JP2010077482A - Ultrathin cold-rolled steel sheet for building material, and method for manufacturing the same - Google Patents
Ultrathin cold-rolled steel sheet for building material, and method for manufacturing the same Download PDFInfo
- Publication number
- JP2010077482A JP2010077482A JP2008246351A JP2008246351A JP2010077482A JP 2010077482 A JP2010077482 A JP 2010077482A JP 2008246351 A JP2008246351 A JP 2008246351A JP 2008246351 A JP2008246351 A JP 2008246351A JP 2010077482 A JP2010077482 A JP 2010077482A
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- cold
- temperature
- rolled steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
Description
本発明は、建材用極薄冷延鋼板およびその製造方法に関し、特に板厚が0.2 mm以下の極薄冷延鋼板に対して、建材用として必要とされる強度および平坦度に加え、良好な表面平滑性を付与したものである。 The present invention relates to an ultra-thin cold-rolled steel sheet for building materials and a method for producing the same, and particularly to an ultra-thin cold-rolled steel sheet having a thickness of 0.2 mm or less, in addition to the strength and flatness required for building materials, The surface smoothness is imparted.
近年、極薄冷延鋼板の建材用途への需要が増大している。
すなわち、極薄冷延鋼板を、必要に応じて溶融めっき、電気めっき、塗装などの表面処理を施した後、例えば木製あるいは樹脂製などの基板に貼り合わせて、建物の内壁や外壁および屋根等の用途に供している。
基板との貼り合わせに際し、鋼板に耳伸びや腹伸びが発生していると、基板との貼り合わせ後、基板と鋼板の間にすき間が生じやすく、外観不良や腐食等の問題が発生するため、鋼板は極力耳伸びや腹伸びの発生がなく平坦であることが望まれる。
In recent years, the demand for building materials for ultra-thin cold-rolled steel sheets has increased.
In other words, ultra-thin cold-rolled steel sheets are subjected to surface treatment such as hot dipping, electroplating, painting, etc., if necessary, and then bonded to, for example, wooden or resin boards, and the inner and outer walls of buildings, roofs, etc. It is used for
When bonding to the substrate, if the steel sheet is stretched in the ears or belly, gaps are likely to occur between the substrate and the steel sheet after bonding to the substrate, causing problems such as poor appearance and corrosion. It is desirable that the steel plate be flat without generating ear extension or belly extension as much as possible.
上記のような用途では、冷延鋼板は、ほとんど加工することなしに使用される。
また、かような用途においては、延性やr値などの成形性よりも、むしろ板厚精度や強度、形状(平坦度)が重要視される。すなわち、極薄で、高い強度を有し、耳伸びや腹伸びで評価される平坦度に優れることが必要とされる。
さらに、かかる用途に用いる場合、汎用材として安価であることも必要とされる。
In the above applications, cold-rolled steel sheets are used with little processing.
In such applications, plate thickness accuracy, strength, and shape (flatness) are emphasized rather than formability such as ductility and r value. That is, it is required to be extremely thin, to have high strength, and to be excellent in flatness evaluated by ear elongation or belly elongation.
Furthermore, when used for such applications, the general-purpose material is required to be inexpensive.
ここで、極薄冷延鋼板の製造方法としては、例えば特許文献1に、C≦0.010%でかつC+N≦0.012%、Si≦0.01%、Mn≦0.15、P≦0.02%、S≦0.020%、残部がFeおよび不可避的不純物からなる鋼の熱間圧延後のコイルを、中間焼鈍なしに冷延率:80〜99%にて板厚:0.5mm以下まで冷間圧延することが、開示されている。この技術は、鋼中のC含有量およびN含有量を低減することで、冷間圧延における加工硬化を低減し、高い圧延率での冷間圧延を可能として、極薄鋼板を製造しようとするものである。
しかしながら、上記したような建材用の用途においては、高い強度、具体的には、降伏強度YS:700 MPa以上が要求されているが、特許文献1の技術では、冷間圧延後の高強度を達成するのが困難であった。また、上記の技術では、CおよびNをともに低減する必要があることから、製造コストが高くなるという不利があった。
However, in the application for building materials as described above, high strength, specifically, yield strength YS: 700 MPa or more is required. However, in the technique of
上記の問題を解決するものとして、発明者らは先に、特願2008−050920において、
「質量%で、C:0.01%以上 0.10%以下、Si:0.03%以下、Mn:0.005%以上 0.5%以下、P:0.01%以上 0.20%以下、S:0.03%以下、Al:0.01%以上 0.1%以下、N:0.010%以下を含有し、残部はFeおよび不可避的不純物からなり、板厚:0.2mm以下まで冷間圧延された鋼板であって、該冷間圧延後の鋼板の平均硬さ(HR30T)が68以上 83以下で、かつ板幅方向にわたる硬さ変動量が平均硬さの±2以内となる割合が鋼板全体の90%以上であることを特徴とする建材用極薄冷延鋼板。」
を提案した。
これにより、板厚が0.2mm以下で強度および平坦度に優れた建材用極薄冷延鋼板が、安価に得られるようになった。
In order to solve the above problems, the inventors previously described in Japanese Patent Application No. 2008-050920,
“In mass%, C: 0.01% to 0.10%, Si: 0.03% or less, Mn: 0.005% to 0.5%, P: 0.01% to 0.20%, S: 0.03% or less, Al: 0.01% or more 0.1 %, N: 0.010% or less, the balance is Fe and inevitable impurities, and the sheet thickness is a steel sheet cold-rolled to 0.2 mm or less, and the average hardness of the steel sheet after the cold rolling (HR30T) is 68 or more and 83 or less, and the ratio of the variation in hardness in the width direction within ± 2 of the average hardness is 90% or more of the whole steel sheet. steel sheet."
Proposed.
As a result, an ultra-thin cold-rolled steel sheet for building materials having a sheet thickness of 0.2 mm or less and excellent strength and flatness can be obtained at low cost.
本発明は、上掲した特願2008−050920に開示の技術の改良に係るもので、板厚が0.2mm以下の建材用極薄冷延鋼板について、その表面形状とくに平滑性の一層の向上を達成することを目的とする。 The present invention relates to the improvement of the technique disclosed in the above-mentioned Japanese Patent Application No. 2008-050920, and further improves the surface shape, particularly the smoothness, of an ultrathin cold-rolled steel sheet for building materials having a sheet thickness of 0.2 mm or less. The goal is to achieve.
従来、建材用鋼板の形状については、主に耳伸びや腹伸びなどの平坦度が指標として用いられてきたが、この平坦度が良好とされる鋼板においても、断熱材に貼着してパネルとした場合に、断熱材との接着に問題が生じる場合があった。
そこで、発明者らは、この問題を解決すべく種々検討を重ねた結果、厚みが0.2 mm以下の極薄の鋼板では、断熱材との接着性をさらに改善するには、鋼板の全面に発生する微小凹凸の形状を適正に制御して平滑化することが重要であるとの知見を得た。
本発明は上記の知見に立脚するものである。
Conventionally, as for the shape of steel plates for building materials, flatness such as ear stretch and belly stretch has been mainly used as an index. In such a case, there may be a problem in adhesion to the heat insulating material.
Therefore, as a result of various studies to solve this problem, the inventors have found that an extremely thin steel sheet having a thickness of 0.2 mm or less is generated on the entire surface of the steel sheet in order to further improve the adhesion to the heat insulating material. It was found that it is important to appropriately control and smooth the shape of the minute unevenness.
The present invention is based on the above findings.
すなわち、本発明の要旨構成は次のとおりである。
1.質量%で、C:0.01%以上0.10%以下、Si:0.03%以下、Mn:0.005%以上0.5%以下、P:0.01%以上0.20%以下、S:0.03%以下、Al:0.01%以上0.1%以下およびN:0.010%以下を含有し、残部はFeおよび不可避的不純物の組成になり、板厚:0.2 mm以下で、下記に規定する形状指数A,Bで示す鋼板の表面形状が下記式(1)の関係を満足することを特徴とする建材用極薄冷延鋼板。
記
B≦−0.08×A+1.7 --- (1)
ここで、A:製品単位長さ当たりの凹凸数(個/1500mm)
B:凹凸の平均高さ(mm)
That is, the gist configuration of the present invention is as follows.
1. In mass%, C: 0.01% to 0.10%, Si: 0.03% or less, Mn: 0.005% to 0.5%, P: 0.01% to 0.20%, S: 0.03% or less, Al: 0.01% to 0.1% And N: 0.010% or less, with the balance being the composition of Fe and inevitable impurities, plate thickness: 0.2 mm or less, and the surface shape of the steel sheet indicated by the shape indices A and B defined below is represented by the following formula ( An ultra-thin cold-rolled steel sheet for building materials characterized by satisfying the relationship 1).
Record
B ≦ −0.08 × A + 1.7 --- (1)
Where: A: Number of irregularities per product unit length (pieces / 1500mm)
B: Average height of irregularities (mm)
2.質量%で、C:0.01%以上0.10%以下、Si:0.03%以下、Mn:0.005%以上0.5%以下、P:0.01%以上0.20%以下、S:0.03%以下、Al:0.01%以上0.1%以下およびN:0.010%以下を含有し、残部はFeおよび不可避的不純物の組成になる鋼素材を、加熱温度:1150℃以上に加熱後、仕上圧延温度:700℃以上 Ar3変態点温度以下の条件で熱間圧延を施したのち、巻取り温度:550℃以上700℃以下でコイルに巻き取り、巻き厚中心部のコイル幅方向端部での、巻取り温度から400℃までの間の平均冷却速度を125℃/h以下として熱延板とし、ついで該熱延板を酸洗後、冷延圧下率:85%以上 95%以下にて板厚:0.2mm以下まで冷間圧延し、さらに伸び率:0.15%以上の形状矯正処理を施すことを特徴とする建材用極薄冷延鋼板の製造方法。 2. In mass%, C: 0.01% to 0.10%, Si: 0.03% or less, Mn: 0.005% to 0.5%, P: 0.01% to 0.20%, S: 0.03% or less, Al: 0.01% to 0.1% And N: 0.010% or less, with the balance being Fe and an inevitable impurity composition. After heating the steel material to a heating temperature of 1150 ° C or higher, the finish rolling temperature is 700 ° C or higher and the Ar 3 transformation point temperature or lower. After performing hot rolling under the conditions, the coiling temperature is 550 ° C or higher and 700 ° C or lower, and the coil is wound on the coil. The average between the winding temperature and 400 ° C at the coil width direction end at the center of the winding thickness A hot rolled sheet with a cooling rate of 125 ° C./h or less, then pickled, and then cold rolled to a sheet thickness of 0.2 mm or less at a cold rolling reduction ratio of 85% to 95%, Elongation: A method for producing an ultra-thin cold-rolled steel sheet for building materials, which is subjected to a shape correction treatment of 0.15% or more.
本発明によれば、建材用として必要とされる強度および平坦度が得られるのはいうまでもなく、その表面形状とくに平滑性に優れた建材用極薄冷延鋼板を得ることができる。 According to the present invention, it is needless to say that the strength and flatness required for building materials can be obtained, and an ultra-thin cold-rolled steel sheet for building materials having excellent surface shape, particularly smoothness can be obtained.
以下、本発明を具体的に説明する。
まず、本発明において鋼板の成分組成を上記の範囲に限定した理由について説明する。なお、各元素の含有量の単位はいずれも「質量%」であるが、以下、特に断らない限り、単に「%」で示す。
C:0.01%以上 0.10%以下
Cは、鋼に固溶して素材の強度を上昇させる効果があるが、含有量が0.10%を超えると炭化物を形成し、冷間圧延時の負荷が極めて大きくなり、板厚:0.2mm以下の冷延鋼板を得ることが難しくなり、平滑性も悪くなる。そこで、本発明では、冷間圧延性および平滑性の観点からC量の上限を0.10%とした。また、C量は、冷間圧延性の点からは低減することが望ましいが、著しい低減は鋼板の強度低下につながり、また製鋼時のC低減のためのコストを増大させ、素材を安価に提供することが難しくなる。そこで、強度確保およびコストの面からC量の下限を0.01%とした。冷間圧延性およびコスト両者の観点から好適なC量は0.02%以上 0.07%以下である。
なお、板厚を0.12mm程度まで薄肉化した場合には、レベラー処理時にける破断を防止する観点から、C量は0.045%以下とすることが望ましい。
The present invention will be specifically described below.
First, the reason why the component composition of the steel sheet is limited to the above range in the present invention will be described. The unit of the content of each element is “% by mass”, but hereinafter, it is simply indicated by “%” unless otherwise specified.
C: 0.01% or more and 0.10% or less C has the effect of increasing the strength of the material by dissolving in steel, but when the content exceeds 0.10%, carbide is formed, and the load during cold rolling is extremely large. Therefore, it becomes difficult to obtain a cold-rolled steel sheet having a thickness of 0.2 mm or less, and the smoothness is also deteriorated. Therefore, in the present invention, the upper limit of the C amount is set to 0.10% from the viewpoint of cold rollability and smoothness. In addition, it is desirable to reduce the amount of C from the viewpoint of cold rollability, but a significant reduction leads to a decrease in the strength of the steel sheet, increases the cost for reducing C during steelmaking, and provides the material at low cost. It becomes difficult to do. Therefore, the lower limit of the C amount is set to 0.01% from the viewpoint of securing strength and cost. From the viewpoint of both cold rollability and cost, the preferred C content is 0.02% or more and 0.07% or less.
When the plate thickness is reduced to about 0.12 mm, the C content is preferably 0.045% or less from the viewpoint of preventing breakage during the leveler process.
Si:0.03%以下
Siは、鋼の強度を上昇させる元素として有効であるが、多量の含有は冷間圧延性のみならず、表面処理性、化成処理性、耐食性を低下させることになるので、この観点からSi量は0.03%以下に限定した。
Si: 0.03% or less
Si is effective as an element that increases the strength of steel. However, if a large amount is contained, not only cold rolling properties but also surface treatment properties, chemical conversion properties, and corrosion resistance will be reduced. Was limited to 0.03% or less.
Mn:0.005%以上 0.5%以下
Mnは、Sによる熱間割れを抑制する働きがあるので、この効果を得るために0.005%以上含有させる。より好ましくは0.01%以上、さらに好ましくは0.05%以上である。しかしながら、Mnの多量添加は鋼板素材を硬質化させ、冷間圧延性を低下させるだけでなく、溶接性および溶接後の溶接部成形性を低下させるので、Mnの上限は0.5%とした。なお、より良好な形状および耐食性が要求される場合には、Mn量は0.30%以下とすることが望ましい。
Mn: 0.005% to 0.5%
Since Mn functions to suppress hot cracking due to S, 0.005% or more is contained in order to obtain this effect. More preferably, it is 0.01% or more, More preferably, it is 0.05% or more. However, addition of a large amount of Mn not only hardens the steel sheet material and decreases the cold rolling property, but also decreases the weldability and weld formability after welding, so the upper limit of Mn was set to 0.5%. In addition, when a better shape and corrosion resistance are required, the Mn content is desirably 0.30% or less.
P:0.01%以上 0.20%以下
Pは、鋼板素材の強度を上昇させる効果があるので、0.01%以上含有させるものとした。しかしながら、多量添加は冷間圧延性を低下させる。またPは、鋼中で偏析する傾向が強く、溶接部の脆化を招く。このため、本発明では、P:0.20%を上限とした。なお、より望ましくは0.10%以下である。
P: 0.01% or more and 0.20% or less P has an effect of increasing the strength of the steel sheet material, so it is included in an amount of 0.01% or more. However, a large amount of addition decreases the cold rollability. Moreover, P has a strong tendency to segregate in steel and causes embrittlement of the weld. For this reason, in the present invention, P: 0.20% was made the upper limit. In addition, it is 0.10% or less more desirably.
S:0.03%以下
Sは、鋼中で主として介在物として存在し、耐食性を低下させるため、極力低減することが望ましいが、0.03%までであれば許容できる。このため、本発明では、S量の上限は0.03%とした。なお、S量の下限は、特に限定する必要はなく、上記したように極力低減することが好ましいが、製鋼能力およびコストの点からは0.005%程度とするのが好ましい。
S: 0.03% or less S is mainly present as an inclusion in the steel and lowers the corrosion resistance. Therefore, it is desirable to reduce it as much as possible, but up to 0.03% is acceptable. For this reason, in the present invention, the upper limit of the amount of S is set to 0.03%. The lower limit of the S amount is not particularly limited, and is preferably reduced as much as described above, but is preferably about 0.005% from the viewpoint of steelmaking capacity and cost.
Al:0.01%以上 0.1%以下
Alは、脱酸剤として添加され、鋼の清浄度を向上させる元素であるので、積極的に添加する。しかしながら、Al量が0.01%未満では脱酸の効果が小さく、介在物が残存して成形性を低下させる。とはいえ、0.1 %を超えると鋼板の表面清浄度が低下するので、本発明では0.01%以上 0.1%以下に限定した。なお、材質安定性の観点からは、Al:0.02%以上 0.080%以下とすることが望ましい。
Al: 0.01% or more and 0.1% or less
Al is added as a deoxidizer and is an element that improves the cleanliness of steel, so it is actively added. However, if the amount of Al is less than 0.01%, the effect of deoxidation is small, and inclusions remain and formability is reduced. However, if it exceeds 0.1%, the surface cleanliness of the steel sheet decreases, so in the present invention it is limited to 0.01% or more and 0.1% or less. From the viewpoint of material stability, it is desirable that Al: 0.02% or more and 0.080% or less.
N:0.010%以下
Nは、鋼板に固溶し、含有量が0.010%を超えると鋼板を著しく硬質化させるため、0.010%以下とした。なお、N量の下限は、特に限定されるものではないが、製鋼能力やコストを考慮すると0.0010%程度とすることが好ましい。
N: 0.010% or less N is dissolved in the steel sheet, and when the content exceeds 0.010%, the steel sheet is remarkably hardened. The lower limit of the N amount is not particularly limited, but is preferably about 0.0010% in consideration of steelmaking ability and cost.
残部はFeおよび不可避的不純物からなる。
ここに、不可避的不純物としては、Cu,Ni,Cr,Mo,Nb,TiおよびBなどが考えられるが、それぞれCu:0.20%以下、Ni:0.20%以下、Cr:0.20%以下、Mo:0.20%以下、Nb:0.02%以下、Ti:0.02%以下、B:0.0010%以下の範囲に制限することが望ましい。
The balance consists of Fe and inevitable impurities.
Inevitable impurities include Cu, Ni, Cr, Mo, Nb, Ti, and B. Cu: 0.20% or less, Ni: 0.20% or less, Cr: 0.20% or less, Mo: 0.20 %, Nb: 0.02% or less, Ti: 0.02% or less, and B: 0.0010% or less.
上記の好適成分組成範囲に調整することにより、冷間圧延後の鋼板の平均硬さをロックウェル硬さ(HR30T)で68以上 83以下の範囲におさめることができる。
また、レベラー処理後に、鋼板の平坦度を2mm以下、降伏強度(YS)を700 MPa以上とすることができる。
By adjusting to the above-mentioned preferable component composition range, the average hardness of the steel sheet after cold rolling can be kept in the range of 68 to 83 in terms of Rockwell hardness (HR30T).
Further, after the leveler treatment, the flatness of the steel sheet can be 2 mm or less and the yield strength (YS) can be 700 MPa or more.
冷間圧延後の鋼板の硬さ(硬質度)は、製品形状に大きく影響するので、本発明において硬質度は重要である。本発明では、製品板厚が0.2mm以下と極薄であるため、硬質度は板表面を測定し、板表面硬さを求めるものとする。 試験方法はJIS Z 2245「ロックウエル硬さ試験方法」に準拠する。
この平均硬さ(HR30T)が68未満では、レベラー処理後にYS≧700 MPaを確保することが難しく、製品に腰折れが発生する場合があり、一方83より大きいとレベラー処理による形状矯正が困難となり、製品形状の悪化が著しくなるおそれがある。より好ましくはHR30Tで80以下である。
Since the hardness (hardness) of the steel sheet after cold rolling greatly affects the product shape, the hardness is important in the present invention. In the present invention, since the product plate thickness is as extremely thin as 0.2 mm or less, the hardness is obtained by measuring the plate surface and determining the plate surface hardness. The test method conforms to JIS Z 2245 “Rockwell hardness test method”.
If this average hardness (HR30T) is less than 68, it may be difficult to secure YS ≧ 700 MPa after leveler processing, and the product may be bent back. On the other hand, if it exceeds 83, shape correction by leveler processing becomes difficult Deterioration of product shape may be significant. More preferably, HR30T is 80 or less.
また、鋼板の平均硬さは、HR30Tで68以上 83以下の範囲を満たしていても、最大硬さと最小硬さの差すなわち硬度差があまりに大きいと、やはりレベラー処理後に形状の劣化が懸念されるので、硬度差は6以下好ましくは4以下とすることが望ましい。 Moreover, even if the average hardness of the steel sheet satisfies the range of 68 to 83 in HR30T, if the difference between the maximum hardness and the minimum hardness, that is, the hardness difference is too large, there is a concern that the shape will deteriorate after the leveler treatment. Therefore, it is desirable that the hardness difference is 6 or less, preferably 4 or less.
上記のようにして、建材用として必要とされる強度および平坦度をそなえる極薄冷延鋼板を得ることができる。
しかしながら、強度や平坦度が上記の好適範囲を満足しているだけでは、断熱材に貼着した場合に、必ずしも良好な接着性が得られるとは限らないことは、前述したとおりである。
As described above, an ultrathin cold-rolled steel sheet having the strength and flatness required for building materials can be obtained.
However, as described above, when the strength and flatness only satisfy the above-described preferable ranges, good adhesiveness is not always obtained when the heat-resistant material is adhered.
そこで、本発明では、鋼板の表面形状の指数として下記で規定する形状指数A,Bを用い、これらA,Bで示される鋼板の表面形状について、下記式(1)の関係を満足させることにしたのである。
記
B≦−0.08×A+1.7 --- (1)
ここで、A:製品単位長さ当たりの凹凸数(個/1500mm)
B:凹凸の平均高さ(mm)
Therefore, in the present invention, the shape indexes A and B defined below are used as the surface shape index of the steel sheet, and the relationship of the following formula (1) is satisfied for the surface shape of the steel sheet indicated by these A and B. It was.
Record
B ≦ −0.08 × A + 1.7 --- (1)
Where: A: Number of irregularities per product unit length (pieces / 1500mm)
B: Average height of irregularities (mm)
従来、冷延鋼板の形状不良は、一般に図1(a),(b)に示すような、鋼板1に生じる耳伸び2や腹伸び3などの平坦度不良で評価されていたが、冷延鋼板の平滑性の観点からは図2に示すような、鋼板全面に発生する微小凹凸4の形状が重要となる。
そこで、発明者らは、先に特願2008−087404において提案した、
「 厚みが0.4 mm以下の冷延鋼板の表面形状を測定するに当り、距離計を用いて、該冷延鋼板の表面との距離を一定長さにわたって測定し、該測定値から、冷延鋼板の厚みに対して1000倍以上2000倍以下の周期を有する成分を抽出し、該抽出結果における山の個数および山高さに基づいて、鋼板表面の微小凹凸を検知することを特徴とする冷延鋼板の形状測定方法。」
を用いて、本発明において必要とされる微小凹凸の形状すなわち平滑性の程度について検討した。
Conventionally, poor shape of cold-rolled steel sheet has been generally evaluated by poor flatness such as
Therefore, the inventors previously proposed in Japanese Patent Application No. 2008-074004,
In measuring the surface shape of a cold rolled steel sheet having a thickness of 0.4 mm or less, a distance meter was used to measure the distance from the surface of the cold rolled steel sheet over a certain length. A cold-rolled steel sheet characterized by extracting a component having a period of 1000 times to 2000 times the thickness of the steel sheet, and detecting minute irregularities on the surface of the steel sheet based on the number and height of the peaks in the extraction result The shape measurement method. "
Were used to study the shape of the fine irregularities required in the present invention, that is, the degree of smoothness.
その結果、単位長さ当たりの凹凸数(単位長さ当たりの山の個数)をA(個/1500mm)、一方凹凸の平均高さ(平均山高さ)をB(mm)と規定したとき、これらの形状指数A,Bについて、上掲式(1)の関係を満足させることにより、所望の平滑性が得られ、その結果、極薄鋼板を断熱材に貼着する場合に極めて良好な接着性が得られることが究明されたのである。 As a result, when the number of irregularities per unit length (number of peaks per unit length) is defined as A (pieces / 1500 mm), and the average height of irregularities (average peak height) is defined as B (mm) As for the shape indexes A and B, the desired smoothness can be obtained by satisfying the relationship of the above formula (1). As a result, extremely good adhesiveness can be obtained when an ultra-thin steel sheet is adhered to a heat insulating material. It has been determined that can be obtained.
そこで、本発明では、鋼板表面の微小凹凸形状について、上掲式(1)の関係を満足させることにしたのである。
より好ましくは、次式(2)の範囲である。
B≦−0.08×A+1.2 --- (2)
ここで、A:製品単位長さ当たりの凹凸数(個/1500mm)
B:凹凸の平均高さ(mm)
Therefore, in the present invention, the relationship of the above formula (1) is satisfied with respect to the minute uneven shape on the steel sheet surface.
More preferably, it is in the range of the following formula (2).
B ≦ −0.08 × A + 1.2 --- (2)
Where: A: Number of irregularities per product unit length (pieces / 1500mm)
B: Average height of irregularities (mm)
ここで、上記した鋼板表面の微小凹凸を検知する冷延鋼板の形状測定方法について説明する。
上記した微小凹凸の発生は、鋼板が圧延中に上下ロールで挟まれた部分、つまりロールバイト内での鋼板に作用する応力に起因していると考えられる。すなわち、圧延時にロールバイト内において上下から圧縮された材料は幅方向にも広がろうとし、幅方向に圧縮応力が発生する。この板幅方向の圧縮応力が、ロールバイト出側にて開放され、局所的な幅広がりが発生して、厚みが小さい極薄鋼板の場合、この局所的な幅広がりが座屈して、鋼板全面にわたる微小な凹凸形状が形成されると考えられる。
このような、厚みが0.4mm以下の冷延鋼板において鋼板全面に発生する微小な凹凸による形状不良を把握するのは、従来の形状測定方法あるいは形状測定装置では不可能であった。
Here, a method for measuring the shape of the cold-rolled steel sheet that detects the minute irregularities on the surface of the steel sheet will be described.
The occurrence of the above-described minute unevenness is considered to be caused by the stress acting on the steel sheet in the portion sandwiched between the upper and lower rolls during rolling, that is, in the roll bite. That is, the material compressed from above and below in the roll bite during rolling tends to spread in the width direction, and compressive stress is generated in the width direction. This compressive stress in the plate width direction is released on the roll bite exit side, and local width spread occurs, and in the case of a very thin steel sheet with a small thickness, this local width spread buckles and the entire surface of the steel plate It is considered that a minute uneven shape is formed.
In such a cold rolled steel sheet having a thickness of 0.4 mm or less, it has been impossible with a conventional shape measuring method or shape measuring apparatus to grasp a shape defect due to minute irregularities generated on the entire surface of the steel sheet.
そこで、鋼板表面の微小な凹凸形状を有する冷延鋼板において、非接触式の距離計を鋼板長手方向に走査して鋼板表面の変位を測定し、その測定データについて、フーリエ変換によるスペクトル解析を行い、徴小な凹凸の周期を検討した。
種々の厚みの冷延鋼板について、微小凹凸の周期を調査したところ、冷延鋼板の厚みと微小凹凸の周期には相関があり、微小凹凸の周期は鋼板厚みの1000倍以上2000倍以下の大きさであることが新たに判明した。また、微小凹凸による形状不良の度合いは、微小凹凸の周期は変わらずに、その山高さが大きくなることで高まることも判った。
すなわち、冷延鋼板の表面形状の良否を判断するためには、冷延鋼板の厚みに応じて、変位測定データから微小凹凸の周期に相当する成分を抽出し、抽出した成分の変位データから微小凹凸の程度を判断すれば良い。微小凹凸の程度は、微小凹凸における山の単位長さ当りの個数および山高さの平均値から適宜判断すれば良い。山高さについては、平均値を用いることにより、測定範囲の大きさに関係なく安定した評価が可能となる。
これらの検討をもとに、本発明では上記したように、平滑性の良否判断を、上掲式(1)あるいはさらに上掲式(2)をもとに判断することとした。
Therefore, in a cold-rolled steel sheet with minute irregularities on the steel sheet surface, a non-contact distance meter is scanned in the longitudinal direction of the steel sheet to measure the displacement of the steel sheet surface, and the measurement data is subjected to spectrum analysis by Fourier transform. , Examined the period of small irregularities.
When investigating the period of minute irregularities for cold-rolled steel sheets of various thicknesses, there is a correlation between the thickness of the cold-rolled steel sheet and the period of minute irregularities, and the period of minute irregularities is not less than 1000 times and not more than 2000 times the thickness of the steel sheet. It was newly found out. It has also been found that the degree of shape defects due to minute irregularities increases as the peak height increases without changing the period of minute irregularities.
That is, in order to judge whether the surface shape of the cold-rolled steel sheet is good or not, a component corresponding to the period of minute irregularities is extracted from the displacement measurement data according to the thickness of the cold-rolled steel sheet, and a minute amount is extracted from the displacement data of the extracted component. What is necessary is just to judge the degree of unevenness. The degree of minute irregularities may be appropriately determined from the number of peaks per unit length in the minute irregularities and the average value of peak heights. As for the mountain height, by using the average value, it is possible to perform a stable evaluation regardless of the size of the measurement range.
Based on these examinations, in the present invention, as described above, the quality of the smoothness is judged based on the above formula (1) or the above formula (2).
以下に、上記測定方法について、厚み:0.15mmおよび幅:1000mmの冷延鋼板を例に、さらに詳細に説明する。
上記測定方法では、まず、冷延鋼板の形状を、好ましくは非接触式の距離計を用いて測定する。このとき、幅方向での測定位置については、詳細に測定してもよいが、対象とする微小凹凸は、鋼板の全面に発生するため、任意の位置での一定の長さにわたる測定、例えば、鋼板の幅方向中央において長手方向1500mmにわたって変位を測定すれば、十分である。
次に、冷延鋼板の長手方向での一定長さ、ここでは1500mmの長さについての距離計の測定値から、微小凹凸に相当する成分として、冷延鋼板の厚みに対して1000倍以上2000倍以下の周期の成分を抽出する。すなわち、鋼板の厚みが0.15mmであるから、徴小凹凸成分の周期は150mm以上300mm以下である。なお、測定値データから特定の周期の成分を抽出するためには、フーリエ変換など一般的な信号処理手法を用いればよい。
かくして抽出された周期150mm以上300mm以下の凹凸成分について、山の個数と山高さから、鋼板の形状の良否を判定する。
なお、冷延鋼板の表面との距離を測定する「一定長さ」は、少なくとも微小凹凸の一山が測定できる長さは必要であり、例えば鋼板の厚みが0.4m以下では、微小凹凸成分の上限が鋼板厚の2000倍であるから、0.4×2000=800(mm)以上の長さが必要になる。一方、上限はとくに定める必要 はないが、2000mm程度で十分である。
Hereinafter, the measurement method will be described in more detail by taking a cold rolled steel sheet having a thickness of 0.15 mm and a width of 1000 mm as an example.
In the measurement method, first, the shape of the cold-rolled steel sheet is preferably measured using a non-contact distance meter. At this time, the measurement position in the width direction may be measured in detail, but since the target micro unevenness occurs on the entire surface of the steel plate, measurement over a certain length at an arbitrary position, for example, It is sufficient to measure the displacement over a length of 1500 mm at the center in the width direction of the steel sheet.
Next, from a measured value of a distance meter for a certain length in the longitudinal direction of the cold-rolled steel sheet, here, a length of 1500 mm, as a component corresponding to minute irregularities, 1000 times or more to the thickness of the cold-rolled steel sheet 2000 Extract a component with a period less than double. That is, since the thickness of the steel plate is 0.15 mm, the period of the small unevenness component is 150 mm or more and 300 mm or less. Note that a general signal processing method such as Fourier transform may be used to extract a component having a specific period from the measured value data.
With respect to the concavo-convex component having a cycle of 150 mm or more and 300 mm or less extracted as described above, the quality of the steel sheet is determined from the number of peaks and the height of the peaks.
The “constant length” for measuring the distance from the surface of the cold-rolled steel sheet needs to be at least long enough to measure a minute unevenness. For example, when the thickness of the steel sheet is 0.4 m or less, the minute unevenness component Since the upper limit is 2000 times the steel plate thickness, a length of 0.4 × 2000 = 800 (mm) or more is required. On the other hand, it is not necessary to set an upper limit, but about 2000 mm is sufficient.
次に、本発明の製造方法について説明する。
前記した好適成分組成になる溶鋼を、転炉や電気炉等の公知の炉を用いて溶製した後、連続鋳造法や造塊−分塊法、薄スラブ鋳造法等の公知の方法でスラブとし、鋼素材とする。これら公知の方法の中でも、マクロ偏析を防止する上では連続鋳造法がより好ましい。
Next, the manufacturing method of this invention is demonstrated.
The molten steel having the preferred component composition described above is melted using a known furnace such as a converter or an electric furnace, and then slabd by a known method such as a continuous casting method, an ingot-bundling method, or a thin slab casting method. And steel material. Among these known methods, the continuous casting method is more preferable for preventing macro segregation.
ついで、鋼素材を、加熱し、熱間圧延を施す。この際、素材の加熱温度が、1150℃未満では、熱間圧延時の変形抵抗が高くなり、圧延荷重が増加して熱間圧延が困難となるので、加熱温度は1150℃以上とする。また、材質均一化のためにも1150℃以上が好適である。但し、1300℃を超えて加熱すると、結晶粒が粗大化し、延性が低下するので、加熱温度はは1300℃以下とすることが好ましい。 Next, the steel material is heated and subjected to hot rolling. At this time, if the heating temperature of the raw material is less than 1150 ° C., the deformation resistance during hot rolling becomes high and the rolling load increases, making hot rolling difficult, so the heating temperature is set to 1150 ° C. or higher. In addition, 1150 ° C. or higher is preferable in order to make the material uniform. However, since heating becomes higher than 1300 ° C., crystal grains become coarse and ductility decreases, so the heating temperature is preferably 1300 ° C. or lower.
ついで、熱間圧延を施すが、本発明では、この熱間圧延における仕上温度が重要である。
すなわち、仕上圧延温度を700℃以上 Ar3変態点温度以下とすることにより、軟質な熱延鋼板が得られ、冷間圧延時の負荷が軽減するため、所望の板厚:0.2mm以下の冷延材を板厚精度よく得ることができる。この点、仕上温度が700℃未満では、熱延板が軟質となりすぎるために、冷間圧延時の負荷は低減されるものの、製品で腰折れが発生し、製品形状が悪くなる。また、仕上温度が700℃より低くなると熱間圧延時の負荷が大きくなる。このため熱延板の仕上温度は700℃以上とする。より好ましくは750℃以上である。一方、仕上圧延温度がAr3変態点温度より高いと、熱延板が硬質となり、冷間圧延での負荷が大きくなり、冷間圧延性が低下する。このため、仕上圧延温度はAr3変態点温度以下とする。好ましくは830℃以下、より好ましくは800℃以下、さらに好ましくは790℃未満である。
なお、Ar3変態点は、次式で求めることができる。
Ar3変態点=901−325〔%C〕−92〔%Mn〕+33〔%Si〕+287〔%P〕
但し、〔 〕内は、各元素の含有量(mass%)
Subsequently, hot rolling is performed. In the present invention, the finishing temperature in this hot rolling is important.
That is, by setting the finish rolling temperature to 700 ° C. or more and the Ar 3 transformation point temperature or less, a soft hot-rolled steel sheet can be obtained, and the load during cold rolling is reduced. The rolled material can be obtained with high plate thickness accuracy. In this respect, if the finishing temperature is less than 700 ° C., the hot-rolled sheet is too soft, so that the load during cold rolling is reduced, but the product is broken and the product shape is deteriorated. In addition, when the finishing temperature is lower than 700 ° C., the load during hot rolling increases. For this reason, the finishing temperature of the hot-rolled sheet is set to 700 ° C. or higher. More preferably, it is 750 ° C. or higher. On the other hand, if the finish rolling temperature is higher than the Ar 3 transformation point temperature, the hot-rolled sheet becomes hard, the load in cold rolling increases, and the cold rolling property decreases. Therefore, the finish rolling temperature is less Ar 3 transformation point temperature. Preferably it is 830 degrees C or less, More preferably, it is 800 degrees C or less, More preferably, it is less than 790 degreeC.
The Ar 3 transformation point can be obtained by the following equation.
Ar 3 transformation point = 901−325 [% C] −92 [% Mn] +33 [% Si] +287 [% P]
However, [] is the content of each element (mass%)
巻取り温度:550℃以上 700℃以下
巻取り温度を550℃以上とすることにより、熱延終了後の結晶粒が成長、粗大化し、さらに炭化物が凝集粗大化する。これにより、軟質な熱延板を得ることができ、冷間圧延時の負荷が低くなって冷間圧延性が大きく向上すると共に、平滑性を良好にすることができる。しかしながら、巻取り温度が700℃を超えて高すぎると、表面スケールの発生が多くなり、熱延板の表面性状ひいては冷間圧延後の表面性状が悪化するおそれがあり、平滑性にも悪影響を及ぼす。このため、巻取り温度は550℃以上 700℃以下とする。より好ましくは、640℃以上、660℃以下である。
Winding temperature: 550 ° C. or higher and 700 ° C. or lower By setting the winding temperature to 550 ° C. or higher, the crystal grains after hot rolling are grown and coarsened, and the carbides are agglomerated and coarsened. Thereby, a soft hot-rolled sheet can be obtained, the load at the time of cold rolling can be reduced, the cold rolling property can be greatly improved, and the smoothness can be improved. However, if the coiling temperature is too high exceeding 700 ° C., surface scales are often generated, and the surface properties of the hot-rolled sheet and thus the surface properties after cold rolling may be deteriorated. Effect. For this reason, the coiling temperature should be between 550 ° C and 700 ° C. More preferably, it is 640 degreeC or more and 660 degreeC or less.
巻き厚中心部のコイル幅方向端部での巻取り温度から400℃までの間の平均冷却速度:125℃/h以下
この温度域における平均冷却速度が、鋼板の平均硬さおよび最大硬さと最小硬さの差(硬度差)に強く影響する。
図3に、熱間圧延後、巻取り温度:660℃でコイルに巻き取ったのち、種々の冷却速度(A)で400℃まで冷却し、ついで冷間圧延を行って得た冷延鋼板の板幅方向の表面硬さのバラツキについて調べた結果を、上記冷却速度(A)をパラメータとして示す。ここで、平均冷却速度は、図4に示すように、コイルの平均温度を測定する上で最も好適と考えられる巻き厚中心部のコイル幅方向端部を測定点として求めたものである。
同図に示したとおり、冷却速度(A)が200℃/hの場合に比較して、冷却速度(A)を100℃/hとした場合には板幅方向の表面硬さのバラツキが大幅に改善され、さらに冷却速度(A)を80℃/hとした場合には、とくにエッジ部近傍における表面硬さのバラツキがさらに改善されている。
Average cooling rate between the coiling temperature end of the coil thickness direction at the coil width direction and 400 ° C: 125 ° C / h or less The average cooling rate in this temperature range is the minimum and maximum hardness of the steel sheet. It strongly affects the difference in hardness (hardness difference).
FIG. 3 shows a cold rolled steel sheet obtained by hot rolling, winding the coil at a coiling temperature of 660 ° C., cooling to 400 ° C. at various cooling rates (A), and then performing cold rolling. The results of examining the surface hardness variation in the plate width direction are shown using the cooling rate (A) as a parameter. Here, as shown in FIG. 4, the average cooling rate is obtained by measuring the coil width direction end portion of the winding thickness center portion, which is considered to be most suitable for measuring the average coil temperature, as a measurement point.
As shown in the figure, when the cooling rate (A) is 100 ° C / h, the variation in the surface hardness in the plate width direction is larger than when the cooling rate (A) is 200 ° C / h. In addition, when the cooling rate (A) is 80 ° C./h, the variation in surface hardness particularly in the vicinity of the edge portion is further improved.
発明者らは、上記のような検討を重ねた結果、この平均冷却速度が125℃/h超では、レベラー処理後に満足のいく平滑性を得ることが難しく、この平均冷却速度を125℃/h以下とすることで良好な平滑性が確保できることを見出した。
そこで、本発明では、図4に示したように、コイルの平均温度を測定する上で最も好適と考えられる巻き厚中心部のコイル幅方向端部を測定点として、上記の温度域における平均冷却速度を125℃/h以下に限定した。好ましくは100℃/h以下、より好ましくは80℃/h以下である。
As a result of repeated studies as described above, the inventors have found that when the average cooling rate exceeds 125 ° C./h, it is difficult to obtain satisfactory smoothness after the leveler treatment, and this average cooling rate is 125 ° C./h. It discovered that favorable smoothness could be ensured by setting it as follows.
Therefore, in the present invention, as shown in FIG. 4, the average cooling in the above temperature range with the coil width direction end portion of the central portion of the winding thickness considered to be most suitable for measuring the average temperature of the coil as a measurement point. The speed was limited to 125 ° C./h or less. Preferably it is 100 degrees C / h or less, More preferably, it is 80 degrees C / h or less.
なお、冷却速度の下限についてはとくに制限する必要はないが、生産効率の観点から、例えば10℃/h程度とすることが好ましい。また、かような制御冷却を施すべき温度範囲の下限を400℃としたのは、400℃未満の温度域では冷却速度による硬さへの影響が小さく、硬さの変化が生じないためである。 The lower limit of the cooling rate is not particularly limited, but is preferably about 10 ° C./h, for example, from the viewpoint of production efficiency. The reason why the lower limit of the temperature range to be subjected to such controlled cooling is 400 ° C. is that, in the temperature range below 400 ° C., the influence of the cooling rate on the hardness is small and the hardness does not change. .
ついで、酸洗後、冷間圧延により冷延板とする。
熱延板の酸洗条件は特に規定する必要はなく、表面スケールを除去できれば良い。そのためには、公知の方法、例えば、塩酸、硫酸等の酸で表面スケールを除去すればよい。
冷間圧延は、圧下率:85%以上 95%以下の条件で、板厚:0.2mm以下まで圧延する。ここに、冷間圧延における圧下率が85%未満になると、熱延板の板厚を1.3mm以下とする必要が生じ、所定の温度以上の仕上げ温度を確保するのが困難となり、圧延時の負荷が増加したり、コイル内での温度バラツキが大きくなって、所望の材質が得られなくなり、一方95%を超える圧延は形状が悪化する場合があるので、冷間圧下率は85〜95%の範囲に限定した。
Then, after pickling, it is cold-rolled by cold rolling.
The pickling conditions for the hot-rolled sheet need not be specified, and it is sufficient if the surface scale can be removed. For this purpose, the surface scale may be removed by a known method, for example, an acid such as hydrochloric acid or sulfuric acid.
Cold rolling is performed to a sheet thickness of 0.2 mm or less under a reduction ratio of 85% to 95%. Here, when the rolling reduction in cold rolling is less than 85%, it becomes necessary to make the thickness of the hot rolled sheet 1.3 mm or less, and it becomes difficult to secure a finishing temperature of a predetermined temperature or more. As the load increases and the temperature variation in the coil increases, the desired material cannot be obtained. On the other hand, the rolling exceeding 95% may deteriorate the shape, so the cold reduction ratio is 85 to 95%. It was limited to the range.
ついで、テンションレベラーなどにより、伸び率:0.15%以上の形状矯正処理を施して、鋼板の平坦度および平滑性を改善する。
ここに、かかる形状矯正処理における伸び率が0.15%に満たないと、前掲(1)式を満足するような十分な平滑性が得られない。
なお、伸び率の上限についてはとくに制限はないが、伸び率が0.5%を超えると、レベラー加工中に鋼板が破断するおそれが大きくなるので、伸び率は0.5%以下とすることが好ましい。破断の確率を低減する上で、より好ましくは0.3%以下である。
なお、上記では、形状矯正処理としてレベラー処理を例示して説明したが、本発明はこれだけに限定されるものではなく、レベラー処理と同様の効果を有する形状矯正処理であれば、いずれもが適合する。
Next, the flatness and smoothness of the steel sheet are improved by applying a shape correction treatment with an elongation of 0.15% or more with a tension leveler or the like.
Here, if the elongation rate in the shape correction treatment is less than 0.15%, sufficient smoothness that satisfies the above-mentioned formula (1) cannot be obtained.
The upper limit of the elongation rate is not particularly limited, but if the elongation rate exceeds 0.5%, the steel sheet is liable to break during the leveler processing, so the elongation rate is preferably 0.5% or less. In order to reduce the probability of breakage, it is more preferably 0.3% or less.
In the above description, the leveler process is exemplified as the shape correction process. However, the present invention is not limited to this, and any shape correction process having the same effect as the leveler process is applicable. To do.
形状矯正処理後の鋼板は、必要に応じて表面処理を施しても良い。
施される表面処理としては、脱脂、乾燥後、溶融亜鉛めっき、その後クロメート処理を施す、あるいは脱脂、乾燥、電気めっき後、カラーコーティングを施す、あるいは乾燥後、カラーコーティングを施す等の方法が挙げられる。さらには、錫めっき、ニッケルめっき等のめっきや、各種合金めっき、化成処理など、通常の冷延鋼板に適用される表面処理いずれもが適合する。
The steel sheet after the shape correction treatment may be subjected to a surface treatment as necessary.
Examples of the surface treatment to be applied include degreasing, drying, hot dip galvanizing, and subsequent chromate treatment, or degreasing, drying, electroplating, color coating, or drying and color coating. It is done. Furthermore, any surface treatment applied to ordinary cold-rolled steel sheets, such as plating such as tin plating and nickel plating, various alloy plating, and chemical conversion treatment, is suitable.
実施例1
表1に示す成分組成の鋼を転炉で溶製し、連続鋳造法で260mm厚のスラブとした。ついで、これらのスラブを、1200℃に加熱後、Ar3変態点温度以下である仕上圧延温度:780℃で熱間圧延して2.0mm厚の熱延板としたのち、650℃の温度でコイルに巻き取り、ついで巻き厚中心部のコイル幅方向端部を測定点として400℃までを78℃/hの速度で冷却したのち、酸洗し、ついで圧下率:94%で冷間圧延して、最終板厚:0.12mmの冷延鋼板とした。なお、板幅は1000mmとした。さらに、得られた冷延鋼板に0.3%の伸び率でレベラー処理を施した。
Example 1
Steels having the composition shown in Table 1 were melted in a converter, and a slab having a thickness of 260 mm was formed by a continuous casting method. Next, after heating these slabs to 1200 ° C, the hot rolling at a finish rolling temperature of 780 ° C, which is lower than the Ar 3 transformation point temperature, was made into a 2.0 mm thick hot-rolled sheet, and then coiled at a temperature of 650 ° C. Next, after cooling at 400 ° C at a rate of 78 ° C / h with the end in the coil width direction at the center of the coil thickness as the measurement point, pickling and then cold rolling at a reduction rate of 94% The final sheet thickness was 0.12 mm cold rolled steel sheet. The plate width was 1000 mm. Furthermore, the obtained cold-rolled steel sheet was subjected to a leveler treatment at an elongation rate of 0.3%.
冷間圧延後、レベラー処理前の冷延鋼板の板表面平均硬さ(HR30T)および硬度さについて調査した結果を表1に併記する。
また、表1には、レベラー処理後の鋼板の表面形状について、長手方向:1500mmにわたり非接触レーザ式距離計を用いて、前記の方法で調べた結果も併せて示す。
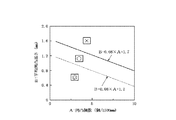
なお、鋼板の表面形状(平滑性)については、製品単位長さ当たりの凹凸個数Aと凹凸の平均高さBが、図5に示す3つの領域のどの領域に属するかで判断し、それぞれ◎、○、×で評価した。
Table 1 shows the results of the investigation on the average surface hardness (HR30T) and hardness of the cold-rolled steel sheet after the cold rolling and before the leveler treatment.
Table 1 also shows the results of examining the surface shape of the steel plate after the leveler treatment by the above method using a non-contact laser distance meter in the longitudinal direction: 1500 mm.
In addition, about the surface shape (smoothness) of a steel plate, it judges whether the uneven | corrugated number A per product unit length and the average height B of an unevenness belong to which area | region of three areas shown in FIG. , ○, × evaluated.

同表から明らかなように、本発明に従い製造された冷延鋼板はいずれも、良好な表面形状(平滑性)が得られていた。 As is clear from the table, all the cold-rolled steel sheets produced according to the present invention had a good surface shape (smoothness).
実施例2
C:0.035%、Si:0.010%、Mn:0.14%、P:0.011%、S:0.006%、Al:0.052%およびN:0.0018%を含有し、残部はFeおよび不可避的不純物の組成になる鋼を転炉で溶製し、連続鋳造法で260mm厚のスラブとした。ついで、これらのスラブを、1200℃に加熱後、Ar3変態点温度以下である仕上圧延温度:780℃で熱間圧延して2.0mm厚の熱延板としたのち、650℃の温度でコイルに巻き取り、ついで巻き厚中心部のコイル幅方向端部を測定点として400℃まで種々のパターンで冷却したのち、酸洗し、ついで圧下率:94%で冷間圧延して、最終板厚:0.12mmの冷延鋼板とした。なお、板幅は1000mmとした。さらに、得られた冷延鋼板に表2に示す伸び率でレベラー処理(TLV)を施した。
なお、冷却パターンは、図6にa〜eで示すとおり、次の5種類とした。
a)巻取り温度:650℃から400℃までの冷却時間:1.3時間→平均冷却速度:192℃/h(従来例)
b)同じ温度域における冷却時間:2.0時間→平均冷却速度:125℃/h(発明例1)
c)同じ温度域における冷却時間:3.2時間→平均冷却速度:78 ℃/h(発明例2)
d)同じ温度域における冷却時間:4.6時間→平均冷却速度:54 ℃/h(発明例3)
e)同じ温度域における冷却時間:7.2時間→平均冷却速度:35 ℃/h(発明例4)
Example 2
Steel containing C: 0.035%, Si: 0.010%, Mn: 0.14%, P: 0.011%, S: 0.006%, Al: 0.052% and N: 0.0018% with the balance being Fe and inevitable impurities The slab was made into a slab with a thickness of 260 mm by a continuous casting method. Next, after heating these slabs to 1200 ° C, the hot rolling at a finish rolling temperature of 780 ° C, which is lower than the Ar 3 transformation point temperature, was made into a 2.0 mm thick hot-rolled sheet, and then coiled at a temperature of 650 ° C. Next, after cooling in various patterns up to 400 ° C using the coil width direction end of the coil thickness center as the measurement point, pickling, and then cold rolling at a reduction ratio of 94% to obtain the final sheet thickness : 0.12 mm cold-rolled steel sheet. The plate width was 1000 mm. Furthermore, the obtained cold-rolled steel sheet was subjected to a leveler treatment (TLV) at the elongation shown in Table 2.
In addition, the cooling pattern was made into the following five types as shown by ae in FIG.
a) Winding temperature: Cooling time from 650 ° C to 400 ° C: 1.3 hours → Average cooling rate: 192 ° C / h (conventional example)
b) Cooling time in the same temperature range: 2.0 hours → Average cooling rate: 125 ° C./h (Invention Example 1)
c) Cooling time in the same temperature range: 3.2 hours → Average cooling rate: 78 ° C./h (Invention Example 2)
d) Cooling time in the same temperature range: 4.6 hours → Average cooling rate: 54 ° C./h (Invention Example 3)
e) Cooling time in the same temperature range: 7.2 hours → Average cooling rate: 35 ° C./h (Invention Example 4)
冷間圧延後、レベラー処理前の冷延鋼板の板表面平均硬さ(HR30T)および硬度さについて調査した結果を表2に併記する。
また、表2には、レベラー処理後の鋼板の表面形状および操業安定性について調べた結果も併せて示す。
なお、操業安定性とは、レベラー加工中に鋼板が破断する確率を意味し、以下で評価した。
○:破断する確率が5%以下
△:破断する確率が5%超え、20%以下
Table 2 shows the results of the investigation on the average surface hardness (HR30T) and the hardness of the cold-rolled steel sheet after the cold rolling and before the leveler treatment.
Table 2 also shows the results of examining the surface shape and operational stability of the steel plate after the leveler treatment.
In addition, operation stability means the probability that a steel plate will fracture during leveler processing, and was evaluated below.
○: Probability of breaking 5% or less △: Probability of breaking exceeds 5%, 20% or less
同表から明らかなように、本発明に従い製造された冷延鋼板はいずれも、良好な表面形状(平滑性)が得られただけでなく、操業安定性にも優れていた。
また、冷間圧延後の板表面硬さも適正な範囲を満足していた。
As is clear from the table, all the cold-rolled steel sheets produced according to the present invention not only obtained a good surface shape (smoothness), but also had excellent operational stability.
Further, the sheet surface hardness after cold rolling satisfied an appropriate range.
1 鋼板
2 耳伸び
3 腹伸び
4 微小凹凸
1
Claims (2)
記
B≦−0.08×A+1.7 --- (1)
ここで、A:製品単位長さ当たりの凹凸数(個/1500mm)
B:凹凸の平均高さ(mm) In mass%, C: 0.01% to 0.10%, Si: 0.03% or less, Mn: 0.005% to 0.5%, P: 0.01% to 0.20%, S: 0.03% or less, Al: 0.01% to 0.1% And N: 0.010% or less, with the balance being the composition of Fe and inevitable impurities, plate thickness: 0.2 mm or less, and the surface shape of the steel sheet indicated by the shape indices A and B defined below is represented by the following formula ( An ultra-thin cold-rolled steel sheet for building materials characterized by satisfying the relationship 1).
Record
B ≦ −0.08 × A + 1.7 --- (1)
Where: A: Number of irregularities per product unit length (pieces / 1500mm)
B: Average height of irregularities (mm)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008246351A JP5396793B2 (en) | 2008-09-25 | 2008-09-25 | Ultra-thin cold-rolled steel sheet for building materials and manufacturing method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008246351A JP5396793B2 (en) | 2008-09-25 | 2008-09-25 | Ultra-thin cold-rolled steel sheet for building materials and manufacturing method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010077482A true JP2010077482A (en) | 2010-04-08 |
| JP5396793B2 JP5396793B2 (en) | 2014-01-22 |
Family
ID=42208240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008246351A Active JP5396793B2 (en) | 2008-09-25 | 2008-09-25 | Ultra-thin cold-rolled steel sheet for building materials and manufacturing method thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5396793B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140095097A (en) | 2011-12-08 | 2014-07-31 | 제이에프이 스틸 가부시키가이샤 | Hot-rolled steel sheet for cold rolling material, and method for producing same |
| KR20160111485A (en) | 2014-03-28 | 2016-09-26 | 제이에프이 스틸 가부시키가이샤 | Hot-rolled steel sheet and method for producing same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5220924A (en) * | 1975-08-12 | 1977-02-17 | Nippon Steel Corp | Process for making fluting resisting colored galvanized sheet iron |
| JPH01240617A (en) * | 1988-03-18 | 1989-09-26 | Sumitomo Metal Ind Ltd | Production of hot rolled steel strip having cold rolling property |
| JP2001107186A (en) * | 1999-08-05 | 2001-04-17 | Kawasaki Steel Corp | High strength steel sheet for can and its producing method |
| JP2001335842A (en) * | 2000-05-29 | 2001-12-04 | Sumitomo Metal Ind Ltd | Method for producing hot rolled steel sheet |
| JP2007056319A (en) * | 2005-08-25 | 2007-03-08 | Jfe Steel Kk | Cold-rolled steel sheet for photosensitive resin plate material, and method for producing the same |
-
2008
- 2008-09-25 JP JP2008246351A patent/JP5396793B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5220924A (en) * | 1975-08-12 | 1977-02-17 | Nippon Steel Corp | Process for making fluting resisting colored galvanized sheet iron |
| JPH01240617A (en) * | 1988-03-18 | 1989-09-26 | Sumitomo Metal Ind Ltd | Production of hot rolled steel strip having cold rolling property |
| JP2001107186A (en) * | 1999-08-05 | 2001-04-17 | Kawasaki Steel Corp | High strength steel sheet for can and its producing method |
| JP2001335842A (en) * | 2000-05-29 | 2001-12-04 | Sumitomo Metal Ind Ltd | Method for producing hot rolled steel sheet |
| JP2007056319A (en) * | 2005-08-25 | 2007-03-08 | Jfe Steel Kk | Cold-rolled steel sheet for photosensitive resin plate material, and method for producing the same |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20140095097A (en) | 2011-12-08 | 2014-07-31 | 제이에프이 스틸 가부시키가이샤 | Hot-rolled steel sheet for cold rolling material, and method for producing same |
| CN103998637A (en) * | 2011-12-08 | 2014-08-20 | 杰富意钢铁株式会社 | Hot-rolled steel sheet for cold rolling material, and method for producing same |
| CN103998637B (en) * | 2011-12-08 | 2016-08-10 | 杰富意钢铁株式会社 | As cold rolling raw-material hot rolled steel plate and manufacture method thereof |
| KR20160111485A (en) | 2014-03-28 | 2016-09-26 | 제이에프이 스틸 가부시키가이샤 | Hot-rolled steel sheet and method for producing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5396793B2 (en) | 2014-01-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6324512B2 (en) | High-strength cold-rolled steel sheet, high-strength plated steel sheet, and production methods thereof | |
| WO2016068139A1 (en) | Ferrite-based stainless steel plate, steel pipe, and production method therefor | |
| JP5971434B2 (en) | High-strength hot-dip galvanized steel sheet excellent in stretch flangeability, in-plane stability and bendability of stretch flangeability, and manufacturing method thereof | |
| EP2180070B1 (en) | Process for manufacturing high-strength hot-rolled steel sheet | |
| EP2371978A1 (en) | Steel sheet, surface-treated steel sheet, and method for producing the same | |
| EP2184373B1 (en) | Thick hot-rolled steel sheet having excellent processability and excellent strength/toughness after thermal treatment, and method for production of the steel sheet | |
| JP2009019265A (en) | High young's modulus steel sheet excellent in hole expansion property and its production method | |
| WO2015111403A1 (en) | Material for cold-rolled stainless steel sheet and method for producing same | |
| JP3610883B2 (en) | Method for producing high-tensile steel sheet with excellent bendability | |
| EP3181714B1 (en) | Material for cold-rolled stainless steel sheets | |
| JP2007002276A (en) | High strength steel sheet and its manufacturing method | |
| JP4082205B2 (en) | Ferritic stainless steel sheet excellent in workability and ridging resistance and method for producing the same | |
| JP5151354B2 (en) | High tensile cold-rolled steel sheet and method for producing high-tensile cold-rolled steel sheet | |
| JP6411881B2 (en) | Ferritic stainless steel and manufacturing method thereof | |
| JP7317100B2 (en) | hot rolled steel | |
| JP5176599B2 (en) | Ultra-thin cold-rolled steel sheet for building materials and manufacturing method thereof | |
| JP5396793B2 (en) | Ultra-thin cold-rolled steel sheet for building materials and manufacturing method thereof | |
| JP2004323905A (en) | Extra thin steel sheet for container having remarkably excellent can characteristic, and its manufacturing method | |
| JP4901693B2 (en) | Manufacturing method of cold-rolled steel sheet with excellent deep drawability with extremely small material variation | |
| JPH10251794A (en) | Hot rolled steel plate for structural purpose, excellent in press formability and surface characteristic, and its production | |
| JP2009052108A (en) | Extra-low carbon and extremely thin cold rolled steel sheet for building material, and method for producing the same | |
| JP5921352B2 (en) | Ferritic stainless steel sheet with excellent ridging resistance and method for producing the same | |
| RU2532689C2 (en) | Cold-rolled steel plate having excellent quality of surface after forming, and its manufacturing method | |
| JP2001207244A (en) | Cold rolled ferritic stainless steel sheet excellent in ductility, workability and ridging resistance, and its manufacturing method | |
| JP2001089814A (en) | Method of manufacturing ferritic stainless steel sheet excellent in ductility, workability and ridging resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110824 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131007 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5396793 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |