JP2010036299A - 研磨方法および装置 - Google Patents
研磨方法および装置 Download PDFInfo
- Publication number
- JP2010036299A JP2010036299A JP2008201915A JP2008201915A JP2010036299A JP 2010036299 A JP2010036299 A JP 2010036299A JP 2008201915 A JP2008201915 A JP 2008201915A JP 2008201915 A JP2008201915 A JP 2008201915A JP 2010036299 A JP2010036299 A JP 2010036299A
- Authority
- JP
- Japan
- Prior art keywords
- polishing
- substrate
- eddy current
- current sensor
- polished
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005498 polishing Methods 0.000 title claims abstract description 317
- 238000000034 method Methods 0.000 title claims abstract description 38
- 239000000758 substrate Substances 0.000 claims abstract description 156
- 230000008859 change Effects 0.000 claims abstract description 20
- 238000003825 pressing Methods 0.000 claims abstract description 10
- 238000012544 monitoring process Methods 0.000 claims description 39
- 238000000926 separation method Methods 0.000 claims description 6
- 239000004065 semiconductor Substances 0.000 abstract description 167
- 230000009191 jumping Effects 0.000 abstract description 7
- 239000010408 film Substances 0.000 description 121
- 239000002184 metal Substances 0.000 description 50
- 229910052751 metal Inorganic materials 0.000 description 50
- 238000001514 detection method Methods 0.000 description 36
- 238000010586 diagram Methods 0.000 description 31
- 230000002093 peripheral effect Effects 0.000 description 18
- 239000012530 fluid Substances 0.000 description 16
- 230000001360 synchronised effect Effects 0.000 description 13
- 230000010355 oscillation Effects 0.000 description 11
- 230000007423 decrease Effects 0.000 description 10
- 239000007788 liquid Substances 0.000 description 7
- 230000003247 decreasing effect Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 230000004907 flux Effects 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 230000010363 phase shift Effects 0.000 description 3
- 238000007517 polishing process Methods 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000004044 response Effects 0.000 description 2
- 230000035945 sensitivity Effects 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 230000005856 abnormality Effects 0.000 description 1
- 239000006061 abrasive grain Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 229920002379 silicone rubber Polymers 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
Images


















Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】回転する研磨テーブル100上の研磨面101aに研磨対象の基板を押圧して研磨する研磨方法において、基板の研磨中に、研磨テーブル100の回転に伴い、該研磨テーブル100に設置された渦電流センサ50により基板の被研磨面を走査し、基板の被研磨面の走査により得られた渦電流センサ50の出力を監視し、該渦電流センサ50の出力の変化から基板の破損を検出する。
【選択図】図8
Description
この場合、半導体ウエハが割れたり破損したりした状態のまま研磨を続行すると、ウエハの破片が飛散するため、メンテナンスを実施する範囲が拡大し、メンテナンスの作業時間および装置のダウンタイム(downtime)が増加するという問題がある。
トップリングは、スリップアウト検出用センサを具備しており、半導体ウエハのトップリングからの飛び出し(スリップアウト)を検出するようにしている。しかしながら、飛び出した半導体ウエハがスリップアウト検出用センサの下を通過しないと検出できないため、半導体ウエハの飛び出し(スリップアウト)の方向によっては、スリップアウトを検出できない場合がある。
本発明によれば、渦電流センサは、研磨テーブルの回転に伴い基板の下方を通過している間、基板の金属膜(または導電性膜)に反応して所定の電圧値等を出力するので、この渦電流センサの出力を監視し、出力の変化が予め設定された設定範囲等を超える程度の変化であれば、基板に割れなどの破損が生じたと判定する。
本発明によれば、研磨テーブルのN回転目(Nは1以上の整数)における渦電流センサの最大出力値および最小出力値等から有効基板幅を計算し、研磨中に基板のエッジが破損した場合には、渦電流センサの最大出力値および最小出力値等から求めた基板幅が小さくなるため、この求めた基板幅と有効基板幅とを比較して基板幅が狭くなっているか否かを判定し、基板の破損を検出する。
本発明の好ましい態様によれば、前記渦電流センサの出力値が予め設定された閾値以下の場合をカウントし、前記出力値が前記閾値以下になっているカウンタ値が設定範囲内の場合に、基板の破損が生じたと判定することを特徴とする。
本発明によれば、研磨テーブルのN回転目(Nは1以上の整数)の渦電流センサの出力値を監視し、この出力値が減少を開始したか否かを判定し、渦電流センサの出力値が減少を開始した場合には、減少した出力値が予め設定された閾値(しきい値)以下か否かを判定する。そして、渦電流センサの出力値の減少が終了したと判定した場合に、出力が閾値以下になっているカウンタ値(Cnt)が設定範囲内か否かを判定し、設定範囲内であれば、基板の破損が発生したと判定する。
本発明によれば、研磨開始時に基板がトップリングに保持されている場合には、渦電流センサの出力は高いが、基板がトップリングから飛び出し(スリップアウト)た場合には、渦電流センサの出力は急激に低下する。このように渦電流センサの出力値の低下を監視することにより、研磨中に基板がトップリングから飛び出し(スリップアウト)た場合を検出することができる。
本発明によれば、渦電流センサの出力値が設定値より低いか否かを判定し、渦電流センサの出力値が設定値より低い場合には、基板がトップリングから飛び出し(スリップアウト)たと判定する。
本発明によれば、渦電流センサが基板の表面(被研磨面)を走査(スキャン)する際における渦電流センサの出力を監視し、正常な基板の場合の渦電流センサの出力と比較することにより、基板の破損を検出することができる。正常な基板の場合の渦電流センサの出力は、対象の基板の研磨前に予め正常な基板から取得しておいてもよい。
本発明の好ましい態様によれば、前記所定時間内に前記渦電流センサが前記基板の被研磨面を走査する軌跡が前記被研磨面を約0.5×N回(Nは自然数)回転するように前記トップリングと前記研磨テーブルの回転速度を設定することを特徴とする。
本発明の好ましい態様によれば、前記制御装置は、前記渦電流センサの出力値が予め設定された閾値以下の場合をカウントし、前記出力値が前記閾値以下になっているカウンタ値が設定範囲内の場合に、基板の破損が生じたと判定することを特徴とする。
本発明の好ましい態様によれば、前記制御装置は、前記渦電流センサの出力値を設定値と比較して、前記トップリングからの基板の離脱を検出することを特徴とする。
本発明の好ましい態様によれば、前記所定時間内に前記渦電流センサが前記基板の被研磨面を走査する軌跡が前記被研磨面を約0.5×N回(Nは自然数)回転するように前記トップリングと前記研磨テーブルの回転速度を設定することを特徴とする。
また本発明によれば、研磨テーブルに設置された渦電流センサにより基板の表面を走査し、渦電流センサの出力を監視することにより、研磨中に基板がトップリングから飛び出した場合に、この基板の飛び出しを直ちに検出することができる。
研磨テーブル100は、テーブル軸100aを介してその下方に配置されるモータ(図示せず)に連結されており、そのテーブル軸100a周りに回転可能になっている。研磨テーブル100の上面には研磨パッド101が貼付されており、研磨パッド101の表面101aが半導体ウエハWを研磨する研磨面を構成している。研磨テーブル100の上方には研磨液供給ノズル102が設置されており、この研磨液供給ノズル102によって研磨テーブル100上の研磨パッド101上に研磨液Qが供給されるようになっている。図1に示すように、研磨テーブル100の内部には、渦電流センサ50が埋設されている。
トップリングシャフト111およびトップリング1を上下動させる上下動機構124は、軸受126を介してトップリングシャフト111を回転可能に支持するブリッジ128と、ブリッジ128に取り付けられたボールねじ132と、支柱130により支持された支持台129と、支持台129上に設けられたACサーボモータ138とを備えている。サーボモータ138を支持する支持台129は、支柱130を介してトップリングヘッド110に固定されている。
図3は、渦電流センサ50の構成を示す図であり、図3(a)は渦電流センサ50の構成を示すブロック図であり、図3(b)は渦電流センサ50の等価回路図である。
図3(a)に示すように、渦電流センサ50は、検出対象の金属膜(または導電性膜)mfの近傍にセンサコイル51を配置し、そのコイルに交流信号源52が接続されている。ここで、検出対象の金属膜(または導電性膜)mfは、例えば半導体ウエハW上に形成されたCu,Al,Au,Wなどの薄膜である。センサコイル51は、検出用のコイルであり、検出対象の金属膜(または導電性膜)に対して、例えば1.0〜4.0mm程度の近傍に配置される。
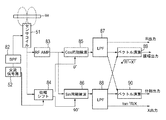
検出コイル73とバランスコイル74とは、上述したように正相の直列回路を構成し、その両端は可変抵抗76を含む抵抗ブリッジ回路77に接続されている。コイル72は交流信号源52に接続され、交番磁束を生成することで、近傍に配置される金属膜(または導電性膜)mfに渦電流を形成する。可変抵抗76の抵抗値を調整することで、コイル73,74からなる直列回路の出力電圧が、金属膜(または導電性膜)が存在しないときにはゼロとなるように調整可能としている。コイル73,74のそれぞれに並列に入る可変抵抗76(VR1,VR2)でL1,L3の信号を同位相にするように調整する。即ち、図5(b)の等価回路において、
VR1-1×(VR2-2+jωL3)=VR1-2×(VR2-1+jωL1) (1)
となるように、可変抵抗VR1(=VR1-1+VR1-2)およびVR2(=VR2-1+VR2-2)を調整する。これにより、図5(c)に示すように、調整前のL1,L3の信号(図中点線で示す)を、同位相・同振幅の信号(図中実線で示す)とする。
図6は、交流信号源52側からセンサコイル51側を見たインピーダンスZの計測回路例を示している。図6に示すインピーダンスZの計測回路においては、膜厚の変化に伴う抵抗成分(R)、リアクタンス成分(X)、振幅出力(Z)および位相出力(tan−1R/X)を取り出すことができる。
図8(a)乃至図8(f)は、渦電流センサにより、研磨中の半導体ウエハの破損および半導体ウエハのトップリングからの飛び出し(スリップアウト)を検出する方法を説明する模式図である。
図8(a)は、渦電流センサ50が半導体ウエハWの表面(被研磨面)を走査(スキャン)するときの軌跡と渦電流センサ50の出力との関係を示す。図8(a)に示すように、渦電流センサ50は、研磨テーブル100の回転に伴い半導体ウエハWの下方を通過している間、半導体ウエハWの金属膜(または導電性膜)mfに反応して所定の電圧値(V)を出力するようになっている。
図8(b)乃至図8(f)は、半導体ウエハWの破損等の状態に応じて渦電流センサ50の出力が変化することを示す模式図である。図8(b)乃至図8(f)において、横軸は研磨時間(t)であり、縦軸は渦電流センサ50の出力値(電圧値)(V)である。
図8(c)は、半導体ウエハWのエッジが破損している場合の渦電流センサ50の出力を示す図である。図8(c)において、破線は正常な半導体ウエハの場合の出力を示し、実線はエッジの両側が破損した半導体ウエハの場合の出力を示す。図8(c)に示すように、半導体ウエハWのエッジが破損している場合(モデル1)には、渦電流センサ50の出力は、正常な半導体ウエハの場合の出力に比べて略方形パルス状の出力の両側が欠損した出力になっている。
図8(d)は、半導体ウエハWの内部が破損している場合の渦電流センサ50の出力を示す図である。図8(d)に示すように、半導体ウエハWの内部が破損している場合(モデル2)には、渦電流センサ50の出力は、半導体ウエハWの破損部分においてV字状に低下した出力になっている。
図8(e)は、半導体ウエハWのエッジ付近が破損している場合の渦電流センサ50の出力を示す図である。図8(e)に示すように、半導体ウエハWのエッジ付近(エッジのやや内側)が破損している場合(モデル3)には、渦電流センサ50の出力は、半導体ウエハWのエッジで、一旦、立ち上がるが、エッジのやや内側の破損部分においてV字状に低下し、破損部分の更に内側では正常な略方形パルス状の出力になっている。
図8(f)は、半導体ウエハWがトップリングから飛び出し(スリップアウト)た場合の渦電流センサ50の出力を示す図である。図8(f)に示すように、トップリングから半導体ウエハWが離脱した場合(モデル4)には、渦電流センサ50の出力は全く無くなる。図8(f)において、破線は正常な半導体ウエハの場合の出力を示し、実線は半導体ウエハWがトップリングから飛び出し(スリップアウト)た場合に出力が無くなることを示している。
図8(b)乃至図8(f)に示すように、渦電流センサ50が半導体ウエハWの表面(被研磨面)を走査(スキャン)する際における渦電流センサ50の出力を監視し、正常な半導体ウエハWの場合の渦電流センサ50の出力と比較することにより、半導体ウエハWの破損および半導体ウエハWのトップリング1からの飛び出し(スリップアウト)を検出することができる。
すなわち、(N回転目の最大出力値)/(1回転目の最大出力値)<設定値
を判定し、そして、制御装置56は、この値が設定値より小さければ、監視工程を終了し、設定値より大きければ、監視工程を続行し、研磨テーブル100の次の回転(N=N+1)における渦電流センサ50の最大出力値を監視する。図9(b)に示すフローチャートに従って監視工程を行うことにより、半導体ウエハWの金属膜mfが薄くなった時点で金属膜mfの検出を終了することにより、半導体ウエハWの破損について精度の高い検出を行うことができる。この監視工程の終了方式は、図10(a)内の検出終了、図11(a)内の検出終了に適用される。
なお、上記設定値は、金属膜が残っている状態の範囲で所望の値に設定可能である。
図10(a)に示すように、制御装置56(図7参照)は、半導体ウエハWの実ウエハ幅と研磨テーブル100の回転数(rpm)から渦電流センサ50の監視範囲を算出する。例えば、検出システムのサンプリングを1msecで実施した場合には、研磨テーブルの回転数(rpm)によって監視範囲が変化する。研磨テーブルの回転数が60rpm=1秒/テーブル1回転の場合、約200msec(=300mm)が監視範囲となり、研磨テーブルの回転数が120rpm=0.5秒/テーブル1回転の場合、約100msec(=300mm)が監視範囲となる。
そして、制御装置56(図7参照)は、研磨テーブル100のN回転目(Nは1以上の整数)における渦電流センサ50の最大出力値および最小出力値から有効ウエハ幅を計算する。図10(b)の左側の図は、渦電流センサ50の最大出力値および最小出力値から計算により求めた有効ウエハ幅を示す。
研磨中に半導体ウエハWのエッジが破損した場合には、渦電流センサ50の最大出力値および最小出力値から求めたウエハ幅が小さくなるため、制御装置56は、この求めたウエハ幅と有効ウエハ幅とを比較してウエハ幅が狭くなっているか否かを判定し、ウエハの破損を検出する。図10(b)の右側の図は、渦電流センサ50の最大出力値および最小出力値から先に計算により求めた有効ウエハ幅(破線で示す)より、出力幅が減少している(ウエハ幅が狭くなっている)状態を示す。図10(a)および図10(b)に示す監視工程は、ウエハのエッジ部の破損を検出する監視工程であるため、ウエハ幅が重要である。そのため、渦電流センサ50の最大出力値および最小出力値から有効ウエハ幅を計算により求め、この有効ウエハ幅と、研磨中に渦電流センサ50の最大出力値および最小出力値から求めたウエハ幅とを比較することにより、ウエハのエッジ部の破損を確実に検出できるようにしたものである。このように渦電流センサ50の出力値からウエハ幅の変化を監視することにより、研磨中に半導体ウエハWのエッジが破損した場合(モデル1)および半導体ウエハWのエッジ付近が破損した場合(モデル3)を確実に検出することができる。
図11(a)に示すように、制御装置56(図7参照)は、ウエハ破損を監視するためのカウンタを初期化(Cnt=0)する。そして、制御装置56は、研磨テーブル100のN回転目(Nは1以上の整数)の渦電流センサ50の出力値を監視し、この出力値が減少を開始したか否かを判定する。図11(b)の(1)で図示されている状態のように、渦電流センサ50の出力値が減少を開始した場合には、カウンタを1つアップする。
すなわち、Cnt=Cnt+1とする。
次に、制御装置56は、図11(b)の(3)で図示されている状態のように、渦電流センサ50の出力値の減少が終了したと判定した場合に、出力が閾値以下になっているカウンタ値(Cnt)が設定範囲内か否かを判定し、設定範囲内であれば、更に、閾値フラグがON(閾値フラグ=ON)か否かを判定する。そして、閾値フラグがONであれば、ウエハの破損が発生したと判定する。このように渦電流センサ50の出力値の減少を監視することにより、研磨中に半導体ウエハWの内部が破損した場合(モデル2)を検出することができる。
誤検知を避けるために閾値やカウンタ値の設定範囲を設けている理由は、研磨プロファイルが崩れたときに対応可能とするためである。例えば、ウエハのエッジ部全体に大きく金属膜の残膜が発生した場合、図11(b)において(1)と(3)の位置が半導体ウエハの両端部に対応することになる。研磨プロファイルに高低差が大きい異常があれば、図11(b)の(2)の閾値以下になってしまうことがある。そのため、図11(b)の(1)と(3)には、ある程度の距離(時間)の制約を設け、エッジ部に大きく金属膜の残膜が発生した場合を半導体ウエハの破損であると誤検知することがないようにする。
図12(a)に示すように、制御装置56(図7参照)は、渦電流センサ50の出力値(電圧値)を監視する。そして、制御装置56は、渦電流センサ50の出力を監視する監視時間内か否かを判定し、監視時間内であれば、渦電流センサ50の出力値が設定値より低いか否かを判定する。制御装置56は、渦電流センサ50の出力値が設定値より低い場合には、半導体ウエハWがトップリングから飛び出し(スリップアウト)たと判定する。図12(b)に示すように、研磨開始時に半導体ウエハWはトップリングに保持されている場合には、渦電流センサ50の出力は高いが、半導体ウエハWがトップリングから飛び出し(スリップアウト)た場合には、渦電流センサ50の出力は急激に低下する。このように渦電流センサ50の出力値の急激な低下を監視することにより、研磨中に半導体ウエハWがトップリングから飛び出し(スリップアウト)た場合(モデル4)を検出することができる。
半導体ウエハWのエッジ破損(モデル1)、エッジ付近の破損(モデル3)、半導体ウエハWの内部破損(モデル2)の場合に、半導体ウエハのどの箇所に破損が生ずるかわからない。
そこで、本発明では、所定の時間内(例えば、移動平均時間内)に渦電流センサ50が半導体ウエハW上に描く軌跡が半導体ウエハWの表面の全周にわたってほぼ均等に分布するようにトップリング1と研磨テーブル100の回転速度比を調整する。
図13は、渦電流センサ50が半導体ウエハW上を走査する軌跡を示す模式図である。図13に示すように、渦電流センサ50は、研磨テーブル100が1回転するごとに半導体ウエハWの表面(被研磨面)を走査するが、研磨テーブル100が回転すると、渦電流センサ50は概ね半導体ウエハWの中心Cw(トップリングシャフト111の中心)を通る軌跡を描いて半導体ウエハWの被研磨面上を走査することになる。トップリング1の回転速度と研磨テーブル100の回転速度とを異ならせることにより、半導体ウエハWの表面における渦電流センサ50の軌跡は、図13に示すように、研磨テーブル100の回転に伴って走査線SL1,SL2,SL3,…と変化する。この場合でも、上述したように、渦電流センサ50は、半導体ウエハWの中心Cwを通る位置に配置されているので、渦電流センサ50が描く軌跡は、毎回半導体ウエハWの中心Cwを通過する。
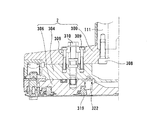
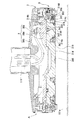
図16乃至図20は、トップリング1を示す図であり、複数の半径方向に沿って切断した断面図である。
図16に示すように、トップリング1は、半導体ウエハWを研磨面101aに対して押圧するトップリング本体2と、研磨面101aを直接押圧するリテーナリング3とから基本的に構成されている。トップリング本体2は、円盤状の上部材300と、上部材300の下面に取り付けられた中間部材304と、中間部材304の下面に取り付けられた下部材306とを備えている。リテーナリング3は、トップリング本体2の上部材300の外周部に取り付けられている。上部材300は、図17に示すように、ボルト308によりトップリングシャフト111に連結されている。また、中間部材304は、ボルト309を介して上部材300に固定されており、下部材306はボルト310を介して上部材300に固定されている。上部材300、中間部材304、および下部材306から構成されるトップリング本体2は、エンジニアリングプラスティック(例えば、PEEK)などの樹脂により形成されている。
2 トップリング本体
3 リテーナリング
50 渦電流センサ
51 センサコイル
52 交流信号源
54 検波回路
55 メインアンプ
56 制御装置(コントローラ)
71 ボビン
72,73,74 コイル
73 検出コイル
74 バランスコイル
76 可変抵抗
77 抵抗ブリッジ回路
82 バンドパスフィルタ
83 高周波アンプ
84 位相シフト回路
85 cos同期検波回路
86 sin同期検波回路
87,88 ローパスフィルタ
89 ベクトル演算回路
100 研磨テーブル
100a テーブル軸
101 研磨パッド
101a 研磨面
102 研磨液供給ノズル
110 トップリングヘッド
111 トップリングシャフト
112 回転筒
113 タイミングプーリ
114 トップリング用モータ
115 タイミングベルト
116 タイミングプーリ
117 トップリングヘッドシャフト
124 上下動機構
125 ロータリージョイント
126 軸受
128 ブリッジ
129 支持台
130 支柱
132 ボールねじ
138 ACサーボモータ
132a ねじ軸
132b ナット
150 ロータリジョイント
151n シム(薄板)
300 上部材
304 中間部材
306 下部材
308 ボルト
314 弾性膜
314a,314b リプル
314c エッジ
314d エッジ(外周縁)
314f 隙間
316 エッジホルダ
318,319 リプルホルダ
318b,318c 爪部
320,322 ストッパ
324,325,326,328,334,336,338 流路
327 コネクタ
342,344 流路
347 環状溝
349 駆動ピン
350 ゴムクッション
351 カラー
360 センター室
361 リプル室
362 アウター室
363 エッジ室
400 シリンダ
402 保持部材
404 弾性膜
406 ピストン
408 リング部材
408a 上リング部材
408b 下リング部材
408a1 下部リング状部
408a2 上部円弧状部
409 ボルト
410 リテーナリングガイド
410a 外周側部
410b 内周側部
410c 中間部
410h 複数の開口
410g ガイド面
411 ボルト
412,414 流路
413 室
418 長円形状溝
420 接続シート
421 バンド
422 シール部材
W 半導体ウエハ
mf 金属膜(または導電性膜)
Claims (18)
- 回転する研磨テーブル上の研磨面に研磨対象の基板を押圧して研磨する研磨方法において、
前記基板の研磨中に、前記研磨テーブルの回転に伴い、該研磨テーブルに設置された渦電流センサにより基板の被研磨面を走査し、
前記基板の被研磨面の走査により得られた渦電流センサの出力を監視し、該渦電流センサの出力の変化から基板の破損を検出することを特徴とする研磨方法。 - 前記研磨テーブルがN回転目(Nは1以上の整数)における前記渦電流センサの出力より有効基板幅を求め、前記研磨テーブルのN回転目以降における前記渦電流センサの出力から基板幅を求め、求めた基板幅が前記有効基板幅より狭くなった場合に、基板の破損が生じたと判定することを特徴とする請求項1記載の研磨方法。
- 前記研磨テーブルがN回転目(Nは1以上の整数)における前記渦電流センサの出力を監視し、該渦電流センサの出力値を予め設定された閾値と比較して基板の破損を検出することを特徴とする請求項1記載の研磨方法。
- 前記渦電流センサの出力値が予め設定された閾値以下の場合をカウントし、前記出力値が前記閾値以下になっているカウンタ値が設定範囲内の場合に、基板の破損が生じたと判定することを特徴とする請求項3記載の研磨方法。
- 研磨対象の基板をトップリングにより保持し、回転する研磨テーブル上の研磨面に基板を押圧して研磨する研磨方法において、
前記基板の研磨中に、前記研磨テーブルの回転に伴い、該研磨テーブルに設置された渦電流センサにより基板の被研磨面を走査し、
前記基板の被研磨面の走査により得られた渦電流センサの出力を監視し、該渦電流センサの出力の変化から前記トップリングからの基板の離脱を検出することを特徴とする研磨方法。 - 前記渦電流センサの出力値を設定値と比較して、前記トップリングからの基板の離脱を検出することを特徴とする請求項5記載の研磨方法。
- 回転する研磨テーブル上の研磨面に研磨対象の基板を押圧して研磨する研磨方法において、
前記基板の研磨中に、前記研磨テーブルの回転に伴い、該研磨テーブルに設置された渦電流センサにより基板の被研磨面を走査し、
前記基板の被研磨面の走査により得られた渦電流センサの出力を監視し、正常な基板の場合の渦電流センサの出力と比較して基板の破損を検出することを特徴とする研磨方法。 - 前記基板をトップリングで保持しつつ回転させ、所定時間内に前記渦電流センサが前記基板の被研磨面を走査する軌跡が前記被研磨面の全周にわたって略均等に分布するように前記トップリングと前記研磨テーブルの回転速度を設定することを特徴とする請求項1乃至7のいずれか1項に記載の研磨方法。
- 前記所定時間内に前記渦電流センサが前記基板の被研磨面を走査する軌跡が前記被研磨面を約0.5×N回(Nは自然数)回転するように前記トップリングと前記研磨テーブルの回転速度を設定することを特徴とする請求項8記載の研磨方法。
- 研磨面を有する研磨テーブルと、研磨対象の基板を保持するトップリングとを有し、回転する研磨テーブル上の研磨面に基板を押圧して研磨する研磨装置において、
前記研磨テーブルに設置され、該研磨テーブルの回転に伴って基板の被研磨面を走査する渦電流センサと、
前記基板の被研磨面の走査により得られた渦電流センサの出力を監視し、該渦電流センサの出力の変化から基板の破損を検出する制御装置とを備えたことを特徴とする研磨装置。 - 前記制御装置は、前記研磨テーブルがN回転目(Nは1以上の整数)における前記渦電流センサの出力より有効基板幅を求め、前記研磨テーブルのN回転目以降における前記渦電流センサの出力から基板幅を求め、求めた基板幅が前記有効基板幅より狭くなった場合に、基板の破損が生じたと判定することを特徴とする請求項10記載の研磨装置。
- 前記制御装置は、前記研磨テーブルがN回転目(Nは1以上の整数)における前記渦電流センサの出力を監視し、該渦電流センサの出力値を予め設定された閾値と比較して基板の破損を検出することを特徴とする請求項10記載の研磨装置。
- 前記制御装置は、前記渦電流センサの出力値が予め設定された閾値以下の場合をカウントし、前記出力値が前記閾値以下になっているカウンタ値が設定範囲内の場合に、基板の破損が生じたと判定することを特徴とする請求項12記載の研磨装置。
- 研磨面を有する研磨テーブルと、研磨対象の基板を保持するトップリングとを有し、回転する研磨テーブル上の研磨面に基板を押圧して研磨する研磨装置において、
前記研磨テーブルに設置され、前記研磨テーブルの回転に伴って基板の被研磨面を走査する渦電流センサと、
前記基板の被研磨面の走査により得られた渦電流センサの出力を監視し、該渦電流センサの出力の変化から前記トップリングからの基板の離脱を検出する制御装置とを備えたことを特徴とする研磨装置。 - 前記制御装置は、前記渦電流センサの出力値を設定値と比較して、前記トップリングからの基板の離脱を検出することを特徴とする請求項14記載の研磨装置。
- 研磨面を有する研磨テーブルと、研磨対象の基板を保持するトップリングとを有し、回転する研磨テーブル上の研磨面に基板を押圧して研磨する研磨装置において、
前記研磨テーブルに設置され、前記研磨テーブルの回転に伴って基板の被研磨面を走査する渦電流センサと、
前記基板の被研磨面の走査により得られた渦電流センサの出力を監視し、正常な基板の場合の渦電流センサの出力と比較して基板の破損を検出する制御装置とを備えたことを特徴とする研磨装置。 - 前記基板をトップリングで保持しつつ回転させ、所定時間内に前記渦電流センサが前記基板の被研磨面を走査する軌跡が前記被研磨面の全周にわたって略均等に分布するように前記トップリングと前記研磨テーブルの回転速度を設定することを特徴とする請求項10乃至16のいずれか1項に記載の研磨装置。
- 前記所定時間内に前記渦電流センサが前記基板の被研磨面を走査する軌跡が前記被研磨面を約0.5×N回(Nは自然数)回転するように前記トップリングと前記研磨テーブルの回転速度を設定することを特徴とする請求項17記載の研磨装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008201915A JP5210083B2 (ja) | 2008-08-05 | 2008-08-05 | 研磨方法および装置 |
| TW098125487A TWI450792B (zh) | 2008-08-05 | 2009-07-29 | 研磨方法及裝置 |
| TW103125639A TWI572441B (zh) | 2008-08-05 | 2009-07-29 | 硏磨方法及裝置 |
| US12/511,344 US8454407B2 (en) | 2008-08-05 | 2009-07-29 | Polishing method and apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008201915A JP5210083B2 (ja) | 2008-08-05 | 2008-08-05 | 研磨方法および装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010036299A true JP2010036299A (ja) | 2010-02-18 |
| JP5210083B2 JP5210083B2 (ja) | 2013-06-12 |
Family
ID=42009373
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008201915A Active JP5210083B2 (ja) | 2008-08-05 | 2008-08-05 | 研磨方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5210083B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012152859A (ja) * | 2011-01-26 | 2012-08-16 | Disco Corp | 研削装置 |
| CN107728042A (zh) * | 2017-11-13 | 2018-02-23 | 睿力集成电路有限公司 | 具有保护测试的集成电路及其测试方法 |
| WO2023172336A1 (en) * | 2022-03-09 | 2023-09-14 | Applied Materials, Inc. | Eddy current monitoring to detect vibration in polishing |
| WO2024196556A1 (en) * | 2023-03-17 | 2024-09-26 | Applied Materials, Inc. | Method for detection of wafer slippage |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11860A (ja) * | 1997-06-12 | 1999-01-06 | Mitsubishi Materials Corp | ウェーハ研磨装置 |
| JP2004195629A (ja) * | 2002-12-20 | 2004-07-15 | Ebara Corp | 研磨装置 |
| JP2006263876A (ja) * | 2005-03-24 | 2006-10-05 | Renesas Technology Corp | 研磨装置、研磨方法および半導体装置の製造方法 |
| JP2007311503A (ja) * | 2006-05-17 | 2007-11-29 | Tokyo Seimitsu Co Ltd | 静電結合分布インダクタンス型センサを用いたウェーハ異常発生検出装置 |
| WO2008044786A1 (en) * | 2006-10-06 | 2008-04-17 | Ebara Corporation | Machining end point detecting method, grinding method, and grinder |
-
2008
- 2008-08-05 JP JP2008201915A patent/JP5210083B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11860A (ja) * | 1997-06-12 | 1999-01-06 | Mitsubishi Materials Corp | ウェーハ研磨装置 |
| JP2004195629A (ja) * | 2002-12-20 | 2004-07-15 | Ebara Corp | 研磨装置 |
| JP2006263876A (ja) * | 2005-03-24 | 2006-10-05 | Renesas Technology Corp | 研磨装置、研磨方法および半導体装置の製造方法 |
| JP2007311503A (ja) * | 2006-05-17 | 2007-11-29 | Tokyo Seimitsu Co Ltd | 静電結合分布インダクタンス型センサを用いたウェーハ異常発生検出装置 |
| WO2008044786A1 (en) * | 2006-10-06 | 2008-04-17 | Ebara Corporation | Machining end point detecting method, grinding method, and grinder |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012152859A (ja) * | 2011-01-26 | 2012-08-16 | Disco Corp | 研削装置 |
| CN107728042A (zh) * | 2017-11-13 | 2018-02-23 | 睿力集成电路有限公司 | 具有保护测试的集成电路及其测试方法 |
| CN107728042B (zh) * | 2017-11-13 | 2023-08-22 | 长鑫存储技术有限公司 | 具有保护测试的集成电路及其测试方法 |
| WO2023172336A1 (en) * | 2022-03-09 | 2023-09-14 | Applied Materials, Inc. | Eddy current monitoring to detect vibration in polishing |
| WO2024196556A1 (en) * | 2023-03-17 | 2024-09-26 | Applied Materials, Inc. | Method for detection of wafer slippage |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5210083B2 (ja) | 2013-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5513795B2 (ja) | 研磨方法および装置 | |
| TWI572441B (zh) | 硏磨方法及裝置 | |
| US9632061B2 (en) | Eddy current sensor and polishing method | |
| KR101090951B1 (ko) | 기판폴리싱장치 및 기판폴리싱방법 | |
| US6957998B2 (en) | Polishing apparatus | |
| TWI598948B (zh) | 研磨監視方法、研磨終點檢測方法及研磨裝置 | |
| US20110124269A1 (en) | Eddy current sensor and polishing method and apparatus | |
| JP5730747B2 (ja) | 渦電流センサ並びに研磨方法および装置 | |
| US9068814B2 (en) | Polishing monitoring method, polishing apparatus and monitoring apparatus | |
| US8657644B2 (en) | Eddy current sensor and polishing method and apparatus | |
| KR20130093618A (ko) | 유지 링에 의한 기판 엣지 튜닝 | |
| JP4996331B2 (ja) | 基板研磨装置および基板研磨方法 | |
| JP2007331108A (ja) | 基板研磨装置および基板研磨方法 | |
| JP5210083B2 (ja) | 研磨方法および装置 | |
| JP2017152471A (ja) | 研磨装置 | |
| JP6181622B2 (ja) | 研磨装置および研磨方法 | |
| US7264537B1 (en) | Methods for monitoring a chemical mechanical planarization process of a metal layer using an in-situ eddy current measuring system | |
| US20240308019A1 (en) | Method for detection of wafer slippage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100812 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120619 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120621 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120816 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130222 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160301 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5210083 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |