JP2010085066A - フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ - Google Patents
フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ Download PDFInfo
- Publication number
- JP2010085066A JP2010085066A JP2008257759A JP2008257759A JP2010085066A JP 2010085066 A JP2010085066 A JP 2010085066A JP 2008257759 A JP2008257759 A JP 2008257759A JP 2008257759 A JP2008257759 A JP 2008257759A JP 2010085066 A JP2010085066 A JP 2010085066A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- tube body
- heat exchanger
- diffusion layer
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Protection Of Pipes Against Damage, Friction, And Corrosion (AREA)
Abstract
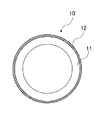
【解決手段】チューブ本体11と、チューブ本体11の表層部に形成されるZn拡散層12と、を備え、チューブ本体11の外表面を覆っているZn拡散層12の前記外表面に対する比率であるZn被覆率が70%以上、チューブ本体11の円周方向外表面の平均Zn濃度が0.5〜15.0質量%、チューブ本体11表面からのZn拡散層12の深さが25〜200μmである耐食性に優れるフィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ。
【選択図】図3
Description
しかし、近年、熱交換器は高性能、高機能化だけでなく、少資源、少エネルギ、少スペースなどの環境側面も配慮した設計が求められている。さらには銅価格の高騰に伴い、安価な部材の使用によるコストダウンの要求も非常に高まっている。したがって、今後、熱交換器には高性能化、高品質化に加え、さらなるコストダウンや軽量化、リサイクル性などの向上も必要不可欠となっている。
本発明はエアコン用熱交換器の高性能化を進めるとともに、コストダウンや軽量化さらにはリサイクル性を兼ね備えた熱交換器を実現するチューブを提供することを目的とする。
ところが、本発明者らはアルミニウム合金製チューブの表層部にZn拡散層を設け、内部より電位が卑な犠牲陽極層を表層部に付与するとともに、拡散層におけるZnの分布状態を制御することで優れた耐孔食性が得られることを見出した。これに基づき、本発明は熱交換器のチューブとして熱伝導性や加工性に優れ、かつ銅管と同等以上の耐食性(腐食寿命)を有するアルミニウム合金製のチューブを提供する。すなわち本発明の耐食性に優れたフィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブは、アルミニウム合金からなり、押出により作製されたチューブ本体と、チューブ本体の表層部に形成されるZn拡散層と、を備え、チューブ本体の外表面を覆っているZn拡散層の外表面に対する比率であるZn被覆率が70%以上、チューブ本体の円周方向外表面の平均Zn濃度が0.5〜15.0質量%、チューブ本体表面からのZn拡散層の深さが25〜200μmであることを特徴とする。
本発明によるフィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ(以下、単にチューブという)10は、図3に示すように、チューブ本体11と、チューブ本体11の表層部に設けられたZn拡散層12とから構成される。
Zn拡散層12を形成するには、チューブ本体11の表面に溶射法によりZnを付着させた後に拡散熱処理を行なうのが好ましい。しかし、チューブ本体11が丸管形状の場合、溶射法ではチューブ外表面の一部にZnが付着しない未溶射部が発生する。特にエアコン用のチューブ10として最適な外径(直径)が5〜12mmの丸管では、このZnが存在しない部位の耐食性をいかに確保するかが重要となる。そこで、チューブ本体11外表面のZn被覆率や濃度、拡散深さなどを最適化することを検討した結果、外径が5〜12mmの丸管形状アルミニウム合金製押出チューブにおいて、円周方向外表面のZn被覆率が70%以上かつ平均Zn濃度が0.5〜15.0質量%で、さらにチューブ本体11表面からのZn拡散層の深さを25〜200μmの範囲とすれば、十分な耐孔食性が確保できることを見出した。
また、チューブ本体11を構成するアルミニウム合金の組成も、本発明のZn拡散層を有すれば、いずれの合金でも耐孔食性は確保される。その中で、JIS 1050合金に代表される1000系合金やJIS 3003合金に代表される3000系合金がチューブ本体11を構成する材料として好ましい。
(i)チューブ10外表面のZn被覆率
本実施の形態によるチューブ10は、外表面の円周方向のZn被覆率を70%以上とする。
上述したようにチューブ本体11の表面にZn拡散層12が存在する部位が犠牲材として作用し、Zn未溶射部の防食やチューブ本体11内部への孔食の進行を抑制する。外表面のZn被覆率が70%を下回る場合はチューブ本体11を防食することが困難となり、深い孔食が発生する。外表面のZn被覆率は80%以上(100%)であることが好ましく、90%以上であることがより好ましい。
なお、本発明において、Zn被覆率の測定対象となるZn拡散層12とは、Zn含有量が0.5質量%以上の部位を言うものとする。
図4は、チューブ本体11を展開して示している。
展開されたチューブ本体11は、幅をW、高さ(円周長)をHとおくと、外表面の面積SがW×Hで与えられる。外表面の中で、未溶射部に基づく二つの帯状の未Zn被覆層をハッチングで示す。未Zn被覆層の高さを各々H1、H2とすると、未Zn被覆層の表面積S1は、(H1+H2)×Wで与えられる。そして、この場合のZn被覆率は、以下の式(1)により求められる。
Zn被覆率={(W×H)−(H1+H2)}×H/(W×H)…(1)
チューブ本体11の外表面の平均Zn濃度は、0.5〜15.0質量%とする。平均Zn濃度が0.5質量%未満では防食効果が小さく、チューブ本体11に短期間で貫通孔が発生するおそれがあり、一方、平均Zn濃度が15.0質量%を超えると腐食速度が増大し、チューブ本体11の肉厚低下が問題となるからである。好ましい平均Zn濃度は1.0〜8.0質量%である。
ここで、Zn濃度が高い部位は上記のように腐食速度が増大する。したがって、周方向における最大Zn濃度をなるべく低くし、Zn濃度のバラツキを低減することが、腐食速度の増大を防止する上で好ましい。
図4において、円周周りのラインL1を考える。ラインL1上の始点stから終点enにかけてZn濃度を測定し、その平均が0.5〜15.0質量%の範囲内にあることを本発明は要件としている。なお、未Zn被覆層のZn濃度は低く、平均Zn濃度は、Zn拡散層12のみならず、未Zn被覆層をも考慮したものである。
ここで、ラインL1上の始点stから終点enにかけての全ての位置のZn濃度を測定することなく、始点st及び終点enを含む複数の地点のZn濃度を測定することにより、平均Zn濃度を求めることもできる。一方、一つのラインL1についてのみ平均Zn濃度を求めるだけでなく、幅方向(チューブ本体11の軸方向)に設定された複数のラインL1〜L4について平均Zn濃度を求め、平均Zn濃度が0.5〜15.0質量%の範囲にあるか否かを総合的に判断する。
Zn拡散処理を実施することで、Znが存在しない部位の面積率を低下させ、表面Zn濃度の均一化を図るとともに、表面Zn濃度低下により腐食速度も低減して、長期間耐食性を確保する効果が得られる。
しかし、チューブ本体11表面からのZn拡散層12の深さが25μm未満だと、早期に拡散層が消耗し、チューブ本体11を防食することができない。一方、Zn拡散層12の深さが200μmを超えると、Zn拡散層12を除くチューブ本体11(母材)に対して電位が卑なZn拡散層12が、母材よりも優先的に腐食してまうことにより、チューブ本体11の肉厚が減少し、チューブ本体11の強度低下が問題となる。したがって、本発明におけるチューブ本体11表面からのZn拡散層の深さは、25〜200μmとする。Zn拡散層12の深さは、好ましくは50〜150μm、より好ましくは75〜100μmである。なお、前述したように、Zn含有量が0.5質量%以上の部位をZn拡散層12という。
チューブ10を製造する基本的な工程は、チューブ本体11を作製する工程、チューブ本体11の外表面にZn層を形成する工程、チューブ本体11の表層部へZnを拡散処理する工程、から構成される。以下、順に説明する。
チューブ10のチューブ本体11は、アルミニウム合金ビレットを半連続鋳造法によって作製し、熱間押出を行なうことで製造される。押出性の向上のためにビレットの均質化処理を行うことが好ましいが、実施可否を問わず、耐食性は良好な結果が得られる。なお、熱間押出前にビレットを加熱する工程は均質化処理を兼ねているとみなすことができる。
次に、チューブ本体11の外表面へのZn層を形成するには、Zn溶射、Znメッキ、Zn置換フラックスの塗布、Zn粉体塗料の塗布など様々な方法を採用できる。いずれの方法でも、最終的に得られるZn拡散層12が本発明の範囲を満足していれば、優れた耐孔食性を確保できる。一例としてZn溶射によるZn層の形成方法を以下に示す。
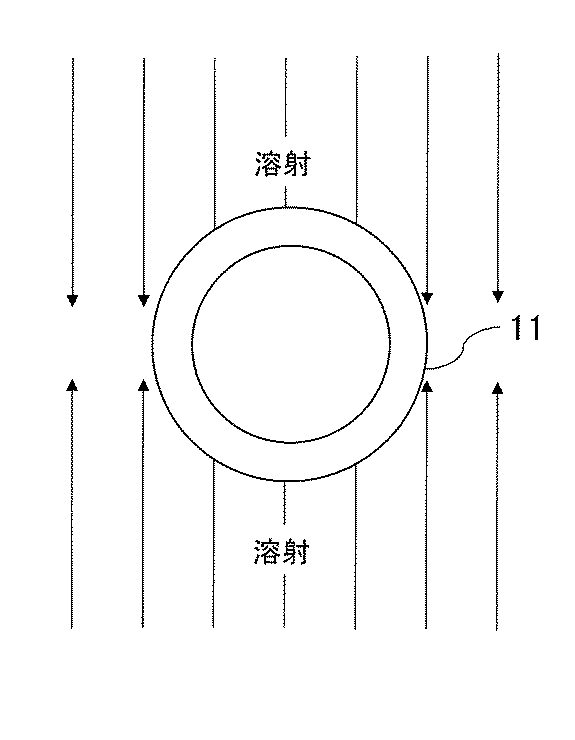
熱間押出後の高温状態にあるチューブ本体11に、図5に示されるように、押出方向(図5の紙面奥行き方向)に対して上下方向からZnを溶射する。Znの溶射後に、チューブ本体11はコイル状に巻き取られる。
チューブ本体11の径が小さい場合には、溶射したZnのロスが多く、製造コストが増加する要因となる。
Znの溶射方向と接線が略平行となる部位(図5では左右両端部の近傍)には、Zn付着量が少なくなる。この部位にもZnを付着させるためには、Znの溶射方向を図5の左右方向とすればよいが、Znの使用量および溶射ロスが増大し、さらなるコストアップの原因となる。したがって、少ないZn溶射量でも最大限の効果が得られるZn分布状態に制御することが望ましい。なお、Zn溶射法としては、一般的な線爆溶射法が適しているが、火炎溶射法、プラズマ溶射法、アーク溶射法なども適用できる。
チューブ本体11の外表面にZn層を形成した後に、Zn拡散層12が所定の深さとなるように熱処理を実施してZnの拡散処理を行う。Zn拡散層12の深さは加熱温度と保持時間によって変化する。生産性およびロット間の温度のバラツキ等を考慮し、最適な条件を設定することが必要となる。
Zn拡散処理の加熱温度は350〜550℃の範囲が望ましい。350℃未満ではZnの拡散が十分に行われず、550℃を超えるとZn付着量が多い部位が局部溶融したり、拡散深さの制御が困難となるからである。
保持時間は目標とする拡散層の深さによって変化させるが、上記加熱温度で25〜200μmのZn拡散層の深さを得るには、0.5〜12時間保持する。
Zn拡散処理の際の昇温は、チューブ本体11の均熱がある程度得られるように、200℃/hr以下の速度で行うことが好ましい。また、Zn拡散処理後の冷却は、粒腐食抑制のため加熱温度から300℃までは、50℃/hr以上でできるだけ速やかに行なうことが好ましい。なお、Zn拡散処理は熱間押出時の加工ひずみを除去し、熱交換器製造時の曲げ加工時に割れ発生を抑制する効果もある。
チューブ10を使用したエアコン用熱交換器は、チューブとして銅管を使用する場合とほぼ同じ工程で製造できる。
Zn拡散処理を行なったチューブ10を、その中央でヘアピン状に曲げ加工をしてU字型のヘアピン管2を作製し、所定の間隔をおいて平行に配置したアルミニウム又はアルミニウム合金製のフィン材1にヘアピン管2を挿通する。その後、拡管により両者を密着させて固定し、隣接するヘアピン管2の管端に予め曲げ加工を施してあるアルミニウム合金製Uベンド管3を嵌合し、ヘアピン管2とUベンド管3とをアルミニウム合金ろう材を使用してろう付けすることにより複数個のヘアピン管2がUベンド管3と連結されて熱交換器となる。
熱間押出されたチューブ本体11に下記のようにしてZn溶射を行った。
Zn溶射:チューブ本体11の上下2方向から溶射を行いチューブの押出速度を20〜60m/minとし、Zn溶射機の電流値を制御することで、Zn付着量やZn被覆率を変量した種々の供試材を作製した。
その後、表2に示した各種条件でZn拡散を実施し、拡散処理後に以下の測定を行った。
Zn被覆率:前述した式(1)に基づいて、円周×20mmLの範囲のチューブ10表面のZn濃度分布をEPMA(Electron Probe Microanalyzer)で面分析を行い、Zn量が0.5質量%以上の面積率を求めた。
外表面の平均Zn濃度:図4を用いて説明した方法で、各チューブ10外表面の円周方向任意部L1〜L4の4か所についてEPMA線分析を行い、表面から深さ2μmの範囲の平均Zn濃度を測定した。
Zn拡散深さ:チューブ10を樹脂埋めし、任意の5か所のZn被覆部についてチューブ表面から深さ方向のZn分布とEPMA線分析を行ない、Zn含有量が0.5質量%以上の距離を求め、平均値を算出した。
これら供試材について耐食性評価のためASTM G85−A3で規定されているSWAATを500hr実施し、チューブの最大腐食深さと腐食速度を測定した。その結果を表2に示す。
(1)Zn被覆率が70%未満になると、防食効果が小さくなり、最大腐食深さが大きくなる(No.1〜4、17,18)。
(2)平均Zn濃度が低いと、防食効果が小さくなり、最大腐食深さが大きくなる(No.19)。一方、平均Zn濃度が高いと、腐食速度が速くなる(No.20)。
(3)Zn拡散深さが小さいと、早期に拡散層12が消耗するために、耐食性が不十分である(No.21)。また、Zn拡散深さが大きくても、耐食性が不十分である(No.22)。
(4)以上に対して、Zn被覆率、平均Zn濃度、Zn拡散深さが本発明の範囲内にあると、最大腐食深さ、腐食速度ともに、銅管と同等以上の耐食性を示している。
10…チューブ、11…チューブ本体、12…Zn拡散層
Claims (1)
- チューブ本体と、
前記チューブ本体の表層部に形成されるZn拡散層と、を備え、
前記チューブ本体の外表面を覆っているZn拡散層の前記外表面に対する面積の比率であるZn被覆率が70%以上、
前記チューブ本体の円周方向外表面の平均Zn濃度が0.5〜15.0質量%、
前記チューブ本体表面からの前記Zn拡散層の深さが25〜200μmであることを特徴とする耐食性に優れるフィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008257759A JP5574595B2 (ja) | 2008-10-02 | 2008-10-02 | フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008257759A JP5574595B2 (ja) | 2008-10-02 | 2008-10-02 | フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010085066A true JP2010085066A (ja) | 2010-04-15 |
| JP5574595B2 JP5574595B2 (ja) | 2014-08-20 |
Family
ID=42249197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008257759A Active JP5574595B2 (ja) | 2008-10-02 | 2008-10-02 | フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5574595B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013190191A (ja) * | 2012-03-15 | 2013-09-26 | Sumitomo Light Metal Ind Ltd | 熱交換器用アルミニウム合金扁平管及びその製造方法並びに熱交換器コア及びその製造方法 |
| WO2013153972A1 (ja) * | 2012-04-13 | 2013-10-17 | 古河スカイ株式会社 | アルミニウム合金製内面溝付き伝熱管 |
| JP2017008356A (ja) * | 2015-06-19 | 2017-01-12 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金管およびその製造方法、ならびに熱交換器コア |
| WO2018101406A1 (ja) * | 2016-11-30 | 2018-06-07 | 三菱アルミニウム株式会社 | 伝熱管、熱交換器および伝熱管の製造方法 |
| JP2018131689A (ja) * | 2018-03-02 | 2018-08-23 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金管の製造方法 |
| EP2702347B1 (en) * | 2011-04-25 | 2018-10-31 | MAHLE International GmbH | Method of making a heat exchanger with an enhance material system |
| CN111085562A (zh) * | 2019-12-28 | 2020-05-01 | 福建麦特新铝业科技有限公司 | 一种用于核工业的高精度铝合金薄壁无缝管的挤压方法 |
| WO2020218502A1 (ja) * | 2019-04-26 | 2020-10-29 | 株式会社Uacj | アルミニウム合金製配管材及びその製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2026023886A1 (ko) * | 2024-07-26 | 2026-01-29 | 삼성전자주식회사 | 열교환기, 이를 포함하는 공기 조화기 및 열교환기의 제조방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01133671A (ja) * | 1987-11-20 | 1989-05-25 | Furukawa Alum Co Ltd | 熱交換器用管材の製造方法 |
| JPH07157861A (ja) * | 1993-12-07 | 1995-06-20 | Kobe Steel Ltd | 耐食性に優れる配管用アルミニウム押出形材 |
| JP2569452B2 (ja) * | 1992-06-15 | 1997-01-08 | 日立電線株式会社 | 熱交換器の製造方法 |
| JP2001091180A (ja) * | 1999-09-20 | 2001-04-06 | Mitsubishi Electric Corp | プレートフィンチューブ型熱交換器およびその製造方法とそれを用いた冷蔵庫 |
| JP2002147981A (ja) * | 2000-11-07 | 2002-05-22 | Kobe Steel Ltd | 伝熱管及びフィンチューブ型熱交換器 |
| JP2004324998A (ja) * | 2003-04-25 | 2004-11-18 | Showa Denko Kk | 熱交換器及びその製造方法並びに熱交換器用チューブ |
| JP2007528297A (ja) * | 2004-01-09 | 2007-10-11 | 昭和電工株式会社 | 熱交換器及びその製造方法並びに熱交換器用チューブ |
-
2008
- 2008-10-02 JP JP2008257759A patent/JP5574595B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01133671A (ja) * | 1987-11-20 | 1989-05-25 | Furukawa Alum Co Ltd | 熱交換器用管材の製造方法 |
| JP2569452B2 (ja) * | 1992-06-15 | 1997-01-08 | 日立電線株式会社 | 熱交換器の製造方法 |
| JPH07157861A (ja) * | 1993-12-07 | 1995-06-20 | Kobe Steel Ltd | 耐食性に優れる配管用アルミニウム押出形材 |
| JP2001091180A (ja) * | 1999-09-20 | 2001-04-06 | Mitsubishi Electric Corp | プレートフィンチューブ型熱交換器およびその製造方法とそれを用いた冷蔵庫 |
| JP2002147981A (ja) * | 2000-11-07 | 2002-05-22 | Kobe Steel Ltd | 伝熱管及びフィンチューブ型熱交換器 |
| JP2004324998A (ja) * | 2003-04-25 | 2004-11-18 | Showa Denko Kk | 熱交換器及びその製造方法並びに熱交換器用チューブ |
| JP2007528297A (ja) * | 2004-01-09 | 2007-10-11 | 昭和電工株式会社 | 熱交換器及びその製造方法並びに熱交換器用チューブ |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2702347B1 (en) * | 2011-04-25 | 2018-10-31 | MAHLE International GmbH | Method of making a heat exchanger with an enhance material system |
| JP2013190191A (ja) * | 2012-03-15 | 2013-09-26 | Sumitomo Light Metal Ind Ltd | 熱交換器用アルミニウム合金扁平管及びその製造方法並びに熱交換器コア及びその製造方法 |
| WO2013153972A1 (ja) * | 2012-04-13 | 2013-10-17 | 古河スカイ株式会社 | アルミニウム合金製内面溝付き伝熱管 |
| CN104246417A (zh) * | 2012-04-13 | 2014-12-24 | 株式会社Uacj | 内面带有沟槽的铝合金制导热管 |
| JPWO2013153972A1 (ja) * | 2012-04-13 | 2015-12-17 | 株式会社Uacj | アルミニウム合金製内面溝付き伝熱管 |
| JP2017008356A (ja) * | 2015-06-19 | 2017-01-12 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金管およびその製造方法、ならびに熱交換器コア |
| CN109983294A (zh) * | 2016-11-30 | 2019-07-05 | 三菱铝株式会社 | 传热管、热交换器及传热管的制备方法 |
| WO2018101406A1 (ja) * | 2016-11-30 | 2018-06-07 | 三菱アルミニウム株式会社 | 伝熱管、熱交換器および伝熱管の製造方法 |
| US11285522B2 (en) | 2016-11-30 | 2022-03-29 | Mitsubishi Aluminum Co., Ltd. | Heat transfer tube, heat exchanger, and method for manufacturing heat transfer tube |
| JP2018131689A (ja) * | 2018-03-02 | 2018-08-23 | 三菱アルミニウム株式会社 | 熱交換器用アルミニウム合金管の製造方法 |
| WO2020218502A1 (ja) * | 2019-04-26 | 2020-10-29 | 株式会社Uacj | アルミニウム合金製配管材及びその製造方法 |
| JP2020180353A (ja) * | 2019-04-26 | 2020-11-05 | 株式会社Uacj | アルミニウム合金製配管材及びその製造方法 |
| CN112996943A (zh) * | 2019-04-26 | 2021-06-18 | 株式会社Uacj | 铝合金制配管件及其制造方法 |
| JP6990209B2 (ja) | 2019-04-26 | 2022-01-12 | 株式会社Uacj | アルミニウム合金製配管材及びその製造方法 |
| CN112996943B (zh) * | 2019-04-26 | 2023-03-28 | 株式会社Uacj | 铝合金制配管件及其制造方法 |
| US11866807B2 (en) | 2019-04-26 | 2024-01-09 | UACJ Corporation; UACJ EXTRUSION CORPORATION | Aluminum alloy pipe and method of producing the same |
| CN111085562A (zh) * | 2019-12-28 | 2020-05-01 | 福建麦特新铝业科技有限公司 | 一种用于核工业的高精度铝合金薄壁无缝管的挤压方法 |
| CN111085562B (zh) * | 2019-12-28 | 2021-06-08 | 福建麦特新铝业科技有限公司 | 一种用于核工业的高精度铝合金薄壁无缝管的挤压方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5574595B2 (ja) | 2014-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5574595B2 (ja) | フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ | |
| JP6105561B2 (ja) | アルミニウム合金製内面溝付き伝熱管 | |
| JP2007528297A (ja) | 熱交換器及びその製造方法並びに熱交換器用チューブ | |
| JP2012112000A (ja) | 熱交換器用偏平管および熱交換器 | |
| JP5466472B2 (ja) | 熱交換器 | |
| JP5618616B2 (ja) | オープンラック型気化装置用フィンチューブ | |
| JP2010185646A (ja) | フィンチューブ型エアコン熱交換器用アルミニウム合金押出チューブ | |
| WO2019225512A1 (ja) | アルミニウム合金製熱交換器 | |
| JP6039218B2 (ja) | 熱交換器用アルミニウム合金扁平管の製造方法及び熱交換器コアの製造方法 | |
| JP2011257084A (ja) | オールアルミニウム熱交換器 | |
| JP5850827B2 (ja) | 拡管接合型熱交換器ならびに熱交換器用管材及びフィン材 | |
| JP2005257257A (ja) | 熱交換器及びその製造方法 | |
| JP5877739B2 (ja) | 熱交換器用アルミニウム合金扁平管及びその製造方法並びに熱交換器コア及びその製造方法 | |
| JP6329924B2 (ja) | 熱交換器用アルミニウム合金管および熱交換器コア | |
| JP5101812B2 (ja) | 熱交換器用高耐食性チューブ及び熱交換器とその製造方法 | |
| CN100584989C (zh) | 用于热交换器的管、用于制造所述管的方法以及热交换器 | |
| JP2016028219A (ja) | 押出性に優れた内面溝付管 | |
| JP4452561B2 (ja) | 熱交換器用高耐食性チューブ及び熱交換器 | |
| JP7627936B2 (ja) | Al系内面溝付伝熱管及びその製造方法 | |
| JP4347145B2 (ja) | 熱交換器用アルミニウム合金押出チューブ及び熱交換器 | |
| JP5882615B2 (ja) | エアコン用アルミニウム合金製内面溝付き管及びその溝付き管を備えるエアコン並びにアルミニウム合金内面溝付き管の製造方法及びエアコン用アルミニウム内面溝付き管の製造方法 | |
| JP6518804B2 (ja) | 熱交換器用アルミニウム合金管の製造方法 | |
| JP6204450B2 (ja) | 熱交換器用アルミニウム合金扁平管及びその製造方法並びに熱交換器コア及びその製造方法 | |
| JP2006064294A (ja) | 熱交換器用チューブおよびその製造方法 | |
| JP4318929B2 (ja) | 熱交換器用アルミニウム合金押出チューブおよび熱交換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110926 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130605 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130903 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130910 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20131004 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5574595 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |