JP2010094762A - Surface-coated cutting tool provided with hard coated layer demonstrating superior chipping resistance - Google Patents
Surface-coated cutting tool provided with hard coated layer demonstrating superior chipping resistance Download PDFInfo
- Publication number
- JP2010094762A JP2010094762A JP2008266331A JP2008266331A JP2010094762A JP 2010094762 A JP2010094762 A JP 2010094762A JP 2008266331 A JP2008266331 A JP 2008266331A JP 2008266331 A JP2008266331 A JP 2008266331A JP 2010094762 A JP2010094762 A JP 2010094762A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- crystal
- coated
- tool
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Drilling Tools (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
Abstract
Description
この発明は、硬質被覆層が制御された傾斜組成、結晶方位、結晶粒界性格を有することによってすぐれた耐欠損性を示し、したがって、切刃に対して断続的な高負荷がかかる鋼や鋳鉄などの断続重切削加工という厳しい切削条件下で用いられた場合にも、切削工具の長寿命化が可能となる表面被覆切削工具(以下、被覆工具という)に関するものである。 The present invention has excellent fracture resistance due to the controlled gradient composition, crystal orientation, and grain boundary character of the hard coating layer, and therefore, steel and cast iron in which intermittent high loads are applied to the cutting edge. The present invention relates to a surface-coated cutting tool (hereinafter referred to as a coated tool) that can extend the life of a cutting tool even when used under severe cutting conditions such as intermittent heavy cutting.
一般に、被覆工具には、各種の鋼や鋳鉄などの被削材の旋削加工にバイトの先端部に着脱自在に取り付けて用いられるインサートや、前記インサートを着脱自在に取り付けて、面削加工や溝加工、さらに肩加工などに用いられるソリッドタイプのエンドミルと同様に切削加工を行うインサート式エンドミルなどが知られている。 In general, for coated tools, inserts that are detachably attached to the tip of a cutting tool for turning of work materials such as various types of steel and cast iron, and the inserts are detachably attached to be used for chamfering and grooving. An insert type end mill that performs cutting processing in the same manner as a solid type end mill used for processing and shoulder processing is known.
また、被覆工具として、炭化タングステン(以下、WCで示す)基超硬合金、炭窒化チタン(以下、TiCNで示す)基サーメットまたは各種の立方晶窒化ほう素(以下、cBNで示す)基超高圧焼結材料で構成された工具本体の表面に、(TiXAl1−X )N(ただし、原子比で、Xは0.40〜0.60)を満足するTiとAlの複合窒化物[以下、(Ti,Al)Nで示す]層からなる硬質被覆層を物理蒸着してなる被覆工具が提案され、各種の鋼や鋳鉄などの連続切削や断続切削加工に用いられている。
さらに、硬質被覆層として、上記(Ti,Al)N層を形成した被覆工具において、硬質被覆層構成成分である、TiあるいはAlの層中濃度分布を制御することによって、高速切削加工時の耐摩耗性の向上あるいは重切削加工時の耐チッピング性の改善を図ることが知られている。
Furthermore, in the coated tool in which the (Ti, Al) N layer is formed as the hard coating layer, the concentration distribution in the layer of Ti or Al, which is a component of the hard coating layer, is controlled, thereby improving the resistance to high-speed cutting. It is known to improve wearability or to improve chipping resistance during heavy cutting.
近年の切削加工装置のFA化はめざましく、加えて切削加工に対する省力化、省エネ化、低コスト化さらに効率化の要求も強く、これに伴い、高送り、高切り込みなどの重切削加工が要求される傾向にあるが、上記の従来被覆工具においては、各種の鋼や鋳鉄を通常条件下で切削加工した場合に特段の問題は生じないが、切刃に対して断続的に大きな機械的負荷がかかる断続重切削加工に用いた場合には、切刃部に欠損を生じやすく、これが原因で、比較的短時間で使用寿命に至るのが現状である。 In recent years, FA of cutting devices has been remarkable, and in addition, there are strong demands for labor saving, energy saving, cost reduction and efficiency for cutting processing, and accordingly, heavy cutting processing such as high feed and high cutting is required. However, in the above-mentioned conventional coated tools, there is no particular problem when various types of steel and cast iron are machined under normal conditions, but there is an intermittently large mechanical load on the cutting edge. When used for such intermittent heavy cutting, the cutting edge is likely to be damaged, and due to this, the service life is reached in a relatively short time.
そこで、本発明者等は、上述のような観点から、上記の従来被覆工具のさらに一段の使用寿命の延命化を図るべく、これの硬質被覆層である(Ti,Al)N層に着目し、鋭意研究を行った結果、
(a)上記の従来被覆工具は、例えば図3に概略説明図で示される物理蒸着装置の1種であるアークイオンプレーティング(AIP)装置に上記の工具基体を装着し、
装置内加熱温度:300〜500℃、
超硬基体に印加する直流バイアス電圧:−60〜−100V、
カソード電極:Al−Ti合金、
上記カソード電極とアノード電極間のアーク放電電流:60〜100A、
装置内窒素ガス圧力:1〜6Pa、
の条件(以下、通常条件という)で、硬質被覆層として上記の組成式:(TiXAl1−X)N(ただし、原子比で、Xは0.40〜0.60)を満足(Ti,Al)N層[以下、従来(Ti,Al)N層という]を形成することにより製造される。
しかし、前記(Ti,Al)N層の形成を、例えば図2に概略説明図で示される物理蒸着装置の1種である圧力勾配型Arプラズマガンを利用したイオンプレーティング装置に上記の工具基体を装着し、
工具基体温度: 350〜500 ℃、
蒸発源:金属Al,金属Ti、
プラズマガン放電電力: 3〜12 kW、
窒素ガス流量: 50〜70 sccm、
装置内ガス圧力: 0.04〜0.08 Pa、
工具基体に印加する直流バイアス電圧: −5〜−10 V
の条件で、かつ、プラズマアシスト用のArプラズマガン放電電力を2〜4kWとし、基板にプラズマを照射して蒸着粒子のイオン化率を上げて蒸着を行い、さらに、蒸着の進行とともに、蒸発源である金属Alと金属Tiに印加するプラズマガン放電電力を相対的に次第に変化させながら蒸着を行うと、この結果形成された(Ti,Al)N層[以下、改質(Ti,Al)N層という]は、改質(Ti,Al)N層の層厚方向に沿って、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Alとの合量に占めるTi含有割合X(原子比)が漸次増加する傾斜組成を有するようになること。
In view of the above, the present inventors have focused on the (Ti, Al) N layer, which is a hard coating layer, in order to further extend the service life of the conventional coated tool. As a result of earnest research,
(A) The above-mentioned conventional coated tool is, for example, mounted on the tool base on an arc ion plating (AIP) apparatus which is one type of physical vapor deposition apparatus schematically shown in FIG.
In-apparatus heating temperature: 300-500 ° C
DC bias voltage applied to the carbide substrate: −60 to −100 V,
Cathode electrode: Al-Ti alloy,
Arc discharge current between the cathode electrode and the anode electrode: 60 to 100 A,
Nitrogen gas pressure in the apparatus: 1 to 6 Pa,
(Hereinafter referred to as normal conditions) satisfying the above composition formula: (Ti X Al 1-X ) N (where X is 0.40 to 0.60 in terms of atomic ratio) as a hard coating layer (Ti , Al) N layer [hereinafter referred to as a conventional (Ti, Al) N layer].
However, the formation of the (Ti, Al) N layer is performed, for example, on an ion plating apparatus using a pressure gradient type Ar plasma gun which is one type of physical vapor deposition apparatus schematically shown in FIG. Wearing
Tool substrate temperature: 350 to 500 ° C.
Evaporation source: Metal Al, Metal Ti,
Plasma gun discharge power: 3-12 kW,
Nitrogen gas flow rate: 50-70 sccm,
In-apparatus gas pressure: 0.04-0.08 Pa,
DC bias voltage applied to tool base: -5 to -10 V
In addition, the Ar plasma gun discharge power for plasma assist is set to 2 to 4 kW, and the substrate is irradiated with plasma to increase the ionization rate of the deposited particles. When deposition is performed while the plasma gun discharge power applied to a certain metal Al and metal Ti is gradually changed, a (Ti, Al) N layer formed as a result [hereinafter, a modified (Ti, Al) N layer is formed. Is the Ti content ratio in the total amount with Al from the lower side (tool base side) to the upper side (surface side) along the layer thickness direction of the modified (Ti, Al) N layer. It has a gradient composition in which X (atomic ratio) gradually increases.
(b)さらに、上記(a)の改質(Ti,Al)N層と上記従来(Ti,Al)N層について、電子線後方散乱回折装置(以下、EBSDという)を用いて個々の結晶粒の結晶方位を解析したところ、図1に概略説明図で示される通り、表面研磨面の測定範囲内に存在する立方晶結晶格子を有する結晶粒個々に電子線を照射して、前記表面研磨面の法線に対して、前記結晶粒の結晶方位<111>がなす傾斜角を測定し、前記測定傾斜角のうち、前記法線方向となす角度が0〜55度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計し、また、各結晶粒界を構成する隣り合う結晶粒同士のなす角θを測定し、集計した時、前記従来(Ti,Al)N層は、図5に例示される通り、表面研磨面の法線に対する結晶粒の結晶方位<111>がなす傾斜角の分布は、法線方向に対して0〜15度の範囲内の傾斜角区分にピークを有することがあったとしても、結晶粒界の角度分布は、小角粒界(0<θ≦15゜)の割合が10%程度と小さいのに対して、前記(a)の改質(Ti,Al)N層の結晶方位<111>の測定傾斜角の分布は、図4に例示される通り、法線方向に対して0〜15度の範囲内の傾斜角区分に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上である結晶配向を示し、さらに、結晶粒界の角度分布図において、小角粒界(0<θ≦15゜)の割合が50%以上であること。
さらに、前記表面研磨面の法線方向に対して0〜15度の範囲内に、結晶方位<111>が存在する結晶粒の面積割合、また、結晶粒界の角度分布における小角粒界の割合は、基体の温度、バイアス電圧、窒素ガス流量、プラズマアシスト条件によって変化すること。
(B) Further, with respect to the modified (Ti, Al) N layer of (a) and the conventional (Ti, Al) N layer, individual crystal grains using an electron beam backscatter diffractometer (hereinafter referred to as EBSD). As shown in the schematic explanatory diagram of FIG. 1, the crystal orientation of the surface polished surface was irradiated with an electron beam on each crystal grain having a cubic crystal lattice existing within the measurement range of the surface polished surface. The tilt angle formed by the crystal orientation <111> of the crystal grains is measured with respect to the normal line, and the tilt angle between the measured tilt angle and the normal direction is within a range of 0 to 55 degrees. When the angle is divided into pitches of 0.25 degrees and the frequencies existing in each section are tabulated, and the angle θ formed between adjacent crystal grains constituting each crystal grain boundary is measured and tabulated. As shown in FIG. 5, the conventional (Ti, Al) N layer is a normal line of the surface polished surface. The distribution of the inclination angle formed by the crystal orientation <111> of the crystal grain with respect to the normal direction may have a peak in the inclination angle section within the range of 0 to 15 degrees, even if the angle of the grain boundary is The distribution is such that the ratio of small-angle grain boundaries (0 <θ ≦ 15 °) is as small as about 10%, while the measured inclination of the crystal orientation <111> of the modified (Ti, Al) N layer of (a). As illustrated in FIG. 4, the distribution of angles is such that the area ratio of the crystal grains in which the crystal orientation <111> exists in the tilt angle section within the range of 0 to 15 degrees with respect to the normal direction is the total area of the crystal grains. The crystal orientation is 50% or more, and the ratio of the small-angle grain boundaries (0 <θ ≦ 15 °) is 50% or more in the angle distribution diagram of the crystal grain boundaries.
Furthermore, the area ratio of crystal grains in which the crystal orientation <111> exists within a range of 0 to 15 degrees with respect to the normal direction of the surface polished surface, and the ratio of small-angle grain boundaries in the angular distribution of crystal grain boundaries Varies depending on the substrate temperature, bias voltage, nitrogen gas flow rate, and plasma assist conditions.
(c)多くの試験結果によれば、上記の通り工具基体に改質(Ti,Al)N層を物理蒸着装置の1種である圧力勾配型Arプラズマガンを利用したイオンプレーティング装置によって物理蒸着する条件、例えば、
基体の温度: 350〜500 ℃
バイアス電圧: −5〜−10 V
窒素ガス流量: 50〜70 sccm
プラズマガン放電電力: 3〜12 kW
プラズマアシスト条件:Arプラズマガンの放電電力 2〜4 kW
のように調整することによって、表面研磨面の法線に対して0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上を占め、また、結晶粒界の角度分布において、0<θ≦15°の割合が全粒界の50%以上を占めるという結晶配列を示すようになること。
(C) According to many test results, as described above, the modified (Ti, Al) N layer is physically applied to the tool base by an ion plating apparatus using a pressure gradient type Ar plasma gun which is one type of physical vapor deposition apparatus. Conditions for vapor deposition, for example
Substrate temperature: 350-500 ° C
Bias voltage: -5 to -10 V
Nitrogen gas flow rate: 50-70 sccm
Plasma gun discharge power: 3-12 kW
Plasma assist conditions: Ar plasma gun discharge power 2-4 kW
By adjusting as described above, the area ratio of the crystal grains in which the crystal orientation <111> exists in the range of 0 to 15 degrees with respect to the normal line of the surface polished surface accounts for 50% or more of the total area of the crystal grains, In addition, in the angular distribution of the crystal grain boundaries, the crystal arrangement is such that the ratio of 0 <θ ≦ 15 °
(d)また、硬質被覆層の構成成分であるTiとAlの組成(含有割合)は、例えば、蒸発源である金属Alあるいは金属Tiへ照射するプラズマガン放電電力をコントロールすることによって、層全体としての全体平均組成を任意に調整することができる。
さらに、蒸着時間の経過にともなって、金属Al、金属Tiの何れか一方に対するプラズマガン放電電力を相対的に変化・調整することにより、その変化・調整パターンに応じて、層厚方向に沿って所望の傾斜組成(成分濃度勾配)を有する非均質組成の硬質被覆層を形成することもできる。
いずれにしても、蒸着形成時の基体の温度、バイアス電圧、窒素ガス流量、プラズマアシスト条件等を調整することによって、所望結晶形態、粒界特性の硬質膜を蒸着形成することができると同時に、プラズマガン放電電力等を調整することによって、所望全体平均組成、所望傾斜組成(濃度勾配)の硬質膜を蒸着形成することができ、また、これらを調整することによって、切刃に対して断続的に高負荷が作用する断続重切削加工において、すぐれた耐欠損性、耐摩耗性を発揮する硬質被覆層を備えた被覆工具を提供することができる。
以上(a)〜(d)に示される知見を得たのである。
(D) The composition (content ratio) of Ti and Al, which are constituent components of the hard coating layer, is controlled by, for example, controlling the plasma gun discharge power applied to the metal Al or metal Ti as the evaporation source. The overall average composition can be arbitrarily adjusted.
Furthermore, as the deposition time elapses, the plasma gun discharge power relative to either metal Al or metal Ti is relatively changed / adjusted, and along the layer thickness direction according to the change / adjustment pattern. It is also possible to form a hard coating layer having a non-homogeneous composition having a desired gradient composition (component concentration gradient).
In any case, by adjusting the temperature of the substrate at the time of vapor deposition formation, bias voltage, nitrogen gas flow rate, plasma assist conditions, etc., a hard film having a desired crystal form and grain boundary characteristics can be vapor deposited, By adjusting the plasma gun discharge power, etc., a hard film having a desired overall average composition and a desired gradient composition (concentration gradient) can be formed by vapor deposition, and by adjusting these, it is intermittent to the cutting edge. Thus, it is possible to provide a coated tool including a hard coating layer that exhibits excellent fracture resistance and wear resistance in intermittent heavy cutting in which a high load is applied.
The knowledge shown in (a) to (d) above has been obtained.
この発明は、上記の知見に基づいてなされたものであって、
「 超硬合金、サーメットあるいは立方晶窒化ほう素基超高圧焼結体からなる工具基体の表面に、平均層厚0.5〜10μmのTiとAlの複合窒化物層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、
(a)上記TiとAlの複合窒化物層を、
組成式:(TiX Al1−X )N
で表した場合、
上記TiとAlの複合窒化物層全体としては、Tiの含有割合X(但し、Xは原子比)は、0.50〜0.70を満足する全体平均組成を有し、同時に、上記TiとAlの複合窒化物層の層厚方向に沿って、下部側(工具基体側)から上部側(表面側)に向うにしたがって、層中のTi含有割合Xが、0.4から1.0まで漸次増加する傾斜組成を有し、
(b)また、上記TiとAlの複合窒化物層について、電子線後方散乱回折装置を用いて個々の結晶粒の結晶方位を解析し、
(イ)表面研磨面の法線方向に対する前記結晶粒の結晶方位<111>がなす傾斜角を測定し、前記測定傾斜角のうち、法線方向に対して0〜55度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、0〜15度の範囲内の傾斜角区分に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上である結晶配向を示し、
(ロ)結晶粒界を構成する隣り合う結晶粒同士のなす角を測定した場合、前記なす角が0度を超え15度以下である小角粒界の割合が全粒界の50%以上を示す、
上記(a)、(b)を満足するTiとAlの複合窒化物層からなる硬質被覆層を蒸着形成したことを特徴とする表面被覆切削工具。」
に特徴を有するものである。
This invention has been made based on the above findings,
“A hard coating layer composed of a composite nitride layer of Ti and Al having an average layer thickness of 0.5 to 10 μm is deposited on the surface of a tool substrate made of cemented carbide, cermet or cubic boron nitride based ultra-high pressure sintered body. In the formed surface-coated cutting tool,
(A) The composite nitride layer of Ti and Al
Composition formula: (Ti X Al 1-X ) N
In the case of
As a whole of the composite nitride layer of Ti and Al, the Ti content ratio X (where X is an atomic ratio) has an overall average composition satisfying 0.50 to 0.70. The Ti content ratio X in the layer is 0.4 to 1.0 from the lower side (tool base side) to the upper side (surface side) along the thickness direction of the Al composite nitride layer. Having a gradually increasing gradient composition;
(B) For the Ti and Al composite nitride layer, the crystal orientation of each crystal grain is analyzed using an electron beam backscattering diffractometer,
(A) The inclination angle formed by the crystal orientation <111> of the crystal grains with respect to the normal direction of the surface polished surface is measured, and the measurement inclination angle is within a range of 0 to 55 degrees with respect to the normal direction. When the measured tilt angles are divided into pitches of 0.25 degrees and the frequencies existing in each section are tabulated, the crystal grains having the crystal orientation <111> exist in the tilt angle sections within the range of 0 to 15 degrees. The crystal orientation in which the area ratio is 50% or more of the total area of the crystal grains,
(B) When the angle formed between adjacent crystal grains constituting the crystal grain boundary is measured, the ratio of the small-angle grain boundary in which the formed angle is greater than 0 degree and equal to or less than 15 degrees indicates 50% or more of all the grain boundaries. ,
A surface-coated cutting tool, wherein a hard coating layer composed of a composite nitride layer of Ti and Al satisfying the above (a) and (b) is formed by vapor deposition. "
It has the characteristics.
(a) この発明の被覆工具の硬質被覆層を構成する改質(Ti,Al)N層において、Ti成分は高温強度を向上させ、一方、Al成分は高温硬さおよび耐熱性(高温特性)を向上させる目的で含有するものである。
まず、上記(Ti,Al)N層を、
組成式:(TiX Al1−X )N
で表した場合に、層全体としての全体平均組成を表すTi成分の含有割合を示すX値がAl成分との合量に占める割合(原子比)で0.50未満になると、相対的にAlの割合が多くなり過ぎて、層全体としての高温強度の低下は避けられず、この結果チッピングなどが発生し易くなり、一方Tiの割合を示すX値が同0.70を越えると、相対的にAlの割合が少なくなり過ぎて、所望のすぐれた高温特性を確保することができず、摩耗促進の原因となることから、X値を0.50〜0.70と定めた。
(A) In the modified (Ti, Al) N layer constituting the hard coating layer of the coated tool of the present invention, the Ti component improves the high temperature strength, while the Al component is high temperature hardness and heat resistance (high temperature characteristics). It contains for the purpose of improving.
First, the (Ti, Al) N layer is
Composition formula: (Ti X Al 1-X ) N
When the X value indicating the content ratio of the Ti component representing the overall average composition of the layer as a whole is less than 0.50 in terms of the ratio (atomic ratio) to the total amount with the Al component, relatively Al When the X value indicating the ratio of Ti exceeds 0.70, the relative decrease in the high-temperature strength of the entire layer is unavoidable, and as a result, chipping is likely to occur. In addition, since the ratio of Al becomes too small, the desired excellent high-temperature characteristics cannot be ensured, and this causes acceleration of wear, so the X value was determined to be 0.50 to 0.70.
(b) さらに、この発明では、上記の全体平均組成を維持しつつ、層厚方向に沿って、(Ti,Al)N層の下部側(工具基体側)から上部側(表面側)に向うにしたがって、層中のTi含有割合Xが、0.4から1.0まで漸次増加する傾斜組成(成分濃度勾配)を有する改質(Ti,Al)N層を蒸着形成した。
蒸着における上記傾斜組成(濃度勾配)の形成は、蒸着時間の経過(蒸着膜の成長)に応じて、金属Al、金属Tiの少なくとも何れか一方に印加するプラズマガン放電電力を相対的に変化・調整することにより行う。
つまり、蒸着開始時には、(Ti0.4 Al0.6 )Nの組成からなる蒸着膜が下部側(工具基体側)に形成されるように金属Al、金属Tiへのプラズマガン放電電力を、それぞれ、9kW,7kWに調整し、蒸着の進行とともに、金属Alへのプラズマガン放電電力を次第に絞っていき、逆に、金属Tiへのプラズマガン放電電力を次第に大きくして、蒸着終了時には、金属Alへのプラズマガン放電電力の印加を停止し、金属Tiへのプラズマガン放電電力によってのみ、上部側(表面側)に実質的にTiN層が蒸着形成される。
改質(Ti,Al)N層の下部側(工具基体側)では、Al含有割合が比較的高い(X=0.4)ため、十分な高温硬さ、耐熱性(高温特性)を維持し、その結果、耐摩耗性が担保され、一方、上部側(表面側)は、実質的にTiN層で形成されている(X=1.0)ことから、十分な高温強度が保持され、耐チッピング性、耐欠損性が高められる。そして、改質(Ti,Al)N層は、その下部側(工具基体側)及びその上部側(表面側)で、相異なる皮膜特性を有するにも拘らず、組成は連続的な変化を示し、組成の不連続領域が存在しないため、改質(Ti,Al)N層全体としてすぐれた皮膜強度を有し、切刃部に対し、断続的な高負荷が作用する断続重切削においても、皮膜の欠損、剥離等を生じることはない。
ただ、改質(Ti,Al)N層からなる硬質被覆層の平均層厚が0.5μm未満では、所望の耐摩耗性を確保するのに不十分であり、一方、その平均層厚が10μmを越えると、皮膜の剥離やチッピングが発生し易くなることから、その平均層厚を0.5〜10μmと定めた。
(B) Further, in the present invention, the lower part side (tool base side) of the (Ti, Al) N layer is directed to the upper part side (surface side) along the layer thickness direction while maintaining the overall average composition. Accordingly, a modified (Ti, Al) N layer having a gradient composition (component concentration gradient) in which the Ti content ratio X in the layer gradually increases from 0.4 to 1.0 was formed by vapor deposition.
The formation of the above gradient composition (concentration gradient) in vapor deposition changes the plasma gun discharge power applied to at least one of metal Al and metal Ti as the vapor deposition time elapses (growth of the vapor deposition film). This is done by adjusting.
That is, at the start of vapor deposition, plasma gun discharge power to metal Al and metal Ti is formed so that a vapor deposition film having a composition of (Ti 0.4 Al 0.6 ) N is formed on the lower side (tool base side), Adjust to 9 kW and 7 kW, respectively, and gradually reduce the plasma gun discharge power to the metal Al as the deposition progresses. Conversely, the plasma gun discharge power to the metal Ti is gradually increased. Application of plasma gun discharge power to Al is stopped, and a TiN layer is substantially deposited on the upper side (surface side) only by plasma gun discharge power to metal Ti.
On the lower side (tool base side) of the modified (Ti, Al) N layer, the Al content is relatively high (X = 0.4), so sufficient high temperature hardness and heat resistance (high temperature characteristics) are maintained. As a result, wear resistance is ensured, while the upper side (surface side) is substantially formed of a TiN layer (X = 1.0). Chipping and chipping resistance are improved. Although the modified (Ti, Al) N layer has different film properties on the lower side (tool base side) and the upper side (surface side), the composition shows a continuous change. In addition, since there is no discontinuous region of composition, the modified (Ti, Al) N layer has excellent film strength as a whole, and even in intermittent heavy cutting where intermittent high load acts on the cutting edge part, There will be no film loss or peeling.
However, if the average layer thickness of the hard coating layer composed of the modified (Ti, Al) N layer is less than 0.5 μm, it is insufficient to ensure the desired wear resistance, while the average layer thickness is 10 μm. If it exceeds 1, the film tends to be peeled off or chipped, so the average layer thickness was determined to be 0.5 to 10 μm.
さらに、改質(Ti,Al)N層からなる硬質被覆層の結晶形態に関しては、(Ti,Al)N層の表面研磨面の法線に対して、0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合、結晶粒界の角度分布は、蒸着条件、例えば、基体の温度、バイアス電圧、窒素ガス流量およびプラズマアシスト条件によって変化するが、多くの試験結果によれば、圧力勾配型Arプラズマガンを利用したイオンプレーティングによる蒸着条件を
基体の温度: 350〜500 ℃
バイアス電圧: −5〜−10 V
窒素ガス流量: 50〜70 sccm
プラズマアシスト条件:Arプラズマガンの放電電力 2〜4 kW
とすることによって、(Ti,Al)N層の表面研磨面の法線に対して0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上を占め、また、結晶粒界の角度分布において、0°<θ≦15°の割合が全粒界の50%以上を占めるという結晶配列を示す(Ti,Al)N層を得ることができる。
しかし、法線に対して0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合が50%未満、あるいは、結晶粒界の角度分布において、0°<θ≦15°の割合が全粒界の50%未満となった場合には、(Ti,Al)N層に前記の結晶配列を付与することはできず、その結果、被覆工具にすぐれた耐欠損性を期待することはできない。
Further, regarding the crystal form of the hard coating layer composed of the modified (Ti, Al) N layer, the crystal orientation is within a range of 0 to 15 degrees with respect to the normal line of the surface polished surface of the (Ti, Al) N layer. The area ratio of crystal grains in which <111> exists and the angular distribution of crystal grain boundaries vary depending on the deposition conditions, for example, the temperature of the substrate, the bias voltage, the nitrogen gas flow rate, and the plasma assist conditions. For example, the deposition conditions by ion plating using a pressure gradient type Ar plasma gun are as follows: substrate temperature: 350 to 500 ° C.
Bias voltage: -5 to -10 V
Nitrogen gas flow rate: 50-70 sccm
Plasma assist conditions: Ar plasma gun discharge power 2-4 kW
Thus, the area ratio of the crystal grains having the crystal orientation <111> in the range of 0 to 15 degrees with respect to the normal line of the surface polished surface of the (Ti, Al) N layer is 50 of the total area of the crystal grains. And (Ti, Al) N layer showing a crystal arrangement in which the ratio of 0 ° <θ ≦ 15 ° occupies 50% or more of all grain boundaries in the angular distribution of crystal grain boundaries. it can.
However, the area ratio of the crystal grains having the crystal orientation <111> in the range of 0 to 15 degrees with respect to the normal is less than 50%, or 0 ° <θ ≦ 15 ° in the angular distribution of the crystal grain boundaries. When the ratio of the amount is less than 50% of the total grain boundary, the (Ti, Al) N layer cannot be provided with the above crystal arrangement, and as a result, the coated tool is expected to have excellent fracture resistance. I can't do it.
この発明の被覆工具は、これの硬質被覆層を構成する改質(Ti,Al)N層が特別な傾斜組成、結晶配列を有することによって、鋼や鋳鉄などの断続重切削加工において、すぐれた耐欠損性、耐摩耗性を発揮し、使用寿命の延命化に寄与するものである。 The coated tool of the present invention is excellent in intermittent heavy cutting of steel, cast iron and the like because the modified (Ti, Al) N layer constituting the hard coating layer has a special gradient composition and crystal arrangement. Demonstrates chipping resistance and wear resistance and contributes to prolonging the service life.
つぎに、この発明の被覆工具を実施例により具体的に説明する。 Next, the coated tool of the present invention will be specifically described with reference to examples.
原料粉末として、いずれも1〜3μmの平均粒径を有するWC粉末、TiC粉末、VC粉末、TaC粉末、NbC粉末、Cr3 C2 粉末、およびCo粉末を用意し、これら原料粉末を、表1に示される配合組成に配合し、ボールミルで72時間湿式混合し、乾燥した後、100MPa の圧力で圧粉体にプレス成形し、この圧粉体を6Paの真空中、温度:1400℃に1時間保持の条件で焼結し、焼結後、切刃部分にR:0.03のホーニング加工を施してISO規格・CNMG120408のインサート形状をもったWC基超硬合金製の工具基体A−1〜A−10を形成した。 As raw material powders, WC powder, TiC powder, VC powder, TaC powder, NbC powder, Cr 3 C 2 powder, and Co powder, all having an average particle diameter of 1 to 3 μm, were prepared. And then wet-mixed with a ball mill for 72 hours, dried, and press-molded into a green compact at a pressure of 100 MPa. The green compact was vacuumed at 6 Pa at a temperature of 1400 ° C. for 1 hour. Sintered under holding conditions, and after sintering, tool edge A-1 made of WC-based cemented carbide with ISO standard and CNMG120408 insert shape by applying a honing process of R: 0.03 to the cutting edge portion. A-10 was formed.
また、原料粉末として、いずれも0.5〜2μmの平均粒径を有するTiCN(質量比で、TiC/TiN=50/50)粉末、Mo2 C粉末、ZrC粉末、NbC粉末、TaC粉末、WC粉末、Co粉末、およびNi粉末を用意し、これら原料粉末を、表2に示される配合組成に配合し、ボールミルで24時間湿式混合し、乾燥した後、100MPaの圧力で圧粉体にプレス成形し、この圧粉体を2kPaの窒素雰囲気中、温度:1500℃に1時間保持の条件で焼結し、焼結後、切刃部分にR:0.03のホーニング加工を施してISO規格・CNMG120408のインサート形状をもったTiCN基サーメット製の工具基体B−1〜B−6を形成した。 Further, as raw material powders, TiCN (mass ratio, TiC / TiN = 50/50) powder, Mo 2 C powder, ZrC powder, NbC powder, TaC powder, WC, all having an average particle diameter of 0.5 to 2 μm. Prepare powder, Co powder, and Ni powder, mix these raw material powders into the composition shown in Table 2, wet mix for 24 hours with a ball mill, dry, and press-mold into green compact at 100 MPa pressure The green compact was sintered in a nitrogen atmosphere of 2 kPa at a temperature of 1500 ° C. for 1 hour. After sintering, the cutting edge portion was subjected to a honing process of R: 0.03 to meet ISO standards / Tool bases B-1 to B-6 made of TiCN-based cermet having an insert shape of CNMG120408 were formed.
ついで、上記の工具基体A−1〜A−10およびB−1〜B−6のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図2に示される蒸着装置に装着し、蒸発源として、金属Al、金属Tiを装着し、まず、装置内を排気して1×10−2Pa以下の真空に保持しながら、工具基体を400℃に加熱した後、Arガスを導入して2.0Paとしたのち、工具基体に−500Vのバイアス電圧を印加することによって、前記工具基体を20分間Arボンバード処理し、ついで、装置内を一旦1×10−3Pa程度の真空にした後、金属Al、金属Tiへの圧力勾配型Arプラズマガンの放電電力をそれぞれ9kW,7kWとし、工具基体に−7Vのバイアス電圧を印加し、窒素ガスを60sccm流しながら、炉内の圧力を0.08Paに保ち、Arプラズマガンの放電電力を3kWとして、Arプラズマを基体に照射しながら、蒸発源にプラズマビームを入射し金属Al、金属Tiの蒸気を発生させるとともにプラズマビームでイオン化して、さらに、蒸着の進行とともに蒸発源である金属Alに対するプラズマガンの放電電力量を次第に低減し、かつ、金属Tiに対するプラズマガンの放電電力量を増加していくことにより、工具基体表面に、表3に示される目標全体平均組成、目標傾斜組成、結晶特性および目標層厚を有する改質(Ti,Al)N層を硬質被覆層として蒸着形成して、本発明被覆工具としての本発明表面被覆インサート(以下、本発明被覆インサートと云う)1〜16をそれぞれ製造した。 Next, each of the tool bases A-1 to A-10 and B-1 to B-6 was ultrasonically cleaned in acetone and dried, and mounted on the vapor deposition apparatus shown in FIG. As a source, metal Al and metal Ti were mounted, and the tool base was first heated to 400 ° C. while evacuating the apparatus and kept at a vacuum of 1 × 10 −2 Pa or less, and then Ar gas was introduced. After setting the pressure to 2.0 Pa, by applying a bias voltage of −500 V to the tool base, the tool base is subjected to Ar bombardment for 20 minutes, and then the inside of the apparatus is once evacuated to about 1 × 10 −3 Pa. The discharge power of the pressure gradient type Ar plasma gun to metal Al and metal Ti is 9 kW and 7 kW, respectively, a bias voltage of −7 V is applied to the tool base, and the pressure in the furnace is reduced to 0. 08 The discharge power of the Ar plasma gun is set to 3 kW, the Ar plasma is irradiated onto the substrate, a plasma beam is incident on the evaporation source to generate vapors of metal Al and metal Ti, and ionized by the plasma beam. As the deposition progresses, the discharge power of the plasma gun with respect to the metal Al as the evaporation source is gradually reduced and the discharge power of the plasma gun with respect to the metal Ti is gradually increased. The surface-coated insert of the present invention as a coated tool of the present invention is formed by vapor-depositing a modified (Ti, Al) N layer having the target overall average composition, target gradient composition, crystal characteristics and target layer thickness shown as a hard coating layer ( Hereinafter, the present invention coated inserts) 1 to 16 were produced.
比較の目的で、上記の工具基体A−1〜A−10およびB−1〜B−6のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図3に示されるアークイオンプレーティング装置に装着し、カソード電極(蒸発源)として、所定の成分組成をもったTi−Al合金を装着し、まず、装置内を排気して0.5Pa以下の真空に保持しながら、ヒーターで装置内を500℃に加熱した後、Arガスを導入して、0.7Paの雰囲気とすると共に、前記工具基体に−200Vの直流バイアス電圧を印加し、もって工具基体表面をアルゴンイオンによってボンバード洗浄し、ついで装置内に反応ガスとして窒素ガスを導入して、1〜6Paの範囲内の所定の雰囲気とすると共に、前記工具基体に印加する直流バイアス電圧を−60〜−100Vの範囲内の所定の電圧とし、前記カソード電極である所定組成のTi−Al合金とアノード電極との間に80Aの電流を流してアーク放電を発生させ、もって前記工具基体の表面に、表4に示される目標組成および目標層厚の従来(Ti,Al)N層を硬質被覆層として蒸着形成することにより、従来被覆工具としての従来被覆インサート1〜16をそれぞれ製造した。 For comparison purposes, each of the tool bases A-1 to A-10 and B-1 to B-6 was ultrasonically cleaned in acetone and dried, and then the arc ion plating shown in FIG. Attached to the device, a Ti-Al alloy having a predetermined component composition is attached as a cathode electrode (evaporation source). First, the device is evacuated and kept at a vacuum of 0.5 Pa or less with a heater. After heating the interior to 500 ° C., Ar gas is introduced to make an atmosphere of 0.7 Pa, and a DC bias voltage of −200 V is applied to the tool base, and the tool base surface is bombarded with argon ions. Then, nitrogen gas is introduced into the apparatus as a reaction gas to obtain a predetermined atmosphere within a range of 1 to 6 Pa, and a DC bias voltage applied to the tool base is −60 to −100V. An arc discharge is generated by applying a current of 80 A between the Ti—Al alloy having a predetermined composition as the cathode electrode and the anode electrode, and the surface of the tool base is shown in Table 4. Conventional coated inserts 1 to 16 as conventional coated tools were manufactured by depositing a conventional (Ti, Al) N layer having a target composition and a target layer thickness as a hard coating layer, respectively.
つぎに、上記本発明被覆インサート1〜10および従来被覆インサート1〜10について、これを工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、
被削材:JIS・SNCM439の長さ方向等間隔4本縦溝入り丸棒、
切削速度: 240 m/min.、
切り込み: 2.5 mm、
送り: 0.35 mm/rev.、
切削時間: 3 分、
の条件(切削条件A1という)での合金鋼の乾式断続重切削加工試験(通常の切り込み及び送りは、それぞれ、1.5mm、0.15mm/rev.)を行い、切刃の逃げ面摩耗幅を測定した。
Next, for the above-described coated inserts 1 to 10 and the conventional coated inserts 1 to 10, in the state where this is screwed to the tip of the tool steel tool with a fixing jig,
Work material: JIS / SNCM439 round direction bar with 4 equal intervals in the length direction,
Cutting speed: 240 m / min. ,
Cutting depth: 2.5 mm,
Feed: 0.35 mm / rev. ,
Cutting time: 3 minutes,
Of the alloy steel under the above conditions (referred to as cutting conditions A1) (normal cutting and feeding are 1.5 mm and 0.15 mm / rev., Respectively), and the flank wear width of the cutting blade Was measured.
また、上記本発明被覆インサート11〜16および従来被覆インサート11〜16について、これを工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、
被削材:JIS・SCM440の長さ方向等間隔4本縦溝入り丸棒、
切削速度: 230 m/min.、
切り込み: 1.5 mm、
送り: 0.23 mm/rev.、
切削時間: 3 分、
の条件(切削条件A2という)での合金鋼の乾式断続重切削加工試験(通常の切り込み及び送りは、それぞれ、1.0mm、0.12mm/rev.)を行い、切刃の逃げ面摩耗幅を測定した。
上記切削加工試験A1,A2の測定結果を表5に示した。
Moreover, about the said invention covering inserts 11-16 and the conventional covering inserts 11-16, in the state which this was screwed to the front-end | tip part of the tool steel tool bit with a fixing jig,
Work material: JIS · SCM440 lengthwise equidistant 4 vertical grooved round bar,
Cutting speed: 230 m / min. ,
Cutting depth: 1.5 mm,
Feed: 0.23 mm / rev. ,
Cutting time: 3 minutes,
Of the alloy steel under the above conditions (referred to as cutting condition A2) (normal cutting and feeding are 1.0 mm and 0.12 mm / rev., Respectively), and the flank wear width of the cutting blade Was measured.
Table 5 shows the measurement results of the cutting tests A1 and A2.
また、原料粉末として、いずれも0.5〜4μmの範囲内の平均粒径を有する立方晶窒化硼素(cBN)粉末、窒化チタン(TiN)粉末、Al粉末、酸化アルミニウム(Al2O3)粉末を用意し、これら原料粉末を表6に示される配合組成に配合し、ボールミルで80時間湿式混合し、乾燥した後、120MPaの圧力で直径:50mm×厚さ:1.5mmの寸法をもった圧粉体にプレス成形し、ついでこの圧粉体を、圧力:1Paの真空雰囲気中、900〜1300℃の範囲内の所定温度に60分間保持の条件で焼結して切刃片用予備焼結体とし、この予備焼結体を、別途用意した、Co:8質量%、WC:残りの組成、並びに直径:50mm×厚さ:2mmの寸法をもったWC基超硬合金製支持片と重ね合わせた状態で、通常の超高圧焼結装置に装入し、通常の条件である圧力:5GPa、温度:1200〜1400℃の範囲内の所定温度に保持時間:0.8時間の条件で超高圧焼結し、焼結後上下面をダイヤモンド砥石を用いて研磨し、ワイヤー放電加工装置にて一辺3mmの正三角形状に分割し、さらにCo:5質量%、TaC:5質量%、WC:残りの組成およびCIS規格SNGA120412の形状(厚さ:4.76mm×一辺長さ:12.7mmの正方形)をもったWC基超硬合金製インサート本体のろう付け部(コーナー部)に、質量%で、Cu:26%、Ti:5%、Ni:2.5%、Ag:残りからなる組成を有するAg合金のろう材を用いてろう付けし、所定寸法に外周加工した後、切刃部に幅:0.13mm、角度:25°のホーニング加工を施し、さらに仕上げ研摩を施すことによりISO規格SNGA120412のインサート形状をもった工具基体C1〜C10をそれぞれ製造した。
Further, as the raw material powder, both cubic boron nitride (cBN) powder having an average particle size in the range of 0.5 to 4 .mu.m, titanium nitride (TiN) powder, Al powder,
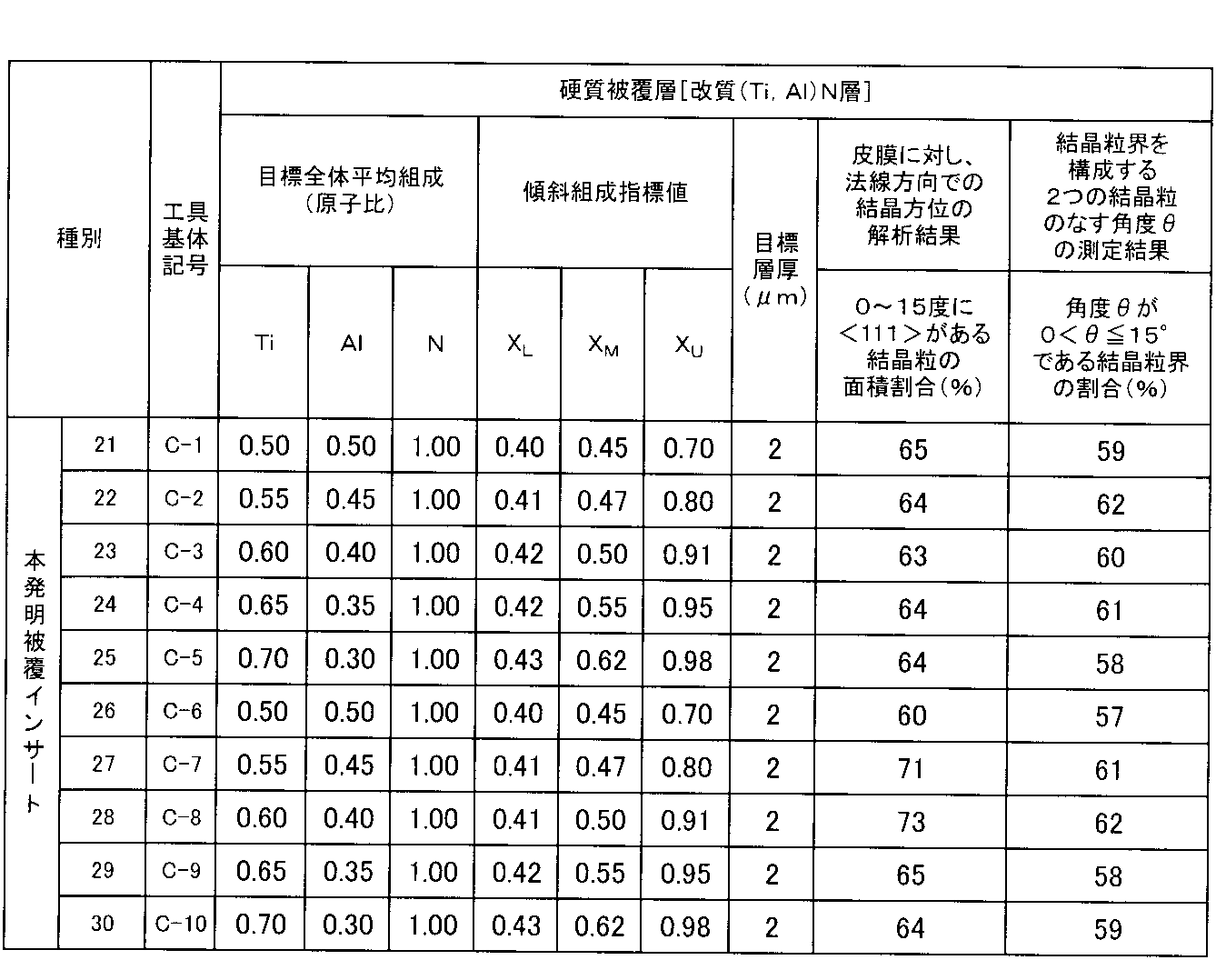
ついで、上記の工具基体C−1〜C−10をアセトン中で超音波洗浄し、乾燥した状態で、図2に示される蒸着装置に装着し、蒸発源として、種々の成分組成をもったAl−Ti合金を装着し、まず、装置内を排気して1×10−2Pa以下の真空に保持しながら、工具基体を400℃に加熱した後、Arガスを導入して2.0Paとしたのち、工具基体に−200Vのバイアス電圧を印加することによって、前記工具基体を20分間Arボンバード処理し、ついで、装置内を一旦1×10−3Pa程度の真空にした後、金属Al、金属Tiへの圧力勾配型Arプラズマガンの放電電力をそれぞれ9kW,7kWとし、工具基体に−5Vのバイアス電圧を印加し、Arプラズマガンの放電電力を4kWとして、Arプラズマを基体に照射しながら、蒸発源にプラズマビームを入射し金属Al、金属Tiの蒸気を発生させるとともにプラズマビームでイオン化して、さらに、蒸着の進行とともに蒸発源である金属Alに対するプラズマガン放電電力量を次第に低減し、逆に、金属Tiに対するプラズマガン放電電力量を増加していくことにより、工具基体表面に、表7に示される目標全体平均組成、目標傾斜組成、結晶特性および目標層厚を有する改質(Ti,Al)N層を硬質被覆層として蒸着形成し、本発明被覆工具としての本発明表面被覆cBN基インサート(以下、本発明被覆インサートと云う)21〜30をそれぞれ製造した。 Next, the above tool bases C-1 to C-10 were ultrasonically cleaned in acetone and mounted in the vapor deposition apparatus shown in FIG. 2 in a dried state, and Al having various composition as an evaporation source. the -Ti alloy fitted, firstly, while maintaining the vacuum below 1 × 10 -2 Pa by evacuating the system, after heating the tool substrate to 400 ° C., was 2.0Pa while introducing Ar gas After that, by applying a bias voltage of −200 V to the tool base, the tool base was subjected to Ar bombardment for 20 minutes, and then the inside of the apparatus was once evacuated to about 1 × 10 −3 Pa, and then metal Al, metal The discharge power of the pressure gradient Ar plasma gun to Ti is set to 9 kW and 7 kW, a bias voltage of -5 V is applied to the tool base, the discharge power of the Ar plasma gun is set to 4 kW, and the Ar plasma is irradiated to the base. However, the plasma beam is incident on the evaporation source to generate vapors of metal Al and metal Ti and ionize with the plasma beam. Further, as the deposition proceeds, the plasma gun discharge power for the metal Al as the evaporation source is gradually reduced. On the contrary, by increasing the plasma gun discharge electric energy with respect to the metal Ti, on the surface of the tool base, the modification having the target overall average composition, target gradient composition, crystal characteristics and target layer thickness shown in Table 7 ( Ti, Al) N layers were vapor-deposited as hard coating layers, and surface-coated cBN-based inserts (hereinafter referred to as the present invention-coated inserts) 21 to 30 as the present invention-coated tools were produced.
また、比較の目的で、上記の工具基体C−1〜C−10のそれぞれを、アセトン中で超音波洗浄し、乾燥した状態で、図3に示される通常のアークイオンプレーティング装置に装入し、カソード電極(蒸発源)として、それぞれ表3に示される目標組成に対応した成分組成をもったTi−Al合金を装着し、まず、装置内を排気して0.1Pa以下の真空に保持しながら、ヒーターで装置内を500℃に加熱した後、Arガスを導入して、0.7Paの雰囲気とすると共に、前記工具基体に−200Vの直流バイアス電圧を印加し、もって工具基体表面をアルゴンイオンによってボンバード洗浄し、ついで装置内に反応ガスとして窒素ガスを導入して3Paの反応雰囲気とすると共に、前記工具基体に印加するバイアス電圧を−30Vとして、前記所定組成のTi−Al合金のカソード電極とアノード電極との間にアーク放電を発生させ、もって前記工具基体C−1〜C−10のそれぞれの表面に、表8に示される目標組成および目標層厚の従来(Ti,Al)N層からなる硬質被覆層を蒸着形成することにより、従来被覆工具としての従来表面被覆cBN基焼結インサート(以下、従来被覆インサートという)21〜30をそれぞれ製造した。 For comparison purposes, each of the tool bases C-1 to C-10 is ultrasonically cleaned in acetone and dried, and then loaded into the ordinary arc ion plating apparatus shown in FIG. As the cathode electrode (evaporation source), a Ti—Al alloy having a component composition corresponding to the target composition shown in Table 3 is mounted, and the apparatus is first evacuated and kept at a vacuum of 0.1 Pa or less. However, after heating the inside of the apparatus to 500 ° C. with a heater, Ar gas was introduced to make an atmosphere of 0.7 Pa, and a DC bias voltage of −200 V was applied to the tool base, so that the surface of the tool base was After bombarding with argon ions, nitrogen gas is introduced into the apparatus as a reaction gas to make a reaction atmosphere of 3 Pa, and a bias voltage applied to the tool base is set to −30V. Arc discharge is generated between the cathode electrode and the anode electrode of the Ti—Al alloy having the predetermined composition, so that the target composition and the target shown in Table 8 are formed on the respective surfaces of the tool bases C-1 to C-10. Conventional surface-coated cBN-based sintered inserts (hereinafter referred to as conventional coated inserts) 21 to 30 as conventional coated tools are manufactured by vapor-depositing a hard coating layer composed of a conventional (Ti, Al) N layer having a layer thickness. did.
つぎに、上記の各種の被覆インサートを、いずれも工具鋼製バイトの先端部に固定治具にてネジ止めした状態で、本発明被覆インサート21〜30および従来被覆インサート21〜30のうち、本発明被覆インサート21〜25および従来被覆インサート21〜25については、以下に示す切削条件B1で切削加工試験を行い、また、本発明被覆インサート26〜30および従来被覆インサート26〜30については、同じく以下に示す切削条件C1で切削加工試験を実施した。
[切削条件B1]
被削材:JIS・SCM415浸炭焼入れ材(HRC60)の長さ方向等間隔4本縦溝入り丸棒、
切削速度: 200 m/min.、
切り込み: 0.26 mm、
送り: 0.20 mm/rev.、
切削時間: 3 分、
の条件での焼入れ合金鋼の乾式断続重切削加工試験(通常の切り込み及び送りは、それぞれ、0.15mm、0.10mm/rev.)、
[切削条件C1]
被削材:JIS・SCr420の浸炭焼入れ鋼(HRC60)の長さ方向等間隔4本縦溝入り丸棒、
切削速度: 200 m/min.、
切り込み: 0.20 mm、
送り: 0.18 mm/rev.、
切削時間: 3 分、
の条件での焼入れ合金鋼の乾式断続重切削加工試験(通常の切り込み及び送りは、それぞれ、0.15mm、0.10mm/rev.)、
を行い、いずれの切削加工試験でも切刃の逃げ面摩耗幅(mm)を測定した。この測定結果を表9に示した。
Next, of the various coated inserts described above, the present coated inserts 21 to 30 and the conventional coated inserts 21 to 30 of the present invention with the fixing tool fixed to the tip of the tool steel tool. The invention coated inserts 21 to 25 and the conventional coated inserts 21 to 25 are subjected to a cutting test under the following cutting conditions B1, and the present invention coated inserts 26 to 30 and the conventional coated inserts 26 to 30 are also the following. A cutting test was performed under the cutting conditions C1 shown in FIG.
[Cutting conditions B1]
Work material: JIS / SCM415 carburizing and quenching material (HRC60), 4 longitudinally spaced round bars
Cutting speed: 200 m / min. ,
Cutting depth: 0.26 mm,
Feed: 0.20 mm / rev. ,
Cutting time: 3 minutes,
Dry interrupted heavy cutting test of hardened alloy steel under the conditions (normal cutting and feeding are 0.15 mm and 0.10 mm / rev., Respectively),
[Cutting conditions C1]
Work material: JIS · SCr420 carburized and hardened steel (HRC60) in the longitudinal direction of four equally spaced round bars,
Cutting speed: 200 m / min. ,
Cutting depth: 0.20 mm,
Feed: 0.18 mm / rev. ,
Cutting time: 3 minutes,
Dry interrupted heavy cutting test of hardened alloy steel under the conditions (normal cutting and feeding are 0.15 mm and 0.10 mm / rev., Respectively),
In each cutting test, the flank wear width (mm) of the cutting edge was measured. The measurement results are shown in Table 9.
表5、9に示される結果から、本発明被覆インサート1〜16、21〜30は、いずれも硬質被覆層が改質(Ti,Al)N層からなり、すぐれた耐欠損性を備えているので、切刃に対して大きな機械的負荷がかかる重切削加工に用いられた場合であっても硬質被覆層に欠損の発生はなく、長期に亘って、すぐれた耐摩耗性を発揮するのに対して、硬質被覆層が従来(Ti,Al)N層からなる従来被覆インサート1〜16、21〜30は、硬質被覆層に欠損が発生し、短時間で使用寿命に至ることが明らかである。 From the results shown in Tables 5 and 9, the coated inserts 1 to 16 and 21 to 30 of the present invention each have a hard coating layer made of a modified (Ti, Al) N layer and have excellent fracture resistance. Therefore, even when used in heavy cutting where a large mechanical load is applied to the cutting edge, there is no defect in the hard coating layer, and excellent wear resistance is demonstrated over a long period of time. On the other hand, it is clear that the conventional coated inserts 1-16 and 21-30, in which the hard coating layer is a conventional (Ti, Al) N layer, have defects in the hard coating layer and reach the service life in a short time. .
原料粉末として、平均粒径:5.5μmを有する中粗粒WC粉末、同0.8μmの微粒WC粉末、同1.3μmのTaC粉末、同1.2μmのNbC粉末、同1.2μmのZrC粉末、同2.3μmのCr3C2粉末、同1.5μmのVC粉末、同1.0μmの(Ti,W)C[質量比で、50/50]粉末、および同1.8μmのCo粉末を用意し、これら原料粉末をそれぞれ表10に示される配合組成に配合し、さらにワックスを加えてアセトン中で24時間ボールミル混合し、減圧乾燥した後、100MPaの圧力で所定形状の各種の圧粉体にプレス成形し、これらの圧粉体を、6Paの真空雰囲気中、7℃/分の昇温速度で1370〜1470℃の範囲内の所定の温度に昇温し、この温度に1時間保持後、炉冷の条件で焼結して、直径が8mm、13mm、および26mmの3種の超硬基体形成用丸棒焼結体を形成し、さらに前記の3種の丸棒焼結体から、研削加工にて、表6に示される組合せで、切刃部の直径×長さがそれぞれ6mm×13mm、10mm×22mm、および20mm×45mmの寸法、並びにいずれもねじれ角:30度の4枚刃スクエアの形状をもったエンドミル用超硬基体D−1〜D−8をそれぞれ製造した。 As raw material powders, medium coarse WC powder having an average particle diameter of 5.5 μm, fine WC powder of 0.8 μm, TaC powder of 1.3 μm, NbC powder of 1.2 μm, ZrC of 1.2 μm Powder, 2.3 μm Cr 3 C 2 powder, 1.5 μm VC powder, 1.0 μm (Ti, W) C [50/50 by mass ratio] powder, and 1.8 μm Co Prepare powders, mix each of these raw material powders with the composition shown in Table 10, add wax, ball mill mix in acetone for 24 hours, dry under reduced pressure, and then press various pressures of a predetermined shape at a pressure of 100 MPa. The powder compact is press-molded, and these green compacts are heated to a predetermined temperature in the range of 1370 to 1470 ° C. at a heating rate of 7 ° C./min in a vacuum atmosphere of 6 Pa, and this temperature is maintained for 1 hour. After holding, sintering under the condition of furnace cooling, the diameter is 8 m, 13 mm, and 26 mm round bar sintered bodies for forming a carbide substrate were formed, and further, from the above three kinds of round bar sintered bodies, by grinding, in combinations shown in Table 6, Carbide substrate for end mill D- having a shape of a 4-blade square with a diameter x length of the cutting edge of 6 mm x 13 mm, 10 mm x 22 mm, and 20 mm x 45 mm, respectively, and a twist angle of 30 degrees. 1 to D-8 were produced.
ついで、これらのエンドミル用超硬基体D−1〜D−8および試験片を、アセトン中で超音波洗浄し、乾燥した状態で、同じく図2に示される蒸着装置に装入し、上記実施例1の本発明被覆インサート1〜16における改質(Ti,Al)N層の形成条件と同じ条件で、表11に示される目標全体平均組成、目標傾斜組成、結晶特性および目標層厚を有する改質(Ti,Al)N層を硬質被覆層として蒸着形成することにより、本発明被覆工具としての本発明表面被覆超硬合金製エンドミル(以下、本発明被覆エンドミルと云う)1〜8をそれぞれ製造した。 Then, these end mill carbide substrates D-1 to D-8 and the test pieces were ultrasonically cleaned in acetone and dried, and charged in the vapor deposition apparatus shown in FIG. 1 having the same target total average composition, target gradient composition, crystal characteristics, and target layer thickness as shown in Table 11 under the same conditions as those for forming the modified (Ti, Al) N layer in the present invention coated inserts 1-16. The surface-coated cemented carbide end mills (hereinafter referred to as the present invention coated end mills) 1 to 8 as the coated tools of the present invention are produced by depositing a quality (Ti, Al) N layer as a hard coated layer, respectively. did.
また、比較の目的で、上記実施例1の従来被覆インサート1〜16における従来(Ti,Al)N層の形成条件と同じ条件で、従来(Ti,Al)N層を硬質被覆層として蒸着形成することにより、同じく表11に示される通りの従来被覆工具としての従来表面被覆超硬合金製エンドミル(以下、従来被覆エンドミルと云う)1〜8をそれぞれ製造した。 For comparison purposes, the conventional (Ti, Al) N layer is vapor-deposited as a hard coating layer under the same conditions as the conventional (Ti, Al) N layer formation conditions of the conventional coating inserts 1 to 16 in Example 1 above. Thus, conventional surface-coated cemented carbide end mills (hereinafter referred to as conventional coated end mills) 1 to 8 as conventional coated tools as shown in Table 11 were produced.
つぎに、上記本発明被覆エンドミル1〜8および従来被覆エンドミル1〜8のうち、
本発明被覆エンドミル1〜3および従来被覆エンドミル1〜3については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SKD61の板材、
切削速度: 125 m/min.、
溝深さ(切り込み): 2.5 mm、
テーブル送り: 1400 mm/min.、
の条件でのダイス鋼の乾式高送り溝切削加工試験(通常の切り込みおよび送りは、それぞれ、1.0mm、400mm/min.)、
本発明被覆エンドミル4〜6および従来被覆エンドミル4〜6については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SUS304の板材、
切削速度: 115 m/min.、
溝深さ(切り込み): 4.5 mm、
テーブル送り: 1200 mm/min.、
の条件でのステンレス鋼の乾式高送り溝切削加工試験(通常の切り込みおよび送りは、それぞれ、1.5mm、400mm/min.)、
本発明被覆エンドミル7,8および従来被覆エンドミル7,8については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SNCM439の板材、
切削速度: 195 m/min.、
溝深さ(切り込み): 8 mm、
テーブル送り: 1500 mm/min.、
の条件での合金鋼の乾式高送り溝切削加工試験(通常の切り込みおよび送りは、それぞれ、4mm、800mm/min.)、
をそれぞれ行い、いずれの溝切削加工試験でも切刃部の外周刃の逃げ面摩耗幅が使用寿命の目安とされる0.1mmに至るまでの切削溝長を測定した。この測定結果を表11にそれぞれ示した。
Next, of the present invention coated end mills 1-8 and the conventional coated end mills 1-8,
About this invention coated end mills 1-3 and conventional coated end mills 1-3,
Work material: Plane dimensions: 100 mm × 250 mm, thickness: 50 mm JIS / SKD61 plate material,
Cutting speed: 125 m / min. ,
Groove depth (cut): 2.5 mm,
Table feed: 1400 mm / min. ,
Die steel dry type high feed groove cutting test under normal conditions (normal cutting and feed are 1.0 mm and 400 mm / min, respectively),
About this invention coated end mills 4-6 and conventional coated end mills 4-6,
Work material: Plane dimension: 100 mm × 250 mm, thickness: 50 mm JIS / SUS304 plate,
Cutting speed: 115 m / min. ,
Groove depth (cut): 4.5 mm,
Table feed: 1200 mm / min. ,
Stainless steel dry high feed groove cutting test (normal cutting and feed are 1.5 mm and 400 mm / min, respectively),
For the coated end mills 7 and 8 of the present invention and the conventional coated end mills 7 and 8,
Work material: Plane dimension: 100 mm × 250 mm, thickness: 50 mm JIS / SNCM439 plate material,
Cutting speed: 195 m / min. ,
Groove depth (cut): 8 mm,
Table feed: 1500 mm / min. ,
A high-feed groove cutting test of the alloy steel under the conditions (normal cutting and feed are 4 mm and 800 mm / min, respectively),
In each groove cutting test, the cutting groove length was measured until the flank wear width of the outer peripheral edge of the cutting edge reached 0.1 mm, which is a guide for the service life. The measurement results are shown in Table 11, respectively.
上記の実施例3で製造した直径が8mm(エンドミル用超硬基体D−1〜D−3)、13mm(エンドミル用超硬基体D−4〜D−6)、および26mm(エンドミル用超硬基体D−7、D−8)の3種の丸棒焼結体を用い、この3種の丸棒焼結体から、研削加工にて、溝形成部の直径×長さがそれぞれ4mm×13mm(ドリル用超硬基体E−1〜E−3)、8mm×22mm(ドリル用超硬基体E−4〜E−6)、および16mm×45mm(ドリル用超硬基体E−7、E−8)の寸法、並びにいずれもねじれ角:30度の2枚刃形状をもったドリル用超硬基体E−1〜E−8をそれぞれ製造した。 The diameters manufactured in Example 3 above were 8 mm (carbide substrates D-1 to D-3 for end mills), 13 mm (carbide substrates D-4 to D-6 for end mills), and 26 mm (carbide substrates for end mills). D-7 and D-8) were used, and from these three types of round bar sintered bodies, the diameter x length of the groove forming portion was 4 mm x 13 mm (by grinding). Drilling carbide substrates E-1 to E-3), 8 mm × 22 mm (drilling carbide substrates E-4 to E-6), and 16 mm × 45 mm (drilling carbide substrates E-7 and E-8) And the carbide substrates E-1 to E-8 for drills each having a two-blade shape with a twist angle of 30 degrees were manufactured.
ついで、これらのドリル用超硬基体E−1〜E−8の切刃に、ホーニングを施し、上記の試験片と共に、アセトン中で超音波洗浄し、乾燥した状態で、同じく図2に示される蒸着装置に装入し、上記実施例1の本発明被覆インサート1〜16における改質(Ti,Al)N層の形成条件と同じ条件で、かつ表12に示される目標全体平均組成、目標傾斜組成、結晶特性および目標層厚を有する改質(Ti,Al)N層を硬質被覆層として蒸着形成することにより、本発明被覆工具としての本発明表面被覆超硬合金製ドリル(以下、本発明被覆ドリルと云う)1〜8をそれぞれ製造した。 Next, honing is performed on the cutting blades of these carbide substrates E-1 to E-8 for drilling, and ultrasonic cleaning is performed in acetone together with the above test pieces, and the state is also shown in FIG. The target overall average composition and target gradient shown in Table 12 were charged in a vapor deposition apparatus, under the same conditions as the conditions for forming the modified (Ti, Al) N layer in the inventive coated inserts 1 to 16 of Example 1 above. The surface-coated cemented carbide drill of the present invention as the coated tool of the present invention (hereinafter referred to as the present invention) is formed by vapor-depositing a modified (Ti, Al) N layer having a composition, crystal characteristics and target layer thickness as a hard coating layer. 1 to 8 were manufactured.
また、比較の目的で、上記実施例1の従来被覆インサート1〜16における従来(Ti,Al)N層の形成条件と同じ条件で、従来(Ti,Al)N層を硬質被覆層として蒸着形成することにより、表12に示される通りの従来被覆工具としての従来表面被覆超硬合金製ドリル(以下、従来被覆ドリルと云う)1〜8をそれぞれ製造した。 For comparison purposes, the conventional (Ti, Al) N layer is vapor-deposited as a hard coating layer under the same conditions as the conventional (Ti, Al) N layer formation conditions of the conventional coating inserts 1 to 16 in Example 1 above. Thus, conventional surface-coated cemented carbide drills (hereinafter referred to as conventional coated drills) 1 to 8 as conventional coated tools as shown in Table 12 were produced.
つぎに、上記本発明被覆ドリル1〜8および従来被覆ドリル1〜8のうち、本発明被覆ドリル1〜3および従来被覆ドリル1〜3については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SS400の板材、
切削速度: 120 m/min.、
送り: 0.24 mm/rev.、
穴深さ: 6 mm
の条件での軟鋼の湿式高送り穴あけ切削加工試験(通常の送りは、0.12mm/rev.)、
本発明被覆ドリル4〜6および従来被覆ドリル4〜6については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SUS316の板材、
切削速度: 65 m/min.、
送り: 0.17 mm/rev.、
穴深さ: 10 mm
の条件でのステンレス鋼の湿式高送り穴あけ切削加工試験(通常の送りは、0.10mm/rev.)、
本発明被覆ドリル7,8および従来被覆ドリル7,8については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SCMnH2の板材、
切削速度: 65 m/min.、
送り: 0.16 mm/rev.、
穴深さ: 20 mm
の条件での高マンガン鋼の湿式高送り穴あけ切削加工試験(通常の送りは、0.10mm/rev.)、
をそれぞれ行い、いずれの湿式穴あけ切削加工試験(水溶性切削油使用)でも先端切刃面の逃げ面摩耗幅が0.3mmに至るまでの穴あけ加工数を測定した。この測定結果を表12に示した。
Next, of the present invention coated drills 1 to 8 and the conventional coated drills 1 to 8, the present invention coated drills 1 to 3 and the conventional coated drills 1 to 3 are:
Work material: Plane dimension: 100 mm × 250 mm, thickness: 50 mm JIS / SS400 plate material,
Cutting speed: 120 m / min. ,
Feed: 0.24 mm / rev. ,
Hole depth: 6 mm
Wet high feed drilling test of mild steel under the conditions of (normal feed is 0.12 mm / rev.),
About this invention coated drill 4-6 and conventional coated drills 4-6,
Work material: Plane size: 100 mm × 250 mm, thickness: 50 mm JIS / SUS316 plate material,
Cutting speed: 65 m / min. ,
Feed: 0.17 mm / rev. ,
Hole depth: 10 mm
Wet high feed drilling test of stainless steel under normal conditions (normal feed is 0.10 mm / rev.)
About this invention covering drills 7 and 8 and conventional covering drills 7 and 8,
Work material: Plane dimension: 100 mm × 250 mm, thickness: 50 mm JIS / SCMnH2 plate material,
Cutting speed: 65 m / min. ,
Feed: 0.16 mm / rev. ,
Hole depth: 20 mm
Wet high feed drilling test of high manganese steel under the conditions of (normal feed is 0.10 mm / rev.),
In each wet drilling cutting test (using water-soluble cutting oil), the number of drilling processes until the flank wear width of the tip cutting edge surface reached 0.3 mm was measured. The measurement results are shown in Table 12.
この結果得られた本発明被覆工具としての本発明被覆インサート1〜16、21〜30、本発明被覆エンドミル1〜8、および本発明被覆ドリル1〜8の改質(Ti,Al)N層、並びに従来被覆工具としての従来被覆インサート1〜16、21〜30、従来被覆エンドミル1〜8、および従来被覆ドリル1〜8の従来(Ti,Al)N層の組成をオージェ分光分析装置を用いて測定した。
まず、改質(Ti,Al)N層の全体平均組成は、全層厚を含む領域における組成を測定し、この値を全体平均組成として求めた。
また、改質(Ti,Al)N層の傾斜組成については、該層の層厚をt(μm)とした場合、該層の下部側(工具基体側)からt/5(μm)の厚さ領域におけるTi含有割合の値XL(5点測定の平均値)と、該層の下部側(工具基体側)から2t/5(μm)〜3t/5(μm)の厚さ領域(層厚方向中間領域)におけるTi含有割合の値XM(5点測定の平均値)と、該層の上部側(表面側)からt/5(μm)の厚さ領域におけるTi含有割合の値XU(5点測定の平均値)を測定し、これらXL,XM,XUの値を傾斜組成指標値とした。即ち、この発明では、改質(Ti,Al)N層のXL,XM,XUの各指標値は、0.4≦XL<XM<XU≦1.0を満足することが必要である。
また、従来(Ti,Al)N層の平均組成は、改質(Ti,Al)N層の場合と同様、全層厚を含む領域における組成を測定し、この値を平均組成として求めた。
上記で求められた改質(Ti,Al)N層の全体平均組成、傾斜組成は、目標全体平均組成、目標傾斜組成と実質的に同じ組成であり、また、従来(Ti,Al)N層の平均組成も、目標平均組成と実質的に同じ組成を示した。
As a result, the present invention coated inserts 1-16, 21-30, the present coated end mills 1-8, and the modified (Ti, Al) N layer of the present coated drills 1-8, In addition, the composition of the conventional (Ti, Al) N layers of the conventional coated inserts 1 to 16, 21 to 30, the conventional coated end mills 1 to 8, and the conventional coated drills 1 to 8 as a conventional coated tool using an Auger spectroscopic analyzer. It was measured.
First, the total average composition of the modified (Ti, Al) N layer was determined by measuring the composition in the region including the total layer thickness, and obtaining this value as the total average composition.
Further, regarding the gradient composition of the modified (Ti, Al) N layer, when the layer thickness is t (μm), the thickness is t / 5 (μm) from the lower side of the layer (tool base side). and is the Ti content in the region value X L (average of five points measurement), the thickness of the region (the layer of the layer of the lower side 2t / 5 from (tool substrate side) (μm) ~3t / 5 ( μm) Ti content ratio value X M (average value of 5-point measurement) in the thickness direction intermediate region) and Ti content ratio value X in the thickness region of t / 5 (μm) from the upper side (surface side) of the layer U (average value of 5-point measurement) was measured, and the values of X L , X M , and X U were used as gradient composition index values. That is, in this invention, each index value X L, X M, X U reforming (Ti, Al) N layer is to satisfy 0.4 ≦ X L <X M < X U ≦ 1.0 is required.
Further, the average composition of the conventional (Ti, Al) N layer was measured in the region including the entire layer thickness as in the case of the modified (Ti, Al) N layer, and this value was obtained as the average composition.
The overall average composition and gradient composition of the modified (Ti, Al) N layer obtained above are substantially the same as the target overall average composition and target gradient composition, and the conventional (Ti, Al) N layer The average composition was substantially the same as the target average composition.
さらに、これらの本発明被覆工具および従来被覆工具の改質(Ti,Al)N層および従来(Ti,Al)N層の厚さを、走査型電子顕微鏡を用いて断面測定したところ、いずれも目標値と実質的に同じ平均層厚(5点測定の平均値)を示した。 Further, when the thickness of the modified (Ti, Al) N layer and the conventional (Ti, Al) N layer of the present invention coated tool and the conventional coated tool was measured with a scanning electron microscope, both were measured. The average layer thickness (average value of 5-point measurement) substantially the same as the target value was shown.
さらに、上記の本発明被覆工具の改質(Ti,Al)N層と従来被覆工具の従来(Ti,Al)N層について、上記の両(Ti,Al)N層の表面を研磨面とした状態で、電子線後方散乱回折装置(EBSD)を用いて個々の結晶粒の結晶方位を解析した(すなわち、30×50μmの領域を、0.1μm/stepの間隔で、前記表面研磨面の法線に対して、前記結晶粒の結晶面である(111)面の法線がなす傾斜角を測定し、この測定結果に基づいて、前記測定傾斜角のうち、0〜55度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分すると共に、各区分内に存在する度数を集計することにより、傾斜角度数分布グラフを作成し、また、同様の領域において、すべての結晶粒界について、それを構成する隣り合う結晶粒のなす角を測定し、該なす角とそれぞれの割合を示すグラフを作成したところ、前記従来(Ti,Al)N層は、表面研磨面の法線に対する結晶粒の結晶方位<111>がなす傾斜角の分布は、法線方向に対して0〜15度の範囲内の傾斜角区分にピークを有することがあったとしても、結晶粒界の角度分布は小角粒界(0°<θ≦15°)の割合が10%程度と小さい(図5)のに対して、前記(a)の改質(Ti,Al)N層の結晶方位<111>の測定傾斜角の分布は、図4に例示される通り、法線方向に対して0〜15度の範囲内の傾斜角区分に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上である結晶配向を示し、さらに、結晶粒界の角度分布において、0°<θ≦15°の割合が全粒界の50%以上である結晶配向を示し(図4)、改質(Ti,Al)N層は上記のとおりの結晶配列を有するものであった。 Further, with respect to the modified (Ti, Al) N layer of the above-described coated tool of the present invention and the conventional (Ti, Al) N layer of the conventional coated tool, the surfaces of both the above (Ti, Al) N layers were used as polished surfaces. In the state, the crystal orientation of each crystal grain was analyzed using an electron beam backscatter diffractometer (EBSD) (i.e., the method of the surface polished surface in a 30 × 50 μm region at an interval of 0.1 μm / step) The inclination angle formed by the normal of the (111) plane, which is the crystal plane of the crystal grain, is measured with respect to the line. Based on the measurement result, the inclination angle is within the range of 0 to 55 degrees. A certain tilt angle is divided into pitches of 0.25 degrees and the frequency existing in each zone is totaled to create a tilt angle number distribution graph. In the same region, all crystal grains The boundary is formed by the adjacent crystal grains that compose it. The conventional (Ti, Al) N layer has a tilt angle formed by the crystal orientation <111> of the crystal grains with respect to the normal line of the surface polished surface. Even if the distribution has a peak in the tilt angle section within the range of 0 to 15 degrees with respect to the normal direction, the angle distribution of the crystal grain boundary is a small-angle grain boundary (0 ° <θ ≦ 15 °). The distribution of the measured tilt angle of the crystal orientation <111> of the modified (Ti, Al) N layer of (a) is illustrated in FIG. As shown, the crystal grain area ratio of the crystal orientation <111> exists in the tilt angle section in the range of 0 to 15 degrees with respect to the normal direction indicates a crystal orientation that is 50% or more of the total crystal grain area, Further, in the angular distribution of the crystal grain boundaries, the proportion of 0 ° <θ ≦ 15 ° is 50% or more of the total grain boundaries. Shows the alignment (Fig. 4), modification (Ti, Al) N layer were those having crystal sequences as described above.
図4に、本発明被覆工具1の改質(Ti,Al)N層の表面研磨面の法線方向に対する結晶方位<111>の測定傾斜角分布と、結晶粒界の角度分布を示す。
また、図5には、従来被覆工具1の従来(Ti,Al)N層の表面研磨面の法線方向に対する結晶方位<111>の測定傾斜角分布と、結晶粒界の角度分布を示す。
上記図4と図5との比較からも明らかなように、改質(Ti,Al)N層では(111)面の高配向性と小角粒界比率の高い結晶組織を示すのに対して、従来(Ti,Al)N層では、結晶粒界性格において、特段の特徴あるものとなっていない結晶組織を有していることが明らかである。
FIG. 4 shows the measured tilt angle distribution of the crystal orientation <111> with respect to the normal direction of the surface polished surface of the modified (Ti, Al) N layer of the coated tool 1 of the present invention and the angular distribution of the grain boundaries.
FIG. 5 shows the measured tilt angle distribution of the crystal orientation <111> with respect to the normal direction of the surface polished surface of the conventional (Ti, Al) N layer of the conventional coated tool 1 and the angular distribution of the crystal grain boundaries.
As is clear from the comparison between FIG. 4 and FIG. 5, the modified (Ti, Al) N layer shows a crystal structure with a high (111) orientation and a high small-angle grain boundary ratio, It is apparent that the conventional (Ti, Al) N layer has a crystal structure that has no particular characteristics in the grain boundary character.
表3、4、7、8、11、12に示される結果から、本発明被覆工具は、いずれも硬質被覆層を構成する改質(Ti,Al)N層が所定の傾斜組成を有するとともに、(111)面高配向かつ小角粒界比率高比率な結晶組織を示し、これによりすぐれた耐欠損性を具備するようになることから、上記各種の断続重切削加工試験で、すぐれた耐欠損性、耐摩耗性を示すのに対して、従来被覆工具においては、硬質被覆層が均一組成を有し、小角粒界の割合が低く、その結果として耐欠損性の向上が見られないことから、断続的に大きな機械的負荷がかかる断続重切削加工では、比較的短時間で欠損を発生し使用寿命に至ることが明らかである。 From the results shown in Tables 3, 4, 7, 8, 11, and 12, the coated tool of the present invention has a modified (Ti, Al) N layer that constitutes the hard coating layer and has a predetermined gradient composition. (111) Highly oriented and small-angle grain boundary ratio shows a high ratio of crystal structure. As a result, it has excellent fracture resistance. Therefore, in the above various intermittent heavy cutting tests, excellent fracture resistance. In contrast to showing wear resistance, in the conventional coated tool, the hard coating layer has a uniform composition, the proportion of small-angle grain boundaries is low, and as a result, improvement in fracture resistance is not seen, It is clear that intermittent heavy cutting with intermittently large mechanical load generates defects in a relatively short time and reaches the service life.
上述のように、この発明の被覆工具は、各種鋼や鋳鉄などの連続切削や断続切削ですぐれ工具特性を示すのは勿論のことであり、さらに、高切り込み、高送りなど切刃に大きな機械的負荷が断続的にかかる重切削加工条件であっても、改質(Ti,Al)N層からなる硬質被覆層がすぐれた耐欠損性を備えるため、長期に亘ってすぐれた切削性能を発揮し、切削加工装置のFA化、並びに切削加工の省力化および省エネ化、さらに低コスト化の要求に十分満足に対応できるものである。 As described above, the coated tool of the present invention exhibits excellent tool characteristics in continuous cutting and interrupted cutting of various steels and cast irons, and also has a large machine for cutting edges such as high cutting and high feeding. Even under heavy cutting conditions where the mechanical load is intermittently applied, the hard coating layer made of the modified (Ti, Al) N layer has excellent fracture resistance, so it exhibits excellent cutting performance over a long period of time In addition, it can satisfactorily meet the demands for FA of the cutting device, labor saving and energy saving of cutting, and further cost reduction.
Claims (1)
(a)上記TiとAlの複合窒化物層を、
組成式:(TiX Al1−X )N
で表した場合、
上記TiとAlの複合窒化物層全体としては、Tiの含有割合X(但し、Xは原子比)は、0.50〜0.70を満足する全体平均組成を有し、同時に、上記TiとAlの複合窒化物層の層厚方向に沿って、下部側(工具基体側)から上部側(表面側)に向うにしたがって、層中のTi含有割合Xが、0.4から1.0まで漸次増加する傾斜組成を有し、
(b)また、上記TiとAlの複合窒化物層について、電子線後方散乱回折装置を用いて個々の結晶粒の結晶方位を解析し、
(イ)表面研磨面の法線方向に対する前記結晶粒の結晶方位<111>がなす傾斜角を測定し、前記測定傾斜角のうち、法線方向に対して0〜55度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、0〜15度の範囲内の傾斜角区分に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上である結晶配向を示し、
(ロ)結晶粒界を構成する隣り合う結晶粒同士のなす角を測定した場合、前記なす角が0度を超え15度以下である小角粒界の割合が全粒界の50%以上を示す、
上記(a)、(b)を満足するTiとAlの複合窒化物層からなる硬質被覆層を蒸着形成したことを特徴とする表面被覆切削工具。 A hard coating layer composed of a composite nitride layer of Ti and Al with an average layer thickness of 0.5 to 10 μm is deposited on the surface of a tool substrate made of cemented carbide, cermet or cubic boron nitride based ultra-high pressure sintered body. Surface coated cutting tool
(A) The composite nitride layer of Ti and Al
Composition formula: (Ti X Al 1-X ) N
In the case of
As a whole of the composite nitride layer of Ti and Al, the Ti content ratio X (where X is an atomic ratio) has an overall average composition satisfying 0.50 to 0.70. The Ti content ratio X in the layer is 0.4 to 1.0 from the lower side (tool base side) to the upper side (surface side) along the thickness direction of the Al composite nitride layer. Having a gradually increasing gradient composition;
(B) For the Ti and Al composite nitride layer, the crystal orientation of each crystal grain is analyzed using an electron beam backscattering diffractometer,
(A) The inclination angle formed by the crystal orientation <111> of the crystal grains with respect to the normal direction of the surface polished surface is measured, and the measurement inclination angle is within a range of 0 to 55 degrees with respect to the normal direction. When the measured tilt angles are divided into pitches of 0.25 degrees and the frequencies existing in each section are tabulated, the crystal grains having the crystal orientation <111> exist in the tilt angle sections within the range of 0 to 15 degrees. The crystal orientation in which the area ratio is 50% or more of the total area of the crystal grains,
(B) When the angle formed between adjacent crystal grains constituting the crystal grain boundary is measured, the ratio of the small-angle grain boundary in which the formed angle is greater than 0 degree and equal to or less than 15 degrees indicates 50% or more of all the grain boundaries. ,
A surface-coated cutting tool, wherein a hard coating layer composed of a composite nitride layer of Ti and Al satisfying the above (a) and (b) is formed by vapor deposition.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008266331A JP5287124B2 (en) | 2008-10-15 | 2008-10-15 | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008266331A JP5287124B2 (en) | 2008-10-15 | 2008-10-15 | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010094762A true JP2010094762A (en) | 2010-04-30 |
| JP5287124B2 JP5287124B2 (en) | 2013-09-11 |
Family
ID=42256818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008266331A Expired - Fee Related JP5287124B2 (en) | 2008-10-15 | 2008-10-15 | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5287124B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013031915A1 (en) * | 2011-08-30 | 2013-03-07 | 京セラ株式会社 | Cutting tool |
| JP2013046957A (en) * | 2011-07-25 | 2013-03-07 | Mitsubishi Materials Corp | Surface coated drill excellent in wear resistance and chip discharge property |
| JP2014024130A (en) * | 2012-07-25 | 2014-02-06 | Mitsubishi Materials Corp | Surface coated cutting tool coated with hard coating layer providing excellent chipping resistance in high-speed intermittent cutting |
| CN103878555A (en) * | 2012-12-20 | 2014-06-25 | 三菱综合材料株式会社 | Excellent Cubic Boron Nitride Ultrahigh Pressure Sintering Material Surface Coated Cutting Tool |
| JP2021146421A (en) * | 2020-03-17 | 2021-09-27 | 三菱マテリアル株式会社 | Surface-coated cutting tool |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006181654A (en) * | 2004-12-27 | 2006-07-13 | Mitsubishi Materials Corp | Surface coated cubic boron nitride-base sintered material-made cutting tool having hard coating layer exhibiting excellent chipping resistance in intermittent heavy cutting for high-hardness steel |
| JP2006181653A (en) * | 2004-12-27 | 2006-07-13 | Mitsubishi Materials Corp | Surface coated thermet-made cutting tool having hard coating layer exhibiting excellent chipping resistance in intermittent heavy cutting |
| JP2006326729A (en) * | 2005-05-25 | 2006-12-07 | Mitsubishi Materials Corp | Surface coated cemented carbide cutting tool having hard coating layer exhibiting excellent high-temperature strength |
| JP2008100320A (en) * | 2006-10-19 | 2008-05-01 | Mitsubishi Materials Corp | Surface coated cutting tool having hard coating layer exhibiting excellent chipping resistance |
-
2008
- 2008-10-15 JP JP2008266331A patent/JP5287124B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006181654A (en) * | 2004-12-27 | 2006-07-13 | Mitsubishi Materials Corp | Surface coated cubic boron nitride-base sintered material-made cutting tool having hard coating layer exhibiting excellent chipping resistance in intermittent heavy cutting for high-hardness steel |
| JP2006181653A (en) * | 2004-12-27 | 2006-07-13 | Mitsubishi Materials Corp | Surface coated thermet-made cutting tool having hard coating layer exhibiting excellent chipping resistance in intermittent heavy cutting |
| JP2006326729A (en) * | 2005-05-25 | 2006-12-07 | Mitsubishi Materials Corp | Surface coated cemented carbide cutting tool having hard coating layer exhibiting excellent high-temperature strength |
| JP2008100320A (en) * | 2006-10-19 | 2008-05-01 | Mitsubishi Materials Corp | Surface coated cutting tool having hard coating layer exhibiting excellent chipping resistance |
Non-Patent Citations (1)
| Title |
|---|
| JPN6011054994; J.M. Lackner, W. Waldhauser, R. Ebner, J. Keckes, T. Schoberl: 'Room temperature deposition of (Ti,Al)N and (Ti,Al)(C,N) coatings bypulsed laser deposition for trib' Surface and Coatings Technology vol.177-178, 20040130, p 447-452, Elsevier * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013046957A (en) * | 2011-07-25 | 2013-03-07 | Mitsubishi Materials Corp | Surface coated drill excellent in wear resistance and chip discharge property |
| WO2013031915A1 (en) * | 2011-08-30 | 2013-03-07 | 京セラ株式会社 | Cutting tool |
| CN103764322A (en) * | 2011-08-30 | 2014-04-30 | 京瓷株式会社 | Cutting tool |
| JPWO2013031915A1 (en) * | 2011-08-30 | 2015-03-23 | 京セラ株式会社 | Cutting tools |
| JP2014024130A (en) * | 2012-07-25 | 2014-02-06 | Mitsubishi Materials Corp | Surface coated cutting tool coated with hard coating layer providing excellent chipping resistance in high-speed intermittent cutting |
| CN103572250A (en) * | 2012-07-25 | 2014-02-12 | 三菱综合材料株式会社 | Surface coating cutting tool |
| CN103878555A (en) * | 2012-12-20 | 2014-06-25 | 三菱综合材料株式会社 | Excellent Cubic Boron Nitride Ultrahigh Pressure Sintering Material Surface Coated Cutting Tool |
| CN103878555B (en) * | 2012-12-20 | 2017-09-05 | 三菱综合材料株式会社 | Cubic boron nitride base ultra-high pressure sintered material control surface coated cutting tool |
| JP2021146421A (en) * | 2020-03-17 | 2021-09-27 | 三菱マテリアル株式会社 | Surface-coated cutting tool |
| JP7510108B2 (en) | 2020-03-17 | 2024-07-03 | 三菱マテリアル株式会社 | Surface-coated cutting tools |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5287124B2 (en) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5287125B2 (en) | A surface-coated cutting tool with a hard coating layer that provides excellent fracture resistance and wear resistance | |
| JP5099586B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5036338B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5035956B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5207109B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP2006326729A (en) | Surface coated cemented carbide cutting tool having hard coating layer exhibiting excellent high-temperature strength | |
| JP5239292B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5182501B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5207105B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5287124B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5287126B2 (en) | A surface-coated cutting tool with a hard coating layer that provides excellent fracture resistance and wear resistance | |
| JP5287123B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP2009090395A (en) | Surface-coated cutting tool having hard coated layer exhibiting excellent chipping resistance in heavy cutting | |
| JP6493800B2 (en) | Surface coated cutting tool with excellent wear resistance in high speed cutting | |
| JP2009214196A (en) | Surface-coated cutting tool having hard coating layer exhibiting excellent resistance to defect | |
| JP2009220239A (en) | Surface coated cutting tool having hard coating layer exerting superior chipping resistance | |
| JP5309733B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5239296B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5239392B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5168552B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP5099587B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP2009090396A (en) | Surface-coated cutting tool having hard coated layer exhibiting excellent chipping resistance in heavy cutting | |
| JP5239324B2 (en) | Surface coated cutting tool with excellent chipping resistance with hard coating layer in heavy cutting | |
| JP5240498B2 (en) | Surface-coated cutting tool with excellent fracture resistance due to hard coating layer | |
| JP2016064470A (en) | Surface coat cutting tool excellent in chipping resistance and wear resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130304 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5287124 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |