JP2010052005A - ターンバックルの製造方法 - Google Patents
ターンバックルの製造方法 Download PDFInfo
- Publication number
- JP2010052005A JP2010052005A JP2008218990A JP2008218990A JP2010052005A JP 2010052005 A JP2010052005 A JP 2010052005A JP 2008218990 A JP2008218990 A JP 2008218990A JP 2008218990 A JP2008218990 A JP 2008218990A JP 2010052005 A JP2010052005 A JP 2010052005A
- Authority
- JP
- Japan
- Prior art keywords
- turnbuckle
- upsetting
- round bar
- frame
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Mutual Connection Of Rods And Tubes (AREA)
- Forging (AREA)
Abstract
【解決手段】丸棒材1の両端部に熱間鍛造による据込加工で据込部4Bを形成する据込工程と、据込部4を形成した丸棒材1Dの中央部に、割刃を用いて長さ方向に細長い長孔9を形成するとともに、この長孔9を順次押し広げて開口部2を有する枠状のフレーム3を形成する割刃工程と、枠状のフレーム3を形成したターンバックル1Gの据込部4の中央部に雌ネジを形成するタップ工程とを備えた。
【選択図】図3
Description
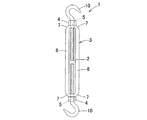
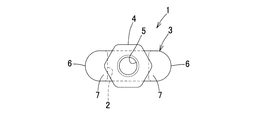
図1、図2に示すように、ターンバックル1は、中央部に長孔状の開口部2を形成した枠状のフレーム3と、フレーム3の長手方向の両端部に一体的に形成した六角柱状の据込部4とを備え、後述の製造方法により製造したものである。
先ず、切断工程において、図3(a)に示すように、建築構造用圧延棒鋼からなる丸棒材を設定長さに切断し、この設定長さの丸棒材1Aを例えば1250℃の設定温度に加熱する。加熱方法としては、スケールを少なくして美しい肌が得られることから、通電加熱機を用いてジュール熱で加熱するか、電磁誘導加熱により加熱することが好ましい。また、丸棒材1Aの長さ及び直径は、製作するターンバックル1の寸法に応じて適宜に設定することになる。
3 フレーム 4 据込部
5 雌ネジ 6 側部フレーム
7 肩部 8 平坦面
9 長孔 10 フック付ネジ
1A〜1F 丸棒材 1G ターンバックル
2F 開口部 4B 据込部
6F 側部フレーム
Claims (3)
- 丸棒材の両端部に熱間鍛造による据込加工で据込部を形成する据込工程と、
前記据込部を形成した丸棒材の中央部に、割刃を用いて長さ方向に細長い長孔を形成するとともに、この長孔を順次押し広げて開口部を有する枠状のフレームを形成する割刃工程と、
前記枠状のフレームを形成したターンバックルの据込部の中央部に雌ネジを形成するタップ工程と、
を備えたことを特徴とするターンバックルの製造方法。 - 前記据込工程と割刃工程間に、丸棒材における割刃の切込位置に平坦面を形成する押え工程を設けたことを特徴とする請求項1記載のターンバックルの製造方法。
- 前記タップ工程において、据込部以外の部分を水冷して、ターンバックル全体を冷却してから、据込部の中央部に雌ネジを形成する請求項1又は2記載のターンバックルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218990A JP5018701B2 (ja) | 2008-08-28 | 2008-08-28 | ターンバックルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218990A JP5018701B2 (ja) | 2008-08-28 | 2008-08-28 | ターンバックルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052005A true JP2010052005A (ja) | 2010-03-11 |
| JP5018701B2 JP5018701B2 (ja) | 2012-09-05 |
Family
ID=42068485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008218990A Active JP5018701B2 (ja) | 2008-08-28 | 2008-08-28 | ターンバックルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5018701B2 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5461054A (en) * | 1977-10-25 | 1979-05-17 | Sato Fumio | Production of frame type cracking turn puckle |
| JPS55122644A (en) * | 1979-03-15 | 1980-09-20 | Tsuguo Togashi | Production of turnbuckle |
| JPH028536A (ja) * | 1988-06-25 | 1990-01-12 | Kondo Tekko Kk | ターンバックルとその製造法 |
-
2008
- 2008-08-28 JP JP2008218990A patent/JP5018701B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5461054A (en) * | 1977-10-25 | 1979-05-17 | Sato Fumio | Production of frame type cracking turn puckle |
| JPS55122644A (en) * | 1979-03-15 | 1980-09-20 | Tsuguo Togashi | Production of turnbuckle |
| JPH028536A (ja) * | 1988-06-25 | 1990-01-12 | Kondo Tekko Kk | ターンバックルとその製造法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5018701B2 (ja) | 2012-09-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4429775B2 (ja) | クリンチナットの製造方法およびこの製造方法により製造されたクリンチナット | |
| CN100463739C (zh) | 内台阶截面环件轧制成形的方法 | |
| CN1253259C (zh) | 外台阶截面环件轧制成形的方法 | |
| CN113770290B (zh) | 大规格高利用率紫铜薄壁空心管的锻造方法 | |
| CN1586753A (zh) | 矩形截面铝合金环件轧制成形的方法 | |
| CN101486065B (zh) | 一种轻合金热铆工艺 | |
| WO2016111284A1 (ja) | 金属端部断面外周の加工方法及び該加工方法によって得られる金属部品と他部材との接合方法 | |
| US20120090371A1 (en) | Method for producing a shaped part | |
| NO120378B (ja) | ||
| JP5018701B2 (ja) | ターンバックルの製造方法 | |
| CN106238491B (zh) | 一种高精度异型铜带的生产工艺 | |
| CN106956110A (zh) | 一种内六角螺栓的加工方法 | |
| CN105458631B (zh) | 轮圈的制作方法及轮圈制作用轧辊组 | |
| CN108237197B (zh) | 一种改善结构钢大型环形件探伤的锻造方法 | |
| CN105983816A (zh) | 渔轮抛线的一体成型方法 | |
| KR20200053947A (ko) | 하스텔로이강의 볼트 제조방법 | |
| CN103894530B (zh) | 金属构件温锻造控制方法及其模具系统 | |
| KR20120065144A (ko) | 천공된 라운드 블룸을 이용한 링 제조방법 | |
| KR20210080738A (ko) | 인코넬강의 볼트 제조방법 | |
| CN202264067U (zh) | 用于连杆的生产装置 | |
| JP2016522747A (ja) | コード形状のプロフィルからシートメタルを製造するための方法及び装置 | |
| CN107626864A (zh) | 空心锻件的锻造方法 | |
| KR100225599B1 (ko) | 타이로드엔드 제조방법 | |
| US20130125605A1 (en) | Method of manufacturing door frame for wind tower | |
| KR101286304B1 (ko) | 티볼트의 시트 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110530 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120509 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120515 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120528 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5018701 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150622 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |