JP2012015448A - Flexible copper clad laminate and manufacturing method of the same, and circuit board using the same - Google Patents
Flexible copper clad laminate and manufacturing method of the same, and circuit board using the same Download PDFInfo
- Publication number
- JP2012015448A JP2012015448A JP2010153039A JP2010153039A JP2012015448A JP 2012015448 A JP2012015448 A JP 2012015448A JP 2010153039 A JP2010153039 A JP 2010153039A JP 2010153039 A JP2010153039 A JP 2010153039A JP 2012015448 A JP2012015448 A JP 2012015448A
- Authority
- JP
- Japan
- Prior art keywords
- copper
- copper plating
- layer
- clad laminate
- polyimide resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Abstract
Description
この発明は無電解銅めっきにより銅層を形成したフレキシブル銅張積層板に関する。さらに詳しくはポリイミド樹脂と無電解銅めっき層との密着度を十分に高めた、片面又は両面に銅層を形成したフレキシブル銅張積層板に関するものである。 The present invention relates to a flexible copper clad laminate having a copper layer formed by electroless copper plating. More specifically, the present invention relates to a flexible copper-clad laminate in which a copper layer is formed on one side or both sides with sufficiently increased adhesion between a polyimide resin and an electroless copper plating layer.
近年携帯用電子機器等においては様々な機能が増えてきて、小さな容器のなかに多くの部品を組み込む必要が益々急増してきている。そのためには部品を搭載するプリント基板には微細な配線パターンが可能で、かつ容易に折り曲げられるフレキシブル配線基板が多用されてきており、その大部分はポリイミドフィルムが使用されている。 In recent years, various functions have been increasing in portable electronic devices and the like, and the necessity of incorporating many parts in a small container has been increasing rapidly. For this purpose, a flexible wiring board that can be finely bent and easily bent has been widely used for a printed circuit board on which components are mounted, and most of which uses a polyimide film.
これらフレキシブル配線基板の形成には、銅層が厚い(例えば厚さ10〜20μm)フレキシブル銅張積層板を使用し、配線に関係の無い銅層部分をエッチング液により除去するサブトラティブ工法が採用されていたが、微細化には限界があった。そこで近年注目をあびているのがセミアディティブ工法と呼ばれているもので、極薄の銅層(例えば厚さ1μm前後)からなるフレキシブル銅張積層板の銅層の上に、配線部分にのみ電気銅めっきにより厚い銅層を形成してフレキシブル配線基板とするものである。この工法で重要なのは極薄のフレキシブル銅張積層板であるが、無電解めっきタイプとスパッタタイプとがあり、現在市販されているのはスパッタタイプだけである。 These flexible wiring boards are formed using a subtractive method that uses a flexible copper-clad laminate with a thick copper layer (for example, a thickness of 10 to 20 μm) and removes the copper layer unrelated to the wiring with an etching solution. However, there was a limit to miniaturization. Therefore, what has been attracting attention in recent years is the so-called semi-additive method, in which only the wiring part is electrically connected to the copper layer of a flexible copper-clad laminate consisting of an extremely thin copper layer (eg, about 1 μm thick). A thick copper layer is formed by copper plating to form a flexible wiring board. What is important in this method is an ultra-thin flexible copper-clad laminate, but there are electroless plating types and sputter types, and only the sputter type is currently on the market.
スパッタタイプは乾式めっき法とも呼ばれ、スパッタ、蒸着などにより極薄層(例えば数百オングストローム〜数千オングストローム厚さ)を形成し、その後電解銅めっきで厚膜層を形成している。また電解銅めっきの前に無電解銅めっきを施す場合もある。このスパッタタイプでは、スパッタや蒸着で銅層を形成した場合、基材の樹脂特にフレキシブル配線基板に使用されているポリイミド樹脂に対しては密着強度が弱いため、ニッケルやクロムあるいは他の金属並びにそれらの合金をもってスパッタや蒸着で形成されたタフ層と呼ばれるポリイミドと密着の強い層を形成することが一般的であった。しかしこのタフ層も厚さが薄いと150℃の加熱後の密着強度が低下することもあった。
そこでこのタフ層を厚くして密着強度の低下を防ぐ改善策がなされてきた。しかしながら、後工程においてタフ層が厚くなればタフ層を除去する際に処理時間が長くなったり、銅配線部分に対して全体がやせ細ったり、配線部分の裾野部分からサイドエッチング現象が進行したりするという欠点が生じた。
The sputter type is also called a dry plating method, in which an ultrathin layer (for example, several hundred angstroms to several thousand angstroms thick) is formed by sputtering, vapor deposition, etc., and then a thick film layer is formed by electrolytic copper plating. In some cases, electroless copper plating is performed before electrolytic copper plating. In this sputter type, when the copper layer is formed by sputtering or vapor deposition, the adhesion strength is weak to the base resin, especially the polyimide resin used in the flexible wiring board, so nickel, chromium, other metals, and those It was common to form a layer closely adhered to polyimide called a tough layer formed by sputtering or vapor deposition with the above alloy. However, if this tough layer is too thin, the adhesion strength after heating at 150 ° C. may be lowered.
Therefore, improvement measures have been made to increase the thickness of the tough layer to prevent a decrease in adhesion strength. However, if the tough layer becomes thicker in the subsequent process, the processing time becomes longer when the tough layer is removed, the entire copper wiring part is thinned, or the side etching phenomenon proceeds from the skirt part of the wiring part. The shortcoming occurred.
一方無電解めっき法は様々な方法が公開されているが、大半は無電解ニッケルめっきに関するものである。無電解ニッケルめっきは一般にリン又はボロンを共析させる方法しかなく、これらのリンやボロンがニッケルと合金を形成すると合金層の硬さは大きくなり、フレキシブル性に大きな影響があることが指摘されている。またニッケル合金層を除去する必要からスパッタ方式と同様にサイドエッチング現象が生じるという欠点が生じた。
他方無電解銅めっき方式についてもいくつか提案されていて、ポリイミド樹脂の表面をプラズマ処理やオゾン処理、さらには過マンガン酸溶液処理や高濃度アルカリ金属水酸化物溶液処理などでポリイミドを開環させる方法などがある。しかしながらこれらの方法では加熱後の密着強度が低下するという欠点は解消されなかった。これらの処理はポリイミド樹脂を過度に脆化させるため、たとえ初期の密着力が高くても、加熱処理により脆化が進み密着力を低下させるものと考えられる。
On the other hand, various methods of electroless plating have been disclosed, but most are related to electroless nickel plating. Electroless nickel plating generally has a method of co-depositing phosphorus or boron, and it has been pointed out that when these phosphorus and boron form an alloy with nickel, the hardness of the alloy layer increases, which has a great influence on flexibility. Yes. Further, since the nickel alloy layer needs to be removed, a side etching phenomenon occurs as in the sputtering method.
On the other hand, some electroless copper plating methods have also been proposed. The polyimide is opened by plasma treatment, ozone treatment, permanganic acid solution treatment or high-concentration alkali metal hydroxide solution treatment, etc. There are methods. However, these methods have not solved the disadvantage that the adhesion strength after heating decreases. Since these treatments cause the polyimide resin to become brittle excessively, even if the initial adhesive strength is high, the thermal treatment is considered to cause brittleness and reduce the adhesive strength.
これに対してウェットブラスト処理により無電解銅めっきの密着性を向上したのが特許文献1である。樹脂表面の適切な粗化により密着強度を確保したものであるが、砥粒の粒度が大きいため表面粗度も大きくなりがちであった。表面粗度が大きいと銅めっき処理後の銅表面の平坦性を確保することが難しくなるという問題があった。
以上の結果から、製造ラインで使用できる無電解銅めっきプロセスを用いて、初期及び加熱後の密着力が保持された無電解銅めっき層で形成された銅張積層板はいままで実用化されてなかった。
On the other hand, Patent Document 1 improved the adhesion of electroless copper plating by wet blasting. Although the adhesion strength is ensured by appropriate roughening of the resin surface, the surface roughness tends to increase due to the large grain size of the abrasive grains. When the surface roughness is large, there is a problem that it is difficult to ensure the flatness of the copper surface after the copper plating process.
From the above results, the copper-clad laminate formed with the electroless copper plating layer that maintains the initial and post-heating adhesion using the electroless copper plating process that can be used in the production line has been put into practical use until now. There wasn't.
そこで、無電解銅めっき層とポリイミド樹脂とが直接接合して形成されたフレキシブル銅張積層板において、ポリイミド樹脂の表面粗度が小さく、かつ初期及び150℃240時間の加熱後の密着強度が0.30N/mm以上維持することが出来るフレキシブル銅張積層板を提供することを目的とする。 Therefore, in a flexible copper clad laminate formed by directly bonding an electroless copper plating layer and a polyimide resin, the surface roughness of the polyimide resin is small, and the adhesion strength after heating at 150 ° C. for 240 hours at the initial stage is 0. It is an object of the present invention to provide a flexible copper clad laminate that can be maintained at 30 N / mm or more.
本発明は、上記の従来技術の問題点に鑑み、鋭意検討した結果、電気抵抗試験法による累積高さ50%点の中心粒子径が1.0μm以上10μm未満の多角状粒子を液体に1〜35重量%分散させたスラリーを、0.1〜0.4MPaに加圧された圧縮空気と混合して高圧噴射させるウェットブラスト処理でポリイミド樹脂表面を粗化する第1の段階と、
少なくともポリイミド樹脂表面に触媒粒子を吸着し易くする改質を行う工程と、改質された表面に触媒粒子を付与する工程と、付与された触媒粒子を活性化する工程と、活性化された触媒粒子に無電解銅めっきを析出させる工程とを含む第2の段階により形成されていて、
さらにアルカリ成分としてアルカリ金属水酸化物の濃度が2.5g/L〜7.0g/Lである無電解銅めっき液、又は、pHが7.0〜10.0であるアルカリ金属水酸化物を含まない無電解銅めっき液で銅層を形成することにより、
表面粗度を小さく、かつ初期及び加熱後の密着強度を確保したフレキシブル銅張積層板を実現することができ、銅張積層板として実用できることを見出した。
In the present invention, as a result of intensive studies in view of the above-described problems of the prior art, polygonal particles having a central particle diameter of 50% cumulative height by an electric resistance test method of 1.0 μm or more and less than 10 μm are added to a liquid. A first step of roughening the polyimide resin surface by wet blasting in which 35% by weight of the dispersed slurry is mixed with compressed air pressurized to 0.1 to 0.4 MPa and jetted at a high pressure;
A step of modifying to facilitate adsorption of catalyst particles on at least the surface of the polyimide resin, a step of applying catalyst particles to the modified surface, a step of activating the applied catalyst particles, and an activated catalyst And a step of depositing electroless copper plating on the particles,
Further, an electroless copper plating solution having an alkali metal hydroxide concentration of 2.5 g / L to 7.0 g / L as an alkali component, or an alkali metal hydroxide having a pH of 7.0 to 10.0. By forming a copper layer with an electroless copper plating solution not included,
It has been found that a flexible copper-clad laminate having a small surface roughness and ensuring initial and post-heating adhesion strength can be realized and can be practically used as a copper-clad laminate.
本発明においては、ポリイミド樹脂表面をウェットブラスト法により物理的に粗化するとともに、その上に金属触媒を付与した後に低アルカリの無電解銅めっき液により無電解銅めっき層をポリイミド樹脂上に直接析出して銅層を形成することにより、銅以外の金属層の形成を不要とし、かつポリイミド表面の粗度を小さくし、かつ初期及び加熱処理後の密着強度を十分得ることができる、実用できるフレキシブル銅張積層板を実現するものである。 In the present invention, the surface of the polyimide resin is physically roughened by a wet blast method, and after applying a metal catalyst thereon, the electroless copper plating layer is directly applied onto the polyimide resin with a low alkali electroless copper plating solution. By forming a copper layer by precipitation, it is not necessary to form a metal layer other than copper, the roughness of the polyimide surface is reduced, and sufficient initial and post-heat treatment adhesion strength can be obtained. A flexible copper-clad laminate is realized.
本発明は、従来技術の問題点であったポリイミド樹脂と無電解銅めっき層の密着性が弱い、または加熱処理後の密着強度が弱くなるという問題の解消等を目的としてなされたものであって、ポリイミド樹脂基材の表面をウェットブラスト法により粗化する工程と低アルカリの無電解銅めっきにより銅層を形成する工程とを含む工程群の処理によりフレキシブル銅張積層板を製造することを特徴とする。 The present invention was made for the purpose of solving the problem that the adhesion between the polyimide resin and the electroless copper plating layer, which was a problem in the prior art, was weak, or the adhesion strength after heat treatment was weak. A flexible copper-clad laminate is manufactured by a process group including a step of roughening the surface of a polyimide resin substrate by a wet blast method and a step of forming a copper layer by electroless copper plating with low alkali. And
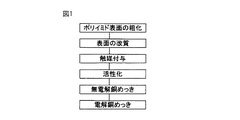
先ず本発明の実施の形態を図1に示す基本的なプロセスに従い説明する。
本発明の形態の主な工程は、先ずポリイミドフィルムを準備し、このフィルムの表面を粗化する工程、粗化されたフィルムの表面を改質する工程、改質されたフィルムの表面に金属触媒を付与する工程、その金属触媒を活性化する工程と、活性化された金属触媒を核にして無電解銅めっきを施して金属層を形成する工程と、必要に応じて追加される電解銅めっきを施して所定の厚みの銅層を形成する工程で構成される。従来、製造ラインで使用できる無電解銅めっきプロセスを用いて、初期及び加熱後の密着力が保持された無電解銅めっき層で形成された銅張積層板を製造することは困難であると考えられ、スパッタを用いたり、ニッケルめっきの上に銅めっきすることが行われていた。しかしながら、本発明者は、特許文献1に開示したウェットブラスト法を利用し、ポリイミド樹脂基材表面の粗度を小さいものとして銅表面の平坦性を高くすることを可能にしながら、製造ラインで使用できるプロセスで特定の工程及び特定の条件を選択して無電解銅めっきを行うと、ポリイミド樹脂に無電解銅めっきを直接に形成する方法で、銅層表面の平坦性が高く、しかも初期及び加熱後の密着力が十分に高い、フレキシブル銅張積層板を製造することができることを見出した。このようなフレキシブル銅張積層板は、従来から長い間、望まれながら、実用化が困難であると考えられていたものであり、本発明によってこのフレキシブル銅張積層板が提供されることの意義は極めて大きいものである。
次にそれぞれの工程を順に追って説明する。
First, an embodiment of the present invention will be described in accordance with a basic process shown in FIG.
The main steps of the embodiment of the present invention are as follows: first, a polyimide film is prepared, the step of roughening the surface of the film, the step of modifying the surface of the roughened film, and the metal catalyst on the surface of the modified film , A step of activating the metal catalyst, a step of forming a metal layer by applying electroless copper plating using the activated metal catalyst as a core, and an electrolytic copper plating to be added as necessary To form a copper layer having a predetermined thickness. Conventionally, using an electroless copper plating process that can be used in a production line, it is difficult to manufacture a copper-clad laminate formed with an electroless copper plating layer that retains the initial and post-heating adhesion. In other words, sputtering has been used or copper plating has been performed on nickel plating. However, the present inventor uses the wet blast method disclosed in Patent Document 1 and uses it in a production line while making it possible to increase the flatness of the copper surface by reducing the roughness of the polyimide resin substrate surface. When electroless copper plating is performed by selecting a specific process and specific conditions in a process that can be performed, the electroless copper plating is directly formed on the polyimide resin. It has been found that a flexible copper clad laminate having a sufficiently high adhesion can be produced later. Such a flexible copper-clad laminate has long been desired, but has been thought to be difficult to put into practical use. The significance of the provision of this flexible copper-clad laminate by the present invention Is extremely large.
Next, each step will be described in order.
まずポリイミド樹脂フィルムを準備する。フレキシブル銅張積層板やフレキシブルプリント配線板の用途で市販されている熱硬化性ポリイミドフィルム、例えば東レ・デュポン(株)製カプトン(登録商標)、(株)カネカ製アピカル(登録商標)、宇部興産(株)製ユーピレックス(登録商標)など、を使用することができる。 First, a polyimide resin film is prepared. Thermosetting polyimide films marketed for flexible copper-clad laminates and flexible printed wiring boards, such as Kapton (registered trademark) manufactured by Toray DuPont, Apical (registered trademark) manufactured by Kaneka, Ube Industries Upilex (registered trademark) manufactured by Co., Ltd. can be used.
次に粗化工程であるが、ウェットブラスト処理に使用される微細粒子の材質にはジルコニア、アルミナ、炭化ケイ素などがあり、本発明ではヌープ硬度が1300〜2500又はモース硬度が7〜15の範囲にあり、電気抵抗試験法による累積高さ50%点での中心粒径が1.0μm以上10μm未満の多角状粒子が最適である。ヌープ硬度が1300〜2500又はモース硬度が7〜15の範囲にあり、電気抵抗試験法による累積高さ50%点での中心粒径が1.0μm以上5μm以下の多角状粒子がより好ましい。 Next, in the roughening step, the fine particles used for wet blasting include zirconia, alumina, silicon carbide and the like. In the present invention, Knoop hardness is 1300-2500 or Mohs hardness is 7-15. Therefore, polygonal particles having a center particle size of 1.0 μm or more and less than 10 μm at an accumulated height of 50% according to the electrical resistance test method are optimal. Polygonal particles having a Knoop hardness of 1300 to 2500 or a Mohs hardness of 7 to 15 and having a center particle size of 1.0 μm or more and 5 μm or less at a cumulative height of 50% according to the electrical resistance test method are more preferable.
微細粒子の硬度が低いと、微細粒子を被処理面に投射した際に処理表面の反発により微細な凹凸が生じ難くなるおそれがある。また硬度が高いと一般に脆くなるため、微細粒子が被処理面などに衝突した際に破砕して粗化の効果が低下するおそれがある。
電気抵抗試験法とはJIS R6002;1998に規定されている測定方法である。
粗面化に用いる多角状粒子の粒径が小さすぎると、ポリイミド樹脂の表面粗度が不足して銅の密着性が不足するおそれがあり、一方、大きすぎると、表面粗度が大きくなりすぎて銅表面の平坦性を確保することが難しくなるおそれがある。
If the hardness of the fine particles is low, there is a possibility that fine irregularities are less likely to occur due to repulsion of the treated surface when the fine particles are projected onto the surface to be treated. Moreover, since it will become weak generally when hardness is high, when a fine particle collides with a to-be-processed surface etc., there exists a possibility that it may crush and the effect of a roughening may fall.
The electrical resistance test method is a measurement method defined in JIS R6002; 1998.
If the particle size of the polygonal particles used for roughening is too small, the surface roughness of the polyimide resin may be insufficient and copper adhesion may be insufficient, while if too large, the surface roughness will be too large. Therefore, it may be difficult to ensure the flatness of the copper surface.
微細粒子の形状は様々あるが、本発明では微細粒子の角が被処理面に衝突することに効果があり、球形の粒子では効果がなかった。本発明において「多角状粒子」とは、複数の角を有する粒子の意味であり、意図的に形成された球状粒子でなければよく、普通の粉砕粒子であることができるが、棒状などであってもよい。 Although there are various shapes of the fine particles, the present invention has an effect in that the corners of the fine particles collide with the surface to be processed, and the spherical particles have no effect. In the present invention, the term “polygonal particle” means a particle having a plurality of corners, and may be a spherical particle that is not intentionally formed, and may be a normal pulverized particle, but may be a rod-like particle. May be.
微細粒子を水または適当な液体に1〜35重量%分散させたスラリーと0.1〜0.4MPaに加圧された圧縮空気との混合体を、樹脂基材の表面に高圧噴射させる。特に5〜20重量%分散させたスラリーを0.25〜0.35MPaに加圧した圧縮空気と混合させて高圧噴射させるとよい。本発明で利用するウェットブラスト処理のその他については、特許文献1が参照される。 A mixture of a slurry in which fine particles are dispersed in water or a suitable liquid in an amount of 1 to 35% by weight and compressed air pressurized to 0.1 to 0.4 MPa is jetted onto the surface of the resin base at high pressure. In particular, the slurry dispersed in an amount of 5 to 20% by weight may be mixed with compressed air pressurized to 0.25 to 0.35 MPa and injected at a high pressure. For other wet blasting processes used in the present invention, see Patent Document 1.
本発明では、前記ウェットブラスト処理により、ポリイミド樹脂フィルムに表面粗度の算術平均粗さRaが0.05μm以上1.0μm以下でかつ、二乗平均粗さRMSが0.1μm以上1.5μm以下の粗化面を形成する。表面粗度の算術平均粗さRaの測定方法はJIS B0601;2001に規定されており、二乗平均粗さRMSはJIS B0601;1994に規定されていたものである。特に、表面粗度の算術平均粗さRaが0.05μm以上0.8μm以下、二乗平均粗さRMSが0.1μm以上1.0μm以下の粗化面を形成するとよい。表面粗度が小さすぎると、ポリイミド樹脂の表面への銅の密着性が不足するおそれがあり、一方、表面粗度が大きすぎると、銅表面の平坦性を確保することが難しくなるおそれがある。 In the present invention, by the wet blast treatment, the polyimide resin film has an arithmetic average roughness Ra of the surface roughness of 0.05 μm or more and 1.0 μm or less, and a mean square roughness RMS of 0.1 μm or more and 1.5 μm or less. A roughened surface is formed. The method for measuring the arithmetic average roughness Ra of the surface roughness is defined in JIS B0601; 2001, and the mean square roughness RMS is defined in JIS B0601; 1994. In particular, it is preferable to form a roughened surface having an arithmetic average roughness Ra of the surface roughness of 0.05 μm or more and 0.8 μm or less and a root mean square roughness RMS of 0.1 μm or more and 1.0 μm or less. If the surface roughness is too small, the adhesion of copper to the surface of the polyimide resin may be insufficient. On the other hand, if the surface roughness is too large, it may be difficult to ensure the flatness of the copper surface. .
さらに、電気抵抗試験法による累積高さ50%点での中心粒径が1.0μm以上5μm以下の小さな多角状粒子を用いると、表面粗度の算術平均粗さRaが0.05μm以上0.45μm以下、二乗平均粗さRMSが0.1μm以上0.6μm以下の比較的粗度を小さくした粗化面を形成することができる。 Furthermore, when small polygonal particles having a center particle size of 1.0 μm or more and 5 μm or less at a cumulative height of 50% according to the electrical resistance test method are used, the arithmetic average roughness Ra of the surface roughness is 0.05 μm or more and 0.00. It is possible to form a roughened surface having a relatively small roughness of 45 μm or less and a root mean square roughness RMS of 0.1 μm or more and 0.6 μm or less.
次に表面改質工程であるが、一般的にコンディショナ工程と呼ばれているもので、界面活性剤を含むアルカリ性または酸性の液を使用し、表面が粗化された状態のポリイミドフィルムの表面をパラジウム触媒が付着しやすいように表面電荷を改質する。一般にポリイミド樹脂の表面は負に帯電する傾向があり、パラジウム触媒も負の電荷を帯びている為パラジウム触媒がポリイミド樹脂表面に吸着し難いものと考えられている。そこで界面活性剤などを使用してポリイミド樹脂表面を正の電荷に帯電させる改質を行うことが必要である。 Next is the surface modification process, which is generally called the conditioner process. The surface of the polyimide film is roughened using an alkaline or acidic liquid containing a surfactant. The surface charge is modified so that the palladium catalyst is easily attached. In general, the surface of the polyimide resin tends to be negatively charged, and the palladium catalyst is also negatively charged. Therefore, it is considered that the palladium catalyst is difficult to adsorb on the surface of the polyimide resin. Therefore, it is necessary to perform modification to charge the surface of the polyimide resin to a positive charge using a surfactant or the like.
本発明では界面活性剤には少なくともカチオン性系、両性系及びノニオン性系のうち1種または複数種混合されたものを使用すると良い。
また本発明では従来のように、ヒドラジン溶液処理、過マンガン酸カリウム溶液処理、アルカリ金属水酸化物溶液処理又は強酸溶液処理など、ポリイミドフィルムの表面をエッチングすることを主たる目的とする、またはポリイミド樹脂の開環を主たる目的とする薬液処理工程は必要としない。
In the present invention, at least one of a cationic system, an amphoteric system and a nonionic system may be used as the surfactant.
In the present invention, as in the prior art, the main purpose is to etch the surface of the polyimide film, such as hydrazine solution treatment, potassium permanganate solution treatment, alkali metal hydroxide solution treatment or strong acid solution treatment, or polyimide resin. There is no need for a chemical treatment process whose main purpose is to open the ring.
次に触媒付与工程であるが、一般的にキャタリスト工程と呼ばれているものであり、代表的には、表面を改質されたポリイミドフィルム表面を、錫を含有せずパラジウムのみを析出させるコロイド触媒付与液又はパラジウム−錫錯体を析出させるコロイド触媒付与液などに浸漬し、ポリイミド樹脂表面にパラジウム錯体またはパラジウム−錫混合錯体を析出させる。 Next is the catalyst application step, which is generally called the catalyst step. Typically, the surface of the polyimide film whose surface has been modified is deposited on the surface of the polyimide film without containing tin. It is immersed in a colloid catalyst-providing solution or a colloid catalyst-providing solution for depositing a palladium-tin complex, and the palladium complex or palladium-tin mixed complex is deposited on the polyimide resin surface.
尚、このキャタリスト液は水分が混入すると劣化が著しく進むため、一般には直前の処理としてプリディップ処理が行われる。プリディップ処理の液は、キャタリスト液から金属成分を除いたものと同質の溶液を用いるのが普通である。 In addition, since this catalyst liquid deteriorates remarkably when moisture is mixed, generally a pre-dip process is performed as the immediately preceding process. As the pre-dip treatment solution, a solution having the same quality as that obtained by removing the metal component from the catalyst solution is usually used.
次に活性化工程であるが、一般的にアクセレレータ工程と呼ばれているものであり、代表的には、酸性やアルカリ性の薬液に浸漬し、パラジウムを活性化し、または錫の除去とパラジウムの活性とを行い、ポリイミド樹脂にパラジウム金属を密着させる。 Next, the activation process is generally called an accelerator process. Typically, it is immersed in an acidic or alkaline chemical solution to activate palladium, or tin removal and palladium activation. The palladium metal is adhered to the polyimide resin.
次に無電解銅めっき工程であるが、析出方法の違いで還元型めっき液と置換型めっき液とがある。置換型めっき液はポリイミドフィルムの表面に銅めっきが析出しないかまたは析出してもすぐに剥がれてしまう場合がある。本発明では還元型めっき液タイプが好ましい。 Next, there is an electroless copper plating process, and there are a reduction type plating solution and a substitution type plating solution depending on the precipitation method. The substitution type plating solution may not be deposited on the surface of the polyimide film or may be peeled off immediately after deposition. In the present invention, a reduction type plating solution type is preferable.
還元型めっき液の構成は、銅塩、還元剤、pH調整剤、緩衝材、錯化剤、安定剤などからなる。銅塩は硫酸銅が一般的ではあるがその他の銅塩も使われることがある。還元剤にはホルムアルデヒド、ヒドラジンおよびその化合物、次亜リン酸塩、ジメチルアミンボラン(DMAB)、ロッシェル塩等が使われているが、ヒドラジンには毒性があり、使用されない方向にある。ホルムアルデヒド又は次亜リン酸塩がよく使われている。pH調整剤には水酸化ナトリウム又はアンモニア水が使われることが多い。錯化剤はキレート剤とも呼ばれクエン酸、エチレンジアミン四酢酸(EDTA)、トリエタノールアミンなどが使われる。その他必要に応じて薬剤が添加される。 The configuration of the reducing plating solution is composed of a copper salt, a reducing agent, a pH adjuster, a buffer material, a complexing agent, a stabilizer, and the like. The copper salt is generally copper sulfate, but other copper salts may be used. As the reducing agent, formaldehyde, hydrazine and its compound, hypophosphite, dimethylamine borane (DMAB), Rochelle salt and the like are used, but hydrazine is toxic and is not used. Formaldehyde or hypophosphite is often used. Sodium hydroxide or aqueous ammonia is often used as the pH adjuster. The complexing agent is also called a chelating agent, and citric acid, ethylenediaminetetraacetic acid (EDTA), triethanolamine and the like are used. Other drugs are added as necessary.
無電解銅めっき中のアルカリ成分については特許文献第3208410号公報によれば、アルカリ金属水酸化物の配合量は10〜80g/L程度とし、10g/L未満では無電解銅めっき皮膜の形成が不十分であると述べている。本発明者らは前記の粗化処理及びめっき前処理との整合を検討した結果、無電解銅めっき液のアルカリ量を低くすることにより密着性を安定化し、加熱試験後の密着の低下を防ぎ、実用に耐える方法を見出した。
すなわち、本発明では、アルカリ成分としてアルカリ金属水酸化物の濃度が2.5g/L〜7.0g/Lである無電解銅めっき液、又は、pHが7.0〜10.0であるアルカリ金属水酸化物を含まない無電解銅めっき液を用いることが適当であることを見出した。アルカリ金属水酸化物の濃度が上記の範囲外であると、めっき処理直後は密着性があっても加熱試験後は密着性が著しく低下したり、めっき処理直後で既に密着性が著しく低くなる場合がある。アルカリ金属水酸化物は、ナトリウム、カリウム、リチウムなどのアルカリ金属の水酸化物であるが、水酸化ナトリウムが特に好ましい。同様に、pHがこの範囲外であると、めっき処理直後は密着性があっても加熱試験後は密着性が著しく低下したり、めっき処理直後で既に密着性が著しく低くなる場合がある。アルカリ金属水酸化物の濃度が3.0g/L〜6.0g/L、さらには4.0g/L〜5.5g/Lの無電解銅めっき液、又は、pHが7.5〜9.5であるアルカリ金属水酸化物を含まない無電解銅めっき液がより好ましい。
Regarding the alkali component in the electroless copper plating, according to Japanese Patent No. 3208410, the blending amount of the alkali metal hydroxide is about 10 to 80 g / L, and if it is less than 10 g / L, the electroless copper plating film is formed. It is said that it is insufficient. As a result of examining the matching with the roughening treatment and the pretreatment for plating, the present inventors have stabilized the adhesion by reducing the alkali amount of the electroless copper plating solution and prevented the deterioration of the adhesion after the heating test. And found a way to withstand practical use.
That is, in the present invention, an electroless copper plating solution having an alkali metal hydroxide concentration of 2.5 g / L to 7.0 g / L as an alkali component, or an alkali having a pH of 7.0 to 10.0. It has been found that it is appropriate to use an electroless copper plating solution containing no metal hydroxide. If the alkali metal hydroxide concentration is outside the above range, even if there is adhesion immediately after the plating treatment, the adhesion will be significantly reduced after the heating test, or the adhesion will be significantly reduced immediately after the plating treatment. There is. The alkali metal hydroxide is an alkali metal hydroxide such as sodium, potassium, or lithium, and sodium hydroxide is particularly preferable. Similarly, if the pH is outside this range, even if there is adhesion immediately after the plating treatment, the adhesion may be significantly reduced after the heating test, or the adhesion may be significantly reduced immediately after the plating treatment. An electroless copper plating solution having an alkali metal hydroxide concentration of 3.0 g / L to 6.0 g / L, or 4.0 g / L to 5.5 g / L, or a pH of 7.5 to 9. An electroless copper plating solution containing no alkali metal hydroxide, which is 5, is more preferred.
より特定的には、例えば、還元剤にホルムアルデヒドを使用する無電解銅めっき液では、検討の結果、アルカリ金属水酸化物濃度は2.5g/L〜7.0g/Lが適当であることを見出した。このときのめっき液のpHは11以上12.5未満である。
また、無電解銅めっき液の他の組成である銅濃度は2.5g/L〜5.0g/L、ホルムアルデヒド濃度は2.5g/L〜7.0g/Lが望ましい。
More specifically, for example, in an electroless copper plating solution using formaldehyde as a reducing agent, as a result of investigation, an alkali metal hydroxide concentration of 2.5 g / L to 7.0 g / L is appropriate. I found it. The pH of the plating solution at this time is 11 or more and less than 12.5.
The copper concentration, which is another composition of the electroless copper plating solution, is preferably 2.5 g / L to 5.0 g / L, and the formaldehyde concentration is preferably 2.5 g / L to 7.0 g / L.
特にアルカリ金属水酸化物濃度4.0g/L〜5.5g/L、銅濃度3.0g/L〜4.0g/L、ホルムアルデヒド濃度3.0g/L〜5.0g/Lが望ましい。 In particular, an alkali metal hydroxide concentration of 4.0 g / L to 5.5 g / L, a copper concentration of 3.0 g / L to 4.0 g / L, and a formaldehyde concentration of 3.0 g / L to 5.0 g / L are desirable.
また、還元剤にホルムアルデヒドを使用しない無電解銅めっき液は還元型とともに置換型も使用されていて、アルカリ成分に水酸化ナトリウムなどのアルカリ金属水酸化物を使用しないものが多い。その場合はアルカリ量ではなくpHで管理することになる。例えば、還元剤に次亜リン酸塩を使用するめっき液では、pHは7.0〜10.0が適当である。特にpHは7.5〜9.5が望ましい。 In addition, electroless copper plating solutions that do not use formaldehyde as a reducing agent are both substituted and substituted, and many do not use an alkali metal hydroxide such as sodium hydroxide as the alkali component. In that case, it is controlled by pH instead of alkali amount. For example, in a plating solution using hypophosphite as a reducing agent, the pH is appropriately 7.0 to 10.0. In particular, the pH is preferably 7.5 to 9.5.
活性化された触媒が付着したポリイミド樹脂フィルムを前記組成の無電解銅めっき液に浸漬し、ポリイミドの片面又は両面のパラジウム触媒の上に、めっき厚さ0.1〜5μmの銅層を得る。特にめっき厚さは0.2〜1.0μmが望ましい。 The polyimide resin film to which the activated catalyst is attached is immersed in an electroless copper plating solution having the above composition to obtain a copper layer having a plating thickness of 0.1 to 5 μm on one or both sides of the palladium catalyst of polyimide. In particular, the plating thickness is preferably 0.2 to 1.0 μm.
本発明では、前記めっき厚さ0.1〜5μmの無電解銅めっきにより形成された銅層だけでフレキシブル銅張積層板を完成しても良い。しかし、無電解銅めっき層の上に、第二の無電解銅めっき層または電解銅めっき層またはそれらの複数の層により銅層を形成して、0.1〜25μmまでの任意の厚さのフレキシブル銅張積層板を形成することができる。後者の場合、1層又は複数層の無電解銅めっき層の合計厚さを0.1〜5μm、特に0.2〜1.0μmとし、残りを電解めっき層とすることが好ましい。 In this invention, you may complete a flexible copper clad laminated board only with the copper layer formed by the electroless copper plating with the said plating thickness of 0.1-5 micrometers. However, a copper layer is formed on the electroless copper plating layer by the second electroless copper plating layer or the electrolytic copper plating layer or a plurality of these layers, and has an arbitrary thickness of 0.1 to 25 μm. A flexible copper clad laminate can be formed. In the latter case, it is preferable that the total thickness of one or more electroless copper plating layers is 0.1 to 5 μm, particularly 0.2 to 1.0 μm, and the rest is an electrolytic plating layer.
本発明のフレキシブル銅張積層板は、ポリイミド樹脂の表面粗度が低いので、銅層の厚さが薄くても平坦な銅層表面を得ることができることが特徴である。たとえば、銅層の厚さが10μm以上になると、銅層表面に金属光沢を得ることができる。 The flexible copper-clad laminate of the present invention is characterized in that since the surface roughness of the polyimide resin is low, a flat copper layer surface can be obtained even if the copper layer is thin. For example, when the thickness of the copper layer is 10 μm or more, a metallic luster can be obtained on the surface of the copper layer.
無電解銅めっきや電解銅めっきはめっき析出時に水素などのガスを発生させるが、析出した銅めっき金属層の中にそれらのガスが吸着されることがあり、そのガス、特に水素ガスは金属を脆化させる(水素脆性と呼ばれる)為にめっきの密着性を劣化させることがあることは良く知られている。その場合、吸着された水素ガスを除去する為に、無電解銅めっき後及び/又は電解銅めっき後にアニーリングと呼ばれる加熱処理を行うことが知られているが、従来は経験により条件を選んで来ていた。本発明では空気中または窒素等の不活性ガス中で、加熱温度をT(℃)、加熱時間をt(時間)とすると次の2式を満足する加熱条件が適当であることを見出した。
7×106 < T3×t < 18×106
60℃ ≦ T ≦ 180℃
Electroless copper plating and electrolytic copper plating generate gases such as hydrogen during plating deposition, but these gases may be adsorbed in the deposited copper plating metal layer, and the gas, especially hydrogen gas, does not absorb metal. It is well known that the adhesion of plating may be deteriorated due to embrittlement (referred to as hydrogen embrittlement). In that case, in order to remove the adsorbed hydrogen gas, it is known that a heat treatment called annealing is performed after electroless copper plating and / or after electrolytic copper plating. It was. In the present invention, it has been found that heating conditions satisfying the following two formulas are appropriate when the heating temperature is T (° C.) and the heating time is t (hours) in an inert gas such as air or nitrogen.
7 × 10 6 <T 3 × t <18 × 10 6
60 ℃ ≦ T ≦ 180 ℃
本発明に従う上記のようなプロセスによれば、無電解銅めっき層とポリイミド樹脂とが直接接合して形成されたフレキシブル銅張積層板において、ポリイミド樹脂の表面粗度が0.05〜1.0μmと小さく、かつ初期及び150℃240時間の加熱後の密着強度を0.30N/mm以上に維持することが出来るフレキシブル銅張積層板が提供される。密着強度は、好ましくは0.35N/mm以上であり、より好ましくは0.40N/mm以上である。上限は限定されないが、少なくとも1.20N/mm、さらには1.40N/mmまでの密着強度は実現可能である。 According to the above process according to the present invention, in a flexible copper clad laminate formed by directly bonding an electroless copper plating layer and a polyimide resin, the surface roughness of the polyimide resin is 0.05 to 1.0 μm. And a flexible copper clad laminate capable of maintaining the adhesion strength at the initial stage and after heating at 150 ° C. for 240 hours at 0.30 N / mm or more. The adhesion strength is preferably 0.35 N / mm or more, and more preferably 0.40 N / mm or more. The upper limit is not limited, but adhesion strengths of at least 1.20 N / mm, and even up to 1.40 N / mm can be realized.
本発明のフレキシブル銅張積層板を用いてサブトラクティブ工法又はセミアディティブ工法でパターン配線形成を行い、フレキシブル配線基板を作成することができる。 By using the flexible copper-clad laminate of the present invention, pattern wiring can be formed by a subtractive method or a semi-additive method, thereby creating a flexible wiring board.
本形態の説明ではポリイミド樹脂のフィルムについて説明したが、本発明ではフィルムに限定するものではなく、他の形態のポリイミド樹脂にも適用されることは言うまでも無いことである。 In the description of the present embodiment, the polyimide resin film has been described. However, the present invention is not limited to the film, and it goes without saying that the present invention is applicable to other forms of polyimide resin.
また本発明の形態ではニッケルなどの異種金属を意図的には添加しない無電解銅めっき液を使用して異種金属を意図的には共析していない無電解銅めっき層を形成したフレキシブル銅張積層板ついて説明したが、ニッケルなどの異種金属を含有する無電解銅めっき液を使用し、ニッケルなどの異種金属を重量比5%以下の少量分共析させた無電解銅めっき層を形成したフレキシブル銅張積層板でも良い。 In the embodiment of the present invention, a flexible copper-plated layer in which an electroless copper plating solution that does not intentionally add dissimilar metals such as nickel is formed using an electroless copper plating solution that does not intentionally eutect dissimilar metals. The laminated plate was explained, but an electroless copper plating solution containing a different metal such as nickel was used to form an electroless copper plating layer in which a different metal such as nickel was co-deposited in a small amount of 5% or less by weight. A flexible copper-clad laminate may be used.
実施例1
本実施例ではフレキシブル銅張積層板用途で一般的な東レ・デュポン(株)製ポリイミドフィルム・カプトン(登録商標)100EN(フィルム厚さ25μm)を使用する。
Example 1
In this example, a polyimide film Kapton (registered trademark) 100EN (film thickness: 25 μm) manufactured by Toray DuPont Co., Ltd., which is generally used for flexible copper clad laminates, is used.
次に粗化であるが、ウェットブラストに使用する微細粒子にはアルミナ材(モース硬度12、ヌープ硬度2200)の多角状粒子を使用する。中心粒径が9.5μmの砥粒を選んだ。 Next, regarding roughening, polygonal particles of alumina material (Mohs hardness 12, Knoop hardness 2200) are used as fine particles used for wet blasting. Abrasive grains having a center grain size of 9.5 μm were selected.
マコー(株)製個片式小型ブラスト装置を用いて、アルミナ粒子を水に5重量%分散させたスラリーと0.3MPaに加圧された圧縮空気の混合体を、ポリイミドフィルム表面の全体に均一に高圧噴射させる。 Using a small piece blasting machine manufactured by Macau Corporation, a mixture of 5% by weight of alumina particles dispersed in water and compressed air pressurized to 0.3 MPa was uniformly distributed over the entire surface of the polyimide film. High-pressure jetting.
次に表面改質であるが、奥野製薬工業(株)製コンディショナ液:OPC−B42コンディクリーン液を水に混合した、界面活性剤を含むアルカリ性薬液により、ウェットブラスト処理で粗化されたポリイミド表面をパラジウム触媒が付着しやすいように改質する。 Next, surface modification, conditioner solution manufactured by Okuno Pharmaceutical Co., Ltd .: polyimide roughened by wet blasting with an alkaline chemical solution containing a surfactant mixed with OPC-B42 condition clean solution in water The surface is modified so that the palladium catalyst is easily attached.
次に触媒付与であるが、まずプリディップ工程として奥野製薬工業(株)製OPC−SAL M剤を水に混合した液に浸漬した後、奥野製薬工業(株)製キャタリスト:OPC−80キャタリストM液とOPC−SAL M剤とを水に混合した液を用いて、前記表面改質されたポリイミドフィルム表面に、錫−パラジウム錯体を析出させる塩素系触媒付与液に浸漬し、樹脂表面にパラジウムと錫を析出させる。 Next, for catalyst application, first, as a pre-dip step, after immersing in an OPC-SAL M agent manufactured by Okuno Seiyaku Kogyo Co., Ltd. in water, a catalyst manufactured by Okuno Pharmaceutical Co., Ltd .: OPC-80 Catalyzer Using a solution obtained by mixing List M solution and OPC-SAL M agent in water, the surface is modified by immersing it in a chlorine-based catalyst providing solution for depositing a tin-palladium complex on the surface of the polyimide film. Palladium and tin are deposited.
次に活性化であるが、奥野製薬工業(株)製アクセレレータ:OPC−500アクセレーターMX−1液を水に混合した、酸性の薬液に浸漬し、パラジウムを活性化し、錫を除去してパラジウムをポリイミド樹脂に密着させる。 Next, it is activation. Accelerator manufactured by Okuno Pharmaceutical Co., Ltd .: OPC-500 Accelerator MX-1 solution is mixed with water and immersed in an acidic chemical solution to activate palladium, remove tin, and remove palladium. Is adhered to the polyimide resin.
次に無電解銅めっき液であるが、還元型(自己触媒型ともいう)無電解銅めっき液を使用し、下記の組成及び条件で無電解銅めっきする。下記組成に加えて、必要により緩衝剤、錯化剤、安定剤などの添加剤を加えてもよい。
銅塩 3.5g/L
ホルムアルデヒド(還元剤) 4.0g/L
水酸化ナトリウム(アルカリ度) 5.0g/L
温度 25℃
時間 10分
上記条件にて銅めっき厚さ0.3〜0.5μmのフレキシブル銅張積層板を得た。
Next, although it is an electroless copper plating solution, electroless copper plating is performed using a reduced (also referred to as self-catalyst) electroless copper plating solution under the following composition and conditions. In addition to the following composition, additives such as a buffer, a complexing agent, and a stabilizer may be added as necessary.
Copper salt 3.5g / L
Formaldehyde (reducing agent) 4.0 g / L
Sodium hydroxide (alkalinity) 5.0 g / L
Temperature 25 ° C
Time 10 minutes A flexible copper clad laminate having a copper plating thickness of 0.3 to 0.5 μm was obtained under the above conditions.
つぎに効果の確認試験のために、上記の工程により作製した無電解銅めっき層を形成したフレキシブル銅張積層板上にセミアディティブ法により密着強度試験用のパターンを形成する。以下その工程を図4に従い説明する。 Next, for a confirmation test of the effect, a pattern for an adhesion strength test is formed by a semi-additive method on the flexible copper-clad laminate on which the electroless copper plating layer produced by the above process is formed. The process will be described with reference to FIG.
まず該フレキシブル銅張積層板の銅層の表面にフォトレジストフィルムを貼り付ける。密着試験用のパターンを描いたフォトマスクを介して紫外線をレジストフィルムに当て露光する。レジストフィルムを現像液で処理しレジストにパターンを形成する。レジストフィルムの空洞部に露出した銅層面上に電解銅めっき法で20μmの厚さまで銅を積層する(本発明では、密着強度を銅層の厚みを20μmにして下記の方法で測定する)。レジストフィルムを剥離液にて除去した後、薄い銅層を銅エッチング液で除去する。 First, a photoresist film is attached to the surface of the copper layer of the flexible copper-clad laminate. The resist film is exposed to light through a photomask on which a pattern for adhesion test is drawn. The resist film is treated with a developing solution to form a pattern on the resist. Copper is laminated to a thickness of 20 μm by electrolytic copper plating on the surface of the copper layer exposed in the cavity of the resist film (in the present invention, the adhesion strength is measured by the following method with the thickness of the copper layer being 20 μm). After removing the resist film with a stripping solution, the thin copper layer is removed with a copper etchant.
完成された試験試料を、空気中120℃で5時間保存し、熱処理をかけた。 The completed test sample was stored in air at 120 ° C. for 5 hours and subjected to heat treatment.
試験試料の大きさはJIS C 6471に基づきフィルム幅10mm、銅層幅3mm、長さ10cmで形成した。 The size of the test sample was formed in accordance with JIS C 6471 with a film width of 10 mm, a copper layer width of 3 mm, and a length of 10 cm.
密着強度の測定はJIS C 6471に基づき直径15cmのホイールの外周に試料を貼り付け、角度90°、引張速度50mm/分の条件で島津製作所(株)製小型測定機EZTestで測定した。また測定値はN/mmに換算した。 The adhesion strength was measured based on JIS C 6471 by attaching a sample to the outer periphery of a wheel having a diameter of 15 cm and measuring it with a small measuring instrument EZTest manufactured by Shimadzu Corporation under the conditions of an angle of 90 ° and a tensile speed of 50 mm / min. Moreover, the measured value was converted into N / mm.
密着強度の測定は上記試料作製後に測定した「初期値」と、150℃のオーブンに240時間保管した後常温で測定した「加熱後」で比較した。 The adhesion strength was measured by comparing the “initial value” measured after the preparation of the sample with “after heating” measured at room temperature after being stored in an oven at 150 ° C. for 240 hours.
表面粗度は(株)キーエンス製超深度形状測定顕微鏡VK8550を使用し、測定条件はレンズ倍率50倍、RUNMODEはカラー超深度、DISTANCEは16μm、PITCHは0.02μm、測定範囲298.3μm×223.7μmで測定した。
評価の結果を表1に示す。
The surface roughness is VK85550 manufactured by Keyence Co., Ltd., and the measurement conditions are a lens magnification of 50 times, RUNMODE is color ultradeep, DISTANCE is 16 μm, PITCH is 0.02 μm, and measurement range is 298.3 μm × 223. Measured at 7 μm.
The evaluation results are shown in Table 1.
実施例2
別の実施例2では、ウェットブラストに使用する微細粒子にアルミナ材の多角状粒子を使用し、中心粒径が3.0μmの砥粒を選んだ。
その他は実施例1と同様である。評価の結果を表1に示す。
Example 2
In another example 2, polygonal particles of alumina material were used as fine particles used for wet blasting, and abrasive grains having a center particle size of 3.0 μm were selected.
Others are the same as in the first embodiment. The evaluation results are shown in Table 1.
比較例1
比較例1では、ウェットブラストに使用する微細粒子にアルミナ材の多角状粒子を使用し、中心粒径が14.0μmの砥粒を選んだ。
その他は実施例1と同様である。評価の結果を表1に示す。
Comparative Example 1
In Comparative Example 1, alumina fine particles were used as fine particles used for wet blasting, and abrasive grains having a center particle size of 14.0 μm were selected.
Others are the same as in the first embodiment. The evaluation results are shown in Table 1.
JIS C 6471の規定では初期値0.5N/mm以上、米国UL規格796を援用すると加熱後0.35N/mm以上必要であるのに対して、表1に示すように表面粗度が小さくなっても密着強度は適切に維持されていて実用に十分である。 According to JIS C 6471, the initial value is 0.5 N / mm or more, and when US UL Standard 796 is used, 0.35 N / mm or more is necessary after heating, but the surface roughness is reduced as shown in Table 1. However, the adhesion strength is maintained appropriately and is practically sufficient.
実施例3
別の実施例3では、ウェットブラストに使用する微細粒子にアルミナ材の多角状粒子を使用し、中心粒径が8.0μmの砥粒を選んだ。
Example 3
In another example 3, polygonal particles of alumina material were used as fine particles used for wet blasting, and abrasive grains having a center particle size of 8.0 μm were selected.
また無電解銅めっきに使用するめっき液の組成が下記のものを使用する。
銅塩 3.5g/L
ホルムアルデヒド(還元剤) 4.0g/L
水酸化ナトリウム(アルカリ度) 5.0g/L
温度 25℃
時間 10分
その他は実施例1と同様である。
Moreover, the following is used for the composition of the plating solution used for electroless copper plating.
Copper salt 3.5g / L
Formaldehyde (reducing agent) 4.0 g / L
Sodium hydroxide (alkalinity) 5.0 g / L
Temperature 25 ° C
Time 10 minutes Others are the same as in Example 1.
実施例4
別の実施例4では、無電解銅めっきに使用するめっき液の組成が下記のものを使用する。
銅塩 3.5g/L
ホルムアルデヒド(還元剤) 4.0g/L
水酸化ナトリウム(アルカリ度) 3.0g/L
温度 25℃
時間 10分
その他は実施例3と同様である。
Example 4
In another Example 4, the composition of the plating solution used for electroless copper plating is as follows.
Copper salt 3.5g / L
Formaldehyde (reducing agent) 4.0 g / L
Sodium hydroxide (alkalinity) 3.0g / L
Temperature 25 ° C
Time 10 minutes Others are the same as in Example 3.
比較例2
別の比較例2では、無電解銅めっきに使用するめっき液の組成が下記のものを使用する。
銅塩 3.5g/L
ホルムアルデヒド(還元剤) 4.0g/L
水酸化ナトリウム(アルカリ度) 10.0g/L
温度 25℃
時間 10分
その他は実施例3と同様である。
Comparative Example 2
In another comparative example 2, the composition of the plating solution used for electroless copper plating is as follows.
Copper salt 3.5g / L
Formaldehyde (reducing agent) 4.0 g / L
Sodium hydroxide (alkalinity) 10.0 g / L
Temperature 25 ° C
Time 10 minutes Others are the same as in Example 3.
比較例3
別の比較例3では、無電解銅めっきに使用するめっき液の組成が下記のものを使用する。
銅塩 3.5g/L
ホルムアルデヒド(還元剤) 4.0g/L
水酸化ナトリウム(アルカリ度) 2.0g/L
温度 25℃
時間 10分
その他は実施例3と同様である。
Comparative Example 3
In another comparative example 3, the following composition is used for the plating solution used for electroless copper plating.
Copper salt 3.5g / L
Formaldehyde (reducing agent) 4.0 g / L
Sodium hydroxide (alkalinity) 2.0g / L
Temperature 25 ° C
Time 10 minutes Others are the same as in Example 3.
密着強度の測定はJIS C 6471に基づき直径15cmのホイールの外周に試料を貼り付け、角度90°、引張速度50mm/分の条件で島津製作所(株)製小型測定機EZTestで測定した。また測定値はN/mmに換算した。
密着強度の測定は上記試料作製後に測定した「初期値」と、150℃のオーブンに240時間保管した後常温で測定した「加熱後」で比較した。
結果を表2に示す。
The adhesion strength was measured based on JIS C 6471 by attaching a sample to the outer periphery of a wheel having a diameter of 15 cm and measuring it with a small measuring instrument EZTest manufactured by Shimadzu Corporation under the conditions of an angle of 90 ° and a tensile speed of 50 mm / min. Moreover, the measured value was converted into N / mm.
The adhesion strength was measured by comparing the “initial value” measured after the preparation of the sample with “after heating” measured at room temperature after being stored in an oven at 150 ° C. for 240 hours.
The results are shown in Table 2.
表2に示すように、アルカリ度が高いと加熱後の密着強度は極端に低下するが、アルカリ度を低くすると密着強度は適切に維持されていて実用に十分である。 As shown in Table 2, when the alkalinity is high, the adhesion strength after heating is extremely lowered. However, when the alkalinity is lowered, the adhesion strength is appropriately maintained and is sufficient for practical use.
実施例5
本実施例ではフレキシブル銅張積層板用途で一般的な東レ・デュポン(株)製ポリイミドフィルム・カプトン(登録商標)100EN(フィルム厚さ25μm)を使用する。
Example 5
In this example, a polyimide film Kapton (registered trademark) 100EN (film thickness: 25 μm) manufactured by Toray DuPont Co., Ltd., which is generally used for flexible copper clad laminates, is used.
次に粗化であるが、ウェットブラストに使用する微細粒子にはアルミナ材(モース硬度12、ヌープ硬度2200)の多角状粒子を使用する。中心粒径が8.0μmの砥粒を選んだ。 Next, regarding roughening, polygonal particles of alumina material (Mohs hardness 12, Knoop hardness 2200) are used as fine particles used for wet blasting. Abrasive grains having a center grain size of 8.0 μm were selected.
マコー(株)製ロール式ブラスト装置を用いて、アルミナ粒子を水に5重量%分散させたスラリーと0.3MPaに加圧された圧縮空気の混合体を、ポリイミドフィルムの両面の全体に均一に高圧噴射させる。
その他は実施例1と同様である。
Using a roll type blasting machine manufactured by Macau Corporation, a mixture of 5% by weight of alumina particles dispersed in water and compressed air pressurized to 0.3 MPa was uniformly applied to both sides of the polyimide film. High pressure spray.
Others are the same as in the first embodiment.
試験試料はJIS C 6471に基づき、一面にフィルム幅10mm、銅層幅3mm、長さ10cmでパターンを形成し、他の面の銅層を全面的に除去した試料を作製した。 Based on JIS C 6471, a test sample was prepared by forming a pattern with a film width of 10 mm, a copper layer width of 3 mm, and a length of 10 cm on one surface and removing the copper layer on the other surface entirely.
実施例6
試験試料はJIS C 6471に基づき、一面にフィルム幅10mm、銅層幅3mm、長さ10cmでパターンを形成し、他の面の銅層は全面に残した試料を作製した。
その他は実施例5と同様である。
Example 6
Based on JIS C 6471, a test sample was prepared by forming a pattern with a film width of 10 mm, a copper layer width of 3 mm, and a length of 10 cm on one surface, and leaving the copper layer on the other surface on the entire surface.
Others are the same as in the fifth embodiment.
密着強度の測定はJIS C 6471に基づき直径15cmのホイールの外周に試料を貼り付け、角度90°、引張速度50mm/分の条件で島津製作所(株)製小型測定機EZTestで測定した。また測定値はN/mmに換算した。
密着強度の測定は上記試料作製後に測定した「初期値」と、150℃のオーブンに240時間保管した後常温で測定した「加熱後」で比較した。
結果を表3に示す。
The adhesion strength was measured based on JIS C 6471 by attaching a sample to the outer periphery of a wheel having a diameter of 15 cm and measuring it with a small measuring instrument EZTest manufactured by Shimadzu Corporation under the conditions of an angle of 90 ° and a tensile speed of 50 mm / min. Moreover, the measured value was converted into N / mm.
The adhesion strength was measured by comparing the “initial value” measured after the preparation of the sample with “after heating” measured at room temperature after being stored in an oven at 150 ° C. for 240 hours.
The results are shown in Table 3.
表3に示すように両面を粗化したものも、片面を粗化したものと同等の密着強度が維持されている。 As shown in Table 3, the same adhesion strength as that obtained by roughening one side of the one roughened on both sides is maintained.
実施例7
実施例7では還元剤に次亜リン酸塩を使用しためっき液を用いる。
まずフレキシブル銅張積層板用途で一般的な東レ・デュポン(株)製ポリイミドフィルム・カプトン(登録商標)100EN(フィルム厚さ25μm)を使用する。
Example 7
In Example 7, a plating solution using hypophosphite as a reducing agent is used.
First, polyimide film Kapton (registered trademark) 100EN (film thickness: 25 μm) manufactured by Toray DuPont Co., Ltd., which is generally used for flexible copper clad laminates, is used.
次に粗化であるが、ウェットブラストに使用する微細粒子にはアルミナ材(モース硬度12、ヌープ硬度2200)の多角状粒子を使用する。中心粒径が8.0μmの砥粒を選んだ。 Next, regarding roughening, polygonal particles of alumina material (Mohs hardness 12, Knoop hardness 2200) are used as fine particles used for wet blasting. Abrasive grains having a center grain size of 8.0 μm were selected.
マコー(株)製個片式小型ブラスト装置を用いて、アルミナ粒子を水に5重量%分散させたスラリーと0.3MPaに加圧された圧縮空気との混合体を、ポリイミドフィルム表面の全体に均一に高圧噴射させる。 Using a single piece type small blasting machine manufactured by Macau Co., Ltd., a mixture of 5% by weight of alumina particles dispersed in water and compressed air pressurized to 0.3 MPa was applied to the entire polyimide film surface. High pressure spray uniformly.
次に表面改質であるが、日本マクダーミッド(株)製コンディショナMF312液を水に混合した、界面活性剤を含むアルカリ性薬液により、ウェットブラスト処理で粗化されたポリイミド表面をパラジウム触媒が付着しやすいように改質する。 Next, with surface modification, a palladium catalyst adheres to the polyimide surface roughened by wet blasting with an alkaline chemical solution containing a surfactant mixed with conditioner MF312 liquid made by Nippon McDermid Co., Ltd. in water. Modify to make it easier.
次に触媒付与であるが、まずプリディップ工程として日本マクダーミッド(株)製MF331L剤を水に混合した液に浸漬した後、日本マクダーミッド(株)製キャタリストMF350液とMF331L剤と塩酸とを水に混合した液を用いて、前記表面改質されたポリイミドフィルム表面に、錫−パラジウム錯体を析出させる塩素系触媒付与液に浸漬し、樹脂表面にパラジウムと錫を析出させる。 Next, as catalyst provision, first, as a pre-dipping process, after immersing in a solution obtained by mixing MF331L agent manufactured by Nippon McDermid Co., Ltd. in water, the catalyst MF350 solution manufactured by Nippon McDermid Co., Ltd., MF331L agent and hydrochloric acid are used in water. In the surface of the surface-modified polyimide film, the surface of the polyimide film is immersed in a chlorine-based catalyst providing solution for depositing a tin-palladium complex, and palladium and tin are deposited on the resin surface.
次に活性化であるが、日本マクダーミッド(株)製アクセレレータMF370A液とMF370B液とを水に混合した、アルカリ性の薬液に浸漬し、パラジウムを活性化し、錫を除去してパラジウムをポリイミド樹脂に密着させる。 Next, it is activated, Nikkakumidamido Co., Ltd. Accelerator MF370A liquid and MF370B liquid mixed in water, soaked in an alkaline chemical solution, activated palladium, tin was removed and palladium was adhered to the polyimide resin Let
次に無電解銅めっき液であるが、日本マクダーミッド(株)MF390液群を用いて、下記の条件で無電解銅めっきする。本めっき液の組成としては銅塩、還元剤に添加剤(錯化剤など)が加えられている。
pH 8.5
温度 75℃
時間 5分
Next, although it is an electroless copper plating liquid, electroless copper plating is carried out on the following conditions using Nippon Macder Mid Co., Ltd. MF390 liquid group. As the composition of the plating solution, an additive (such as a complexing agent) is added to the copper salt and the reducing agent.
pH 8.5
Temperature 75 ° C
5 minutes
上記条件では銅めっき厚さは0.1〜0.2μmと薄い為、無電解めっき後に上記めっき液を用いて電解めっきを施し、銅めっき厚さ0.3〜0.4μmのフレキシブル銅張積層板を得た。
温度 75℃
電流密度 1A/dm2
時間 2分
Under the above conditions, the copper plating thickness is as thin as 0.1 to 0.2 μm. Therefore, after electroless plating, electrolytic plating is performed using the above plating solution, and the copper plating thickness is 0.3 to 0.4 μm. I got a plate.
Temperature 75 ° C
Current density 1A / dm 2
2 minutes
つぎに効果の確認試験のために、上記の工程により作製した無電解銅めっき層を形成したフレキシブル銅張積層板上にセミアディティブ法により密着強度試験用のパターンを形成する。以下その工程を図4に従い説明する。 Next, for a confirmation test of the effect, a pattern for an adhesion strength test is formed by a semi-additive method on the flexible copper-clad laminate on which the electroless copper plating layer produced by the above process is formed. The process will be described with reference to FIG.
まず該フレキシブル銅張積層板の銅層の表面にフォトレジストフィルムを貼り付ける。密着試験用のパターンを描いたフォトマスクを介して紫外線をレジストフィルムに当て露光する。レジストフィルムを現像液で処理しレジストにパターンを形成する。レジストフィルムの空洞部に露出した銅層面上に電解銅めっき法で20μmの厚さまで銅を積層する。レジストフィルムを剥離液にて除去した後、薄い銅層を銅エッチング液で除去する。 First, a photoresist film is attached to the surface of the copper layer of the flexible copper-clad laminate. The resist film is exposed to light through a photomask on which a pattern for adhesion test is drawn. The resist film is treated with a developing solution to form a pattern on the resist. Copper is laminated to a thickness of 20 μm on the copper layer surface exposed in the cavity of the resist film by electrolytic copper plating. After removing the resist film with a stripping solution, the thin copper layer is removed with a copper etchant.
完成された試験試料を、空気中120℃で5時間保存し、熱処理をかけた。 The completed test sample was stored in air at 120 ° C. for 5 hours and subjected to heat treatment.
試験試料の大きさはJIS C 6471に基づきフィルム幅10mm、銅層幅3mm、長さ10cmで形成した。 The size of the test sample was formed in accordance with JIS C 6471 with a film width of 10 mm, a copper layer width of 3 mm, and a length of 10 cm.
密着強度の測定はJIS C 6471に基づき直径15cmのホイールの外周に試料を貼り付け、角度90°、引張速度50mm/分の条件で島津製作所(株)製小型測定機EZTestで測定した。また測定値はN/mmに換算した。 The adhesion strength was measured based on JIS C 6471 by attaching a sample to the outer periphery of a wheel having a diameter of 15 cm and measuring it with a small measuring instrument EZTest manufactured by Shimadzu Corporation under the conditions of an angle of 90 ° and a tensile speed of 50 mm / min. Moreover, the measured value was converted into N / mm.
密着強度の測定は上記試料作製後に測定した「初期値」と、150℃のオーブンに240時間保管した後常温で測定した「加熱後」で比較した。
結果を表4に示す。
The adhesion strength was measured by comparing the “initial value” measured after the preparation of the sample with “after heating” measured at room temperature after being stored in an oven at 150 ° C. for 240 hours.
The results are shown in Table 4.
実施例8
別の実施例8では、ウェットブラストに使用する微細粒子にアルミナ材の多角状粒子を使用し、中心粒径が3.0μmの砥粒を選んだ。
その他は実施例7と同様である。
結果を表4に示す。
Example 8
In another example 8, polygonal particles of alumina material were used as fine particles used for wet blasting, and abrasive grains having a center particle size of 3.0 μm were selected.
Others are the same as in Example 7.
The results are shown in Table 4.
表4に示すように還元剤に次亜リン酸塩を使用しためっき液でも充分な密着強度を得ることができた。 As shown in Table 4, even a plating solution using hypophosphite as the reducing agent was able to obtain sufficient adhesion strength.
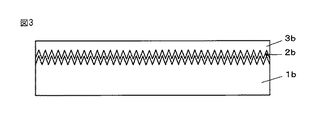
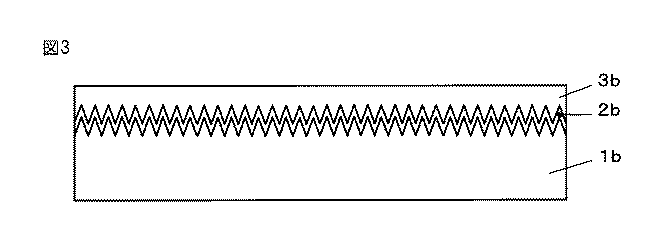
1a、1b ポリイミド樹脂基材
2a、2b、2c 無電解銅めっき層
3a、3b、3c 電解銅めっき層
1a, 1b
Claims (8)
B)前記の粗化されたポリイミド樹脂表面に触媒粒子を吸着し易くする改質を行う工程と、改質された表面に触媒粒子を付与する工程と、付与された触媒粒子を活性化する工程と、活性化された触媒粒子に無電解銅めっき液を用いて無電解銅めっきを析出させる工程とを含み、かつ、アルカリ成分としてアルカリ金属水酸化物の濃度が2.5g/L〜7.0g/Lである無電解銅めっき液、又は、pHが7.0〜10.0であるアルカリ金属水酸化物を含まない無電解銅めっき液を用いて、ポリイミド樹脂表面に無電解銅めっきを行う第2の段階を含み、
得られる銅層のポリイミド樹脂に対する150℃240時間の加熱後の密着強度が0.30N/mm以上であることを特徴とするフレキシブル銅張積層板の製造方法。 A) A slurry in which one or both surfaces of a polyimide resin are dispersed in a liquid with polygonal particles having a central particle size of 1.0 to 10 μm at a cumulative height of 50% according to an electrical resistance test method in a liquid. Is processed by a wet blast treatment in which high pressure injection is performed by mixing with compressed air pressurized to 0.1 to 0.4 MPa, and the arithmetic average roughness Ra is 0.05 μm or more and 1.0 μm or less, and the mean square A first step in which the roughness RMS is a surface roughness of 0.1 μm or more and 1.5 μm or less;
B) A step of modifying the surface of the roughened polyimide resin to facilitate adsorption of catalyst particles, a step of imparting catalyst particles to the modified surface, and a step of activating the imparted catalyst particles And a step of depositing electroless copper plating on the activated catalyst particles using an electroless copper plating solution, and the concentration of alkali metal hydroxide as an alkali component is 2.5 g / L to 7. Using an electroless copper plating solution of 0 g / L or an electroless copper plating solution not containing an alkali metal hydroxide having a pH of 7.0 to 10.0, electroless copper plating is applied to the polyimide resin surface. Including a second stage of performing,
The manufacturing method of the flexible copper clad laminated board characterized by the adhesive strength after the heating of 150 degreeC 240 hours with respect to the polyimide resin of the obtained copper layer being 0.30 N / mm or more.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010153039A JP2012015448A (en) | 2010-07-05 | 2010-07-05 | Flexible copper clad laminate and manufacturing method of the same, and circuit board using the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010153039A JP2012015448A (en) | 2010-07-05 | 2010-07-05 | Flexible copper clad laminate and manufacturing method of the same, and circuit board using the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012015448A true JP2012015448A (en) | 2012-01-19 |
Family
ID=45601493
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010153039A Withdrawn JP2012015448A (en) | 2010-07-05 | 2010-07-05 | Flexible copper clad laminate and manufacturing method of the same, and circuit board using the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012015448A (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016155121A (en) * | 2015-02-23 | 2016-09-01 | 東京応化工業株式会社 | Liquid refining method, chemical liquid or cleaning liquid manufacturing method, filter media, and filter device |
| WO2017123034A1 (en) * | 2016-01-13 | 2017-07-20 | 엘에스엠트론 주식회사 | Copper foil, method for manufacturing same, electrode comprising same, and secondary battery comprising same |
| JP2019038148A (en) * | 2017-08-23 | 2019-03-14 | 住友電気工業株式会社 | Base material for printed wiring boards and method for producing base material for printed wiring boards |
| CN114150299A (en) * | 2021-04-27 | 2022-03-08 | 天津大学 | Chemical deposition method for preparing ultra-low profile copper foil and copper-clad plate thereof |
| KR20220094157A (en) | 2020-12-28 | 2022-07-05 | 우에무라 고교 가부시키가이샤 | Method for producing flexible board |
-
2010
- 2010-07-05 JP JP2010153039A patent/JP2012015448A/en not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016155121A (en) * | 2015-02-23 | 2016-09-01 | 東京応化工業株式会社 | Liquid refining method, chemical liquid or cleaning liquid manufacturing method, filter media, and filter device |
| WO2017123034A1 (en) * | 2016-01-13 | 2017-07-20 | 엘에스엠트론 주식회사 | Copper foil, method for manufacturing same, electrode comprising same, and secondary battery comprising same |
| JP2019038148A (en) * | 2017-08-23 | 2019-03-14 | 住友電気工業株式会社 | Base material for printed wiring boards and method for producing base material for printed wiring boards |
| KR20220094157A (en) | 2020-12-28 | 2022-07-05 | 우에무라 고교 가부시키가이샤 | Method for producing flexible board |
| CN114150299A (en) * | 2021-04-27 | 2022-03-08 | 天津大学 | Chemical deposition method for preparing ultra-low profile copper foil and copper-clad plate thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5461988B2 (en) | Metal laminated polyimide substrate and manufacturing method thereof | |
| JP4283882B2 (en) | Method for producing metal-coated polyimide resin substrate with excellent heat aging characteristics | |
| KR101468074B1 (en) | Conductive thin film by direct plating and method for manufacturing the same | |
| US20070224346A1 (en) | Polyimide substrate and method of manufacturing printed wiring board using the same | |
| JP2012015448A (en) | Flexible copper clad laminate and manufacturing method of the same, and circuit board using the same | |
| JP5835947B2 (en) | Resin base material with metal film pattern | |
| JP4865381B2 (en) | Film metal laminate, method for producing the same, circuit board using the film metal laminate, and method for producing the circuit board | |
| US20140076618A1 (en) | Method of forming gold thin film and printed circuit board | |
| JP3198066B2 (en) | Microporous copper film and electroless copper plating solution for obtaining the same | |
| JP2012115989A (en) | Composite metal foil and method for producing the same, and printed wiring board | |
| JP2002335067A (en) | Swelling solvent composition for texturing resin material and desmearing and removing resin material | |
| JP2010141227A (en) | Rolled copper foil for printed wiring board | |
| JP4751796B2 (en) | Circuit forming substrate and manufacturing method thereof | |
| JP3933128B2 (en) | Resin film with metal foil, resin sheet with metal foil, metal-clad laminate | |
| TWI524823B (en) | Method of manufacturing printed wiring board and printed wiring board obtained by the manufacturing method | |
| JP2006104504A (en) | Electroless plating pre-treatment method and surface metallizing method for polyimide resin, and flexible printed circuit board and manufacturing method for the same | |
| JP5371465B2 (en) | Non-cyan electroless gold plating solution and conductor pattern plating method | |
| JP2005060772A (en) | Flexible printed circuit board manufacturing method, and base material for circuit used therefor | |
| JP2013161928A (en) | Base material for printed wiring board and manufacturing method of the same | |
| JP2001214278A (en) | Accelerator bath solution for direct plating and direct plating method | |
| KR100798870B1 (en) | Conductive metal plated polyimide substrate including coupling agent and method for producing the same | |
| JP2007324522A (en) | Method of manufacturing metallized ceramic substrate | |
| JP2009076740A (en) | Method of manufacturing metal thin film on polyimide resin surface and metal thin film formed by same method, and manufacturing method of polyimide wiring board and polyimide wiring board manufactured by same method | |
| JP5628106B2 (en) | Composite metal foil, method for producing the same, and printed wiring board | |
| JP2008214503A (en) | Method for forming metallic thin film on surface of polyimide resin |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20131001 |