JP2010094815A - 複層の気体密閉室を有するプラスチック気泡シート及びその製造方法、製造装置 - Google Patents
複層の気体密閉室を有するプラスチック気泡シート及びその製造方法、製造装置 Download PDFInfo
- Publication number
- JP2010094815A JP2010094815A JP2008264830A JP2008264830A JP2010094815A JP 2010094815 A JP2010094815 A JP 2010094815A JP 2008264830 A JP2008264830 A JP 2008264830A JP 2008264830 A JP2008264830 A JP 2008264830A JP 2010094815 A JP2010094815 A JP 2010094815A
- Authority
- JP
- Japan
- Prior art keywords
- film
- cap
- plasticized
- plastic
- gas
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Laminated Bodies (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Buffer Packaging (AREA)
- Wrappers (AREA)
Abstract
【課題】 多数の突起部(キャップ)が形成されたキャップフィルムと、その底面においてバックフィルムが接合されているプラスチック気泡シートにおいて、緩衝性、断熱性、圧縮強度を高めたプラスチック気泡シート及びその製造手段に関し、特に、キャップの中の一部において一層のキャップが破れた場合でも、緩衝効果、圧縮強度、断熱性などをある程度維持できるプラスチック気泡シート及びその製造手段に関する。
【解決手段】 第1キャップフィルムとバックフィルムの間に、1層以上の第2キャップフィルムが内在し、このキャップ内で、第1キャップフィルムと第2キャップフィルムとバックフィルムのそれぞれの層間において気体層が密閉されていることを特徴とする、複層の気体密閉室を有するプラスチック気泡シート及びその製造手段に関する。
【選択図】 図1
【解決手段】 第1キャップフィルムとバックフィルムの間に、1層以上の第2キャップフィルムが内在し、このキャップ内で、第1キャップフィルムと第2キャップフィルムとバックフィルムのそれぞれの層間において気体層が密閉されていることを特徴とする、複層の気体密閉室を有するプラスチック気泡シート及びその製造手段に関する。
【選択図】 図1
Description
本発明は、プラスチック気泡シート及びその製造手段に関し、特に、多数の突起部(キャップ)が形成されているキャップフィルムのキャップ内に、さらに1層以上のキャップフィルムが内在していることにより、緩衝性や断熱性を高めたプラスチック気泡シート及びその製造手段に関する。
プラスチックフィルムに真空成形によって多数の窪みを形成させたキャップフィルムを製造し、キャップの底面に平坦なバックフィルムを接合させて、多数の密閉された気体室(気泡突起)を形成させたプラスチック気泡シート(以下、気泡シートと略す場合がある。)は、緩衝材等に広く使用されている(特公平3−74616号)。このように広く使用されてくるにつけて、少ない原材料で、緩衝効果、圧縮強度、断熱性などをさらに高めたいと云う要望や、さまざまな意匠効果を高めたいなどのより高度の要望もなされている。特に、キャップの中の一部において一層のキャップが破れた場合でも、緩衝効果、圧縮強度、断熱性などをある程度維持できるようにすることが望まれていた。
本発明の目的は、従来のプラスチック気泡シートの緩衝性や圧縮強度および断熱性を高めたプラスチック気泡シート及びその製造手段を提供することにある。また本発明は、キャップの中の一部において一層のキャップが破れた場合でも、緩衝効果、圧縮強度、断熱性などをある程度維持できるプラスチック気泡シート及びその製造手段を提供することにある。また本発明は、プラスチック気泡シートの圧縮強度を維持したまま、高さの高い気泡シートを可能にし、より緩衝性、断熱性を高めたプラスチック気泡シート及びその製造手段を提供することにある。また本発明は、気泡シートの色が内層と外層とで異なることにより、より深みのある色彩効果を有するプラスチック気泡シートを提供することにある。さらに本発明は、上記プラスチック気泡シートの有効な製造方法および製造装置を提供することにある。
本発明は上記の目的を達成するためになされたものであって、多数の突起部(キャップ)が形成されている第1キャップフィルムと、平坦なプラスチックフィルムであるバックフィルムが、第1キャップフィルムの底面において接合され、このキャップの内部に気体が密閉されているプラスチック気泡シートにおいて、第1キャップフィルムとバックフィルムの間に、1層以上の第2キャップフィルムが内在し、このキャップ内で、第1キャップフィルムと第2キャップフィルムとバックフィルムのそれぞれの層間において気体層が密閉されていることを特徴とする、複層の気体密閉室を有するプラスチック気泡シートに関する。また本発明は、前記第2キャップフィルムが複層のキャップフィルムから成り、それぞれの第2キャップフィルムの層間においても気体層が密閉されている、前記複層の気体密閉室を有するプラスチック気泡シートに関する。また本発明は、前記第2キャップフィルムの色が前記第1キャップフィルムの色と異なる、前記複層の気体密閉室を有するプラスチック気泡シートに関する。 また本発明は、前記複層の気体密閉室を有するプラスチック気泡シートにおける前記第1キャップフィルムの頂点にさらにトップフィルムが接合されている、前記複層の気体密閉室を有するプラスチック気泡シートに関する。
また本発明は、真空吸引孔が表面に存在し、回転可能に支持されている成形ロールと、成形ロール内部より真空吸引孔を負圧にするプラスチック気泡成形装置に、可塑化されているプラスチックフィルム(第1可塑化フィルム)が導入され、真空成形によって第1プラスチックフィルムに多数の窪み(キャップ)が形成されつつある第1キャップフィルム形成工程と、第1キャップフィルムの真空成形が行われている段階で、さらに第2の可塑化されているプラスチックフィルム(第2可塑化フィルム)が導入され、真空成形によって第2可塑化フィルムに多数の窪み(キャップ)が形成される、第2キャップフィルム形成工程と、第2キャップフィルムが成形された段階で、さらにバックフィルムが導入され、第1キャップフィルムと第2キャップフィルムとバックフィルムとが積層され接合される工程とを有することを特徴とする、複層の気体密閉室を有するプラスチック気泡シートの製造方法に関する。また本発明は、前記成形ロールが、前後又は/及び上下に移動可能となるように構成されていることにより、固定されている前記第1可塑化フィルムの供給部、前記第2可塑化フィルムの供給部、前記バックフィルムの供給部に対する成形ロールの相対位置が前後又は/及び上下に移動させられることによって、前記第1キャップフィルムと前記第2キャップフィルム及び前記バックフィルムそれぞれの層間の気体層の厚みを可変にできるようにした、複層の気体密閉室を有するプラスチック気泡シートの製造方法に関する。また本発明は、前記第1可塑化フィルム、前記第2可塑化フィルム、前記バックフィルムの内、少なくとも1つが、Tダイスより押し出されてくる溶融フィルムである、前記複層の気体密閉室を有するプラスチック気泡シートの製造方法に関する。また本発明は、前記第1可塑化フィルム、前記第2可塑化フィルム、前記バックフィルムの内、少なくとも1つが、成形された熱可塑性フィルムが加熱装置で加熱されて可塑化されたフィルムである、前記複層の気体密閉室を有するプラスチック気泡シートの製造方法に関する。 また本発明は、前記バックフィルムが接着剤を有するフィルムであり、接着剤により前記接合が行われる、前記複層の気体密閉室を有するプラスチック気泡シートの製造方法に関する。
また本発明は、真空吸引孔が表面に存在し、回転可能に支持されている成形ロールと、成形ロール内部に真空吸引孔に対応して成形ロールの軸方向に配設されている空気の通路である複数のアキシャル孔と、成形ロールの端部に接して設けられ、成形ロールの一部の範囲におけるアキシャル孔を真空源に導き、アキシャル孔内を負圧にするように構成されている固定の吸引ボックスを有するプラスチック気泡成形装置において、第1可塑化フィルムが供給される第1可塑化フィルム供給部と、第1可塑化フィルムが真空吸引孔により真空成形されて第1プラスチックフィルムに多数の窪み(キャップ)が形成される第1キャップフィルム形成部と、第2可塑化フィルムが供給される第2可塑化フィルム供給部と、第1キャップフィルムの真空成形が行われている段階で、第2可塑化フィルムが導入され、真空成形によって多数の窪み(キャップ)が形成される第2キャップフィルム形成部と、バックフィルム供給部と、バックフィルムが第1キャップフィルムと第2キャップフィルムとが積層され接合される積層・接合部と、を有することを特徴とする、複層の気体密閉室を有するプラスチック気泡シートの製造装置に関する。 また本発明は、前記成形ロールが前後又は/及び上下に移動可能となるような機構を有する成形ロール移動装置を有し、固定されている前記第1可塑化フィルム供給部、前記第2可塑化フィルム供給部、バックフィルム供給部に対する成形ロールの相対位置を前後又は/及び上下に移動させられることによって、前記第1キャップフィルムと前記第2キャップフィルム及び前記バックフィルムそれぞれの層間の気体層の厚みを可変にできるようにした、前記複層の気体密閉室を有するプラスチック気泡シートの製造装置に関する。 また本発明は、前記第1可塑化フィルム供給部、前記第2可塑化フィルム供給部、前記バックフィルム供給部の内、少なくとも1つが、Tダイスを有することによりTダイスにより押し出された溶融フィルムとして供給される、前記複層の気体密閉室を有するプラスチック気泡シートの製造装置に関する。また本発明は、前記第1可塑化フィルム供給部、前記第2可塑化フィルム供給部、前記バックフィルム供給部の内、少なくとも1つが、成形された熱可塑性フィルムが加熱装置で加熱されて可塑化されて供給される成形フィルム供給部と加熱装置とを有する、前記複層の気体密閉室を有するプラスチック気泡シートの製造装置に関する。
本発明は、プラスチック気泡シートおよびその製造手段に関する。プラスチック気泡シートは、プラスチックフィルムを真空成形することによって多数の窪みを形成させたキャップフィルムと、そのキャップの底面に平坦なバックフィルムを接合させて、多数の密閉された気体室(気泡突起)を形成させたシートである。プラスチック気泡シートは、パッキング材や緩衝材等に広く使用されている。なお通常は、気体は空気がそのまま使用されるが、酸化を嫌う場合は、窒素や炭酸ガスなどが使用され、酸化を目的にする場合は、酸素やオゾンなどが使用され、用途によって特殊なガスも使用できる。
本発明におけるキャップフィルムは、真空成形によってプラスチックフィルムに多数の窪みを形成させたものである。多数のとは、1平方メータ当たり数十個、通常数百個以上の気泡突起を有する。本発明におけるキャップフィルムの厚みは、数マイクロメータから250マイクロメータの範囲である、通常はフィルムと呼ばれる範囲ばかりでなく、250マイクロメータ以上で、通常はシートとよばれる数ミリメータの厚みに属するものも使用される。これらのフィルムの厚みは、押出機の押出能力に限界があるため、フィルムの厚みが厚い場合は、生産ラインのライン速度を遅くし(2〜3m/分)、フィルムの薄い場合は、100m/分を越える速度で運転される。また、キャップフィルムとバックフィルムの積層体をシートと表現する場合もあるが、シートについても特に厚みを制限するものではないが、数十マイクロメータから数ミリメータの厚みに属するものもある。
本発明においては、多数の突起部(キャップ)が形成されている第1キャップフィルムと、平坦なプラスチックフィルムであるバックフィルムが、この第1キャップフィルムの底面において接合され、このキャップの内部に気体が密閉されているプラスチック気泡シートを有する。この密閉されている個々の気泡室は、薄いキャップフィルムに覆われていることから、独特の緩衝性、柔らかさ、圧縮強さ、断熱性を有する。なお、このキャップフィルムが形成するキャップの形状は、上方からみて、丸ばかりでなく楕円形、四角、三角、ハート形、クローバ形など、種々の形態にすることができる。
本発明は、この第1キャップフィルムとバックフィルムの間に、1層以上の第2キャップフィルムが内在していることを特徴とする。そして、このキャップ内で、第1キャップフィルムと第2キャップフィルムとバックフィルムのそれぞれの層間において気体層が密閉されている。このように複層の気体層を含むことにより、気泡シートの柔らかい感触を維持したまま、気泡シートの緩衝性、圧縮強さ、断熱性をさらに高めることができる。このように、本発明において複層のキャップフィルムと云う場合は、それぞれの層の間に気体の層があることを意味する。そして、それぞれのキャップフィルムやバックフルムとして、ラミネートフィルムやコーティングフィルムなどの2層フィルムや多層フィルムを使用することもできるが、これらの多層フィルム間には気体の層を含まないので、本発明の第1キャップフィルムや第2キャップフィルム、バックフィルムでは単層のフィルムとして扱われる。また、このように第2キャップフィルムが挿入されることより、キャップフィルムの高さが高くなって第1のキャップフィルムが破れた場合でも、緩衝効果や断熱性をある程度を維持できる。なお、ここに導入される第2キャップフィルムに、匂い、防錆、抗菌、防虫成分等の機能剤を含浸したフィルムを使用し、必要に応じ第1キャップフィルムを破き、機能剤の効果を発現させることもできる。
上記第2キャップフィルムは、1層とは限らず、さらに複層のキャップフィルムとすることもできる。その事により、それぞれの第2キャップフィルムの層間においても気体層が密閉されているプラスチック気泡シートとすることができる。このように多層の気体層は、上記の気泡シートの緩衝性、圧縮強さ、断熱性をさらに高めることができる。また、このように複層の第2キャップフィルムとすることで、第1のキャップフィルムが破れた場合でも緩衝性や断熱性を維持できるので、気泡シートの高さを高くすることもできる。
この第2キャップフィルムの色を、第1キャップフィルムの色と異なるものとすることができる。そうすることにより、プラスチック気泡シートの色に深みや、異なった意匠効果をもたらすことができる。また、第2キャップシートが複層の場合、複層の第2キャップフィルムのそれぞれの色を変えることにより、上記意匠効果もさらに高めることができる。
本発明の複層の気体密閉室を有するプラスチック気泡シートにおける第1キャップフィルムの頂点に、さらにトップフィルムが接合された三層構造を有するプラスチック気泡シートとすることができる。このような構造にすることにより、圧縮強度がさらに高くなり、また、成形体の曲げ強度も著しく向上する。
本発明の成形ロールは、従来のキャップフィルムが単層の場合と同様なものをそのまま使用できる。キャップフィルムの気泡突起は、回転可能に支持されている成形ロールの表面にある多数の真空吸引孔からフィルムを負圧吸引することにより形成される。成形ロール表面には、多数の真空吸引孔が設けられており、ロール軸方向(横方向)に配列されている。この成形ロール内部にこの真空吸引孔の列に対応して設けられた空気の通路である複数のアキシャル孔が成形ロールの軸方向に配設されている。そして各真空吸引孔は、このアキシャル孔を通じて真空源に導かれている。この真空吸引孔の列は、必ずしも規則的に配列している必要はないが、それぞれの真空吸引孔が、対応するアキシャル孔に導かれておればよい。また、隣接する真空吸引孔の列と一定の配列になることは必要とされないが、結果として、成形ロール上の真空吸引孔の配列が互いに千鳥配列に配置されることが、真空吸引孔の数を大きく取ることが出来るので望ましい。また、真空吸引孔の複数の列が、一つのアキシャル孔に導かれていてもよい。本発明におけるアキシャル孔は、成形ロールの端部において接して設けられている固定の吸引ボックスにより、成形ロールの外に設けられている真空源に導かれ、このアキシャル孔内を負圧にすることができるように構成されている。
本発明における吸引ボックスは、回転している成形ロールに気密に接しているが、成形ロールの外部にあって固定されており、回転はしない。吸引ボックスは、回転している成形ロールが有する複数のアキシャル孔を真空源へ導き、それによってアキシャル孔が負圧にされる。アキシャル孔の負圧吸引は、通常は全てのアキシャル孔に対して行うのではなく、成形ロール内のアキシャル孔の一部に対して行われる。一部としたのは、全てのアキシャル孔を負圧にしたのでは、フィルムの真空成形に寄与していないアキシャル孔まで吸引してしまい、効率が悪いからである。成形ロールは高速で回転しているので、吸引ボックスは複数列のアキシャル孔にまたがるように、ある程度の幅に渡って設けられていることが望ましい、固定している吸引ボックスと回転している成形ロールとの接触部は、気体の漏れが少ないよう、フッ素系樹脂や繊維集積体などで摺動部が構成されていることが好ましい。本発明における吸引ボックスは、成形ロールの側面(ロール鏡板面、以下、単にロール側面という場合がある)側に設置する場合と、成形ロール表面(曲面からなる部分、以下ロール表面という場合がある)側に設置する場合がある。
本発明の第1キャップフィル、第2キャップフィルは、フィルム供給部から成形ロールへ可塑化されたフィルムとして供給される。バックフィルムは、必ずしも可塑化されている必要はないが、必要に応じて可塑化されて供給される。可塑化されたフィルムとは、変形可能なように可塑性を有するフィルムをいい、熱可塑性樹脂では通常は加熱によって可塑化できるが、溶剤や可塑剤によって可塑性をもたらすこともできる。
本発明の第1キャップフィルム、第2キャップフィルム、バックフィルムは、フィルム供給部から成形ロールへ可塑化されるフィルムとして供給されるが、そのフィルム供給部は、大別して2つのタイプがある。その1つは、押出機で可塑化された樹脂を、Tダイスによりフィルム状に押し出し、直接、成形ロールに供給する方式である。他のタイプは、成形され既に固化したフィルムとなっているものを、加熱して可塑化して、成形ダイスに導く方式である。これらの2つの方式は、第1キャップフィルム、第2キャップフィルム、バックフィルムの全てが同一方式である必要はなく、それらの内、一つまたは二つが他の方式であってもよい。
本発明の複層の気体密閉室を有するプラスチック気泡シートの製造において、第1キャップフィルム、第2キャップフィルム、バックフィルムのそれぞれを成形ロールへ導くタイミングが非常に重要になる。まず、第1可塑化フィルムが成形ロールに導入され、真空成形によって第1プラスチックフィルムに多数の窪み(キャップ)が形成されつつある第1キャップフィルム形成工程と、この第1キャップフィルムの真空成形が行われている段階で、さらに第2の可塑化されているプラスチックフィルム(第2可塑化フィルム)が導入され、真空成形によって多数の窪み(キャップ)が形成される第2キャップフィルム形成工程とを有する。この第2可塑化フィルムの導入は、第1キャップフィルムのキャップがまだ完成しない段階で導入される。そして、その後の真空成形により第1キャップフィルムのキャップの完成と、第2キャップフィルムのキャップの成形が続けて行われる。そして、第2キャップフィルムが成形されている段階で、さらにバックフィルムが導入され、第1キャップフィルムと第2キャップフィルムとバックフィルムとが積層される。この積層された第1キャップフィルムと第2キャップフィルムとバックフィルムとが、それぞれの底面部で接合させられる。この積層と接合は、それぞれの可塑化フィルムが有している可塑性によって、積層と同時に接合されても良いし、その後の圧着ロールの押圧等で接合を完成させてもよい。
本発明のバックフィルムは、必ずしも可塑化されている必要はないが、その場合は、バックフィルムが接着剤を有するフィルムを使用することができる。バックフィルムが成形ロールに導かれて、この接着剤により接合が行うことができる。このようにバックフィルムに接着性フィルムを使用することにより、従来の単層の気体密閉層の製造装置からでも、簡便に複層の気体密閉層を有するプラスチック気泡シートを成形することが可能である。接着剤は、ホットメルト接着剤、エマルジョン接着剤、溶剤接着剤等が使用され、それぞれ適したコータが使用される。
本発明の成形ロールは、前後又は/及び上下に移動可能となる成形ロール移動機構を有することが望ましい。上述のように、本発明の多層の気体層を有するプラスチック気泡シートの成形においては、それぞれの気体層の厚みをコントロールする必要がある。したがって、第1可塑化フィルム、第2可塑化フィルム、バックフィルムを成形ロールに導く相対的位置関係は非常に微妙である。そこで本発明では、固定されている第1可塑化フィルム供給部、第2可塑化フィルム供給部、バックフィルム供給部に対する成形ロールの相対位置を、前後又は/及び上下に移動させられることによって、第1キャップフィルムと第2キャップフィルム及びバックフィルムの導入位置を微妙にコントロールすることにより、それぞれの層間の気体層の厚みを可変にできるようにしたことに特徴がある。この前後又は/及び上下とは、地面に対して平行方向と垂直方向を意味するが、必ずしも、平行方向と直角方向ばかりを意味するのではなく、斜め方向でも、平行方向成分と垂直方向成分を有するので、前後又は/及び上下に含まれる。前後とは、成形されたシートが地面に対して平行に進行していく方向が前方で、逆方向が後方である。
本発明のプラスチック気泡シートは、複層の気体密閉室を有することを特徴とし、従来のプラスチック気泡シートの緩衝性や圧縮強度および断熱性を高めることができた。また本発明は、プラスチック気泡シートの圧縮強度を維持したまま、高さの高い気泡シートを可能にし、より緩衝性、断熱性を高めたラスチック気泡シートを可能にした。また本発明は、キャップフィルムの色が内層と外層とで異なることにより、より深みのある色彩効果を有するプラスチック気泡シートとなる。
本発明は、上記複層の気体密閉室を有するプラスチック気泡シートの有効な製造手段を提供するもので、特に、成形ロールが前後又は/及び上下に移動可能となるような機構を有することにより、多層の気体層を有するプラスチック気泡シートの成形において、それぞれの気体層の厚みをコントロールできるようにした。また本発明では、バックフィルムが接着剤を有するフィルムであることにより、従来の単層の気体密閉層の製造装置からでも、簡便に複層の気体密閉層を有するプラスチック気泡シートを成形することを可能にした。
以下本発明を図面で示す実施例に基づいて説明する。図1は、本発明の複層の気体密閉室を有するプラスチック気泡シートの例で、2層の気体密閉室を有する場合を断面図で示した。第1キャップフィルム1とバックフィルム2との間に、第2キャップフィルム3が存在する。その結果、第1キャップフィルム1と第2キャプフィルム3の間に気体密閉室a4が形成され、第2キャップフィルム3とバックフィルム2との間に気体密閉室b5が形成されている複層の気体密閉室を有するプラスチック気泡シート6となる。
図2は、種々のタイプのプラスチック気泡シートを比較して断面図で示した。A図は、第1キャップフィルム1とバックフィルム2とで形成されている従来タイプのプラスチック気泡シート11である。B図は、図1と同一のものを比較のために示した。C図は、高さを高くしたプラスチック気泡シート12で、第1キャップフィルム13の背が高く、中に第2キャップフィルム14がある。C図のプラスチック気泡シート12は、背が高いにもかかわらず、中に第2キャップフィルム14があるため、圧縮強度はあまり低下しない。D図は、背の高い第1キャップフィルム13の中に、第2キャップフィルムA15、第2キャップフィルムB16があるプラスチック気泡シート17で、C図のプラスチック気泡シート12の緩衝性、断熱性及び圧縮強度をさらに高めたものである。
図3は、本発明の複層の気体密閉室を有するプラスチック気泡シートにおいて、第1キャップフィルム1の頂点にさらに平面状のトップフィルム18が接合されている三層構造プラスチック気泡シート19の例を示す。
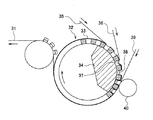
図4は、本発明のプラスチック気泡シート成形装置の例を示す装置全体の概念を示す斜視図である。回転している成形ロール21の表面には多数の真空吸引孔22を有しており、それぞれの真空吸引孔22は、アキシャル孔23に通じている。真空吸引孔22の数およびアキシャル孔23の数は、図では煩雑なため粗く描いているが、実際の装置は、もっと密に配されている。アキシャル孔23は、成形ロール21の側面からみて、成形ロール21の周方向に等位置に配分されていることが望ましい。真空吸引孔22は、横方向に列をなしており、例えば、アキシャル孔23aは、点線で示した範囲の真空吸引孔22の列に通じている。このような成形ロール21上へ、第1キャップフィルムの原料となる第1溶融フィルム24が導かれる。アキシャル孔23内が減圧されると、そのアキシャル孔23に通じている真空吸引孔22により真空成形されて気泡突起が形成されつつある。その過程で、第2キャップフィルムの原料となる第2溶融フィルム25が成形ロール21へ導かれ、成形されつつある第1溶融フィルムと一緒に真空吸引孔22によって真空成形されて、キャップフィルムが形成される。第1キャップフィルムおよび第2キャップフィルムに気泡突起が形成された後、バックフィルム26が導入され、第1キャップフィルム、第2キャップフィルムと積層され、ニップロール27でプレスされて、プラスチック気泡シート28となる。なお、アキシャル孔23の一部が、真空ポンプ(図示されていない)に通じている吸引ボックス29によって負圧吸引される。
図5は、本発明のプラスチック気泡シート31の製造工程を示した装置の断面図である。成形ロール32は、多数の真空吸引孔33を有し、その真空吸引孔33は一定区間を吸引ボックス34で負圧吸引されている。第1可塑化フィルム35が成形ロール32の負圧吸引されている真空吸引孔33に導入され、第1可塑化フィルム35の真空成形が始まる。この第1可塑化フィルム35の真空成形されている過程で、まだ第1可塑化フィルム35が真空吸引孔33の底に到達しない段階で、第2可塑化フィルム36が成形ロール32に導かれ、第1可塑化フィルム35に重ねられ、第1可塑化フィルム35と一緒に真空成形され、第1キャップフィルム37、第2キャップフィルム38となる。その後、可塑化されているバックフィルム39が成形ロール32に導かれ、第1キャップフィルム37、第2キャップフィルム38と重ねられ、プレスロール40でプレスされることによって、第1キャップフィルムの底面、第2キャップフィルムの底面、バックフィルム39が接合されて、複層の気体密閉室を有するプラスチック気泡シート31となる。
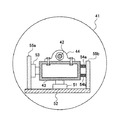
図6は、本発明の成形ロール41が、前後又は/及び上下に移動させる機構の例を、装置の側面図で示す。成形ロール41の軸42は、架台43上でピロー形ころがり軸受44によって保持されている。架台43は、ネジ穴45a、45bを有しており、台車46に開けられた穴47a、47bを通じて、ボルト48a、48bがネジ穴45a、45bで固定されている。そして、ボルト48a、48bを調整することで、架台43に載せられた成形ロール41は、上下に移動できる。台車46には、車輪49a、49bが設けられている。また、台車46には、ストッパーネジ50が設けられ、このストッパーネジ50を床から上げることで、車輪49a、49bにより前後に移動することができる。
図7は、本発明の成形ロール41が、前後又は/及び上下に移動させる他の機構の例を、装置の側面図で示す。架台43はジャッキA51により床梁52上に支えられている。また架台43は、ジャッキB53とバネ54a、54bにより、柱55a、55bの間で、前後から支えられている。ジャッキA51とジャッキB53が架台43と接する面は平面に仕上げられており、グリース等で潤滑されて、架台が移動できるようになっている。また潤滑面は、レールやコロ、ベアリング等を設けてもよい。図ではジャッキA51とジャッキB53はそれぞれ1個のみで示してあるが、ジャッキや成形ロールの大きさによって、複数個を使用することができる。ジャッキA51とジャッキB53は、油圧ジャッキ、ネジ式ジャッキ、電動ジャッキ等が使用できるが、位置制御型のジャッキが望ましい。ジャッキA51の高さを変えることで、架台43は上下に動き、ジャッキB53の高さを変えることで、架台は前号に動く。これらの移動距離は、数十ミリメータの範囲なので、潤滑によって滑って移動するのに支障はない。このように架台43が移動させられることによって、ピロー形ころがり軸受44に支持されている成形ロール41が、前後または/及び上下に移動させることができる。
図8は、成形ロールへ第1可塑化フィルム、第2可塑化フィルム、バックフィルムが供給されてくる態様を、装置の断面図で示す。それぞれの押出機(図示されていない)で可塑化された樹脂は、TダイスA61、TダイスB62、TダイスC63によって第1可塑化フィルム64、第2可塑化フィルム65、可塑化フィルムからなるバックフィルム66が成形され、成形ロール67に供給される。第1可塑化フィルム64は成形ロール67で成形されて、第1キャップフィルムとなり、第2可塑化フィルム65は成形ロール67で成形されて、第2キャップフィルムとなり、バックフィルム66と積層され、プレスロール68でプレスされて積層接合されて、複層の気体密閉室を有するプラスチック気泡シート69となる。
図9は、成形ロールへ第1可塑化フィルム、第2可塑化フィルム、バックフィルムが供給されてくる他の態様を、装置の断面図で示す。TダイスA61、TダイスB62によって第1可塑化フィルム64、第2可塑化フィルム65として、成形ロール67に供給される。バックフィルム71は、既に製膜されているフィルム72を予熱ロール73a、73bで予熱され、赤外線ヒータ74で加熱されて、成形ロール67へ導かれる。第1可塑化フィルム64は成形ロール67で成形されて、第1キャップフィルムとなり、第2可塑化フィルム65は成形ロール67で成形されて、第2キャップフィルムとなり、バックフィルム71は第1キャップフィルム、第2キャップフィルムに積層接合されて、複層の気体密閉室を有するプラスチック気泡シート75となる。この図では、バックフィルム71のみを既に成形されたフィルム72から導入したが、同様な方式で、第1可塑化フィルム64、第2可塑化フィルム65も、既に製膜されているフィルムから加熱されて、可塑化フィルムとすることもできる。
図10は、成形ロールへ第1可塑化フィルム、第2可塑化フィルム、バックフィルムが供給されてくる他の態様を、装置の断面図で示す。第1可塑化フィルム64と第2可塑化フィルム65は、図6と同様である。バックフィルム81は、既に製膜されているフィルム82から導かれ、ロール83a、83bの間で、コータロール84a、84bによって表面に接着剤が塗布される。接着剤が塗布されたバックフィルム81は、第1キャップフィルム、第2キャップフィルムに積層接合されて、複層の気体密閉室を有するプラスチック気泡シート85となる。
本発明によって製造されるプラスチック気泡シートは、包装用の箱や荷物の運搬用などに使用される緩衝用シートとして使用される。
1:第1キャップフィルム、 2:バックフィルム、 3:第2キャップフィルム、
4:気体密閉室a、 5:気体密閉室b、 6:プラスチック気泡シート。
11:プラスチック気泡シート、 12:プラスチック気泡シート、
13:第1キャップフィルム、 14:第2キャップフィルム、
15:第2キャップシートA、 16:第2キャップシートB、
17:プラスチック気泡シート。
18:トップフィルム、 19:三層構造プラスチック気泡シート。
21:成形ロール、 22:真空吸引孔、 23:アキシャル孔、
24:第1溶融フィルム、 25:第2溶融フィルム、 26:バックフィルム、
27:ニップロール、 28:プラスチック気泡シート、 29:吸引ボックス。
31:プラスチック気泡シート、 32:成形ロール、 33:真空吸引孔、
34:吸引ボックス、 35:第1可塑化フィルム、 36:第2可塑化フィルム、
37:第1キャップフィルム、 38:第2キャップフィルム、
39:バックフィルム。
41:成形ロール、 42:軸、 43:架台、
44:ピロー形ころがり軸受、 45a、45b:ネジ穴、 46:穴、
48a、48b:ボルト、 49a、49b:車輪。
51:ジャッキA、 52:床梁、 53:ジャッキB、 54a、54b:バネ、
55a、55b:柱。
61:TダイスA、 62:TダイスB、 63:TダイスC、
64:第1可塑化フィルム、 65:第2可塑化フィルム、
66:バックフィルム、 67:成形ロール、 68:プレスロール、
69:プラスチック気泡シート。
71:バックフィルム、 72:フィルム、 73a、73b:予熱ロール、
74:赤外線ヒータ、 75:プラスチック気泡シート。
81:バックフィルム、 82:フィルム、 83a、83b:ロール、
84a、84b:コータロール、 85:プラスチック気泡シート。
4:気体密閉室a、 5:気体密閉室b、 6:プラスチック気泡シート。
11:プラスチック気泡シート、 12:プラスチック気泡シート、
13:第1キャップフィルム、 14:第2キャップフィルム、
15:第2キャップシートA、 16:第2キャップシートB、
17:プラスチック気泡シート。
18:トップフィルム、 19:三層構造プラスチック気泡シート。
21:成形ロール、 22:真空吸引孔、 23:アキシャル孔、
24:第1溶融フィルム、 25:第2溶融フィルム、 26:バックフィルム、
27:ニップロール、 28:プラスチック気泡シート、 29:吸引ボックス。
31:プラスチック気泡シート、 32:成形ロール、 33:真空吸引孔、
34:吸引ボックス、 35:第1可塑化フィルム、 36:第2可塑化フィルム、
37:第1キャップフィルム、 38:第2キャップフィルム、
39:バックフィルム。
41:成形ロール、 42:軸、 43:架台、
44:ピロー形ころがり軸受、 45a、45b:ネジ穴、 46:穴、
48a、48b:ボルト、 49a、49b:車輪。
51:ジャッキA、 52:床梁、 53:ジャッキB、 54a、54b:バネ、
55a、55b:柱。
61:TダイスA、 62:TダイスB、 63:TダイスC、
64:第1可塑化フィルム、 65:第2可塑化フィルム、
66:バックフィルム、 67:成形ロール、 68:プレスロール、
69:プラスチック気泡シート。
71:バックフィルム、 72:フィルム、 73a、73b:予熱ロール、
74:赤外線ヒータ、 75:プラスチック気泡シート。
81:バックフィルム、 82:フィルム、 83a、83b:ロール、
84a、84b:コータロール、 85:プラスチック気泡シート。
Claims (13)
- 多数の突起部(キャップ)が形成されている第1キャップフィルムと、平坦なプラスチックフィルムであるバックフィルムが、該第1キャップフィルムの底面において接合され、該キャップの内部に気体が密閉されているプラスチック気泡シートにおいて、
該第1キャップフィルムと該バックフィルムの間に、1層以上の第2キャップフィルムが内在し、
該キャップ内で、該第1キャップフィルムと該第2キャップフィルムと該バックフィルムのそれぞれの層間において気体層が密閉されている、
ことを特徴とする複層の気体密閉室を有するプラスチック気泡シート。 - 前記第2キャップフィルムが複層のキャップフィルムから成り、それぞれの該第2キャップフィルムの層間においても気体層が密閉されている、請求項1の複層の気体密閉室を有するプラスチック気泡シート。
- 前記第2キャップフィルムの色が前記第1キャップフィルムの色と異なる、請求項1の複層の気体密閉室を有するプラスチック気泡シート。
- 前記複層の気体密閉室を有するプラスチック気泡シートにおける前記第1キャップフィルムの頂点にさらにトップフィルムが接合されている、請求項1の複層の気体密閉室を有するプラスチック気泡シート。
- 真空吸引孔が表面に存在し、回転可能に支持されている成形ロールと、該成形ロール内部より該真空吸引孔を負圧にするプラスチック気泡成形装置に、可塑化されているプラスチックフィルム(第1可塑化フィルム)が導入され、真空成形によって該第1プラスチックフィルムに多数の窪み(キャップ)が形成されつつある第1キャップフィルム形成工程と、
該第1キャップフィルムの真空成形が行われている段階で、さらに第2の可塑化されているプラスチックフィルム(第2可塑化フィルム)が導入され、真空成形によって該第2可塑化フィルムに多数の窪み(キャップ)が形成される、第2キャップフィルム形成工程と、
該第2キャップフィルムが成形された段階で、さらにバックフィルムが導入され、該第1キャップフィルムと該第2キャップフィルムと該バックフィルムとが積層され接合される工程と、
を有することを特徴とする、複層の気体密閉室を有するプラスチック気泡シートの製造方法。 - 前記成形ロールが、前後又は/及び上下に移動可能となるように構成されていることにより、固定されている前記第1可塑化フィルムの供給部、前記第2可塑化フィルムの供給部、前記バックフィルムの供給部に対する該成形ロールの相対位置が前後又は/及び上下に移動させられることによって、前記第1キャップフィルムと前記第2キャップフィルム及び前記バックフィルムそれぞれの層間の気体層の厚みを可変にできるようにした、請求項5の複層の気体密閉室を有するプラスチック気泡シートの製造方法。
- 前記第1可塑化フィルム、前記第2可塑化フィルム、前記バックフィルムの内、少なくとも1つが、Tダイスより押し出されてくる溶融フィルムである、請求項5の複層の気体密閉室を有するプラスチック気泡シートの製造方法。
- 前記第1可塑化フィルム、前記第2可塑化フィルム、前記バックフィルムの内、少なくとも1つが、成形された熱可塑性フィルムが加熱装置で加熱されて可塑化されたフィルムである、請求項5の複層の気体密閉室を有するプラスチック気泡シートの製造方法。
- 前記バックフィルムが接着剤を有するフィルムであり、該接着剤により前記接合が行われる、請求項5の複層の気体密閉室を有するプラスチック気泡シートの製造方法。
- 真空吸引孔が表面に存在し、回転可能に支持されている成形ロールと、該成形ロール内部に該真空吸引孔に対応して該成形ロールの軸方向に配設されている空気の通路である複数のアキシャル孔と、該成形ロールの端部に接して設けられ、該成形ロールの一部の範囲における該アキシャル孔を真空源に導き、該アキシャル孔内を負圧にするように構成されている固定の吸引ボックスを有するプラスチック気泡成形装置において、
第1可塑化フィルムが供給される第1可塑化フィルム供給部と、
該第1可塑化フィルムが該真空吸引孔により真空成形されて該第1プラスチックフィルムに多数の窪み(キャップ)が形成される第1キャップフィルム形成部と、
第2可塑化フィルムが供給される第2可塑化フィルム供給部と、
該第1キャップフィルムの真空成形が行われている段階で、該第2可塑化フィルムが導入され、真空成形によって多数の窪み(キャップ)が形成される第2キャップフィルム形成部と、
バックフィルム供給部と、
該バックフィルムが該第1キャップフィルムと該第2キャップフィルムとが積層され接合される積層・接合部と、
を有することを特徴とする、複層の気体密閉室を有するプラスチック気泡シートの製造装置。 - 前記成形ロールが前後又は/及び上下に移動可能となるような機構を有する成形ロール移動装置を有し、固定されている前記第1可塑化フィルム供給部、前記第2可塑化フィルム供給部、バックフィルム供給部に対する該成形ロールの相対位置を前後又は/及び上下に移動させられることによって、前記第1キャップフィルムと前記第2キャップフィルム及び前記バックフィルムそれぞれの層間の気体層の厚みを可変にできるようにした、請求項10の複層の気体密閉室を有するプラスチック気泡シートの製造装置。
- 前記第1可塑化フィルム供給部、前記第2可塑化フィルム供給部、前記バックフィルム供給部の内、少なくとも1つが、Tダイスを有することによりTダイスにより押し出された溶融フィルムとして供給される、請求項10の複層の気体密閉室を有するプラスチック気泡シートの製造装置。
- 前記第1可塑化フィルム供給部、前記第2可塑化フィルム供給部、前記バックフィルム供給部の内、少なくとも1つが、成形された熱可塑性フィルムが加熱装置で加熱されて可塑化されて供給される成形フィルム供給部と加熱装置とを有する、請求項10の複層の気体密閉室を有するプラスチック気泡シートの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008264830A JP5184294B2 (ja) | 2008-10-14 | 2008-10-14 | 複層の気体密閉室を有するプラスチック気泡シート及びその製造方法、製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008264830A JP5184294B2 (ja) | 2008-10-14 | 2008-10-14 | 複層の気体密閉室を有するプラスチック気泡シート及びその製造方法、製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010094815A true JP2010094815A (ja) | 2010-04-30 |
| JP5184294B2 JP5184294B2 (ja) | 2013-04-17 |
Family
ID=42256865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008264830A Expired - Fee Related JP5184294B2 (ja) | 2008-10-14 | 2008-10-14 | 複層の気体密閉室を有するプラスチック気泡シート及びその製造方法、製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5184294B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101422686B1 (ko) | 2014-01-16 | 2014-07-23 | 주식회사 폴리쉘 | 단열가스 충진용 단열재의 제조장치 |
| KR20150087573A (ko) * | 2014-01-22 | 2015-07-30 | 박현창 | 다층 에어캡 원단 제조장치 |
| CN116021738A (zh) * | 2022-12-14 | 2023-04-28 | 浙江鹏远新材料科技集团股份有限公司 | 一种固碳相变气泡膜生产设备及工艺 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0483740U (ja) * | 1990-11-30 | 1992-07-21 | ||
| JPH10505032A (ja) * | 1995-04-11 | 1998-05-19 | デヨング パッキング カンパニー リミテッド | 2重段ボール及びその成形方法と装置 |
| JPH11216770A (ja) * | 1998-02-04 | 1999-08-10 | Kawakami Sangyo Kk | プラスチック気泡シートの製造装置および製造方法 |
| JP2001269995A (ja) * | 2000-03-24 | 2001-10-02 | Kawakami Sangyo Co Ltd | 合成樹脂性中空板製造装置および製造方法 |
| JP2006069076A (ja) * | 2004-09-02 | 2006-03-16 | Kawakami Sangyo Co Ltd | 片面に針状突起を有する立体構造物およびその製造方法およびその製造装置 |
| JP3125716U (ja) * | 2006-07-19 | 2006-09-28 | 株式会社ジェイエスピー | 運搬用スペーサー |
-
2008
- 2008-10-14 JP JP2008264830A patent/JP5184294B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0483740U (ja) * | 1990-11-30 | 1992-07-21 | ||
| JPH10505032A (ja) * | 1995-04-11 | 1998-05-19 | デヨング パッキング カンパニー リミテッド | 2重段ボール及びその成形方法と装置 |
| JPH11216770A (ja) * | 1998-02-04 | 1999-08-10 | Kawakami Sangyo Kk | プラスチック気泡シートの製造装置および製造方法 |
| JP2001269995A (ja) * | 2000-03-24 | 2001-10-02 | Kawakami Sangyo Co Ltd | 合成樹脂性中空板製造装置および製造方法 |
| JP2006069076A (ja) * | 2004-09-02 | 2006-03-16 | Kawakami Sangyo Co Ltd | 片面に針状突起を有する立体構造物およびその製造方法およびその製造装置 |
| JP3125716U (ja) * | 2006-07-19 | 2006-09-28 | 株式会社ジェイエスピー | 運搬用スペーサー |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101422686B1 (ko) | 2014-01-16 | 2014-07-23 | 주식회사 폴리쉘 | 단열가스 충진용 단열재의 제조장치 |
| KR20150087573A (ko) * | 2014-01-22 | 2015-07-30 | 박현창 | 다층 에어캡 원단 제조장치 |
| KR101623857B1 (ko) * | 2014-01-22 | 2016-06-07 | 박현창 | 다층 에어캡 원단 제조장치 |
| CN116021738A (zh) * | 2022-12-14 | 2023-04-28 | 浙江鹏远新材料科技集团股份有限公司 | 一种固碳相变气泡膜生产设备及工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5184294B2 (ja) | 2013-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4473507B2 (ja) | 押出しエンボシング方法及びシステム | |
| CN1503722A (zh) | 用于制备在真空包装中使用的具有空气通道的膜片的方法 | |
| CN205663161U (zh) | 共挤复合石塑pvc地板 | |
| JP5184294B2 (ja) | 複層の気体密閉室を有するプラスチック気泡シート及びその製造方法、製造装置 | |
| US6402873B1 (en) | Method of manufacturing laminated thermoplastic resin sheet and apparatus therefor | |
| JP4793782B2 (ja) | 中空構造板の製造方法、及びその製造システム | |
| WO2019134632A1 (zh) | 塑胶地板层状强化结构及其制造设备与成型方法 | |
| EP3632680B1 (en) | Roll forming device for plastic floor | |
| KR101044884B1 (ko) | 컬러 티피유시트 제조방법 및 상기 방법으로 제조된 컬러 티피유시트 | |
| US7074289B2 (en) | Method for preparing laminating materials | |
| JP4918505B2 (ja) | 気泡シート体の製造方法 | |
| JP2008296988A (ja) | プラスチック製の空気袋緩衝材とその製造方法 | |
| US20250010512A1 (en) | Methods to provide a floor covering | |
| JP5600618B2 (ja) | 気泡シートの製造装置及び気泡シートの製造方法 | |
| JP2002326297A (ja) | プラスチック中空板、その製造方法および製造装置 | |
| KR100768824B1 (ko) | 기능성 다층 압출시이트의 제조장치 및 그를 이용한기능성 다층 압출시이트 | |
| KR200495887Y1 (ko) | 보호필름 일체형 장식필름을 사용한 abs 문짝 | |
| CN1717311A (zh) | 用于制造塑料软管或金属塑料复合软管的方法 | |
| TWI879100B (zh) | 用於貼合複數膜的系統及使用其製備複合膜的方法 | |
| KR20190137713A (ko) | 동조엠보 바닥재 제조방법 및 이 제조방법에 의해 제조된 바닥재 | |
| JP7815370B2 (ja) | フィルムを接合するためのシステム、およびそれを使用して複合フィルムを製造するための方法 | |
| CN1925976A (zh) | 用于多层膜压纹处理的方法 | |
| KR20060111951A (ko) | 진공포장용 필름 제조장치 및 그 필름 | |
| JPH0560420B2 (ja) | ||
| CN120921654A (zh) | 双层蜂窝复合板的生产线和生产方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110905 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130116 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |