JP2010064779A - 高周波誘導加熱により溶着し貼付される蓋材 - Google Patents
高周波誘導加熱により溶着し貼付される蓋材 Download PDFInfo
- Publication number
- JP2010064779A JP2010064779A JP2008234650A JP2008234650A JP2010064779A JP 2010064779 A JP2010064779 A JP 2010064779A JP 2008234650 A JP2008234650 A JP 2008234650A JP 2008234650 A JP2008234650 A JP 2008234650A JP 2010064779 A JP2010064779 A JP 2010064779A
- Authority
- JP
- Japan
- Prior art keywords
- propylene
- sealing material
- layer
- ethylene
- container
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Closing Of Containers (AREA)
- Packages (AREA)
- Closures For Containers (AREA)
Abstract
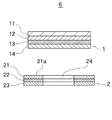
【解決手段】蓋材6は、容器本体4の口部端41に取り付けられる、一方の表面21aに高密度ポリエチレン樹脂の層21を有する中栓2と、中栓2の一方の表面21aに接する面にエチレン含有率が2〜8質量%であるプロピレン−エチレン共重合体樹脂の層14を有するシール材1とを備え、プロピレン−エチレン共重合体樹脂と高密度ポリエチレン樹脂の融解温度が同じまたは温度の差が17℃以下の範囲内で前記プロピレン−エチレン共重合体樹脂の方が高く構成され、シール材1は高密度ポリエチレン樹脂の層21と接する側とは反対の側に金属箔の層12を有し、中栓2の高密度ポリエチレン樹脂の層21は高周波誘導加熱によりシール材1のプロピレン−エチレン共重合体樹脂の層14に溶着し貼付されることを特徴とする。
【選択図】図2
Description
また、開口部となる吐出孔の形成された中栓の表層を高密度ポリエチレン製とし、シール材のシーラント層をポリプロピレン(PP)と高密度ポリエチレン(HDPE)の重量比がPP/HDPE=9/1〜6/4となる混合物としているものもある(たとえば、特許文献2参照)。中栓の高密度ポリエチレンとシール材のポリプロピレンと高密度ポリエチレンの混合物とを、シール材に金属薄膜層を持たせ高周波誘導加熱により溶着させている。
実際に、高周波誘導加熱手段を用いて加熱溶着する場合には、高周波誘導コイルの位置(高さ)を調整し、密封しようとする容器口部と密封するシール材にキャップを被せた状態で加熱を行う。しかし、キャップを被せたことによる容器の高さの変化や、高周波誘導コイルの下を通るコンベアの揺れにより、高周波誘導コイルと金属箔を有するシール材との距離が変化して、高周波誘導場の大きさが変わることがある。高周波誘導場の大きさが不足すると、シール材の密着強度が小さくなり、シール材がキャップ内で脱落して消費者がキャップを外すときに内容物が不意に飛び出るという問題が発生する。また、高周波誘導場の大きさが大き過ぎると、シール材の密着強度が大き過ぎて消費者がシール材を手で剥がすことができなくなるという問題が生ずる。
さらに、高周波誘導加熱手段を用いた場合でも、高周波誘導場の大きさの変化に影響を受けにくい蓋材であって、容器をより確実に密封し、容器の開封時にはより容易に手で剥がすことのできるシール材を備える蓋材を提供することを目的とする。
なお本願の容器とは、細口または広口の容器(bottle またはcontainerと使用状態に応じて表記される)であり、細口の容器を一般消費者は英語読みのボトルと呼称することが多い。
図2は、蓋材6(図1参照)を含む容器7(図4参照)を示す図である。容器7は、内容物(不図示)を充填する容器本体4と、容器本体4の口部端41に取り付けられ、内容物を通過させる吐出孔24が形成された中栓2と、中栓2の吐出孔24を密封するシール材1と、シール材1、中栓2、および容器本体4の口部42を被い、口部42に螺着させるキャップ3とを備える。
図2に示すように、容器本体4は、内容物を充填するための口部42を有し、口部42はキャップ3を螺着させるためのねじ山43を有している。
容器本体4の材質は、特に限定されない。また、単層でも多層でもよい。
容器本体4は、ダイレクトブロー成形物、延伸ブロー成形物、射出成形物、固化押出成形品からの切削加工物のいずれでもよい。好ましくは、単層のダイレクトブロー成形物、多層のダイレクトブロー成形物または多層の延伸ブロー成形物である。更に好ましくは、スクイーズ性がある多層のダイレクトブロー成形容器である。スクイーズ性があるとは、手で容易に押し潰して、内容物を流出できる性状をいう。
また、容器本体4の口部端41とは、開放状態にある口部42の端部であり、成形物の端部または成形物の端部の近傍を切断した新たな端部を意味する。
中栓2は容器本体4の口部端41と、内容物が流出せずまた外気が混入しない程度に密着して取り付けられていればよい。
図3に示すように、例えば、中栓2の外周全体にスカート部25を設け、そのスカート部25の内周に突起部26を形成し、一方で容器本体4の口部42の外周に溝44を形成し、中栓2のスカート部25が容器本体4の口部端41全体を覆うように、中栓2と口部42を嵌合させ密着させる。または、中栓2にスカート部25を設けず、板状の中栓2を容器本体4の口部端41に載置して、口部端41と加熱溶着させてもよい。このとき、中栓2の口部端41に接する側の材料と容器本体4の材料、ひいては、口部端41の材料を同一材料、例えば高密度ポリエチレン樹脂とすると、加熱溶着したときに十分な密着強度を得ることができる。
A:高密度ポリエチレン樹脂の層(30μm)/両表面コロナ処理ポリエチレンテレフタレートの層(50μm)/高密度ポリエチレン樹脂の層(30μm)
B:高密度ポリエチレン樹脂の層(30μm)/接着性樹脂(3μm)/ポリエチレンテレフタレートの層(50μm)/接着性樹脂(3μm)/高密度ポリエチレン樹脂の層(30μm)
C:高密度ポリエチレン樹脂の層(30μm)/接着性塗膜(1μm)/ポリエチレンテレフタレートの層(50μm)/接着性塗膜(1μm)/高密度ポリエチレン樹脂の層(30μm)
好ましくは、上記BおよびCの積層構成である。
なお、中栓2はシール材1と接する層が高密度ポリエチレン樹脂であればよく、積層構成が上下で対称でなくてもよく、また上記以外の樹脂と積層を構成しても、高密度ポリエチレン樹脂の単層であってもよい。また、( )内の厚さは例示であり、これに限定されない。
以下にシール材1の積層構成を例示する。記号「/」は、積層界面を表す。( )内は厚さを表す。
D:セルロースを形成してなる層(50μm)/金属箔の層(20μm)/両表面コロナ処理ポリエチレンテレフタレートの層(50μm)/プロピレン系樹脂の層(50μm)
E:セルロースを形成してなる層(50μm)/接着性樹脂(3μm)/金属箔の層(20μm)/接着性樹脂(3μm)/ポリエチレンテレフタレートの層(50μm)/接着性樹脂(3μm)/プロピレン系樹脂の層(50μm)
F:セルロースを形成してなる層/接着性樹脂/ベーマイト表面処理した金属箔の層(20μm)/ポリエチレンテレフタレートの層/接着性樹脂/プロピレン系樹脂の層
G:セルロースを形成してなる層/接着性塗膜(1μm)/金属箔の層/接着性塗膜(1μm)/ポリエチレンテレフタレートの層/接着性樹脂/プロピレン系樹脂の層
H:セルロースを形成してなる層/接着性塗膜/金属箔の層/接着性塗膜/ポリエチレンテレフタレートの層/接着性塗膜/プロピレン系樹脂の層
I:セルロースを形成してなる層/接着性塗膜/金属箔の層/接着性樹脂/ポリエチレンテレフタレートの層/接着性樹脂/プロピレン系樹脂の層
好ましくは、上記のEおよびIの積層構成である。
なお、シール材1は、少なくともプロピレン系樹脂の層14と金属箔の層12を有していればよい。また、( )内の厚さは例示であり、これに限定されない。
なお、同じエチレン含有率であれば、プロピレン−エチレンランダム共重合体の方が、プロピレン−エチレンブロック共重合体よりも融解温度が低い。
アルミニウム(Al)の箔とは、箔圧延されたピンホールが少ない純アルミニウム箔またはアルミニウム合金箔であり、JIS−1N30(99.3重量%以上Al)、JIS−1050(99.5重量%以上Al)、JIS−1100(Al−0.13重量%Cu)などのアルミニウムである。このアルミニウムは、鉄、シリコン、不純物としての銅、チタン、その他の不可避的不純物量を含んでいてもよい。また、その表面がベーマイト処理や有機塗膜などで保護されていてもよい。
なお、セルロースを形成してなる層11をシール材1の最上位層としているため、後述の高周波誘導過熱時において、キャップ3の天板内面31に接するセルロースを形成してなる層11は、合成樹脂で作られたキャップ3の天板内面31に溶着することはない。
金属箔の層12は、プロピレン−エチレン共重合体樹脂の層14側に配置され、高周波誘導加熱では金属箔の層12に近いプロピレン−エチレン共重合体樹脂がより加熱される。したがって、プロピレン−エチレン共重合体樹脂の融解温度を高密度ポリエチレン樹脂の融解温度と少なくとも同じか、またはプロピレン−エチレン共重合体樹脂の融解温度を高くする必要がある。
融解温度の差を0に近づけて、かつプロピレン−エチレン共重合体樹脂の融解温度の方を低くすると、高密度ポリエチレン樹脂の層を加熱する途上でプロピレン−エチレン共重合体樹脂が過度に融解してしまい、局所的にプロピレン−エチレン共重合体樹脂の層がない部分が生じ、その隣接する接着層が中栓のポリエチレン樹脂の層と直接触れることになる。その状態で、シール材1と中栓2が溶着してしまうと、その界面での密着強度が過度に大きくなり、実用上問題となるので好ましくない。また、プロピレン−エチレン共重合体樹脂の融解温度を高くした場合であっても、融解温度の差が大き過ぎると、プロピレン−エチレン共重合体樹脂の融解が不十分となり溶着に寄与しなくなる。本発明者らは、実験を繰り返すことで、融解温度が少なくとも同じか、またはその差が約17℃以下であることが好ましいことを解明した。
帯状多層フィルムの厚さは、10〜300μmが好適である。その厚さが10μm以上であると、所定の幅にスリット加工し易く、300μm以下では、長尺の帯状多層フィルムから円形に打ち抜くとき平滑面のシール材1または中栓2を成形し易い。
また、キャップ3は、通常用いる合成樹脂からなるキャップであればよい。例えば、密度が0.95〜0.97g/cm3の高密度ポリエチレン(HDPE)、密度が0.91〜0.95g/cm3の中密度ポリエチレン(MDPE)、密度が0.910〜0.925g/cm3の線状低密度ポリエチレン(LLDPE)、密度が0.86g以上0.91g未満/cm3の超低密度線状ポリエチレン(VLDPE)、密度が0.90〜0.92g/cm3の低密度ポリエチレン(LDPE)、プロピレン単独重合体またはプロピレン−エチレン共重合体であるプロピレン系樹脂であり、エチレン含有率が1〜8質量%のプロピレン−エチレンランダム共重合またはプロピレン−エチレンブロック共重合、シンジオタクティックポリプロピレンまたはアイソタクティクポリプロピレン、エチレン−酢酸ビニル共重合体、エチレンとα、β−不飽和カルボン酸またはその誘導体との共重合体であるエチレン−(メタ)アクリル酸またはそのアルキルエステル共重合体またはそのアイオノマーであり、これらのコモノマーとしては、アクリル酸、メタクリル酸、アクリル酸メチル、メタクリル酸メチル、アクリル酸エチル、メタクリル酸エチル、アクリル酸プロピル、メタクリル酸プロピル、アクリル酸イソプロピル、メタクリル酸イソプロピル、アクリル酸−n−ブチル、メタクリル酸−n−ブチル、アクリル酸シクロヘキシル、メタクリル酸シクロヘキシル、アクリル酸ラウリル、メタクリル酸ラウリル、アクリル酸ステアリル、メタクリル酸ステアリル、アクリル酸グリシジル、メタクリル酸グリシジルを例示できる。また、ポリアミド樹脂、ポリエステル樹脂、エチレン−環状オレフィン共重合体を用いることもできる。
これらの樹脂は、それぞれ単独で、あるいは2種以上を組合せ混合させて使用することもできる。好ましくは、キャップヒンジの繰り返し疲労に耐える、エチレン含有率が1〜8質量%のプロピレン−エチレンランダム共重合体樹脂またはプロピレン−エチレンブロック共重合体樹脂である。
PP(1):プロピレン−エチレンランダム共重合体、密度0.90g/cm3、エチレン含有率6.2質量%、多分散度2.8、融解温度134℃
PP(2):プロピレン−エチレンランダム共重合体、密度0.91g/cm3、エチレン含有率3.3質量%、多分散度4.1、融解温度142℃
PP(3):プロピレン−エチレンランダム共重合体、密度0.92/cm3、エチレン含有率2.0質量%、多分散度2.5、融解温度138℃
PP(4):プロピレン−エチレンブロック共重合体、密度0.92g/cm3、エチレン含有率2.0質量%、多分散度9.3、融解温度147℃
PP(5):プロピレン単独重合体、密度0.94g/cm3、融解温度153℃
HDPE(1):高密度ポリエチレン、密度0.945g/cm3、融解温度130℃
上記以外の条件は同一とした。
本発明の蓋材6において、シール材1と中栓2の密着強度(剥離強さ)の判定は、プラスチックの引張試験方法(JIS:K7113)に準じるT字型剥離で行った。検体(容器)は、予めシール材1と中栓2をキャップ3の内部に挿入して、このキャップ3を容器本体4の口部42に螺着して取り付け、その後高周波誘導加熱を行った容器である。インストロン社製万能試験機(型式:1122)を用いて、雰囲気温度23℃で密着強度を測定した。密着強度は以下の記号で表す。
◎:密着強度は、100g以上230g未満/5mm巾である。この範囲では、シール材1を手で容易に剥がすことができ、キャップ3の開栓時に、シール材1の剥離による脱落がなく、容器7を高さ10cmから落として内圧をかけてもシール材1の剥離による脱落はない。
なお、容器を高さ10cmから落下させてもシール材1と中栓2の溶着が落下の衝撃により生ずる内圧に耐え得るならば、容器本体4に内容物を充填した状態で容器7を製品として流通させた場合でも、シール材1は剥離することなく溶着した状態を維持することが経験的に判っている。
○:密着強度は、60g以上100g未満/5mm巾である。この範囲では、シール材1を手で容易に剥がすことができ、キャップ3の開栓時に、シール材1の剥離による脱落がない(実用上は問題ない下限レベル)。
×:密着強度は、30g以上60g未満/5mm巾である。この範囲では、シール材1を手で容易に剥がすことができるが、キャップ3の開栓時に、シール材1の剥離による脱落がある(実用上問題あり)。
△:密着強度は、230g以上/5mm巾である。この範囲では、シール材1を手で剥がすことができないことが多い(強く溶着し過ぎているため、実用上問題あり)。
実施例1: PP(1)×HDPE(1)
実施例2: PP(2)×HDPE(1)
実施例4: PP(4)×HDPE(1)
比較例5: PP(5)×HDPE(1)
密着強度を満たす蓋材であっても、その再現率が小さく不確定性が大きい場合は実用に耐えない。ここで再現率とは、検体(容器)数の100個毎に密着強度を測定し、その最大値と最小値を除いた算術平均が、個々の検体の密着強度と有効数字2桁において同じ値である割合(%)を、5%刻みの整数値に示したものである。再現率が大きければ、同一の材料で作られた蓋材は安定した密着強度を有し、製品製造時以降(物流段階も含む)でのシール材の剥がれによる製品劣化を防ぐことができる。
実施例1: PP(1)×HDPE(1)
実施例3: PP(3)×HDPE(1)
実施例4: PP(4)×HDPE(1)
比較例1: PP/HDPE(9:1)×HDPE
比較例2: PP/HDPE(8:2)×HDPE
比較例3: PP/HDPE(7:3)×HDPE
比較例4: PP/HDPE(6:4)×HDPE
比較例5: PP(5)×HDPE(1)
なお、上記PP(1)、PP(3)〜(5)の厚さは30μmであり、HDPE(1)を含む中栓2の厚さは110μmである。上記以外の条件は同一とした。
2 中栓
3 キャップ
4 容器本体
6 蓋材
7 容器
11 セルロースを形成してなる層
12 金属箔の層
13 ポリエチレンテレフタレートの層
14 プロピレン系樹脂の層、プロピレン−エチレン共重合体樹脂の層
21a 一方の表面
21 高密度ポリエチレン樹脂の層
22 ポリエチレンテレフタレートの層
23 高密度ポリエチレン樹脂の層
24 吐出孔
25 スカート部
26 突起部
31 天板内面
32 ねじ溝
41 口部端
42 口部
43 ねじ山
44 溝
51 固定コイル
Claims (5)
- 内容物が充填された容器本体の口部端に取り付けられる、前記内容物を通過させる吐出孔が形成された板状の中栓であって、一方の表面に高密度ポリエチレン樹脂の層を有する中栓と;
前記吐出孔をふさぐように前記中栓の前記一方の表面に貼付される板状のシール材であって、前記中栓の前記一方の表面に接する面にエチレン含有率が2〜8質量%であるプロピレン−エチレン共重合体樹脂の層を有するシール材とを備え;
前記プロピレン−エチレン共重合体樹脂および前記高密度ポリエチレン樹脂の融解温度が同じまたは前記温度の差が17℃以下の範囲内で前記プロピレン−エチレン共重合体樹脂の方が高く構成され;
前記シール材は、前記プロピレン−エチレン共重合体樹脂の層が前記高密度ポリエチレン樹脂の層と接する側とは反対の側に金属箔の層を有し;
前記高密度ポリエチレン樹脂の層は、高周波誘導加熱により前記金属箔を発熱源として、前記プロピレン−エチレン共重合体樹脂の層に溶着し貼付されることを特徴とする;
蓋材。 - 前記プロピレン−エチレン共重合体は、エチレン含有率が2〜8質量%であるプロピレン−エチレンブロック共重合体である;
請求項1に記載の蓋材。 - 前記プロピレン−エチレン共重合体は、エチレン含有率が2〜8質量%であるプロピレン−エチレンランダム共重合体である;
請求項1に記載の蓋材。 - 内容物が充填される容器本体と;
前記中栓が前記容器本体の口部端に取り付けられる、請求項1乃至請求項3のいずれか1項に記載の蓋材と;
前記容器本体の口部および、前記蓋材の前記中栓と前記シール材に被せる、前記口部に螺着させるキャップとを備える;
容器。 - 前記容器本体に充填される内容物と;
請求項4に記載の容器とを備える;
内容物入り容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008234650A JP5174593B2 (ja) | 2008-09-12 | 2008-09-12 | 高周波誘導加熱により溶着し貼付される蓋材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008234650A JP5174593B2 (ja) | 2008-09-12 | 2008-09-12 | 高周波誘導加熱により溶着し貼付される蓋材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064779A true JP2010064779A (ja) | 2010-03-25 |
| JP5174593B2 JP5174593B2 (ja) | 2013-04-03 |
Family
ID=42190714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008234650A Active JP5174593B2 (ja) | 2008-09-12 | 2008-09-12 | 高周波誘導加熱により溶着し貼付される蓋材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5174593B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014129125A (ja) * | 2012-12-28 | 2014-07-10 | Yoshino Kogyosho Co Ltd | 注出容器 |
| JP2015143127A (ja) * | 2014-01-31 | 2015-08-06 | 株式会社吉野工業所 | 吐出容器 |
| JP2018138477A (ja) * | 2018-06-11 | 2018-09-06 | 株式会社吉野工業所 | 二重容器の製造方法 |
| JP2021181326A (ja) * | 2020-05-19 | 2021-11-25 | 共同印刷株式会社 | シール材付容器 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3022647U (ja) * | 1995-09-13 | 1996-03-26 | 呉羽化学工業株式会社 | 中栓付き容器 |
| JP2003212265A (ja) * | 2002-01-21 | 2003-07-30 | Kureha Chem Ind Co Ltd | シール材付き密封容器及びその製造方法 |
| JP2004196356A (ja) * | 2002-12-18 | 2004-07-15 | Kao Corp | キャップ |
-
2008
- 2008-09-12 JP JP2008234650A patent/JP5174593B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3022647U (ja) * | 1995-09-13 | 1996-03-26 | 呉羽化学工業株式会社 | 中栓付き容器 |
| JP2003212265A (ja) * | 2002-01-21 | 2003-07-30 | Kureha Chem Ind Co Ltd | シール材付き密封容器及びその製造方法 |
| JP2004196356A (ja) * | 2002-12-18 | 2004-07-15 | Kao Corp | キャップ |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014129125A (ja) * | 2012-12-28 | 2014-07-10 | Yoshino Kogyosho Co Ltd | 注出容器 |
| JP2015143127A (ja) * | 2014-01-31 | 2015-08-06 | 株式会社吉野工業所 | 吐出容器 |
| JP2018138477A (ja) * | 2018-06-11 | 2018-09-06 | 株式会社吉野工業所 | 二重容器の製造方法 |
| JP2021181326A (ja) * | 2020-05-19 | 2021-11-25 | 共同印刷株式会社 | シール材付容器 |
| JP7469952B2 (ja) | 2020-05-19 | 2024-04-17 | 共同印刷株式会社 | シール材付容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5174593B2 (ja) | 2013-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101370239B1 (ko) | 탭이 달린 내부 시일 | |
| US8201385B2 (en) | Multi-purpose covering and method of hygienically covering a container top | |
| EP1472153B2 (en) | Container closure | |
| MX2015003014A (es) | Miembro de sellado con lengüeta a prueba de manipulacion teniendo una capa polimerica espumada. | |
| JP5174593B2 (ja) | 高周波誘導加熱により溶着し貼付される蓋材 | |
| US12377630B2 (en) | Dispensing liner | |
| JP2014198576A (ja) | シール盤、シール方法、および容器 | |
| JP6051576B2 (ja) | ラミネートチューブ容器、及びその製造方法 | |
| JP2024048346A (ja) | 包装体およびその製造方法 | |
| JP4938213B2 (ja) | 共押出多層フィルムおよびラミネートフィルム | |
| AU2020392113B2 (en) | Inverted tabbed induction liner | |
| JP4079123B2 (ja) | 分岐した小室を設けたパウチ | |
| JP4449964B2 (ja) | 分岐した小室を設けたスタンディングパウチ | |
| JP5915211B2 (ja) | 蓋材 | |
| US20230094210A1 (en) | Heat Sealing Member | |
| JP2023081659A (ja) | 口栓、口栓を具えた包装容器、および、その製造方法 | |
| JP6304355B2 (ja) | ラミネートチューブ容器、及びその製造方法 | |
| JP2016022668A (ja) | アルミニウム基材積層体及びその製造方法並びにそれを用いた包装体 | |
| JP7567553B2 (ja) | 容器 | |
| JP6051528B2 (ja) | 蓋材 | |
| JPH02109873A (ja) | 易開封性密封容器とその製造方法 | |
| JP2006123971A (ja) | 粉体容器用の蓋材及び粉体容器 | |
| WO2022270157A1 (ja) | 成形容器用積層体、成形容器および包装体 | |
| JP2000272066A (ja) | 積層体及び密封容器 | |
| JP2014031187A (ja) | 液体用紙容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110802 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5174593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |