JP2010059624A - 角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 - Google Patents
角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 Download PDFInfo
- Publication number
- JP2010059624A JP2010059624A JP2008224121A JP2008224121A JP2010059624A JP 2010059624 A JP2010059624 A JP 2010059624A JP 2008224121 A JP2008224121 A JP 2008224121A JP 2008224121 A JP2008224121 A JP 2008224121A JP 2010059624 A JP2010059624 A JP 2010059624A
- Authority
- JP
- Japan
- Prior art keywords
- steel pipe
- square steel
- joint
- metal hollow
- hollow joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Abstract
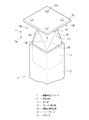
【解決手段】筒状のジョイント本体10の軸方向一端側に設けられ、角形鋼管5内に装入される断面角形状の装入部11と、ジョイント本体10の軸方向他端側に設けられ、その他端側端面に対してボルト孔33が複数形成されたエンドプレート31が固着されるプレート接合部13とを備え、プレート接合部13は、少なくとも上記ボルト孔31の位置に対応した部位において、装入部11よりもその内側に狭まって形成されていることを特徴とする。
【選択図】図4
Description
2 接合構造
3 構造部材(梁部材)
3A 柱部材
3B 傾斜プレート
3a フランジ
5 角形鋼管
5a 端部
5b 端面
5c 側面
7 角形鋼管部材
9 交差部
10 ジョイント本体
10a 一端側
10b 他端側
10c 側面
11 装入部
11a 側面
12a 角部
12b 側面部
13 プレート接合部
13a 端面
13b 外周面
14a 角部
14b 側面部
16 傾斜面
17 縮径部
18 締結作業用空間
21 雌ねじ孔
23 貫通孔
25 筒状突起
27 雌ねじ部材
27a 縁部
29 案内部
29a テーパー面
31 エンドプレート
33 ボルト孔
41 角部
43 補強リブ
50 ハイドロフォーム成形装置
51 上金型
52 下金型
53 キャビティ
53a 半円形凹部
53b 方形凹部
53c 拡開凹部
55 軸押しパンチ
57 素材管
59 圧力媒体
61 ハイドロフォーム成形品
63 プレス成形品
63a 側端面
65 ピアスパンチ
65a 先端部
65b 中間部
65c 基端部
65d 縁部
67 ピアス穴
67a 先端部
67b 中間部
67c 基端部
67d 側面部
67e 側面部
70A〜D 固定構造
71 溶接用孔
73 溶接ビード
74 溶接ビード
75 長孔
77 ボルト
79 皿ボルト
81 ザグリ孔
100 接合構造
101 角形鋼管
103 構造部材
105 接合プレート
107 アングル部材
109 エンドプレート
109a ボルト孔
110 角形鋼管部材
111 締結作業用空間
G 軸心
L1 切断線
Claims (15)
- 筒状のジョイント本体の軸方向一端側に設けられ、角形鋼管内に装入される断面角形状の装入部と、
上記ジョイント本体の軸方向他端側に設けられ、その他端側端面に対してボルト孔が複数形成されたエンドプレートが固着されるプレート接合部とを備え、
上記プレート接合部は、少なくとも上記ボルト孔の位置に対応した部位において、上記装入部よりもその内側に狭まって形成されていること
を特徴とする角形鋼管用金属製中空ジョイント。 - 上記ジョイント本体は、一体的に成形されてなること
を特徴とする請求項1に記載の角形鋼管用金属製中空ジョイント。 - 上記プレート接合部は、上記装入部がなす角形断面の四隅の角部に対応した部位において、当該装入部よりもその内側に狭まって形成されていること
を特徴とする請求項1又は2に記載の角形鋼管用金属製中空ジョイント。 - 上記ジョイント本体の一端側端部において、上記装入部よりもその内側に狭まって形成された案内部を更に備えること
を特徴とする請求項1〜3の何れか1項に記載の角形鋼管用金属製中空ジョイント。 - 上記案内部の外周には、上記ジョイント本体の一端側端部に向かうにつれてその内側に徐々に狭まるようなテーパー面が形成されていること
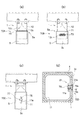
を特徴とする請求項4に記載の角形鋼管用金属製中空ジョイント。 - 上記装入部には、ねじ切り加工された貫通孔を有してその内側に向けて突出された筒状突起が形成されていること
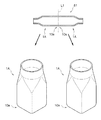
を特徴とする請求項1〜5の何れか1項に記載の角形鋼管用金属製中空ジョイント。 - 請求項1〜6の何れか1項に記載の金属製中空ジョイント二つをその軸方向の一端側端部を突き合わせた形状に成形可能なハイドロフォーム用分割金型内に金属管を配置し、
上記金属管に対して、軸押し及び液圧の付与によりハイドロフォーム成形を施し、
上記ハイドロフォーム成形された成形品をその軸方向に二分割すること
を特徴とする金属製中空ジョイントの製造方法。 - 請求項1〜6の何れか1項に記載の金属製中空ジョイント二つをその軸方向の一端側端部を突き合わせた形状に成形可能なハイドロフォーム用分割金型内に金属管を配置し、
上記金属管に対して、軸押し及び液圧の付与によりハイドロフォーム成形を施し、
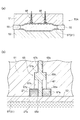
上記ハイドロフォーム成形後に得られた成形品に、上記分割金型に設けられた穿孔手段によって、穴あけ加工とともにバーリング加工を施し、
上記バーリング加工された成形品をその軸方向に二分割し、
上記分割された成形品のバーリング加工による貫通孔にねじ切り加工を施すこと
を特徴とする金属製中空ジョイントの製造方法。 - 請求項1〜6の何れか1項に記載の金属製中空ジョイント二つをその軸方向の一端側端部を突き合わせた形状に成形可能なハイドロフォーム用分割金型内に金属管を配置し、
上記金属管に対して、軸押し及び液圧の付与によりハイドロフォーム成形を施し、
上記ハイドロフォーム成形後に得られた成形品に、上記分割金型に設けられた穿孔手段によって、穴あけ加工とともにバーリング加工を施し、
上記バーリング加工による貫通孔にねじ切り加工を施し、
上記ねじ切り加工された成形品をその軸方向に二分割すること
を特徴とする金属製中空ジョイントの製造方法。 - 請求項1〜6の何れか1項に記載の金属製中空ジョイント二つをその軸方向の一端側端部を突き合わせた形状に成形可能なハイドロフォーム用分割金型内に金属管を配置し、
上記金属管に対して、軸押し及び液圧の付与によりハイドロフォーム成形を施し、
上記ハイドロフォーム成形後に得られた成形品に、上記分割金型に設けられた穿孔手段によって、穴あけ加工とともにバーリング加工を施しつつ当該バーリング加工による貫通孔に雌ねじ部材を埋め込み配置し、
上記バーリング加工された成形品をその軸方向に二分割すること
を特徴とする金属製中空ジョイントの製造方法。 - 請求項1〜6の何れか1項に記載の金属製中空ジョイントの装入部が、上記角形鋼管の端部にその軸方向にスライド可能に装入されるとともに、当該角形鋼管に対して固定されていること
を特徴とする角形鋼管部材。 - 上記金属製中空ジョイントは、溶接又はボルトにより、上記角形鋼管に対して固定されていること
を特徴とする請求項11に記載の角形鋼管部材。 - 上記金属製中空ジョイントは鋼製であって、上記角形鋼管の側面に形成された溶接用孔と当該鋼製中空ジョイントとの境界を溶接することによって、上記角形鋼管に対して固定されていること
を特徴とする請求項11に記載の角形鋼管部材。 - 上記金属製中空ジョイントは、着脱可能なボルトにより、上記角形鋼管に対して固定されていること
を特徴とする請求項11に記載の角形鋼管部材。 - 上記金属製中空ジョイントは、当該金属製中空ジョイントの装入部に設けられ、内周面がねじ切り加工された雌ねじ孔と、上記角形鋼管の軸方向に延長されて当該角形鋼管に形成された長孔とを貫通するボルトのボルト接合により、上記角形鋼管に対して固定されていること
を特徴とする請求項11に記載の角形鋼管部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008224121A JP5058920B2 (ja) | 2008-09-01 | 2008-09-01 | 角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008224121A JP5058920B2 (ja) | 2008-09-01 | 2008-09-01 | 角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010059624A true JP2010059624A (ja) | 2010-03-18 |
| JP5058920B2 JP5058920B2 (ja) | 2012-10-24 |
Family
ID=42186714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008224121A Active JP5058920B2 (ja) | 2008-09-01 | 2008-09-01 | 角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5058920B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101444606B1 (ko) * | 2013-06-20 | 2014-11-03 | 한상언 | 난간대용 종횡 연결구의 제조방법 및 그 연결구 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS473513U (ja) * | 1971-01-29 | 1972-09-05 | ||
| JPS54170019U (ja) * | 1978-05-20 | 1979-12-01 | ||
| JPH04285230A (ja) * | 1991-03-15 | 1992-10-09 | Sekisui Chem Co Ltd | 柱・梁仕口部の接合方法 |
| JP2001027011A (ja) * | 1999-07-15 | 2001-01-30 | Sumitomo Metal Steel Products Inc | 建築用柱材 |
| JP2004256223A (ja) * | 2003-02-25 | 2004-09-16 | Matsushita Electric Works Ltd | エレベータ独立鉄塔の構造 |
| JP2005297060A (ja) * | 2004-03-18 | 2005-10-27 | Nippon Steel Corp | ハイドロフォームを用いた穿孔方法と穿孔用金型及びハイドロフォーム加工部品 |
| JP2006043738A (ja) * | 2004-08-05 | 2006-02-16 | Nippon Steel Corp | 燃料給油管の製造方法 |
| JP2008110349A (ja) * | 2006-10-27 | 2008-05-15 | Nippon Steel Corp | ハイドロフォームを用いた穿孔方法と穿孔装置及びハイドロフォーム加工部品と構造体 |
-
2008
- 2008-09-01 JP JP2008224121A patent/JP5058920B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS473513U (ja) * | 1971-01-29 | 1972-09-05 | ||
| JPS54170019U (ja) * | 1978-05-20 | 1979-12-01 | ||
| JPH04285230A (ja) * | 1991-03-15 | 1992-10-09 | Sekisui Chem Co Ltd | 柱・梁仕口部の接合方法 |
| JP2001027011A (ja) * | 1999-07-15 | 2001-01-30 | Sumitomo Metal Steel Products Inc | 建築用柱材 |
| JP2004256223A (ja) * | 2003-02-25 | 2004-09-16 | Matsushita Electric Works Ltd | エレベータ独立鉄塔の構造 |
| JP2005297060A (ja) * | 2004-03-18 | 2005-10-27 | Nippon Steel Corp | ハイドロフォームを用いた穿孔方法と穿孔用金型及びハイドロフォーム加工部品 |
| JP2006043738A (ja) * | 2004-08-05 | 2006-02-16 | Nippon Steel Corp | 燃料給油管の製造方法 |
| JP2008110349A (ja) * | 2006-10-27 | 2008-05-15 | Nippon Steel Corp | ハイドロフォームを用いた穿孔方法と穿孔装置及びハイドロフォーム加工部品と構造体 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101444606B1 (ko) * | 2013-06-20 | 2014-11-03 | 한상언 | 난간대용 종횡 연결구의 제조방법 및 그 연결구 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5058920B2 (ja) | 2012-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2077168B1 (en) | Punching method and punching device employing hydro-form | |
| US8296922B2 (en) | Method for producing low-springback half shells | |
| JP5272642B2 (ja) | 円形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた円形鋼管部材 | |
| KR100948711B1 (ko) | 관통 구멍을 갖는 금속제 부재 및 그 제조 방법 | |
| CN204724633U (zh) | 用于液压成形为机动车辆车身零件的挤压铝合金管 | |
| US20200248792A1 (en) | Metal Sleeve and Method for Producing It | |
| US8020355B2 (en) | Process for the manufacture of a crossbeam for motor vehicles and the respective crossbeam | |
| JP4858950B2 (ja) | 角鋼管柱の梁接合部構造の構築方法 | |
| CN1418136A (zh) | 具有液压成形互连件的管状组件及其制造方法 | |
| US20140068945A1 (en) | Method Of Producing Tailored Tubes | |
| CN103991476A (zh) | 构造体的连结构件 | |
| JP5058920B2 (ja) | 角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 | |
| US20050013954A1 (en) | Tailored tubular blanks and a method for the production thereof | |
| JP5157759B2 (ja) | 角形鋼管部材 | |
| JP2001334316A (ja) | 異形管状製品およびその製造方法 | |
| JP5239649B2 (ja) | 柱用角形鋼管部材 | |
| EP1586391A1 (en) | Tubular blank and process for producing a tubular blank | |
| JP2020059041A (ja) | 異材接合方法、異材接合継手、異材接合用補助部材付き管状部材及びその製造方法 | |
| JP4456459B2 (ja) | ハイドロフォーム加工方法とハイドロフォーム加工品及び構造体 | |
| JP5298761B2 (ja) | 円形鋼管部材 | |
| JP2005279684A (ja) | フランジ付き溶接金属管およびその製造方法 | |
| CN111069440A (zh) | T字形结构的局部热镦连接方法 | |
| WO2012028632A1 (de) | Formschulter und verfahren zu ihrer herstellung | |
| DE102011008621B3 (de) | Verfahren zur Herstellung eines Abgasklappengehäuses aus Blechumformteilen | |
| US20190262883A1 (en) | Stamping and welding method and apparatus for forming a hollow or tubular member with high tolerances |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120308 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120313 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120710 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120801 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5058920 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120828 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150810 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |