JP2011521811A - 容器特にボトルをブロー成形するためのシステム - Google Patents
容器特にボトルをブロー成形するためのシステム Download PDFInfo
- Publication number
- JP2011521811A JP2011521811A JP2011511145A JP2011511145A JP2011521811A JP 2011521811 A JP2011521811 A JP 2011521811A JP 2011511145 A JP2011511145 A JP 2011511145A JP 2011511145 A JP2011511145 A JP 2011511145A JP 2011521811 A JP2011521811 A JP 2011521811A
- Authority
- JP
- Japan
- Prior art keywords
- gripping
- transfer wheel
- drum
- individual
- parison
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000071 blow moulding Methods 0.000 title claims abstract description 23
- 239000011347 resin Substances 0.000 claims abstract description 14
- 229920005989 resin Polymers 0.000 claims abstract description 14
- 230000033001 locomotion Effects 0.000 claims description 5
- 238000000465 moulding Methods 0.000 abstract description 13
- 238000010438 heat treatment Methods 0.000 description 5
- 238000005352 clarification Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42069—Means explicitly adapted for transporting blown article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4236—Drive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G29/00—Rotary conveyors, e.g. rotating discs, arms, star-wheels or cones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/74—Feeding, transfer, or discharging devices of particular kinds or types
- B65G47/84—Star-shaped wheels or devices having endless travelling belts or chains, the wheels or devices being equipped with article-engaging elements
- B65G47/846—Star-shaped wheels or wheels equipped with article-engaging elements
- B65G47/847—Star-shaped wheels or wheels equipped with article-engaging elements the article-engaging elements being grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C49/783—Measuring, controlling or regulating blowing pressure
- B29C2049/7831—Measuring, controlling or regulating blowing pressure characterised by pressure values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C2049/7879—Stretching, e.g. stretch rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/78—Measuring, controlling or regulating
- B29C2049/788—Controller type or interface
- B29C2049/7882—Control interface, e.g. display
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2949/00—Indexing scheme relating to blow-moulding
- B29C2949/07—Preforms or parisons characterised by their configuration
- B29C2949/0715—Preforms or parisons characterised by their configuration the preform having one end closed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/12—Stretching rods
- B29C49/1202—Means for fixing the stretching rod to the driving means, e.g. clamping means or bayonet connections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/122—Drive means therefor
- B29C49/1222—Pneumatic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/08—Biaxial stretching during blow-moulding
- B29C49/10—Biaxial stretching during blow-moulding using mechanical means for prestretching
- B29C49/122—Drive means therefor
- B29C49/123—Electric drives, e.g. linear motors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42073—Grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42073—Grippers
- B29C49/42075—Grippers with pivoting clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42073—Grippers
- B29C49/42081—Grippers adjustable for different preform size
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42093—Transporting apparatus, e.g. slides, wheels or conveyors
- B29C49/42095—Rotating wheels or stars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4205—Handling means, e.g. transfer, loading or discharging means
- B29C49/42093—Transporting apparatus, e.g. slides, wheels or conveyors
- B29C49/42105—Transporting apparatus, e.g. slides, wheels or conveyors for discontinuous or batch transport
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/4236—Drive means
- B29C49/42362—Electric drive means, e.g. servomotors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0235—Containers
- B65G2201/0244—Bottles
- B65G2201/0247—Suspended bottles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
個々のパリソン3から樹脂容器2をブロー成形する設備は、複数の成形ユニット10を有する。各成形ユニット10は、少なくとも1つの容器2をブロー成形するための型11と、個々のパリソン3を軸方向に変形させるように駆動装置16の動作によって動く少なくとも1つの伸長ロッド14と、を有し、駆動装置16は、各成形ユニット10毎に、成形ユニット10の伸長ロッド14に接続された駆動モータ17を有する。
Description
この発明は、樹脂容器特にボトルをブロー成形するための設備に関する。
ボトリング工業において、例えばEP1445091−A1およびWO0224435−A1の特許出願に記載されている樹脂ボトルの製造に用いる従来技術の設備は、第1の長手方向軸を中心に回転するように取り付けられたブロー成形ホイールを備えている。このホイールは、複数のブロー成形ユニットを備え、これらユニットが該ホイールによって上記第1の軸を中心として回転して供給される。上記ユニットは、個々のパリソンから少なくとも1つのボトルをブロー成形するための型を有し、パリソンを軸方向に変形させるように設計された少なくとも1つの伸長ロッドと協働する。
一般的に、上記伸長ロッドは、駆動装置によって上記第1の軸と平行な線に沿って移動し、上記駆動装置は、各伸長ロッド毎に、第1のカムと、この第1のカムに係合する第1のタペットローラと、を備えている。
上記の設備は、さらに、パリソンを熱的に調整するための加熱炉と、パリソンを上記加熱炉を通して進行させる第1供給装置と、パリソンを上記第1供給装置から上記ブロー成形ホイールへと順次移送するために第2の長手方向軸を中心として回転するように取り付けられた第1移送ホイールと、ボトルを上記ブロー成形ホイールから第2供給装置へと順次移送するために第3の長手方向軸を中心として回転するように取り付けられた第2移送ホイールと、を備えており、上記第2供給装置が、上記ボトルをボトル充填装置あるいは別のコンベア装置へと供給する。
通常、各々の移送ホイールは、上記の第2の軸もしくは第3の軸を中心として回転するように取り付けられたドラムと、各パリソンもしくは各ボトルを第2の軸もしくは第3の軸を中心として供給するように上記ドラムに取り付けられた複数の把持・搬送ユニットと、を備えている。上記把持・搬送ユニットは、ドラムに対して各々の第4の軸を中心として回転するように回転可能に接続された支持アームを備えており、さらに、この支持アームに対して各々の第5の軸を中心として回転するように上記支持アームに回転可能に接続された把持部材と、上記把持・搬送ユニットを各々の第4の軸および第5の軸を中心として傾けるように設計された配向装置と、を備えている。
上記配向装置は、各把持・搬送ユニット毎に、第2カムと、第3カムと、各支持アーム上に設けられて上記第2カムに係合する第2タペットローラと、各把持部材上に設けられて上記第3カムに係合する第3タペットローラと、を備えている。
各々の第4の軸および第5の軸を中心として把持・搬送ユニットの向きが変わることで、第1供給装置からブロー成形ホイールへのパリソンの移送ならびにブロー成形ホイールから第2供給装置へのボトルの移送を、第1供給装置に沿ったパリソンの間隔、成形ユニットの間隔および第2供給装置に沿ったボトルの間隔に沿って、適切に行うことが可能となる。
しかしながら、上述した形式の従来のボトル用ブロー成形設備においては、第1のサイズのパリソンおよびボトルから該第1のサイズとは異なる第2のサイズのパリソンおよびボトルへの変更が、第1,第2,第3カムを交換する時間がそれぞれ必要であることに主に起因して、担当作業員にとって非常に難しく、かつ設備の設定時間が比較的長く掛かる、という欠点がある。
本発明は、上記のような欠点を解消し、かつ簡単かつ安価に実施することが可能な樹脂容器とりわけボトルを製造するためのブロー成形設備を提供することを目的としている。
従って、本発明によれば、特許請求の範囲に記載のように、樹脂容器とりわけボトルをブロー成形する設備が提供される。
図1において、参照符号1は、樹脂容器をブロー成形する設備の全体を示しており、この具体例では、樹脂容器は、公知の形式の個々のパリソン3(図5)からなる樹脂ボトル2(図3)であって、個々の樹脂ボトル2は、細長いカップ状の本体4を有し、この本体4が、外側にネジを備えた開口端部5と、本体4自体の外表面から半径方向外側へ延びた環状の首部6と、を備えている。
上記設備1は、ブロー成形機7を有し、このブロー成形機7がブロー成形ホイール8を備えている。このブロー成形ホイール8は、図1の紙面に対し直角となる実質的に垂直な長手方向軸9を中心として連続的に回転するように取り付けられており、該ホイール8の端部に取り付けられた複数の成形ユニット10が、所定の間隔でもって上記軸9の周囲に均等に配置され、かつホイール8によって軸9を中心に進むようになっている。
各ユニット10は型11を有し、この型11は、開位置と閉位置との間で動く図示しない公知の形式の2つの半割型を備える。上記の開位置においては、パリソン3の受け取りあるいはボトル2の放出のために、これらの半割型が所定距離だけ互いに離れた位置となり、上記の閉位置においては、これらの半割型(図示せず)の内側に少なくとも1つの成形キャビティ12が形成される。このキャビティ12は、ボトル2の形状を有し、頂部における首部6よりも小径の孔13において外部に開口している。上記型11は、キャビティ12内側のパリソン3内に圧縮空気を吹き込むように設計された図示しない公知の形式の空気圧装置とともに作動する。
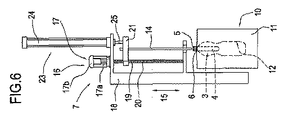
図5に示すように、各キャビティ12は、各々の伸長ロッド14とともに作動する。伸長ロッド14は、軸9と平行な垂直線15に沿って延び、かつキャビティ12と同軸となる位置に取り付けられている。この伸長ロッド14は、該ロッド14が各々のパリソン3の実質的に外部に位置する上昇位置(図5a)と、ロッド14が線15に沿った軸方向に伸びるようにして各パリソン3に係合する下降位置(図5b)と、の間で、線15に沿って移動する。
伸長ロッド14は、駆動装置16によって線15に沿って動く。駆動装置16は、各伸長ロッド14に対して各々駆動モータ17を有し、この駆動モータ17は、ユニット10の取付ブラケット18に固定されており、線15と平行な長手方向軸20を中心に回転するように取り付けられた出力シャフト19を有する。この出力シャフト19は、伸長ロッド14が取り付けられたプレート21に、リードナット・スクリュー機構を介して接続されており、モータ17により回転駆動されることで、伸長ロッド14がその上昇位置と下降位置との間で直線的に移動するようになっている。
より詳しくは、各駆動モータ17は、電気モータ17a(この具体例ではブラシレス電気モータ)および制御エンコーダ17bを備え、上記制御エンコーダ17bは、他の電気モータ17aのエンコーダ17bとともに、電子制御ユニット22に接続されている。この電子制御ユニット22は、モータ17の動作ひいては線15に沿った伸長ロッド14の動きをパリソン3のサイズに応じて、つまりパリソン3の寸法や形状に応じて、制御するように設計されている。
図示しない他の実施例においては、リードナット・スクリュー接続を用いずに、例えば、ベルト伝動機構や、各駆動モータ17としてリニアモータが代わりに用いられる。
図7aおよび図7bに示す実施例においては、伸長ロッド14がリニア電気モータ100に直接に接続されており、該モータ100が伸長ロッド14を垂直に動かす。
モータ100は、また、非リニア形式のものであってもよい。
リニア電気モータ100を使用することで、伸長ロッド14を非常に高速で駆動することが可能となる。
より詳しくは、伸長ロッド14は、毎秒1.5m以上に達する平均速度でもって垂直に移動する。
設備の第1の構成においては、伸長ロッド14は、毎秒1.5m〜3mの平均速度でもって垂直に移動する。
設備の第2の構成においては、伸長ロッド14は、毎秒3m〜6mの平均速度でもって垂直に移動する。
これは、実際のところ、非常に有利な側面であり、パリソン3を高速で伸長させることは、ボトル2を構成する樹脂に歪み硬化作用を与え、材料の機械的特性を改善する、ということが観察されている。
このようにして、ボトル2の製造に使用される樹脂の量をさらに低減することができ、ボトル2の製造コストが大幅に抑制されるとともに設備の環境への影響が少なくなる。
ロッド14の伸長速度の増加は、また、パリソン3のブロー成形に使用される流体圧を30bar未満にできることを意味する。
特に、7〜25barの圧力でもって流体を適用することができる。
これは、ロッド14に与えられる高い伸長速度によって可能となる。
図6に示す実施例は、図5に示す実施例とは、各ロッド14を下降位置から上昇位置へと動かすために各モータ17が各々のプッシュ装置23とともに作用する、という点のみで異なっており、上記プッシュ装置23は、この具体例では、空気圧補償シリンダ24からなり、その出力ロッド25の自由端が各プレート21に固定されている。
図1に示すように、上記の設備は、さらに、パリソン3の樹脂材料をそのガラス転移温度よりも高い温度へと熱的に調整するための公知の形式の加熱炉26と、パリソン3を上記加熱炉26へと供給するための公知の形式の供給ホイール27と、各パリソン3を加熱炉26から各々の成形ユニット10へ移送するための第1移送ホイール29と、各々の成形ユニット10から、ボトル2への充填を行う通常の設備(図示せず)における通常の供給ライン(図示せず)あるいはボトル2の外部供給ライン(図示せず)へ、各ボトル2を移送する第2移送ホイール30と、を備えている。
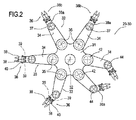
各々のホイール29,30は、線15と平行な実質的に垂直な長手方向軸32を中心として連続的に回転するように取り付けられたドラム31と、このドラム31の周縁に沿って取り付けられた複数の把持・搬送ユニット33(この具体例では6個の把持・搬送ユニット33)と、を有しており、上記把持・搬送ユニット33はドラム31から半径方向外側へ突出し、かつ該ドラム31によって軸32を中心に進行する。
図2,図3に示すように、各々のユニット33は、支持アーム34を備えるとともに、把持部材36を搭載している。上記支持アーム34は、軸32の横方向へ延び、ドラム31に対して線15と実質的に平行な回動軸35を中心として回転するように、ドラム31にヒンジされている。上記把持部材36は、軸32の横方向へ延び、かつ、クランクレバー36aを備えている。このクランクレバー36aは、アーム34に対して線15と実質的に平行な回動軸37を中心として回転するように、アーム34にヒンジされている。
上記部材36は、また、2つのアーム38からなるフォーク状の形状をなす把持要素36bを備えている。これらのアーム38は、線15と平行な各々の回動軸39を中心に、個々のボトル2ないしパリソン3を開放する位置(図示せず)とクランプする位置(図2)との間で往復動作するように取り付けられており、アーム間に介装されたスプリング40によって通常はクランプ位置を保持し、アーム38がボトル2ないしパリソン3を掴んでいる。
上記ユニット33は、アクチュエータ装置41によって各々の軸35,37を中心として向きが変わる。上記アクチュエータ装置41は、各ユニット33毎に、各々の第1駆動モータ42と第2駆動モータ44とを備えている。上記第1駆動モータ42は、ドラム31に取り付けられているとともに、線15と平行な出力シャフト43を有し、この出力シャフト43にアーム34がキー結合されている。上記第2駆動モータ44は、各々のアーム34に固定されているとともに、線15と平行な出力シャフト45を有し、この出力シャフト45にクランクレバー36aがキー結合されている。
使用時には、ホイール29,30が各々の軸32を中心に回転すると同時に、支持アーム34が軸35を中心として、把持部材36が軸37を中心として、それぞれ傾くことによって、ホイール29は、加熱炉26の間隔に応じてパリソン3を受け取り、これらを成形ユニット10の間隔に応じてブロー成形機7へと解放し、またホイール30は、成形ユニット10の間隔に応じてボトル2を受け取り、これらを上述した供給ライン(図示せず)の間隔に応じて上述した充填設備(図示せず)へと解放し、あるいは上述した外部供給ライン(図示せず)の間隔に応じて該外部供給ラインへと解放する。
より具体的には、各駆動モータ42,44は、電気モータ42a,44a(この具体例ではブラシレス電気モータ)および制御エンコーダ42b,44bを備え、上記制御エンコーダ42b,44bは、他の電気モータ42a,44aのエンコーダ42b,44bとともに、上記電子制御ユニット22に接続されている。この電子制御ユニット22は、モータ42a,44aの動作ひいては各々の軸35,37を中心とした把持・搬送ユニット33の向きを、ボトル2およびパリソン3のサイズに応じて制御するように設計されている。
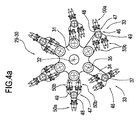
図4に示す実施例は、図2,図3に示した実施例とは、把持部材36に代えて各々把持ユニット46を備えている点のみが異なる。把持ユニット46は、軸37を中心に回転するように各々のアーム34にヒンジされたロッカアーム47を備える。このロッカアーム47は、互いに反対側に第1アーム48と第2アーム49とを備え、第1アーム48は、把持要素36bに類似した把持要素50aを備え、第2アーム49は、把持要素36bに類似した2つの把持要素50bを備える。これら2つの把持要素50bは互いに平行でかつ把持要素50aに対し平行であり、把持要素50aの凹部と反対側に凹部を有している。
使用時には、ブロー成形すべきボトル2のサイズや各々の型11における成形キャビティ12の個数に応じて、駆動モータ44によって把持ユニット46が各々の軸37を中心として選択的に傾くことができる。特に、単一のボトル2をブロー成形するために各型11が単一の成形キャビティ12を具備する場合には、把持要素50aが動作位置へと各ホイール29,30の外側へ向かって移動するとともに把持要素50bが休止位置(図4a)へと各ホイール29,30の内側へ向かって移動し、2つのボトル2をブロー成形するために各型11が2つの成形キャビティ12を具備する場合には、把持要素50aが休止位置へとホイール29,30の内側へ向かって移動するとともに把持要素50bが動作位置(図4b)へと各ホイール29,30の外側へ向かって移動する。
図示しない他の実施例においては、各々の支持アーム34がドラム31に対しスライド可能に接続され、かつ各々の把持部材36ないし把持ユニット46が各支持アーム34に対しスライド可能に接続される。あるいは、各把持・搬送ユニット33の一方の要素がスライド可能であるとともに他方の要素が回転可能となっている。
さらに、図示しない他の可能な実施例においては、上記配向装置41として、把持・搬送ユニット33と、上記接続要素34を動かす第1駆動モータ42と、を有するものの、把持部材36がカムやスライダのような運動連係によって駆動される。
あるいは、図示しない別の可能な実施例においては、上記配向装置41が、各把持・搬送ユニット33毎に、把持部材36,46を動かすための第1駆動モータ42を備えているものの、上記接続要素34がカムやスライダのような運動連係によって駆動される。
Claims (16)
- パリソン(3)の各々から樹脂容器(2)特にボトルをブロー成形する設備のための移送ホイールであって、
この移送ホイールは、第1の長手方向軸(32)を中心として回転するように取り付けられたドラム(31)と、各々把持部材(36,46)を備えるとともに、該把持部材(36,46)を上記ドラム(31)に接続する少なくとも1つの接続要素(34)を含み、個々のパリソン(3)ないし個々の容器(2)を上記第1の軸(32)を中心として供給するように各々上記ドラム(31)に取り付けられた複数の把持・搬送ユニット(33)と、各接続要素(34)を上記ドラム(31)に対して動かすとともに各把持部材(36,46)を各々の接続要素(34)に対して動かす配向装置(41)と、を備え、
上記配向装置(41)は、各把持・搬送ユニット(33)毎に、上記接続要素(34)もしくは上記把持部材(36,46)を動かす第1駆動モータ(42)と、上記接続要素(34)および上記把持部材(36,46)の他方を動かす第2駆動モータ(44)と、を備えることを特徴とする移送ホイール。 - 上記接続要素(34)の各々は、上記ドラム(31)に対して個々の第2の軸(35)を中心として回転するように該ドラム(31)に回転可能に接続された支持アーム(34)を有し、上記把持部材(36,46)の各々は、上記支持アーム(34)に対して個々の第3の軸(37)を中心として回転するように個々の支持アーム(34)に回転可能に接続されており、上記第1駆動モータ(42)の各々は、各支持アーム(34)を上記第2の軸(35)を中心として傾け、上記第2駆動モータ(44)の各々は、各把持部材(36,46)を上記第3の軸(37)を中心として傾ける、ことを特徴とする請求項1に記載の移送ホイール。
- 上記の第1,第2,第3の軸(32,35,37)が互いに実質的に平行であることを特徴とする請求項2に記載の移送ホイール。
- 上記駆動モータ(42,44)の各々が電気モータ(42a,44a)を備えることを特徴とする請求項1〜3のいずれかに記載の移送ホイール。
- 上記駆動モータ(42,44)の各々が、上記電気モータ(42a,44a)の各々の動作を制御するためのエンコーダ(42b,44b)をさらに備えることを特徴とする請求項4に記載の移送ホイール。
- 上記駆動モータ(42,44)の各々の動作を制御する論理制御装置(22)をさらに備えることを特徴とする請求項1〜5のいずれかに記載の移送ホイール。
- 上記把持部材(36)の各々が、パリソン(3)もしくは容器(2)を保持するための単一の要素(36b)を備えることを特徴とする請求項1〜6のいずれかに記載の移送ホイール。
- 上記把持部材(46)の各々が、個々のパリソン(3)もしくは容器(2)を保持するための少なくとも2つの要素(50a,50b)を備えることを特徴とする請求項1〜6のいずれかに記載の移送ホイール。
- 上記把持部材(46)の各々が、第1のサイズのパリソン(3)もしくは容器(2)を保持する第1の要素(50a)と、該第1の要素(50a)の反対側において、第1のサイズとは異なる第2のサイズの個々のパリソン(3)もしくは容器(2)を保持する2つの第2の要素(50b)と、を備えることを特徴とする請求項1〜8のいずれかに記載の移送ホイール。
- パリソン(3)の各々から樹脂容器(2)特にボトルをブロー成形する設備のための移送ホイールであって、
この移送ホイールは、第1の長手方向軸(32)を中心として回転するように取り付けられたドラム(31)と、各々が少なくとも1つのパリソン(3)ないし少なくとも1つの容器(2)を上記第1の軸(32)を中心として供給するように各々上記ドラム(31)に取り付けられた複数の把持・搬送ユニット(33)と、を備え、
上記把持・搬送ユニット(33)の各々が、個々のパリソン(3)もしくは容器(2)を保持する少なくとも1つの第1および第2の要素(50a,50b)を有するとともに、上記第1,第2の要素(50a,50b)を各々の休止位置および動作位置の間で選択的に動かす配向装置(41)を備え、
上記配向装置(41)は、各把持・搬送ユニット(33)毎に、上記の第1の把持要素(50a)を休止位置へ上記の第2の把持要素(50b)を動作位置へと、あるいはその逆へと、選択的に動かす個々の駆動モータ(44)を備え、これにより、上記第1,第2の要素(50a,50b)が互いに選択的に動作位置となる、ことを特徴とする移送ホイール。 - 上記把持・搬送ユニット(33)の各々は、上記第1,第2の要素(50a,50b)を有する把持部材(36,46)を備え、さらに、この把持部材(36,46)を上記ドラム(31)に接続する少なくとも1つの接続要素(34)を備えることを特徴とする請求項10に記載の移送ホイール。
- 各把持・搬送ユニット(33)毎に、各接続要素(34)を上記ドラム(31)に対して動かす第1駆動モータ(42)と、各把持部材(36,46)を各接続要素(34)に対して動かす第2駆動モータ(44)と、をさらに備えることを特徴とする請求項11に記載の移送ホイール。
- 上記接続要素(34)の各々は、上記ドラム(31)に対して個々の第2の軸(35)を中心として回転するように該ドラム(31)に回転可能に接続された支持アーム(34)を有し、上記把持部材(36,46)の各々は、上記支持アーム(34)に対して個々の第3の軸(37)を中心として回転するように個々の支持アーム(34)に回転可能に接続されており、上記第1,第2駆動モータ(42,44)が、各々の支持アーム(34)および各々の把持部材(36,46)を上記第2,第3の軸(35,37)を中心として傾ける、ことを特徴とする請求項12に記載の移送ホイール。
- 上記第1,第2駆動モータ(42,44)の各々が電気モータ(42a,44a)を備えることを特徴とする請求項12または13に記載の移送ホイール
- 上記第1,第2駆動モータ(42,44)の各々が、上記電気モータ(42a,44a)の各々の動作を制御するためのエンコーダ(42b,44b)をさらに備えることを特徴とする請求項14に記載の移送ホイール。
- 上記第1,第2の要素(50a,50b)は、異なるサイズのパリソン(3)ないしは容器(2)を保持するための形状およびサイズを有することを特徴とする請求項10〜15のいずれかに記載の移送ホイール。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08425384.8 | 2008-05-28 | ||
| EP08425384 | 2008-05-28 | ||
| PCT/IB2009/052203 WO2009144664A2 (en) | 2008-05-28 | 2009-05-26 | System for blowing plastic containers, specifically bottles. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011521811A true JP2011521811A (ja) | 2011-07-28 |
Family
ID=39731240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011511145A Pending JP2011521811A (ja) | 2008-05-28 | 2009-05-26 | 容器特にボトルをブロー成形するためのシステム |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20110056809A1 (ja) |
| EP (1) | EP2279070A2 (ja) |
| JP (1) | JP2011521811A (ja) |
| KR (1) | KR20110010772A (ja) |
| CN (1) | CN102036803A (ja) |
| BR (1) | BRPI0908626A2 (ja) |
| MX (1) | MX2010012977A (ja) |
| RU (1) | RU2010146300A (ja) |
| WO (1) | WO2009144664A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019010880A (ja) * | 2015-01-29 | 2019-01-24 | 日精エー・エス・ビー機械株式会社 | 搬送装置 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010006318B4 (de) * | 2010-01-29 | 2021-03-11 | Krones Aktiengesellschaft | Streckblasmaschine mit Gegendruckkompensation und Verfahren zum Expandieren von Kunststoffvorformlingen zu Kunststoffbehältnissen |
| DE102010047104A1 (de) * | 2010-10-01 | 2012-04-05 | Krones Aktiengesellschaft | Vorrichtung zum Umformen von Kunststoffvorformlingen zu Kunststoffbehältnissen mit variabler Ausstoßleistung |
| DE102010049385A1 (de) | 2010-10-26 | 2012-04-26 | Krones Aktiengesellschaft | Blasmaschine in Modulbauweise |
| DE102011007280A1 (de) | 2011-04-13 | 2012-10-18 | Krones Aktiengesellschaft | Behälterbehandlungsmaschine und Verfahren zur Behälterbehandlung |
| DE102011101255A1 (de) | 2011-05-11 | 2012-11-15 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Transportieren von Behältnissen |
| DE102011079078A1 (de) | 2011-07-13 | 2013-01-17 | Krones Ag | Einsternzuführung für Behandlungsmaschinen |
| CN102529073A (zh) * | 2012-03-23 | 2012-07-04 | 林明茳 | 塑料拉吹机的直线驱动器拉伸机构 |
| US11135758B2 (en) * | 2013-02-18 | 2021-10-05 | Discma Ag | Machine and method for forming containers from preforms carried by successive moulds |
| DE102014005321A1 (de) * | 2014-04-10 | 2015-10-15 | Khs Corpoplast Gmbh | Vorrichtung und Verfahren zum Transportieren und Handhaben von Behältern |
| FR3024071B1 (fr) * | 2014-07-25 | 2016-08-19 | Sidel Participations | Procede de controle d'un procede de soufflage de recipients en matiere plastique |
| KR101956870B1 (ko) * | 2014-08-04 | 2019-03-12 | 토요 세이칸 가부시키가이샤 | 패리슨 공급 장치 및 공급 방법, 이들을 이용한 블로우 성형기 및 블로우 성형 방법 |
| JP6393134B2 (ja) | 2014-09-24 | 2018-09-19 | 日精エー・エス・ビー機械株式会社 | プリフォーム搬送装置及びその方法並びにブロー成形装置 |
| DE102015005457A1 (de) * | 2015-04-30 | 2016-11-03 | Khs Corpoplast Gmbh | Rotor einer Vorrichtung zum Formen und/oder Füllen von Behältern aus Vorformlingen |
| CN109153511A (zh) * | 2016-05-25 | 2019-01-04 | 宝洁公司 | 制品处理装置 |
| FR3053271B1 (fr) * | 2016-06-29 | 2018-07-27 | Sidel Participations | Procede de fabrication par etirage soufflage d'un recipient a vitesse d'etirage elevee |
| IT201700019857A1 (it) * | 2017-02-22 | 2018-08-22 | Smi Spa | Sistema di movimentazione di contenitori tra unita' operative |
| FR3068338B1 (fr) * | 2017-07-03 | 2021-02-19 | Sidel Participations | Dispositif de traitement de recipients et dispositif d'entrainement associe |
| CN107877827B (zh) * | 2017-11-02 | 2020-04-28 | 上海樱花塑料制品有限公司 | 一种塑料吹塑机用转动供给设备 |
| DE102018207472A1 (de) * | 2018-05-15 | 2019-11-21 | Robert Bosch Gmbh | Vorrichtung und Verfahren zum Transport zumindest eines Objekts, insbesondere eines pharmazeutischen Behältnisses, zu mehreren Stationen |
| DE102018113301A1 (de) | 2018-06-05 | 2019-12-05 | Krones Ag | Vorrichtung zum Transportieren von Behältern |
| IT202000018799A1 (it) * | 2020-07-31 | 2022-01-31 | Gd Spa | Unità e metodo di trattenimento e movimentazione di almeno un componente e di almeno un contenitore ed apparato di produzione di articoli ad essi correlati |
| DE102021121829A1 (de) | 2021-08-23 | 2023-02-23 | Khs Gmbh | Vorrichtung zum Herstellen von Behältern und Verfahren zum Steuern der Vorrichtung |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL273875A (ja) * | 1961-01-25 | |||
| DE2615007A1 (de) * | 1976-04-07 | 1977-10-20 | Thyssen Plastik Maschinen Gmbh | Vorrichtung zum greifen und transportieren von koerpern, insbesondere kunststoffrohren |
| US5269672A (en) * | 1992-06-29 | 1993-12-14 | Hoover Universal, Inc. | Servo stretch assembly for blow molding machine |
| FR2731176B1 (fr) * | 1995-03-02 | 1997-04-30 | Sidel Sa | Installation de fabrication de recipients par soufflage de preformes en matiere plastique |
| JPH1148316A (ja) * | 1997-08-06 | 1999-02-23 | Tahara:Kk | 2軸延伸吹込成形装置におけるストレッチロッドの制御方法及びその装置 |
| JP4097319B2 (ja) * | 1998-06-10 | 2008-06-11 | 株式会社タハラ | 延伸ロッド位置の自動設定方法及びその装置 |
| FR2814392B1 (fr) | 2000-09-25 | 2002-12-20 | Sidel Sa | Machine d'etirage-soufflage comportant une commande perfectionnee de la tige d'etirage |
| US6581751B1 (en) * | 2000-10-04 | 2003-06-24 | Owens-Brockway Glass Container Inc. | Method and apparatus for inspecting articles of glassware |
| DE10063795A1 (de) * | 2000-12-21 | 2002-06-27 | Krones Ag | Vorrichtung und Verfahren zur Herstellung von Behältern durch Blasformung |
| ITMI20010387A1 (it) * | 2001-02-26 | 2002-08-26 | Sipa Spa | Dispositivo e metodo per la presa e la movimentazione di oggetti |
| US6557695B2 (en) * | 2001-08-01 | 2003-05-06 | Owens-Brockway Glass Container Inc. | Apparatus and method for inspecting non-round containers |
| JP4285727B2 (ja) * | 2002-11-08 | 2009-06-24 | 株式会社フロンティア | ブロー成形装置の移送機構 |
| EP1588825A1 (en) * | 2002-12-12 | 2005-10-26 | A.K. Technical Laboratory, Inc., | Elongation drive device of stretch rod in stretch blow molding machine and bottom-type lifting drive device |
| ITMI20030194A1 (it) * | 2003-02-05 | 2004-08-06 | Smi Spa | Stella con bracci a passo variabile per macchine rotative |
| DE10325229A1 (de) * | 2003-06-04 | 2004-12-23 | Sig Technology Ltd. | Vorrichtung zur Blasformung von Behältern |
| DE60326353D1 (de) * | 2003-11-06 | 2009-04-09 | Nestle Waters Man & Technology | Herstellungsverfahren von Behältern aus Polyesterharz |
| DE102005040905A1 (de) * | 2005-04-12 | 2006-10-19 | Sig Technology Ltd. | Verfahren und Vorrichtung zur Positionierung eines Bauelementes |
| JP4857784B2 (ja) * | 2006-01-27 | 2012-01-18 | 東洋製罐株式会社 | プリフォーム取出装置 |
| JP5244823B2 (ja) * | 2007-02-15 | 2013-07-24 | カーハーエス コーポプラスト ゲーエムベーハー | 容器をブロー成形するための方法および装置 |
-
2009
- 2009-05-26 EP EP09754290A patent/EP2279070A2/en not_active Withdrawn
- 2009-05-26 US US12/990,527 patent/US20110056809A1/en not_active Abandoned
- 2009-05-26 WO PCT/IB2009/052203 patent/WO2009144664A2/en active Application Filing
- 2009-05-26 RU RU2010146300/05A patent/RU2010146300A/ru unknown
- 2009-05-26 MX MX2010012977A patent/MX2010012977A/es unknown
- 2009-05-26 JP JP2011511145A patent/JP2011521811A/ja active Pending
- 2009-05-26 BR BRPI0908626A patent/BRPI0908626A2/pt not_active IP Right Cessation
- 2009-05-26 KR KR1020107027888A patent/KR20110010772A/ko not_active Application Discontinuation
- 2009-05-26 CN CN2009801192487A patent/CN102036803A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019010880A (ja) * | 2015-01-29 | 2019-01-24 | 日精エー・エス・ビー機械株式会社 | 搬送装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009144664A4 (en) | 2010-07-29 |
| US20110056809A1 (en) | 2011-03-10 |
| WO2009144664A2 (en) | 2009-12-03 |
| RU2010146300A (ru) | 2012-07-10 |
| MX2010012977A (es) | 2010-12-21 |
| CN102036803A (zh) | 2011-04-27 |
| EP2279070A2 (en) | 2011-02-02 |
| KR20110010772A (ko) | 2011-02-07 |
| WO2009144664A3 (en) | 2010-05-27 |
| BRPI0908626A2 (pt) | 2015-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011521811A (ja) | 容器特にボトルをブロー成形するためのシステム | |
| JP5739330B2 (ja) | プラスチック容器、特にボトルをブロー成形するためのプラント | |
| JP5557119B2 (ja) | プラスチック容器、特にボトルをブロー成形するためのプラント用成形ユニット | |
| RU2741539C1 (ru) | Отставитель для машин формования стеклянных изделий | |
| CN102164833B (zh) | 传送装置 | |
| JP2011529408A (ja) | プラスチック容器、特にボトルをブロー成形するためのプラント | |
| JP5549944B2 (ja) | プラスチック容器、特にボトルをブロー成形するためのプラントの成形ユニット | |
| JP5440816B2 (ja) | プラスチック容器、特にボトルをブロー成形するためのプラント用の成形ユニット | |
| JP6594848B2 (ja) | 処理システム及び処理方法 | |
| US20110138594A1 (en) | Plant for blow-moulding plastic containers, particularly bottles |