前方Fに位置し、斜め下方に延びる前方側面233bとを含む。
The
後方側面233aと前方側面233bとの間隔は、短尺ろう材20の直径よりも大きく、短尺ろう材20の直径の2倍よりも小さい範囲に調整されている。前方側面233bの上端部は、傾斜面232の下端部よりも上方に位置している。後方側面233aの下端部と第2受部21の上面215との隙間、及び前方側面233bの下端部と第2受部21の上面215との隙間は、短尺ろう材20の直径よりも小さく、かつ第2受部21が前進後退する際に各下端部が上面215に接触しないように調整されている。後方側面233aと前方側面233bと間には、第2受部21に向かって、各短尺ろう材20の長手方向に直交する方向に複数本の短尺ろう材20が1列に並ぶ。
The distance between the
駆動部235は、第2受部21を前進位置Pfと後退位置Prとの間において前進後退させる。後退位置Prは、第2受部21の載置面211がガイド部233の下端と上下方向に対向する位置である(図3(A)の位置)。前進位置Pfは、第2受部21の上面215がガイド部233の下端と上下方向に対向する位置であるとともに、第2受部21に載置された短尺ろう材20が溶接位置Pに送られる位置である(図3(B)の位置)。
The
駆動部235としては、例えば第1送り機構12と同様のシリンダを用いることができる。この駆動部235は、筒状のシリンダ本体235aと、このシリンダ本体235aの長手方向に沿ってシリンダ本体235aに対して前進後退可能なピストン235bとを有している。ピストン235bの先端部は、第2受部21の後端面に連結されている。ピストン235bがシリンダ本体235aに対して前後方向に移動することにより、第2受部21が前進後退する。
As the
<溶接部>
図1に示すように、溶接部51は、長尺ろう材10をクランプするための第1クランプ部53と、この第1クランプ部53を開閉するクランプ駆動部54と、短尺ろう材20をクランプするための第2クランプ部55と、この第2クランプ部55を開閉するクランプ駆動部56と、第2クランプ部55を第1クランプ部53に対して移動させる駆動部57と、起動ボタン58と、この起動ボタン58を押す押圧部59と、規制部材60と、これらを支持する土台であるベース部61とを備えている。
<Welding part>
As shown in FIG. 1, the welded
第1クランプ部53及び第2クランプ部55は、ろう材供給機構41により供給される長尺ろう材10と短尺ろう材20を、これらの端部同士が溶接位置Pにおいて当接した状態でそれぞれクランプする。図1及び図5(A)に示すように、第1クランプ部53は、下方挟持部531と、上方挟持部532と、棒状部533と、軸534と、ばね535と、第1支持部537とを有している。
The
下方挟持部531は、第1支持部537に固定されており、この第1支持部537はベース部61に固定されている。この下方挟持部531は、上方挟持部532に対向する表面に横方向Dに延びる溝531aを有している。また、上方挟持部532は、溝531aに対向する位置に横方向Dに延びる溝532aを有している。これらの溝531a,532aには、ろう材供給機構41により供給される長尺ろう材10が嵌り込む。上方挟持部532は、下方挟持部531とともに長尺ろう材10を挟み込んでクランプすることが可能である。
The
棒状部533は、上方挟持部532の端部から斜め上方に延設されている。軸534は、棒状部533の中央付近において棒状部533を回動可能に支持している。ばね535は、棒状部533の上端部の後方Rにおいてこの上端部に隣接する位置に設けられている。ばね535は、棒状部533の上端部を押圧して下方挟持部531と上方挟持部532が閉じる方向に棒状部533を付勢している。棒状部533の上端部は、樹脂製のカバー536により覆われている。
The rod-shaped
第2クランプ部55は、下方挟持部551と、上方挟持部552と、棒状部553と、軸554と、ばね555と、支持部557とを有し、第1クランプ部53と同様の構造を有している。下方挟持部551は、第2支持部557に固定されており、この第2支持部557はベース部61に固定されている。下方挟持部551及び上方挟持部552は、溝551a及び溝552aを有している。これらの溝551a,552aには、ろう材供給機構41により供給される短尺ろう材20が嵌り込む。棒状部553の上端部は、樹脂製のカバー556により覆われている。第2クランプ部55のその他の構成については、図5(A)において第1クランプ部53の対応する構成の符号の横にかっこ書きで符号を記載してその説明を省略する。
The
第1クランプ部53における下方挟持部531、上方挟持部532及び棒状部533は、電気伝導性を有する金属により形成されており、図略の電源に接続されている。同様に、第2クランプ部における下方挟持部551、上方挟持部552及び棒状部553は、電気伝導性を有する金属により形成されており、図略の電源に接続されている。これにより、長尺ろう材10の端部及び短尺ろう材20の端部に電流を供給できる。
The
クランプ駆動部54は、第1クランプ部53の上端部の前方Fにおいてこの上端部に隣接する位置に設けられている。第1クランプ部53の上端部は、クランプ駆動部54とばね535とにより挟まれている。クランプ駆動部54としては、例えば第1送り機構12と同様のシリンダを用いることができる。
The
このクランプ駆動部54は、筒状のシリンダ本体541と、このシリンダ本体541の軸方向に沿ってシリンダ本体541に対して前進後退可能なピストン542とを有している。第2クランプ部55を開閉するクランプ駆動部56は、第1クランプ部53のクランプ駆動部54と同様の構成であるので、図5(A)中の対応する箇所にカッコ書きで符号を記載してその説明を省略する。
The
第2クランプ部55を支持する第2支持部557は、その下端部付近に設けられた図略の軸を中心にして図6(B)に二点鎖線で記載した矢印の方向に回動可能な構造を有している。図6(A)の状態から第2支持部557が右方向に回動して第2支持部557が図6(B)に示す位置に移動すると、第2クランプ部55は、第1クランプ部53から離隔し、第2クランプ部55の棒状部553は、第1クランプ部53の棒状部533となす角が角度θとなる。このように第2支持部557を移動させる機構は次の通りである。
The
第2支持部557は、ばね63によって第1支持部537側に付勢されている。ばね63の一端631は、ベース部61に固定された支柱64に固定されており、ばね63の他端632は、第2支持部557における第1支持部537に対向する側面に固定されている。第2支持部557の上端部の近傍には、駆動部57が配置されている。
The
駆動部57としては、例えば第1送り機構12と同様のシリンダを用いることができる。この駆動部57は、筒状のシリンダ本体571と、このシリンダ本体571の軸方向に沿ってシリンダ本体571に対して前進後退可能なピストン572と、このピストン572の先端に配置された嵌合部573とを有している。この嵌合部573は、ピストン572の幅よりも大きな幅を有しており、ピストン572の軸方向に垂直な方向にピストン572よりも外側に張り出している。
As the
第2クランプ部55の棒状部553の側面553aには、筒状体62が固定されている。この筒状体62は、ピストン572の軸方向に略平行な方向に筒状体62を貫通する貫通口を有している。この貫通口内には、ピストン572及び嵌合部573が配置されている。また、筒状体62の側部には、嵌合部573が嵌合可能な嵌合穴63が形成されている。
A
図1に示すように、起動ボタン58は、ベース部61上に固定された支持部65の側面に固定されている。押圧部59は、起動ボタン58の側方に配置されている。図1及び図7(A)に示すように、押圧部59は、駆動部66と回動棒67とを有している。駆動部66は、シリンダ本体661とピストン662とを有している。
As shown in FIG. 1, the
回動棒67は、横方向Dに沿って延びる棒状の部材であり、その一端が起動ボタン58の表面に当接又は近接している。回動棒67の他端の近傍には、ピストン662の軸方向が横方向Dに略垂直な方向に延びる姿勢で駆動部66が配置されている。回動棒67は、その長手方向のほぼ中央に挿通された軸671を中心に回動可能である。この軸671は、ベース部61に固定された支持部68(図1参照)に支持されている。
The rotating
規制部材60は、長尺ろう材10と短尺ろう材20が溶接位置Pにおいて溶接され、第1クランプ部53及び第2クランプ部55によるクランプが解除された後、長尺ろう材10と短尺ろう材20が一体化したろう材が落下する際に、このろう材の姿勢が傾斜するのを規制する。
After the long
図8(A)及び図9に示すように、本実施形態では、規制部材60は、棒状の部材であり、第2クランプ部55の下方挟持部551と第2受部21との間に配置されている。規制部材60の下端部はベース部61に固定されている。規制部材60の長手方向は、横方向Dにほぼ垂直な方向に向いており、下端部から上端部に向かうにつれて前方Fに位置するように斜め上方に傾斜している。
As shown in FIGS. 8A and 9, in the present embodiment, the regulating
制御部31は、中央処理装置(CPU)、プログラムなどのデータが記憶されているメモリ、プログラム実行時のデータなどを記憶するためのメモリなどで構成されている。制御部31は、例えば後述する図10〜図13に示す順序に従って各段階を逐次進めていくシーケンス制御を実行する。
The
<動作>
次に、自動溶接装置71の動作の一例について説明する。図10〜図13は、自動溶接装置71を用いて長尺ろう材10と短尺ろう材20の端部同士を接合する手順を示す正面図である。
<Operation>
Next, an example of the operation of the
まず、図10(A)に示すように、作業者は、保持部131に複数本の長尺ろう材10を供給し、保持部231に複数本の短尺ろう材20を供給し、自動溶接装置71の溶接開始ボタン73を押す。これにより、自動溶接装置71の運転が開始される。
First, as shown in FIG. 10 (A), the operator supplies a plurality of long
次に、図10(B)に示すように、制御部31は、駆動部57を制御して第2支持部557を右方向に回動させ、第2クランプ部55を第1クランプ部53から離隔させる。具体的な動作は次の通りである。
Next, as shown in FIG. 10B, the
まず、図6(A)に示す初期状態から駆動部57のピストン572がシリンダ本体571側に後退し始める。このとき、第2クランプ部55の棒状部553は静止したままである。そして、ピストン572がさらに後退して嵌合部573が筒状体62の嵌合穴63の位置まで到達すると、嵌合部573が嵌合穴63に嵌合する。嵌合部573が嵌合穴63に嵌合すると、筒状体62は、ピストン572に引っ張られてピストン572の動きと連動するようになる。
First, the
そして、ピストン572がさらに後退すると、第2支持部557は、その下端部付近に設けられた図略の軸を中心にして右方向に回動するので、第2クランプ部55は、第1クランプ部53から離れる。ピストン572の後退動作は、ピストン572が予め設定された位置(図6(B)に示す位置)まで到達すると完了する。このとき第2クランプ部55の棒状部553は、第1クランプ部53の棒状部533となす角が角度θとなる位置に配置されている。
When the
次に、図10(B)に示すように、制御部31は、クランプ駆動部54を制御して第1クランプ部53の上方挟持部532が下方挟持部531から離れる方向に第1クランプ部53を動作させる。また、制御部31は、クランプ駆動部56を制御して第2クランプ部55の上方挟持部552が下方挟持部551から離れる方向に第2クランプ部55を動作させる。具体的な動作は次の通りである。
Next, as shown in FIG. 10B, the
まず、図5(A)に示す初期状態からクランプ駆動部54(56)のピストン542(562)が突出する方向に移動すると、ピストン542(562)の先端部が棒状部533(553)の上端部を押圧する。押圧された棒状部533(553)は、軸534(554)を中心に回動し、上方挟持部532(552)が下方挟持部531(551)から離れる方向に移動する。これにより、図5(B)に示すように、上方挟持部532(552)と下方挟持部531(551)との間に長尺ろう材10(短尺ろう材20)が入り込むことができる隙間が形成される。 First, when the piston 542 (562) of the clamp drive unit 54 (56) moves in the protruding direction from the initial state shown in FIG. 5A, the tip of the piston 542 (562) is the upper end of the rod-shaped part 533 (553). Press the part. The pressed rod-like portion 533 (553) rotates around the shaft 534 (554), and the upper holding portion 532 (552) moves in a direction away from the lower holding portion 531 (551). As a result, as shown in FIG. 5B, a gap in which the long brazing filler metal 10 (short brazing filler metal 20) can enter between the upper clamping portion 532 (552) and the lower clamping portion 531 (551). It is formed.
次に、制御部31は、第1補給機構13及び第2補給機構23を制御して長尺ろう材10と短尺ろう材20を、溶接位置Pを挟んで互いに直線状に並ぶ所定位置にそれぞれ配置する。具体的な動作は次の通りである。
Next, the
まず、第1補給機構13において、後退位置Prにある第1受部11の載置面111に長尺ろう材10が補給される。そして、回転部133は、図2(A)に示すように溝135が斜め上方に向いた状態(傾斜面132の下端部側に向いた状態)まで回転し、溝135内に1本の長尺ろう材10を受け入れる。
First, in the
ついで、図2(B)に示すように、駆動部139のピストン139bが予め設定された長さだけ前進することにより、第1受部11が前進位置Pfまで前進して長尺ろう材10が前記所定位置に配置される。この動作とほぼ同時に回転部133は、溝135が斜め下方に向くまで回転し、溝135から長尺ろう材10を落下させる。このとき、図2(C)に示すように、第1受部11には、載置面111に1本の長尺ろう材10が載置されているとともに、上面115に1本の長尺ろう材10が載置されている。
Next, as shown in FIG. 2B, when the
一方、第2補給機構23において、図3(A)に示すように第2受部21が後退位置Prにあるときには、載置面211に1本の短尺ろう材20が載置されている。ついで、図3(B)に示すように、駆動部235のピストン235bが予め設定された長さだけ前進することにより、第2受部21が前進位置Pfまで前進して短尺ろう材20が前記所定位置に配置される。
On the other hand, in the
次に、図10(C)に示すように、制御部31は、第1送り機構12を制御して第1受部11に載置された長尺ろう材10を、その端部が溶接位置Pに位置するように溶接位置P側に送る。具体的な動作は次の通りである。
Next, as shown in FIG. 10C, the
第1受部11が前進位置Pfにあるときには、第1送り機構12のピストン122と、載置面111に載置された長尺ろう材10とは、ほぼ直線状に並んでいる。また、第1クランプ部53は、図5(B)に示すように開いた状態にある。この状態で第1送り機構12のピストン122が予め設定された長さだけ前進することにより、ピストン122に長尺ろう材10が押圧され、図4(A)に示すように長尺ろう材10の端部が溶接位置Pに配置される。このとき、長尺ろう材10は、下方挟持部531の溝531a及び上方挟持部532の532aに嵌り込んでいる。
When the
次に、図11(A)に示すように、制御部31は、クランプ駆動部54を制御して長尺ろう材10をクランプする。具体的には、制御部31は、ピストン122が前進端まで前進したことを示す信号を受けると、図5(C)に示すようにクランプ駆動部54を制御してピストン542を後退させる。これにより、ピストン542の先端部が棒状部533の上端部から離れてピストン542による押圧が解除される。棒状部533は、ばね535に付勢されているので、軸534を中心に回動する。その結果、上方挟持部532が下方挟持部531に近づく方向に移動して上方挟持部532と下方挟持部531によって長尺ろう材10がクランプされる。
Next, as illustrated in FIG. 11A, the
次に、制御部31は、クランプ駆動部54のピストン542が後退端まで後退したことを示す信号を受けると、図11(B)に示すように第2送り機構22を制御して第2受部21に載置された短尺ろう材20を、その端部が溶接位置Pに位置するように溶接位置P側に送る。具体的な動作は次の通りである。
Next, when the
第2受部21が前進位置Pfにあるときには、第2送り機構22のピストン222と、載置面211に載置された短尺ろう材20とは、ほぼ直線状に並んでいる。また、第2クランプ部55は、図5(B)に示すように開いた状態にある。この状態でピストン222が前進することにより、ピストン222に短尺ろう材20が押圧され、図4(B)に示すように短尺ろう材20の端部が長尺ろう材10の端部に当接して溶接位置Pに配置される。このとき、短尺ろう材20は、下方挟持部551の溝551a及び上方挟持部552の552aに嵌り込んでいる。
When the second receiving
本実施形態では、前述したように第1送り機構12は、予め設定されたピストン122の移動距離に基づいて制御される一方で、第2送り機構22は、ピストン222の移動距離ではなく、経過時間に基づいて制御される。また、第1送り機構12により長尺ろう材10を押圧する押圧力を、第2送り機構22により短尺ろう材20を押圧する押圧力よりも大きくしている。例えば、前者の押圧力を5kg程度に設定し、後者の押圧力を3kg程度に設定するという設定条件を挙げることができる。第2送り機構22の制御について具体的に説明する。
In the present embodiment, as described above, the
制御部31は、ピストン222の前進を開始し、ピストン222がある基準位置を通過してから所定時間(例えば2秒)が経過するまではピストン222によって短尺ろう材20を押圧しづつけるように第2送り機構22を制御する。短尺ろう材20の端部は、前記所定時間内に長尺ろう材10に端部に当接し、その後も短尺ろう材20は、前記所定時間が経過するまではピストン222によって押圧されつづける。しかし、長尺ろう材10を押圧する押圧力が、第2送り機構22により短尺ろう材20を押圧する押圧力よりも大きいので、短尺ろう材20は、その端部が長尺ろう材10の端部に当接した時点で停止する。このような制御を行うことによって、短尺ろう材20の長さにばらつきがある場合であっても、長尺ろう材10の端部及び短尺ろう材20の端部を溶接位置Pに正確に配置することができる。前記所定時間は、すべての短尺ろう材20の端部が前記所定時間内に長尺ろう材10の端部に到達するように、短尺ろう材20の寸法ばらつきの程度に応じて設定される。
The
次に、制御部31は、前記所定時間が経過すると、図4(B)及び図11(C)に示すようにクランプ駆動部56を制御して短尺ろう材20をクランプする。このクランプ動作は、クランプ駆動部54の動作と同様であるので、説明を省略する。
Next, when the predetermined time elapses, the
次に、制御部31は、クランプ駆動部56のピストン562が後退端まで後退したことを示す信号を受けると、図4(D)及び図12(A)に示すように第1送り機構12及び第2送り機構22を制御してピストン122及びピストン222を後退させる。
Next, when the
次に、制御部31は、ピストン122及びピストン222が後退端まで後退したことを示す信号を受けると、図12(B)に示すように駆動部57を制御してピストン572を前進させる。具体的には、図6(B)に示す状態から駆動部57のピストン572が前進し始めるとき、長尺ろう材10及び短尺ろう材20は、端部同士が当接した状態であり、かつ第1クランプ部53及び第2クランプ部55にクランプされた状態である。したがって、ピストン572が前進し始めると、図6(C)に示すように嵌合部573と筒状体62の嵌合穴63との嵌合が解除され、第2クランプ部55の棒状部553及び筒状体62は、第1クランプ部53の棒状部533側には移動せずに静止した状態を維持する。
Next, when the
次に、制御部31は、ピストン572が予め設定された前進端まで前進したことを示す信号を受けると、図12(C)に示すように押圧部59を制御して起動ボタン58を押す。具体的な動作は次の通りである。
Next, when the
駆動部66のピストン662が図7(A)に示す初期位置から前進すると、図7(B)に示すように回動棒67の他端に当接する。そして、ピストン662がさらに前進すると、回動棒67が軸671を中心に回動して回動棒67の一端の角部が起動ボタン58を押し込む。このように本実施形態では、起動ボタン58を押す動作が自動で行われ、作業者が溶接部51周辺のボタンを押す必要がないので、安全性に優れている。
When the
制御部31は、起動ボタン58が押されたことを示す信号を受けると、図略の電源から例えば第1クランプ部53の上方挟持部532と第2クランプ部55の上方挟持部552との間に予め設定された大きさの電圧が印加される。これにより、長尺ろう材10の端部及び短尺ろう材20の端部に電流が流れる。
When the
このとき、第2支持部557は、図6(C)に示すようにばね63によって第1支持部537側に付勢されているので、短尺ろう材20は、長尺ろう材10側に付勢されている(図14(A))。したがって、電流が流れて長尺ろう材10の端部及び短尺ろう材20の端部の温度が上昇すると前記端部が溶融して付勢力の方向に変形するので、第2支持部557が第1支持部537側に移動し、短尺ろう材20が長尺ろう材10側に移動する(図6(D))。これにより、長尺ろう材10と短尺ろう材20の端部同士が溶接(溶着)される。溶接されて一体化したろう材Bは、前述したように付勢されながら溶着するので、図14(B)に示すように半径方向外側に広がるように変形している。この溶接時に短尺ろう材20が長尺ろう材10側に移動する距離は、前記角度θを調節することによって適宜調整可能である。この距離は、例えば1mm程度に調整することができる。
At this time, as shown in FIG. 6C, the
次に、制御部31は、溶接が完了したことを示す信号を受けると、図13(A)に示すように押圧部59を制御してピストン662を後退させ、図7(D)に示すように回動棒67を初期位置に戻す。
Next, when receiving a signal indicating that welding has been completed, the
また、制御部31は、図2(D)に示すように駆動部139を制御して第1受部11を後退位置Prに後退させる。図2(E)に示すように第1受部11が後退位置Prに配置されると、上面115に載置されていた長尺ろう材10が載置面111に載置される。また、これとほぼ同時に、制御部31は、回転部133を所定方向(図2(E)における時計回り)に回転させて溝135に1本の長尺ろう材10を収容する。また、制御部31は、図3(D)に示すように駆動部235を制御して第2受部21を後退位置Prに後退させる。
Further, as shown in FIG. 2D, the
次に、制御部31は、第1受部11及び第2受部21が後退位置Prに後退したことを示す信号を受けると、図5(E)及び図13(B)に示すように、クランプ駆動部54及びクランプ駆動部56を制御して第1クランプ部53及び第2クランプ部55によるクランプを解除する。クランプが解除されると、溶接により一体化されたろう材Bは下方に自然落下する。
Next, when the
一体化したろう材Bは、長い方の長尺ろう材10側に重心があるので、図8(B)に示すように落下する際に姿勢が傾斜しやすい。このように溶接後のろう材Bの姿勢が傾斜すると、図8(D)に示すようにろう材Bが溶接装置の一部にひっかかることがある。そこで、本実施形態では、短尺ろう材20側の部位の上方に規制部材60が設けられているので、図8(B)に示すように短尺ろう材20側の部位が規制部材60に当接すると、この部位がそれ以上上方には移動するのを規制できる。これにより、図8(C)に示すように、一体化されたろう材Bを円滑に下方に落下させて回収することができる。
Since the integrated brazing material B has a center of gravity on the
最後に、制御部31は、第1クランプ部53及び第2クランプ部55によるクランプが解除されたことを示す信号を受けてから所定時間経過後(例えば2秒後)に、クランプ駆動部54及びクランプ駆動部56を制御して第1クランプ部53及び第2クランプ部55を閉じる(図5(F)及び図13(C))。以上で自動溶接装置の1サイクルの動作が完了する。
Finally, the
<実施の形態の概要>
前記実施形態をまとめると、以下の通りである。
<Outline of the embodiment>
The embodiment is summarized as follows.
前記実施形態では、第1送り機構12と第2送り機構22とが制御部31により制御されることによって、第1受部11に載置された長尺ろう材10を溶接位置Pに送り、第2受部21に載置された短尺ろう材20を溶接位置Pに送って長尺ろう材10の端部と短尺ろう材20の端部とを当接させることができる。このように本実施形態では、従来、作業者の手作業により行われていたろう材の位置合わせ作業をろう材供給機構によって自動で行うことができるので、この作業に要していた作業者の作業時間を削減することができる。これにより、ろう材の端部同士の接合にかかるコストを低減することができる。また、自動化により溶接の効率が向上すれば、燃料(酸素、天然ガスなど)の使用量を低減してコストダウンを図ることができる。
In the said embodiment, the
また、前記実施形態では、第1受部11は、長尺ろう材10の長手方向が溶接位置Pに向いた姿勢を維持したまま長尺ろう材10を溶接位置Pに案内可能な側面113を有しており、第2受部21は、短尺ろう材20の長手方向が溶接位置Pに向いた姿勢を維持したまま短尺ろう材20を溶接位置Pに案内可能な側面213を有している。したがって、長尺ろう材10及び短尺ろう材20は、対応する側面213により溶接位置Pに正確に案内される。これにより、長尺ろう材10及び短尺ろう材20の位置合わせの精度をより向上させることができるので、接合品質のばらつき(溶接箇所の位置ずれ、ろう材のたれなど)を低減することができる。また、接合品質が向上すれば、ろう材を用いて実際にろう付けを行う際に、部品(例えば配管など)に異物が混入したり、部品にろう材がたれて付着するなどの不具合が生じるのを抑制できる。また、接合品質が向上すれば、ろう付け作業中にろう材の接合箇所が割れるなどの不具合が生じるのを抑制できる。
Moreover, in the said embodiment, the
また、前記実施形態では、制御部31は、第1補給機構13を制御して、回転部133の溝135に長尺ろう材10が収容された状態で溝135が斜め下方又は下方に向くまで回転部133を回転させることにより、長尺ろう材10を溝135から落下させて長尺ろう材10を第1受部11に補給する。したがって、本実施形態では、保持部131に複数本の長尺ろう材10を保持させておくことにより、長尺ろう材10を1本ずつ第1受部11に補給することができる。
Moreover, in the said embodiment, the
また、この回転部133を用いることにより、ろう材が長尺である場合であっても、第1受部11にろう材を1本ずつ円滑に供給することができる。すなわち、長尺のろう材は必然的に湾曲しやすい。したがって、湾曲の度合いが大きい場合には、第2補給機構23のような補給機構を用いるとガイド部233の内部でろう材がつまってしまうことがある。一方、第1補給機構13では、回転部133の溝135に1本ずつ収容する形態であるので、上記のようなつまりが生じるのを抑制できる。
Further, by using the
また、前記実施形態では、回転部133を備えているので、長尺ろう材10は、回転部133の溝135に収容され、回転部133の回転によって溝135から第1受部11側に自然落下する。これにより、長尺ろう材10を1本ずつ第1受部11側に送ることができる。
In the above embodiment, since the
また、前記実施形態では、回転部133の溝135から第1受部11側に落下した長尺ろう材10がガイド部137に第1受部11の上面115に案内され、第1受部11を後退位置Prに移動させることにより、第1受部11の載置面111に長尺ろう材10を載置することができる。
In the embodiment, the long
また、前記実施形態では、第2補給機構23を備えているので、ガイド部233に複数本の短尺ろう材20を保持させておくことにより、短尺ろう材20を1本ずつ第2受部21の前記段差に補給することができる。
In the embodiment, since the
また、前記実施形態では、ろう材供給機構41により供給される長尺ろう材10と短尺ろう材20を、これらの端部同士が当接した状態でクランプ部53によってクランプすることができ、このようにクランプされた状態で長尺ろう材10の端部及び短尺ろう材20の端部に電流を供給することができる。これにより、長尺ろう材10の端部と短尺ろう材20の端部が溶接される。
Moreover, in the said embodiment, the long
また、前記実施形態では、ろう材の落下時に姿勢が傾斜するのを規制する規制部材60を備えているので、たとえ長尺ろう材10と短尺ろう材20の長さが異なる場合であっても、溶接後のろう材を円滑に回収することができる。
Moreover, in the said embodiment, since it has the
また、前記実施形態では、制御部31は、まず、規定長さを有する長尺ろう材10を溶接位置Pに向かって予め定められた距離だけ送ってクランプし、その後、短尺ろう材20の端部が長尺ろう材10の端部に当接するまで短尺ろう材20を溶接位置Pに向かって送ってクランプする。したがって、たとえ短尺ろう材20の長さが一定ではなくても、長尺ろう材10及び短尺ろう材20を正確に位置決めすることができる。
In the embodiment, the
なお、本発明は、前記実施形態に限られるものではなく、その趣旨を逸脱しない範囲で種々変更、改良等が可能である。 Note that the present invention is not limited to the above-described embodiment, and various modifications and improvements can be made without departing from the spirit of the present invention.
例えば、前記実施形態では、第1ろう材が規定の長さを有する長尺のろう材であり、第2ろう材がある程度の範囲内でばらつきのある長さを有する短尺ろう材である場合を例に挙げて説明したが、これに限定されない。例えば、第2ろう材が規定の長さを有するものであってもよい。また、第1ろう材がばらつきのある長さを有するものであってもよい。また、第1ろう材と第2ろう材が同程度の長さであってもよい。また、第2ろう材の方が第1ろう材よりも長くてもよい。また、第1ろう材及び第2ろう材は、円柱形状に限定されず、例えば角柱形状であってもよい。さらに、第1ろう材と第2ろう材の太さは異なっていてもよい。 For example, in the embodiment, the first brazing material is a long brazing material having a specified length, and the second brazing material is a short brazing material having a length that varies within a certain range. Although described as an example, the present invention is not limited to this. For example, the second brazing material may have a specified length. Further, the first brazing material may have a length that varies. Further, the first brazing material and the second brazing material may have the same length. Further, the second brazing material may be longer than the first brazing material. Further, the first brazing material and the second brazing material are not limited to a cylindrical shape, and may be, for example, a prismatic shape. Furthermore, the thickness of the first brazing material and the second brazing material may be different.
また、前記実施形態では、第1送り機構及び第2送り機構としてシリンダを用いた場合を例示したが、これに限定されない。 Moreover, in the said embodiment, although the case where a cylinder was used as a 1st feed mechanism and a 2nd feed mechanism was illustrated, it is not limited to this.
また、シリンダのピストンの先端には、樹脂製のカバーが取り付けられていてもよい。また、第1受部11の載置面111、第2受部21の載置面211、溶接後のろう材Bが落下して着地する図略の着地面などには、樹脂製のカバーを取り付けてろう材の滑りをよくすることもできる。
Moreover, the resin-made cover may be attached to the front-end | tip of the piston of a cylinder. Also, a resin cover is placed on the mounting
10 長尺ろう材
11 第1受部
111 載置面
113 側面
115 上面
12 第1送り機構
13 第1補給機構
131 保持部
132 傾斜面
133 回転部
135 溝
137 ガイド部
20 短尺ろう材
21 第2受部
211 載置面
213 側面
215 上面
22 第2送り機構
23 第2補給機構
231 保持部
232 傾斜面
233 ガイド部
235 駆動部
31 制御部
41 ろう材供給機構
51 溶接部
53 第1クランプ部
55 第2クランプ部
60 規制部材
71 自動溶接装置
10
Claims (9)
前記第1ろう材(10)が載置される載置面(111)を有する第1受部(11)と、
前記溶接装置において前記端部同士が溶接される溶接位置(P)を挟んで前記第1受部(11)に対向する位置に設けられ、前記第2ろう材(20)が載置される載置面(211)を有する第2受部(21)と、
前記第1受部(11)に載置された前記第1ろう材(10)を前記溶接位置(P)に送る第1送り機構(12)と、
前記第2受部(21)に載置された前記第2ろう材(20)を前記溶接位置(P)に送る第2送り機構(22)と、
前記第1送り機構(12)及び前記第2送り機構(22)の動作を制御して前記第1ろう材(10)の端部と前記第2ろう材(20)の端部とを当接させる制御部(31)と、を備えているろう材供給機構。 The first brazing material (10) and the second brazing material (20) are used in a welding apparatus for welding the ends of the rod-shaped first brazing material (10) and the rod-shaped second brazing material (20). A brazing material supply mechanism for supplying,
A first receiving part (11) having a placement surface (111) on which the first brazing material (10) is placed;
In the welding apparatus, the mounting is provided at a position facing the first receiving portion (11) across the welding position (P) where the end portions are welded to each other, and the second brazing material (20) is placed thereon. A second receiving part (21) having a placement surface (211);
A first feed mechanism (12) for feeding the first brazing material (10) placed on the first receiving part (11) to the welding position (P);
A second feed mechanism (22) for feeding the second brazing material (20) placed on the second receiving part (21) to the welding position (P);
The operation of the first feed mechanism (12) and the second feed mechanism (22) is controlled so that the end of the first brazing material (10) and the end of the second brazing material (20) are brought into contact with each other. A brazing material supply mechanism comprising a control unit (31).
前記第1受部(11)は、その載置面(111)から上方又は斜め上方に起立する側面(113)をさらに有し、この側面(113)は、前記第1ろう材(10)の長手方向が前記溶接位置(P)に向いた姿勢を維持したまま前記第1ろう材(10)を前記溶接位置(P)に案内可能であり、
前記第2受部(21)の前記載置面(211)は、前記溶接位置(P)に向かって延び、前記第2ろう材(20)の長手方向が前記溶接位置(P)に向いた姿勢で前記第2ろう材(20)を載置可能であり、前記溶接位置(P)を挟んで前記第1受部(11)の前記載置面(111)とほぼ直線状に並び、
前記第2受部(21)は、その載置面(211)から上方又は斜め上方に起立する側面(213)をさらに有し、この側面(213)は、前記第2ろう材(20)の長手方向が前記溶接位置(P)に向いた姿勢を維持したまま前記第2ろう材(20)を前記溶接位置(P)に案内可能である、請求項1に記載のろう材供給機構。 The mounting surface (111) of the first receiving portion (11) extends toward the welding position (P), and the longitudinal direction of the first brazing material (10) faces the welding position (P). The first brazing material (10) can be placed in a posture;
The first receiving portion (11) further includes a side surface (113) that stands upward or obliquely upward from the mounting surface (111), and the side surface (113) is formed of the first brazing material (10). The first brazing material (10) can be guided to the welding position (P) while maintaining a posture in which the longitudinal direction is directed to the welding position (P),
The placement surface (211) of the second receiving part (21) extends toward the welding position (P), and the longitudinal direction of the second brazing material (20) faces the welding position (P). The second brazing material (20) can be placed in a posture, and is arranged substantially linearly with the placement surface (111) of the first receiving part (11) across the welding position (P),
The second receiving portion (21) further includes a side surface (213) that stands upward or obliquely upward from the mounting surface (211), and the side surface (213) is formed of the second brazing material (20). The brazing material supply mechanism according to claim 1, wherein the second brazing material (20) can be guided to the welding position (P) while maintaining a posture in which a longitudinal direction is directed to the welding position (P).
前記第1補給機構(13)は、
下方に傾斜する傾斜面(132)を有し、この傾斜面(132)の傾斜方向に各第1ろう材(10)の長手方向に直交する方向が向くように複数本の前記第1ろう材(10)を前記傾斜面(132)上に載置可能な保持部(131)と、
前記傾斜面(132)の下端部に隣接した位置に配置され、その軸方向が前記保持部(131)に載置される前記第1ろう材(10)の長手方向とほぼ平行な方向に向く円柱形状を有し、その側面(113)に1本の前記第1ろう材(10)を収容可能な溝(135)が形成され、軸回りに回転可能な回転部(133)と、を有している請求項1又は2に記載のろう材供給機構。 A first replenishment mechanism (13) capable of holding a plurality of the first brazing filler metal (10) and replenishing the first brazing filler metal (10) to the first receiving portion (11) in sequence;
The first supply mechanism (13)
A plurality of the first brazing members are provided so as to have an inclined surface (132) inclined downward, and a direction orthogonal to the longitudinal direction of each first brazing material (10) is directed to the inclination direction of the inclined surface (132). A holding part (131) capable of placing (10) on the inclined surface (132);
It arrange | positions in the position adjacent to the lower end part of the said inclined surface (132), and the axial direction faces the direction substantially parallel to the longitudinal direction of the said 1st brazing material (10) mounted in the said holding | maintenance part (131). A groove (135) having a cylindrical shape and capable of accommodating one of the first brazing filler metal (10) is formed on a side surface (113) thereof, and has a rotating part (133) rotatable around an axis. The brazing material supply mechanism according to claim 1 or 2.
前記第1受部(11)は、前記ガイド部(137)の延設方向に交わる方向に前進後退可能であり、その前端部に前記載置面(111)が形成されており、この載置面(111)よりも後端側には前記載置面(111)よりも上方に上がる段差を介して上面(115)がさらに形成されており、
前記上面(115)と前記ガイド部(137)の下端との隙間は、前記第1ろう材(10)の直径よりも小さく、
前記第1補給機構(13)は、前記第1受部(11)を前進位置と後退位置との間において前進後退させる駆動部(139)をさらに有し、
前記後退位置は、前記第1受部(11)の前記載置面(111)が前記ガイド部(137)の下端と上下方向に対向する位置であり、
前記前進位置は、前記第1受部(11)の前記上面(115)が前記ガイド部(137)の下端と上下方向に対向する位置であるとともに、前記第1受部(11)に載置された前記第1ろう材(10)が前記溶接位置(P)に送られる位置である、請求項4に記載のろう材供給機構。 The first supply mechanism (13) extends downward or obliquely downward toward the first receiving portion (11) and extends from the groove (135) of the rotating portion (133) to the first receiving portion. (11) A guide portion (137) for replenishing the first receiving portion (11) with the first brazing material (10) dropped to the side,
The first receiving portion (11) can be moved forward and backward in a direction intersecting with the extending direction of the guide portion (137), and the mounting surface (111) is formed at the front end portion thereof. An upper surface (115) is further formed on the rear end side of the surface (111) via a step rising upward from the mounting surface (111).
The gap between the upper surface (115) and the lower end of the guide portion (137) is smaller than the diameter of the first brazing material (10),
The first supply mechanism (13) further includes a drive part (139) for moving the first receiving part (11) forward and backward between the forward movement position and the backward movement position,
The retracted position is a position where the placement surface (111) of the first receiving part (11) faces the lower end of the guide part (137) in the vertical direction,
The advance position is a position where the upper surface (115) of the first receiving portion (11) faces the lower end of the guide portion (137) in the vertical direction, and is placed on the first receiving portion (11). The brazing filler metal supply mechanism according to claim 4, wherein the first brazing filler metal (10) is a position to be sent to the welding position (P).
前記第2補給機構(23)は、前記第2受部(21)に向かって下方又は斜め下方に延設されるとともに、各第2ろう材(20)の長手方向に直交する方向に複数本の前記第2ろう材(20)が1列に並ぶように保持されるガイド部(233)を有し、
前記第2受部(21)は、前記ガイド部(233)の延設方向に交わる方向に前進後退可能であり、その前端部に前記載置面(211)が形成されており、この載置面(211)よりも後端側には前記載置面(211)よりも上方に上がる段差を介して上面(215)がさらに形成されており、
前記上面(215)と前記ガイド部(233)の下端との隙間は、前記第2ろう材(20)の直径よりも小さく、
前記第2補給機構(23)は、前記第2受部(21)を前進位置と後退位置との間において前進後退させる駆動部(235)をさらに有し、
前記後退位置は、前記第2受部(21)の前記載置面(211)が前記ガイド部(233)の下端と上下方向に対向する位置であり、
前記前進位置は、前記第2受部(21)の前記上面(215)が前記ガイド部(233)の下端と上下方向に対向する位置であるとともに、前記第2受部(21)に載置された前記第2ろう材(20)が前記溶接位置(P)に送られる位置である、請求項1〜5のいずれか1項に記載のろう材供給機構。 A second replenishing mechanism (23) capable of holding a plurality of the second brazing filler metals (20) and replenishing the second brazing filler metal (20) sequentially to the second receiving portion (21);
The second supply mechanism (23) extends downward or obliquely downward toward the second receiving portion (21), and a plurality of the second supply mechanisms (23) extend in a direction perpendicular to the longitudinal direction of each second brazing material (20). The second brazing material (20) of the guide portion (233) that is held in a row,
The second receiving portion (21) can be advanced and retracted in a direction intersecting with the extending direction of the guide portion (233), and the mounting surface (211) is formed at the front end portion thereof. An upper surface (215) is further formed on the rear end side of the surface (211) via a step rising upward from the mounting surface (211).
The gap between the upper surface (215) and the lower end of the guide portion (233) is smaller than the diameter of the second brazing material (20),
The second supply mechanism (23) further includes a drive part (235) for moving the second receiving part (21) forward and backward between the forward movement position and the backward movement position,
The retracted position is a position where the placement surface (211) of the second receiving portion (21) faces the lower end of the guide portion (233) in the vertical direction,
The forward movement position is a position where the upper surface (215) of the second receiving part (21) faces the lower end of the guide part (233) in the vertical direction, and is placed on the second receiving part (21). The brazing filler metal supply mechanism according to any one of claims 1 to 5, wherein the second brazing filler metal (20) is sent to the welding position (P).
前記溶接位置(P)において前記第1ろう材(10)と前記第2ろう材(20)を溶接する溶接部(51)と、を備えた自動溶接装置であって、
前記溶接部(51)は、前記ろう材供給機構(41)により供給される前記第1ろう材(10)と前記第2ろう材(20)を、これらの端部同士が当接した状態でクランプするクランプ部(53)を有し、前記クランプ部(53)によりクランプされた前記第1ろう材(10)と前記第2ろう材(20)の端部に電流を供給可能なように構成されている自動溶接装置。 The brazing filler metal supply mechanism (41) according to any one of claims 1 to 6,
An automatic welding apparatus comprising a welded portion (51) for welding the first brazing material (10) and the second brazing material (20) at the welding position (P),
The weld portion (51) is configured such that the first brazing material (10) and the second brazing material (20) supplied by the brazing material supply mechanism (41) are in contact with each other. A clamp part (53) for clamping is provided, and a current can be supplied to the end parts of the first brazing material (10) and the second brazing material (20) clamped by the clamping part (53). Automatic welding equipment.
前記第1送り機構(12)を制御して前記第1ろう材(10)を前記溶接位置(P)に向かって、前記第1ろう材(10)の規定長さに基づいて予め定められた距離だけ送った後、前記クランプ部(53)を制御して前記第1ろう材(10)をクランプし、
その後、前記第2送り機構(22)を制御して前記第2ろう材(20)の端部が前記第1ろう材(10)の端部に当接するまで前記第2ろう材(20)を前記溶接位置(P)に向かって送った後、前記クランプ部(53)を制御して前記第2ろう材(20)をクランプし、
その後、前記第1ろう材(10)の端部及び前記第2ろう材(20)の端部に電流を供給する、請求項7又は8に記載の自動溶接装置。 The control unit (31)
The first feeding mechanism (12) is controlled to move the first brazing material (10) toward the welding position (P) based on a predetermined length of the first brazing material (10). After sending the distance, the clamp part (53) is controlled to clamp the first brazing material (10),
Thereafter, the second brazing material (20) is controlled by controlling the second feeding mechanism (22) until the end of the second brazing material (20) contacts the end of the first brazing material (10). After feeding toward the welding position (P), the clamp part (53) is controlled to clamp the second brazing material (20),
9. The automatic welding apparatus according to claim 7, wherein a current is supplied to an end portion of the first brazing material (10) and an end portion of the second brazing material (20).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010255800A JP5392238B2 (en) | 2010-11-16 | 2010-11-16 | Brazing material supply mechanism and automatic welding apparatus equipped with the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010255800A JP5392238B2 (en) | 2010-11-16 | 2010-11-16 | Brazing material supply mechanism and automatic welding apparatus equipped with the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012106253A true JP2012106253A (en) | 2012-06-07 |
| JP5392238B2 JP5392238B2 (en) | 2014-01-22 |
Family
ID=46492469
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010255800A Expired - Fee Related JP5392238B2 (en) | 2010-11-16 | 2010-11-16 | Brazing material supply mechanism and automatic welding apparatus equipped with the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5392238B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103056475A (en) * | 2013-01-15 | 2013-04-24 | 广州松兴电器有限公司 | Method and device for detecting tensioning of brazing filler metal during automatic braze welding |
| CN105397229A (en) * | 2015-12-21 | 2016-03-16 | 广州亨龙智能装备股份有限公司 | Inverse armature brazing machine with double feeding of brazing wire belts and welding technology thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62196214A (en) * | 1986-02-24 | 1987-08-29 | Miyano:Kk | Material feeder |
| JPS63180381A (en) * | 1987-01-23 | 1988-07-25 | Sanou Kogyo Kk | Piping joining method |
| JPS63150780U (en) * | 1987-03-26 | 1988-10-04 | ||
| JPH01218774A (en) * | 1988-02-26 | 1989-08-31 | Tokai Rika Co Ltd | Butt welding method and press die used therefor |
| JPH0417036U (en) * | 1990-05-30 | 1992-02-12 | ||
| JPH0732149A (en) * | 1993-07-16 | 1995-02-03 | Isuzu Motors Ltd | Continuous welding machine for filler rod |
| JP2006061982A (en) * | 2004-08-24 | 2006-03-09 | Sekine Denki Kojibu:Kk | Joining member for welding rods |
-
2010
- 2010-11-16 JP JP2010255800A patent/JP5392238B2/en not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62196214A (en) * | 1986-02-24 | 1987-08-29 | Miyano:Kk | Material feeder |
| JPS63180381A (en) * | 1987-01-23 | 1988-07-25 | Sanou Kogyo Kk | Piping joining method |
| JPS63150780U (en) * | 1987-03-26 | 1988-10-04 | ||
| JPH01218774A (en) * | 1988-02-26 | 1989-08-31 | Tokai Rika Co Ltd | Butt welding method and press die used therefor |
| JPH0417036U (en) * | 1990-05-30 | 1992-02-12 | ||
| JPH0732149A (en) * | 1993-07-16 | 1995-02-03 | Isuzu Motors Ltd | Continuous welding machine for filler rod |
| JP2006061982A (en) * | 2004-08-24 | 2006-03-09 | Sekine Denki Kojibu:Kk | Joining member for welding rods |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103056475A (en) * | 2013-01-15 | 2013-04-24 | 广州松兴电器有限公司 | Method and device for detecting tensioning of brazing filler metal during automatic braze welding |
| CN105397229A (en) * | 2015-12-21 | 2016-03-16 | 广州亨龙智能装备股份有限公司 | Inverse armature brazing machine with double feeding of brazing wire belts and welding technology thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5392238B2 (en) | 2014-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106132610B (en) | Manufacturing apparatus and manufacturing method | |
| KR20150020306A (en) | Electronic component feeding apparatus, electronic component mounting apparatus and electronic component mounting method | |
| JP2010284705A (en) | Nut supply apparatus to bonding machine | |
| US20120104077A1 (en) | Automatic soldering apparatus and soldering method thereof | |
| JP6366561B2 (en) | Soldering apparatus and soldering method | |
| JPH11165224A (en) | Automatically press-fitting device for part | |
| KR101518025B1 (en) | Apparatus for welding motor controller parts | |
| JP2017018976A (en) | Horizontal type automatic welder | |
| JP5392238B2 (en) | Brazing material supply mechanism and automatic welding apparatus equipped with the same | |
| JPWO2007013172A1 (en) | Long round material feeder | |
| JPWO2016170637A1 (en) | Component mounter, component mounter control method, component mounter control program, recording medium, component mount system | |
| KR101508640B1 (en) | Auto knurling machine with moving knurling tool rail | |
| KR101034625B1 (en) | A Jig for automatic Welding device | |
| US8495962B2 (en) | Sewing machine with sequin feeder device | |
| US20220250189A1 (en) | Joining component manufacturing apparatus | |
| JP2007000909A (en) | Laser beam welding equipment and laser beam welding method | |
| JP2007014962A (en) | Nut feeder | |
| CN114161062A (en) | Automatic series welding machine for solar cell panel | |
| JP2012166259A (en) | One side spot welding equipment | |
| JP6818973B2 (en) | Handa processing equipment | |
| CN114654050A (en) | Repair cold welding equipment | |
| KR20100088804A (en) | Jig for changing the parts of a welding torch and automatic changing system having the same | |
| JP2008302488A (en) | Part feeding method and part feeding head | |
| WO2022270003A1 (en) | Bolt feeder | |
| JP7181328B2 (en) | Axial feeder and method of supplying axial lead parts by axial feeder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130422 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130917 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130930 |
|
| LAPS | Cancellation because of no payment of annual fees |