JP2010029994A - クランクシャフトのセンタ穴加工装置及び加工方法 - Google Patents
クランクシャフトのセンタ穴加工装置及び加工方法 Download PDFInfo
- Publication number
- JP2010029994A JP2010029994A JP2008195806A JP2008195806A JP2010029994A JP 2010029994 A JP2010029994 A JP 2010029994A JP 2008195806 A JP2008195806 A JP 2008195806A JP 2008195806 A JP2008195806 A JP 2008195806A JP 2010029994 A JP2010029994 A JP 2010029994A
- Authority
- JP
- Japan
- Prior art keywords
- material crankshaft
- crankshaft
- center hole
- main clamper
- chuck
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 31
- 239000000463 material Substances 0.000 claims abstract description 160
- 238000012545 processing Methods 0.000 claims abstract description 93
- 238000003754 machining Methods 0.000 claims abstract description 31
- 238000005259 measurement Methods 0.000 claims description 60
- 238000003801 milling Methods 0.000 claims description 13
- 238000005553 drilling Methods 0.000 claims description 5
- 238000003672 processing method Methods 0.000 claims 1
- 238000006073 displacement reaction Methods 0.000 description 24
- 238000013461 design Methods 0.000 description 11
- 238000004364 calculation method Methods 0.000 description 8
- 230000005484 gravity Effects 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 210000000078 claw Anatomy 0.000 description 3
- 238000005242 forging Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B49/00—Measuring or gauging equipment on boring machines for positioning or guiding the drill; Devices for indicating failure of drills during boring; Centering devices for holes to be bored
- B23B49/04—Devices for boring or drilling centre holes in workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2215/00—Details of workpieces
- B23B2215/20—Crankshafts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/03—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/05—Cutting by use of rotating axially moving tool with means to weigh or test work or product
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Drilling And Boring (AREA)
- Testing Of Balance (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Milling Processes (AREA)
- Turning (AREA)
Abstract
【解決手段】このセンタ穴加工装置は、素材クランクシャフト1の両端面に加工用センタ穴を形成するための装置であって、メインクランパ15と、求芯チャック16と、加工刃具17と、を備えている。メインクランパ15は素材クランクシャフト1を把持して固定する。求芯チャック16は、メインクランパ15に把持された状態の素材クランクシャフト1の両端部を、素材クランクシャフト1の形状測定のために、メインクランパ15に把持された姿勢のままでチャック可能である。加工刃具17はメインクランパ15に把持された素材クランクシャフト1の両端部にセンタ穴を形成する。
【選択図】図4
Description
を備えたセンタ穴加工方法。
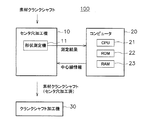
図1に、本発明の一実施形態に係るセンタ穴加工機10を含むクランクシャフト加工システムを示す。このクランクシャフト加工システム100は、素材クランクシャフトの両端面にセンタ穴を加工するセンタ穴加工機10と、素材クランクシャフトの両端面に加工されるセンタ穴の位置を決定する処理装置の一例としてのコンピュータ20と、センタ穴が加工された素材クランクシャフトに対して所定の加工を行うクランクシャフト加工機30とを有する。
図2に示した素材クランクシャフトは、本発明の一実施形態によるセンタ穴加工機10によって加工される素材クランクシャフトの一例であり、ここでは直列4気筒エンジン用の素材クランクシャフトを示している。この素材クランクシャフト1は、図3に示すように、上型2と下型3とを用いて鍛造により成形されたものである。なお、鋳造によって成形された素材クランクシャフトについても、本発明を同様に適用できることはもちろんである。
図4はセンタ穴加工機10の平面図である。また、図5は図4の矢印A方向から視た斜視部分図であり、図6は矢印B方向から視た斜視部分図である。
以上のように構成されたセンタ穴加工機10の制御処理を、図7の動作シーケンス図を用いて説明する。
以下、前述のステップS5において得られた素材クランクシャフト1の測定データから、実形状データを再現する処理について説明する。
以上から明らかなように、素材クランクシャフトの実形状を再現するためには、クランクシャフトを複数の部位に分けて処理することが効果的であることがわかる。ここでは、図9に示すように、クランクシャフトを各円筒部及び各カウンタウェイトに分け、さらにこれらの部位を上型と下型で成形される部位に分けて解析することとする。そして、各ジャーナルについてはアンバランスにほとんど影響を与えないので、本実施形態では、各カウンタウェイトについてのみ処理を実行することとする。
前述のように、形状測定機としてのレーザ変位計11によって素材クランクシャフト1の形状を測定する。測定個所は、クランクシャフトの各部位の変位量がわかる位置とする。具体的には、図10の●で示すように、各カウンタウェイトの外周輪郭位置及び側面軸方向位置である。なお、図10では測定位置を模式的に示したものであり、実際はより多くの位置で形状を測定している。
型ずれによる各部位のずれ量を算出するために、ベストフィット法を用いる。すなわち、図10に示すように、測定により得られたデータは設計値に対して位置、角度のずれが生じているので、この測定値と設計値に対して最小二乗法を適用する。具体的には、設計データを測定値に合うように移動、回転させ、データ誤差の二乗和が最小になる位置を見つけ出す。
前述の処理によってカウンタウェイトの各部位が移動された結果、図11(a)(b)に示すように、各部位U,Dは幾何学的にはつながらないことになる。すなわち、図11(a)に示すように各部位同士が離れるか、図11(b)に示すように各部位同士が重なることになる。多くのケースでは、上型部位Uと下型部位Dとは離れる傾向にあるが、実形状データを再現するためには、この幾何学的につながっていない部分のデータ補間を行う必要がある。
次に、各部位(U,D,Mu,Md)を質点としてとらえて、先の処理で得られた各部位の質量及び重心から、32個の質点(ここでは直列4気筒用のクランクシャフトであるので4×8=32個)の慣性中心線を、慣性中心線周りの慣性乗積が0(ゼロ)であるという条件から、3次元の直線方程式を解くことによって求める。
以上のような本実施形態の特徴は、以下の通りである。
(a)前記実施形態では、素材クランクシャフトの実形状データの再現処理及びセンタ穴位置の決定処理に際して、カウンタウェイト外周部の形状を測定し、各カウンタウェイトの質量及び重心ずれを算出し、その結果に基づいて慣性中心を求めるようにしたが、以下のような方法によっても実現が可能である。
10 センタ穴加工機
11 形状測定機
12 ベース部
13a,13b 側部
15 メインクランパ
16 求芯チャック
17 加工刃具
17a フライス加工用刃
17b ドリル刃
Claims (7)
- 素材クランクシャフトの両端面に加工用センタ穴を形成するためのセンタ穴加工装置であって、
素材クランクシャフトを把持して固定するメインクランパと、
前記メインクランパに把持された状態の素材クランクシャフトの両端部を、前記素材クランクシャフトの形状測定のために、前記メインクランパに把持された姿勢のままでチャック可能な測定用チャックと、
前記メインクランパに把持された素材クランクシャフトの両端部にセンタ穴を形成する加工部と、
を備えたセンタ穴加工装置。 - 前記メインクランパは、前記加工部による素材クランシャフトの加工時に、前記測定用チャックに把持された素材クランクシャフトの姿勢が維持された状態で把持する、請求項1に記載のセンタ穴加工装置。
- 前記測定用チャックに把持された素材クランクシャフトの形状を測定する形状測定部をさらに備え、
前記加工部は前記形状測定部からの測定データに基づいてセンタ穴を加工する、
請求項1又は2に記載のセンタ穴加工装置。 - 前記加工部は、素材クランクシャフトの両端面にフライス加工を行うフライス加工部と、フライス加工された素材クランクシャフトの両端面にセンタ穴を形成するドリル加工部と、を有している、請求項1から3のいずれかに記載のセンタ穴加工装置。
- 前記測定用チャックと前記加工部とは、1つの移動自在な部材に支持されて、前記メインクランパに把持された素材クランクシャフトの両端面に選択的に対向可能である、
請求項1から4のいずれかに記載のセンタ穴加工装置。 - 前記メインクランパ、前記測定用チャック及び前記加工部の作動を制御する制御部をさらに備え、
前記制御部の制御によって、
前記メインクランパは素材クランクシャフトを把持して固定し、
前記測定用チャックは前記メインクランパに把持された状態の素材クランクシャフトの両端部を、前記メインクランパに把持された姿勢のままでチャックし、
前記メインクランパは、前記測定用チャックにチャックされた素材クランプの把持を解除し、
前記測定用チャックは素材クランクシャフトの形状測定の際に前記素材クランクシャフトをチャックし続け、
前記メインクランパは前記測定用チャックにチャックされ形状測定が終了した素材クランクシャフトを前記測定用チャックに把持された姿勢のままで再度把持して固定し、
前記測定用チャックは前記メインクランパに把持された素材クランクシャフトのチャックを解除し、
前記加工部は前記メインクランパに把持して固定された素材クランクシャフトを加工する、
請求項1から5のいずれかに記載のセンタ穴加工装置。 - 素材クランクシャフトの両端面に加工用センタ穴を形成するためのセンタ穴加工方法であって、
素材クランクシャフトをメインクランパにより把持して固定する第1ステップと、
前記メインクランパに把持された状態の素材クランクシャフトの両端部を、前記メインクランパに把持された姿勢のままで測定用チャックによりチャックする第2ステップと、
前記測定用チャックにチャックされた素材クランプの形状を測定する第3ステップと、
形状測定が終了した素材クランクシャフトを、前記測定用チャックに把持された姿勢のままで前記メインクランパにより再度把持して固定する第4ステップと、
前記メインクランパに把持された素材クランクシャフトの両端面にセンタ穴を形成する第5ステップと、
を備えたセンタ穴加工方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008195806A JP5296444B2 (ja) | 2008-07-30 | 2008-07-30 | クランクシャフトのセンタ穴加工装置及び加工方法 |
| US12/994,885 US20110085865A1 (en) | 2008-07-30 | 2009-06-24 | Device and method for boring center hole of crankshaft |
| KR1020107025936A KR101243072B1 (ko) | 2008-07-30 | 2009-06-24 | 크랭크샤프트의 센터홀 가공 장치 및 가공 방법 |
| CN200980123906.XA CN102066027B (zh) | 2008-07-30 | 2009-06-24 | 曲轴的中心孔加工装置及加工方法 |
| ES09802804.6T ES2688477T3 (es) | 2008-07-30 | 2009-06-24 | Dispositivo y método para perforar un agujero central de cigüeñal |
| EP09802804.6A EP2308622B1 (en) | 2008-07-30 | 2009-06-24 | Device and method for boring center hole of crankshaft |
| PCT/JP2009/061515 WO2010013559A1 (ja) | 2008-07-30 | 2009-06-24 | クランクシャフトのセンタ穴加工装置及び加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008195806A JP5296444B2 (ja) | 2008-07-30 | 2008-07-30 | クランクシャフトのセンタ穴加工装置及び加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029994A true JP2010029994A (ja) | 2010-02-12 |
| JP5296444B2 JP5296444B2 (ja) | 2013-09-25 |
Family
ID=41610263
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008195806A Expired - Fee Related JP5296444B2 (ja) | 2008-07-30 | 2008-07-30 | クランクシャフトのセンタ穴加工装置及び加工方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20110085865A1 (ja) |
| EP (1) | EP2308622B1 (ja) |
| JP (1) | JP5296444B2 (ja) |
| KR (1) | KR101243072B1 (ja) |
| CN (1) | CN102066027B (ja) |
| ES (1) | ES2688477T3 (ja) |
| WO (1) | WO2010013559A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245569A (ja) * | 2011-05-25 | 2012-12-13 | Toyota Motor Corp | センタ穴形成装置およびその方法 |
| DE112011103537T5 (de) | 2010-10-22 | 2013-08-01 | Komatsu Ntc Ltd. | Zentrierverfahren und Vorrichtung |
| EP2713139A1 (en) | 2012-10-01 | 2014-04-02 | Komatsu NTC Ltd. | External form measuring apparatus |
| KR20150112929A (ko) | 2013-01-31 | 2015-10-07 | 코마츠 엔티씨 가부시끼가이샤 | 크랭크샤프트 가공 시스템 및 크랭크샤프트 가공 방법 |
| JP2018189491A (ja) * | 2017-05-02 | 2018-11-29 | コマツNtc株式会社 | センタ穴決定装置 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010110133A1 (ja) * | 2009-03-26 | 2010-09-30 | 本田技研工業株式会社 | クランクシャフトおよびその製造方法 |
| JP5324284B2 (ja) * | 2009-03-27 | 2013-10-23 | 本田技研工業株式会社 | クランクシャフトの製造装置および製造方法 |
| CN102091936B (zh) * | 2011-01-24 | 2013-12-11 | 青岛淄柴博洋柴油机股份有限公司 | 曲轴油孔的加工方法 |
| CN103781577B (zh) * | 2011-06-17 | 2015-11-25 | Etxe-Tar有限公司 | 用于加工曲轴端部的机床及方法 |
| CN102528110B (zh) * | 2011-07-01 | 2013-11-20 | 武汉重工铸锻有限责任公司 | 中速机曲轴主轴颈中心油孔的加工方法 |
| JP5910480B2 (ja) * | 2012-12-12 | 2016-04-27 | マツダ株式会社 | 鍛造回転体のセンタ穴の加工方法及びその加工システム |
| EP2769806B1 (de) * | 2013-02-21 | 2014-12-17 | Supfina Grieshaber GmbH & Co. KG | Vorrichtung und System zur Finishbearbeitung eines Werkstücks in Form einer Kurbelwelle oder einer Nockenwelle |
| CN103817487A (zh) * | 2014-03-11 | 2014-05-28 | 宁波固远管件有限公司 | 一种旋风碎屑切削加工工艺 |
| US10047824B2 (en) * | 2014-07-29 | 2018-08-14 | Deere & Company | Method for pre-balancing and machining a crankshaft based on a mass distribution method |
| CN104289878A (zh) * | 2014-08-12 | 2015-01-21 | 浙江太阳股份有限公司 | 提高曲轴粗加工装夹精度的方法及应用此方法的套车刀具 |
| JP6250900B2 (ja) * | 2015-09-29 | 2017-12-20 | ファナック株式会社 | 工作機械とロボットとの協働によってワークを加工する方法 |
| US10190933B2 (en) * | 2016-11-01 | 2019-01-29 | Dominion Technologies Group, Inc. | Crankshaft balancer machine |
| RU181062U1 (ru) * | 2018-01-09 | 2018-07-04 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ" (КНИТУ-КАИ) | Устройство для определения координат центра отверстия |
| US10821527B2 (en) * | 2018-10-03 | 2020-11-03 | GM Global Technology Operations LLC | Method of manufacturing a crankshaft |
| KR102692125B1 (ko) * | 2019-12-03 | 2024-08-05 | 현대자동차 주식회사 | 크랭크 샤프트의 센터홈 가공 머시닝 센터 및 이를 이용한 크랭크 샤프트의 센터홈 가공 방법 |
| CN111408966B (zh) * | 2020-05-11 | 2021-06-11 | 台州辉裕汽配有限公司 | 一种汽车曲轴中心孔cnc加工钻孔定位模具 |
| JP7588015B2 (ja) * | 2021-03-25 | 2024-11-21 | コマツNtc株式会社 | センタ穴決定装置およびセンタ穴決定方法 |
| KR102513002B1 (ko) * | 2022-11-17 | 2023-03-21 | 정성래 | 편심크랭크샤프트의 위상고정장치 |
| CN119077001B (zh) * | 2024-11-07 | 2025-03-14 | 常州东盟机械有限公司 | 一种轴承座加工系统及其加工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS546188A (en) * | 1977-06-16 | 1979-01-18 | Komatsu Ltd | Recentering machine |
| JP2002018658A (ja) * | 2000-07-05 | 2002-01-22 | Nagahama Seisakusho:Kk | マスセンタリングマシン |
| JP2007136604A (ja) * | 2005-11-17 | 2007-06-07 | Komatsu Machinery Corp | 軸製品加工装置及び軸製品加工方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3162927A (en) * | 1961-03-13 | 1964-12-29 | Parker Engineering & Res Co | Cutting machine |
| US3479735A (en) * | 1966-12-05 | 1969-11-25 | Miles Machinery Co | Shaft end machining method and machine tool |
| JPS5176682A (ja) | 1974-12-17 | 1976-07-02 | Honda Engineering | Kurankushafutosozaino sentaaanaakekakohoho oyobi sochi |
| AT394452B (de) * | 1990-07-13 | 1992-04-10 | Gfm Fertigungstechnik | Verfahren zum wuchtenden zentrieren teilweise spanend zu bearbeitender werkstuecke, insbesondere kurbelwellen |
| CN2647476Y (zh) * | 2003-07-03 | 2004-10-13 | 机科发展科技股份有限公司 | 曲轴中心孔修正机 |
-
2008
- 2008-07-30 JP JP2008195806A patent/JP5296444B2/ja not_active Expired - Fee Related
-
2009
- 2009-06-24 WO PCT/JP2009/061515 patent/WO2010013559A1/ja not_active Ceased
- 2009-06-24 KR KR1020107025936A patent/KR101243072B1/ko active Active
- 2009-06-24 US US12/994,885 patent/US20110085865A1/en not_active Abandoned
- 2009-06-24 EP EP09802804.6A patent/EP2308622B1/en not_active Not-in-force
- 2009-06-24 ES ES09802804.6T patent/ES2688477T3/es active Active
- 2009-06-24 CN CN200980123906.XA patent/CN102066027B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS546188A (en) * | 1977-06-16 | 1979-01-18 | Komatsu Ltd | Recentering machine |
| JP2002018658A (ja) * | 2000-07-05 | 2002-01-22 | Nagahama Seisakusho:Kk | マスセンタリングマシン |
| JP2007136604A (ja) * | 2005-11-17 | 2007-06-07 | Komatsu Machinery Corp | 軸製品加工装置及び軸製品加工方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE112011103537T5 (de) | 2010-10-22 | 2013-08-01 | Komatsu Ntc Ltd. | Zentrierverfahren und Vorrichtung |
| JP2012245569A (ja) * | 2011-05-25 | 2012-12-13 | Toyota Motor Corp | センタ穴形成装置およびその方法 |
| EP2713139A1 (en) | 2012-10-01 | 2014-04-02 | Komatsu NTC Ltd. | External form measuring apparatus |
| JP2014071068A (ja) * | 2012-10-01 | 2014-04-21 | Komatsu Ntc Ltd | 外形測定装置 |
| KR20150112929A (ko) | 2013-01-31 | 2015-10-07 | 코마츠 엔티씨 가부시끼가이샤 | 크랭크샤프트 가공 시스템 및 크랭크샤프트 가공 방법 |
| US10189096B2 (en) | 2013-01-31 | 2019-01-29 | Komatsu Ntc Ltd. | Crankshaft machining system and crankshaft machining method |
| JP2018189491A (ja) * | 2017-05-02 | 2018-11-29 | コマツNtc株式会社 | センタ穴決定装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2688477T3 (es) | 2018-11-02 |
| CN102066027A (zh) | 2011-05-18 |
| JP5296444B2 (ja) | 2013-09-25 |
| KR20110005276A (ko) | 2011-01-17 |
| US20110085865A1 (en) | 2011-04-14 |
| KR101243072B1 (ko) | 2013-03-13 |
| CN102066027B (zh) | 2014-04-23 |
| EP2308622B1 (en) | 2018-08-01 |
| EP2308622A4 (en) | 2016-11-09 |
| EP2308622A1 (en) | 2011-04-13 |
| WO2010013559A1 (ja) | 2010-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5296444B2 (ja) | クランクシャフトのセンタ穴加工装置及び加工方法 | |
| JP4791577B2 (ja) | 処理装置、センタ穴加工システム、センタ穴位置決定プログラム、及びセンタ穴位置決定方法 | |
| JP5135104B2 (ja) | クランクシャフトのセンタ穴決定方法及び装置 | |
| JP6340323B2 (ja) | クランクシャフト加工システム及びクランクシャフト加工方法 | |
| KR101413053B1 (ko) | 축 소재의 센터홀 가공 방법 및 센터홀 가공 장치 | |
| JP6336488B2 (ja) | 機械加工軸線を決定するための方法及び装置 | |
| JP2021084157A (ja) | クランクシャフトの加工システム及び加工方法 | |
| JP2022149982A (ja) | センタ穴決定装置およびセンタ穴決定方法 | |
| JP6793593B2 (ja) | クランクシャフト形状測定機およびクランクシャフト形状測定方法 | |
| JP2018080994A (ja) | クランクシャフト形状測定機およびクランクシャフト形状測定方法 | |
| JP2018115902A (ja) | クランクシャフト形状測定機およびクランクシャフト形状測定方法 | |
| JP2025097639A (ja) | 鋳造回転体の測定システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20110310 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20121218 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130305 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130613 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5296444 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |