JP2010029922A - 押し出しによる金属管の製造方法、マンドレル及び押出装置 - Google Patents
押し出しによる金属管の製造方法、マンドレル及び押出装置 Download PDFInfo
- Publication number
- JP2010029922A JP2010029922A JP2008196348A JP2008196348A JP2010029922A JP 2010029922 A JP2010029922 A JP 2010029922A JP 2008196348 A JP2008196348 A JP 2008196348A JP 2008196348 A JP2008196348 A JP 2008196348A JP 2010029922 A JP2010029922 A JP 2010029922A
- Authority
- JP
- Japan
- Prior art keywords
- mandrel
- extrusion
- temperature
- metal tube
- longitudinal direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Extrusion Of Metal (AREA)
Abstract
【解決手段】金属材料を押し出す方向に延在し、製造される金属管の内周を形成するマンドレルと、金属管の外周を形成するダイスとを用いた押し出しによる金属管の製造方法であって、前記マンドレルを加熱する加熱工程と、前記マンドレルの温度を押し出しの目標設定温度に調整する温度調整工程と、金属材料を押し出す押出工程と、を有し、前記温度調整工程が、前記マンドレルをバーナーで加熱するとともに潤滑剤を塗布する作業と、前記マンドレルの内部に流体を流すことで該マンドレルの温度を降下させる作業と、前記マンドレルの延在する長手方向の温度差を確認する作業と、を備えることを特徴とする。
【選択図】図3
Description
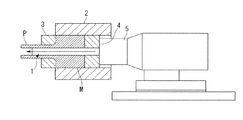
一般に、このような押し出しによる金属管の製造では、押出装置に金属管の内周を形成するマンドレル及び金属管の外周を形成するダイスが備えられ、これらマンドレルとダイスとの間隙からビレットを押し出すことで、金属管が製造される。
このように偏肉不良や外観不良が生じることで、製品の歩留まりが悪くなり、金属管の製造には多くの費用が掛かっていた。
すなわち本発明は、金属材料を押し出す方向に延在し、製造される金属管の内周を形成するマンドレルと、金属管の外周を形成するダイスとを用いた押し出しによる金属管の製造方法であって、前記マンドレルを加熱する加熱工程と、前記マンドレルの温度を押し出しの目標設定温度に調整する温度調整工程と、金属材料を押し出す押出工程と、を有し、前記温度調整工程が、前記マンドレルをバーナーで加熱するとともに潤滑剤を塗布する作業と、前記マンドレルの内部に流体を流すことで該マンドレルの温度を降下させる作業と、前記マンドレルの延在する長手方向の温度差を確認する作業と、を備えることを特徴とする。
本発明に係る押し出しによる金属管の製造方法によれば、温度調整工程におけるマンドレルの長手方向の温度差が目標設定温度の20℃以内の範囲に設定されるので、マンドレルの潤滑状態が安定し、押し出し時に、マンドレルが早期にセンタリングし、押し出した金属管の偏肉不良や外観不良がより確実に防止され、品質の高い金属管が製造できる。
本発明に係る押し出しによる金属管の製造方法によれば、加熱工程で、予めマンドレルを押し出しの目標設定温度よりも昇温させておき、次いで温度調整工程で、マンドレルの内部に冷却水等の流体を流すことで、マンドレルの温度を目標設定温度に降下させるようにしている。よって、例えば温度調整を低温から高温に向け加熱により行うような場合に比べ、短時間でより精度よく調整作業が行える。
また、このようにマンドレルが冷却されることで、該マンドレルの剛性が確保され、押し出し時の曲がり等の変形が防止されるので、マンドレルの寿命が延長される。
本発明に係る押出装置によれば、製造する金属管の偏肉不良や外観不良を防止でき、品質を向上できる。
また、押し出した金属管の寸法精度が充分に確保され、表面品質が向上するため、製造後に切削加工等を特に必要としない所謂ネットシェイプ部品として用いることができる。
まず、図3に示すように、マンドレル加熱工程(加熱工程)として、押出装置20から取り外した状態のマンドレル1を、加熱炉等で予め加熱しておく。このマンドレル1の加熱は、押し出し時のマンドレル1の設定温度(目標設定温度)よりも昇温させるように行う。
さらに、本実施形態のように比較的外形の大きなビレットMを用いた場合でも、従来に比し押出圧力を低減させることができるので、一度で押し出しできる金属管Pの全長が増大し、作業性及び生産性が向上する。
また、このようにマンドレル1が冷却されることで、該マンドレル1の剛性が確保され、押し出し時の曲がり等の変形が防止されるので、マンドレル1の寿命が延長される。
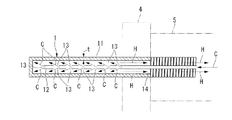
例えば、本実施形態では、外装部11の肉厚tが、長手方向の各部において略一定に設定され、冷却水供給管12の外周の長手方向及び周方向に互いに間隔を開け複数の冷却水噴出穴13が設けられることとして説明したが、これに限定されるものではない。
また金属管Pの断面寸法やビレットMの外形寸法は本実施形態に限定されるものではない。
また、本実施形態では略円柱状のビレットMを用いることとして説明したが、それ以外の形状であってもよく、例えば略円筒状のビレットMを用いても構わない。
また、加熱工程においてマンドレル1を設定温度に対し略同一又は僅かに低い温度になるまで加熱しておき、次いで温度調整工程においてバーナーでさらに加熱して該マンドレル1の温度を設定温度よりも昇温させた後、マンドレル1を冷却して設定温度へ降下させることとしても構わない。
3 ダイス
11,31 外装部
12,32 冷却水供給管(流体供給部)
13,33 冷却水噴出穴(流体噴出穴)
14 冷却水排出部(流体排出部)
20 押出装置
M ビレット(金属材料)
P 金属管
t 外装部の肉厚
Claims (6)
- 金属材料を押し出す方向に延在し、製造される金属管の内周を形成するマンドレルと、金属管の外周を形成するダイスとを用いた押し出しによる金属管の製造方法であって、
前記マンドレルを加熱する加熱工程と、前記マンドレルの温度を押し出しの目標設定温度に調整する温度調整工程と、金属材料を押し出す押出工程と、を有し、
前記温度調整工程が、前記マンドレルをバーナーで加熱するとともに潤滑剤を塗布する作業と、前記マンドレルの内部に流体を流すことで該マンドレルの温度を降下させる作業と、前記マンドレルの延在する長手方向の温度差を確認する作業と、を備えることを特徴とする押し出しによる金属管の製造方法。 - 請求項1に記載の押し出しによる金属管の製造方法であって、
前記温度調整工程で、前記マンドレルの長手方向の温度差が前記目標設定温度の20℃以内の範囲に設定されることを特徴とする押し出しによる金属管の製造方法。 - 請求項1又は請求項2に記載の金属管の製造方法であって、
前記加熱工程で、前記マンドレルを前記目標設定温度よりも昇温させ、
前記温度調整工程で、前記マンドレルの温度を前記目標設定温度へ降下させることを特徴とする押し出しによる金属管の製造方法。 - 押し出しにより製造される金属管の内周を形成するためのマンドレルであって、
先端を封止された筒状の外装部と、
前記外装部に挿入され、該外装部の延在する長手方向に延びる筒状からなり、外周の長手方向に間隔を開け複数の流体噴出穴が形成された流体供給部と、
前記流体供給部の前記流体噴出穴から噴出した流体を排出する流体排出部と、を備えることを特徴とするマンドレル。 - 押し出しにより製造される金属管の内周を形成するためのマンドレルであって、
先端を封止された筒状の外装部と、
前記外装部に挿入され、該外装部の延在する長手方向に延びる筒状からなり、先端に流体噴出穴が形成された流体供給部と、
前記流体供給部の前記流体噴出穴から噴出した流体を排出する流体排出部と、を備え、
前記外装部は、長手方向の基端側から先端側に向かうに連れ、漸次その肉厚を増大させることを特徴とするマンドレル。 - マンドレルを用いて金属管を製造する押出装置であって、
前記マンドレルとして、請求項4又は請求項5に記載のマンドレルを用いたことを特徴とする押出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008196348A JP5182629B2 (ja) | 2008-07-30 | 2008-07-30 | 押し出しによる金属管の製造方法、マンドレル及び押出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008196348A JP5182629B2 (ja) | 2008-07-30 | 2008-07-30 | 押し出しによる金属管の製造方法、マンドレル及び押出装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029922A true JP2010029922A (ja) | 2010-02-12 |
| JP5182629B2 JP5182629B2 (ja) | 2013-04-17 |
Family
ID=41735051
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008196348A Expired - Fee Related JP5182629B2 (ja) | 2008-07-30 | 2008-07-30 | 押し出しによる金属管の製造方法、マンドレル及び押出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5182629B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016533899A (ja) * | 2013-10-16 | 2016-11-04 | ブルーンケ・ウルリヒ | 平坦なシート材を製造するための押出しプレス |
| CN116921492A (zh) * | 2023-09-19 | 2023-10-24 | 成都先进金属材料产业技术研究院股份有限公司 | 一种厚壁钛合金管材的制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5819396A (ja) * | 1981-07-28 | 1983-02-04 | Nippon Steel Corp | 鋼材の熱間成形用潤滑剤 |
| JPH0390212A (ja) * | 1989-09-01 | 1991-04-16 | Sumitomo Metal Ind Ltd | 稠密六方晶金属の熱間押出方法 |
| JPH1043804A (ja) * | 1996-08-05 | 1998-02-17 | Nkk Corp | 強冷却型プラグおよびその冷却方法 |
| JPH10328727A (ja) * | 1997-06-03 | 1998-12-15 | Sumitomo Metal Ind Ltd | 熱間押出製管用マンドレルの予熱方法およびその加熱装置 |
-
2008
- 2008-07-30 JP JP2008196348A patent/JP5182629B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5819396A (ja) * | 1981-07-28 | 1983-02-04 | Nippon Steel Corp | 鋼材の熱間成形用潤滑剤 |
| JPH0390212A (ja) * | 1989-09-01 | 1991-04-16 | Sumitomo Metal Ind Ltd | 稠密六方晶金属の熱間押出方法 |
| JPH1043804A (ja) * | 1996-08-05 | 1998-02-17 | Nkk Corp | 強冷却型プラグおよびその冷却方法 |
| JPH10328727A (ja) * | 1997-06-03 | 1998-12-15 | Sumitomo Metal Ind Ltd | 熱間押出製管用マンドレルの予熱方法およびその加熱装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016533899A (ja) * | 2013-10-16 | 2016-11-04 | ブルーンケ・ウルリヒ | 平坦なシート材を製造するための押出しプレス |
| CN116921492A (zh) * | 2023-09-19 | 2023-10-24 | 成都先进金属材料产业技术研究院股份有限公司 | 一种厚壁钛合金管材的制备方法 |
| CN116921492B (zh) * | 2023-09-19 | 2024-02-02 | 成都先进金属材料产业技术研究院股份有限公司 | 一种厚壁钛合金管材的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5182629B2 (ja) | 2013-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5827467A (en) | Method and apparatus for forming flanges on tubes | |
| TWI430856B (zh) | 多管道銅管的製造方法及製造設備 | |
| US8333092B2 (en) | Piercer, plug and method of manufacturing seamless pipe or tube | |
| US11638943B2 (en) | Method for manufacturing cold-forged, extruded aluminum alloy tube | |
| CN101549362A (zh) | 一种小尺寸镁合金棒管热挤压成型模具 | |
| JP5182629B2 (ja) | 押し出しによる金属管の製造方法、マンドレル及び押出装置 | |
| JP2010120072A (ja) | ダイカスト鋳造装置 | |
| JP5381349B2 (ja) | 回転ホイール式連続押出装置及び金属押出材の製造方法 | |
| CN105710182A (zh) | 一种长筒件板材旋压成形方法 | |
| CN105268753B (zh) | 一种挤压机及利用挤压机制备大口径厚壁无缝铜管的方法 | |
| KR100918612B1 (ko) | 후판 용접형 예비성형체를 이용한 유동성형 압력 용기제작 방법 | |
| CN105499293A (zh) | 一种利用挤压机制备大口径厚壁无缝铜管的方法 | |
| CN111112364B (zh) | 一种适用于弹体类深孔挤压件的阶梯式深孔挤压工艺 | |
| RU2248260C1 (ru) | Способ изготовления прецизионных длинномерных цилиндрических изделий, преимущественно биметаллических, и инструмент для его осуществления | |
| CN107808064B (zh) | 高炉风口前端帽体的短流程挤压成型工艺的优化设计方法 | |
| JP5678871B2 (ja) | 継目無管の製造方法 | |
| JP2017013102A (ja) | 継目無鋼管の製造方法 | |
| CN115139056A (zh) | 一种特殊宽铝合金薄板型材挤压生产工艺 | |
| JPH1029011A (ja) | フィン付き押出し鋼管の製造方法 | |
| JP2008213011A (ja) | 射出装置 | |
| CN116921485B (zh) | 多孔铝管挤压用充氮长寿命挤压模具 | |
| RU2816967C1 (ru) | Водоохлаждаемая оправка косовалкового прошивного стана, способ изготовления этой оправки и штамповая оснастка для ее изготовления | |
| KR102910698B1 (ko) | 착탈식 멘드렐 및 다이스를 갖는 단동식 압출 성형 장치 | |
| KR20120129671A (ko) | 비철금속 세경튜브 제조방법 및 이 방법으로 제조된 비철금속 세경튜브 | |
| JP7364875B2 (ja) | プレス穿孔機、および、継目無管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120515 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120717 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121221 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130103 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |