JP2010046841A - クッション材及びその製造法 - Google Patents
クッション材及びその製造法 Download PDFInfo
- Publication number
- JP2010046841A JP2010046841A JP2008211369A JP2008211369A JP2010046841A JP 2010046841 A JP2010046841 A JP 2010046841A JP 2008211369 A JP2008211369 A JP 2008211369A JP 2008211369 A JP2008211369 A JP 2008211369A JP 2010046841 A JP2010046841 A JP 2010046841A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- protrusion
- protrusions
- cushion material
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 82
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 9
- 238000000034 method Methods 0.000 claims abstract description 7
- 229920003225 polyurethane elastomer Polymers 0.000 claims description 25
- 239000002994 raw material Substances 0.000 claims description 14
- 238000005507 spraying Methods 0.000 claims description 8
- 239000007921 spray Substances 0.000 claims description 4
- 230000009471 action Effects 0.000 abstract description 2
- 238000003491 array Methods 0.000 abstract 1
- 239000000758 substrate Substances 0.000 abstract 1
- 239000011347 resin Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 230000003139 buffering effect Effects 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000806 elastomer Substances 0.000 description 4
- 206010010214 Compression fracture Diseases 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920005862 polyol Polymers 0.000 description 3
- 150000003077 polyols Chemical class 0.000 description 3
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- 208000010392 Bone Fractures Diseases 0.000 description 2
- 206010017076 Fracture Diseases 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 229920001038 ethylene copolymer Polymers 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 229920001228 polyisocyanate Polymers 0.000 description 2
- 239000005056 polyisocyanate Substances 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- 150000004982 aromatic amines Chemical class 0.000 description 1
- -1 aromatic primary amine Chemical class 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011941 photocatalyst Substances 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
Images


Landscapes
- Buffer Packaging (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
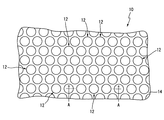
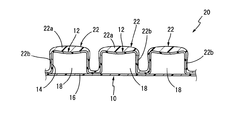
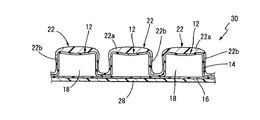
【解決手段】筒状形状の袋状凸起12の多数が配列、形成されたセル層14にフィルム層16を貼り合わせることにより、それら凸起12の内側空間内に気体が封入されて、多数のセル18が形成されてなる構造の緩衝シート10を基材として、かかる緩衝シート10の凸起12が位置する側の面の全面に亘って、弾性体層22を一体的に形成すると共に、凸起12の上面上に形成される弾性体層22部分の厚さが、凸起12の側面に形成される弾性体層22部分の厚さよりも厚くなるように構成した。
【選択図】図4
Description
14 セル層 16 フィルム層
18 セル 20 クッション材
22 弾性体層 22a 頂部層
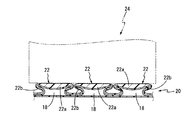
22b 側部層 24 重量物
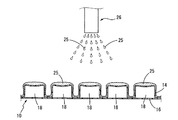
25 弾性体材料 26 スプレーノズル
28 弾性裏打ち層 30 クッション材
Claims (8)
- 筒状形状の袋状凸起の多数が配列、形成されたセル層にフィルム層を貼り合わせることにより、それら凸起の内側空間内に気体が封入されて、多数のセルが形成されてなる構造の緩衝シートを基材として、かかる緩衝シートの前記凸起が位置する側の面の全面に亘って弾性体層を一体的に形成すると共に、該凸起の上面上に形成される弾性体層部分の厚さが、該凸起の側面に形成される弾性体層部分の厚さよりも厚くなるように構成したことを特徴とするクッション材。
- 前記弾性体層が、ポリウレタンエラストマによって形成されていることを特徴とする請求項1に記載のクッション材。
- 前記緩衝シートの前記凸起が設けられていない側の面の全面に亘って、弾性裏打ち層が、所定厚さにおいて一体的に設けられていることを特徴とする請求項1又は請求項2に記載のクッション材。
- 前記弾性裏打ち層が、ポリウレタンエラストマによって形成されていることを特徴とする請求項3に記載のクッション材。
- 前記凸起が、上部が閉塞されてなる円筒形状において形成されていることを特徴とする請求項1乃至請求項4の何れか一つに記載のクッション材。
- 前記凸起の上面上に形成される弾性体層部分が、上方に凸なる湾曲面形状の表面を有して形成されていることを特徴とする請求項1乃至請求項5の何れか一つに記載のクッション材。
- 筒状形状の袋状凸起の多数が配列、形成されたセル層にフィルム層を貼り合わせることにより、それら凸起の内側空間内に気体が封入されて、多数のセルが形成されてなる構造の緩衝シートを用い、この緩衝シートの前記凸起が位置する側の面に対して、ポリウレタンエラストマ原料をスプレーコーティングすることにより、ポリウレタンエラストマからなる弾性体層を一体的に形成すると共に、該凸起の上面上に形成される弾性体層部分の厚さが、該凸起の側面に形成される弾性体層部分の厚さよりも厚くなるように構成したことを特徴とするクッション材の製造法。
- 前記緩衝シートの前記凸起が設けられていない側の面に対して、ポリウレタンエラストマ原料をスプレーコーティングすることにより、ポリウレタンエラストマからなる弾性裏打ち層が全面に亘って一体的に形成されていることを特徴とする請求項7に記載のクッション材の製造法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008211369A JP5043779B2 (ja) | 2008-08-20 | 2008-08-20 | クッション材及びその製造法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008211369A JP5043779B2 (ja) | 2008-08-20 | 2008-08-20 | クッション材及びその製造法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010046841A true JP2010046841A (ja) | 2010-03-04 |
| JP5043779B2 JP5043779B2 (ja) | 2012-10-10 |
Family
ID=42064360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008211369A Expired - Fee Related JP5043779B2 (ja) | 2008-08-20 | 2008-08-20 | クッション材及びその製造法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5043779B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7323233B1 (ja) | 2022-12-16 | 2023-08-08 | 東和化学株式会社 | シート状緩衝構造体及びその製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102185615B1 (ko) * | 2019-07-18 | 2020-12-02 | 고영지 | 포장백 및 이의 제조방법 |
-
2008
- 2008-08-20 JP JP2008211369A patent/JP5043779B2/ja not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7323233B1 (ja) | 2022-12-16 | 2023-08-08 | 東和化学株式会社 | シート状緩衝構造体及びその製造方法 |
| JP2024086446A (ja) * | 2022-12-16 | 2024-06-27 | 東和化学株式会社 | シート状緩衝構造体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5043779B2 (ja) | 2012-10-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2855905C (en) | Cellular cushion | |
| US20220252124A1 (en) | Void cells with outwardly curved surfaces | |
| RU2015122796A (ru) | Инкапсулированная частица удобрения, содержащая пестицид | |
| JP6116498B2 (ja) | マットレスの製造方法 | |
| KR20070101975A (ko) | 에어 매트리스 | |
| JP5043779B2 (ja) | クッション材及びその製造法 | |
| CN101918213A (zh) | 包括粘合层的用于吸收冲击和密封的片材及制备该片材的方法 | |
| KR101116485B1 (ko) | 2중 삽입 구조물의 미드솔을 갖는 건강신발 및 제조방법 | |
| JP2023514415A (ja) | メタマテリアル遮音デバイス | |
| TW201919911A (zh) | 由膜、固體黏著劑聚合物及聚胺酯層製得之複合材料的製備 | |
| JP2005527400A5 (ja) | ||
| KR20100076001A (ko) | 접착제 물품 | |
| PL1784546T3 (pl) | Elementy kompozytowe ze sztywnego poliuretanowego tworzywa piankowego | |
| EP3798464A1 (en) | Cushioning structure and method of manufacturing a cushioning structure | |
| JP7288175B2 (ja) | 積層構造体及び積層構造体の製造方法 | |
| US20130011621A1 (en) | Support structures including low tack viscoelastomeric gel material and methods | |
| JP4227074B2 (ja) | 吸音材 | |
| JP5800379B2 (ja) | マットレス | |
| JP2007125099A (ja) | マットレスクッション材及びその製造方法 | |
| JP2016215003A (ja) | マットレス | |
| EP2330946A1 (en) | Mattress filling | |
| KR101240684B1 (ko) | 차단성이 우수한 포밍 포장재 | |
| KR102000782B1 (ko) | 우레탄폼과 폴리우레아의 결합을 이용한 기능성 폼 매트리스 | |
| JP4801916B2 (ja) | 炭入りクッション材 | |
| KR200421365Y1 (ko) | 에어 매트리스 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101104 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120712 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5043779 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150720 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |