JP2010029874A - トランスファ装置 - Google Patents
トランスファ装置 Download PDFInfo
- Publication number
- JP2010029874A JP2010029874A JP2008191703A JP2008191703A JP2010029874A JP 2010029874 A JP2010029874 A JP 2010029874A JP 2008191703 A JP2008191703 A JP 2008191703A JP 2008191703 A JP2008191703 A JP 2008191703A JP 2010029874 A JP2010029874 A JP 2010029874A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- finger
- workpiece
- transfer device
- fingers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012546 transfer Methods 0.000 title claims abstract description 87
- 238000006073 displacement reaction Methods 0.000 claims abstract description 101
- 238000005242 forging Methods 0.000 claims description 28
- 238000000034 method Methods 0.000 claims description 19
- 238000012790 confirmation Methods 0.000 claims description 18
- 238000005259 measurement Methods 0.000 claims description 18
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 230000006835 compression Effects 0.000 description 15
- 238000007906 compression Methods 0.000 description 15
- 238000001514 detection method Methods 0.000 description 11
- 238000009434 installation Methods 0.000 description 10
- 230000002950 deficient Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000000694 effects Effects 0.000 description 5
- 238000003825 pressing Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images




Landscapes
- Forging (AREA)
- Press Drives And Press Lines (AREA)
Abstract
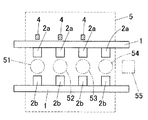
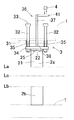
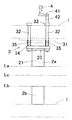
【解決手段】本発明のトランスファ装置は、並列に配置され、かつ開閉自在な一対のフィードバー1と、一対のフィードバー1の内側に互いに対向した状態に設けられ、かつ一対のフィードバーが閉じられた際に、ワークWを両側からチャックする一対のフィンガ2a,2bと、一対のフィンガ2a、2bのうち、少なくとも一方のフィンガ2aを、それに対応する一方のフィードバー1に開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構3と、一方のフィードバーd1に対して、一方のフィンガ2aの開閉方向の変位量を測定する変位量測定センサ4と、を備える。
【選択図】図2
Description
前記一対のフィードバーの内側に互いに対向した状態に設けられ、かつ前記一対のフィードバーが閉じられた際に、ワークを両側からチャックする一対のフィンガと、
前記一対のフィンガのうち、少なくとも一方のフィンガを、それに対応する一方のフィードバーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構と、
前記一方のフィードバーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサと、を備えたことを特徴とするトランスファ装置。
前記一対のフィードバーが閉じられた際に、複数の前記一対のフィンガによって、複数のワークがチャックされるようにした前項1〜3のいずれか1項に記載のトランスファ装置。
前記フィンガ連動部材の外側端部に、被測定部が設けられ、
前記変位量測定センサが、前記被測定部に対応した状態で前記一方のフィードバーに固定される前項1〜4のいずれか1項に記載のトランスファ装置
[6] 前記変位量測定センサが、非接触式センサによって構成される前項1〜5のいずれか1項に記載のトランスファ装置。
設置されたワークに対し鍛造加工を行うための鍛造用金型とを備え、
前記トランスファ装置によって、ワークをチャックした状態で、前記一対のフィードバーをその長さ方向に移動させてから、前記一対のフィードバーを開いて、ワークのチャックを解除することにより、そのワークを鍛造用金型に設置して、鍛造加工を行うようにしたことを特徴とする鍛造加工装置。
前記トランスファ装置によって、ワークをチャックした状態で、前記一対のフィードバーをその長さ方向に移動させてから、前記一対のフィードバーを開いて、ワークのチャックを解除することにより、そのワークを鍛造用金型に設置する工程と、
前記鍛造用金型に設置されたワークに対し鍛造加工を行う工程と、を含むことを特徴とする鍛造加工方法。
前記一対の開閉バーの内側に互いに対向した状態に設けられ、かつ前記一対のフィードバーが閉じられた際に、ワークを両側からチャックする一対のフィンガと、
前記一対のフィンガのうち、少なくともいずれか一方のフィンガを、それに対応する一方の開閉バーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構と、
前記一方の開閉バーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサと、を備えたことを特徴とするワークチャッキング装置。
前記一対のフィンガのうち、少なくとも一方のフィンガを、それに対応する一方のフィードバーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構を設置しておくとともに、
前記一方のフィードバーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサを設置しておき、
前記変位量測定センサからの情報に基づいて、前記一対のフィンガによるワークのチャック状態を確認するようにしたことを特徴とするトランスファ装置のチャック状態確認方法。
前記一対のフィンガのうち、少なくとも一方のフィンガを、それに対応する一方のフィードバーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構を設置しておくとともに、
前記一方のフィードバーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサを設置しておき、
前記変位量測定センサからの情報に基づいて、前記一方のフィードバーに対する前記一方のフィンガの初期状態での固定位置を調整するようにした特徴とするトランスファ装置のフィンガ位置調整方法。
センサと被測定物との間に、油や塵埃等の異物が介在しても測定精度に悪影響を受けにくいため、渦電流式変位センサを使用するのが、より一層好ましい。また言うまでもなく、渦流式変位センサを使用する場合、被測定物(被測定板)としては、渦電流が発生する金属製のものを使用する必要がある。
2a,2b…フィンガ
3…フィンガ支持機構
4…チャック状態確認センサ(変位量測定センサ)
41…被測定板(非測定部)
W…ワーク
Claims (12)
- 並列に配置され、かつ開閉自在な一対のフィードバーと、
前記一対のフィードバーの内側に互いに対向した状態に設けられ、かつ前記一対のフィードバーが閉じられた際に、ワークを両側からチャックする一対のフィンガと、
前記一対のフィンガのうち、少なくとも一方のフィンガを、それに対応する一方のフィードバーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構と、
前記一方のフィードバーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサと、を備えたことを特徴とするトランスファ装置。 - 前記変位量測定センサからの情報に基づいて、前記一対のフィンガによるワークのチャック状態を確認するようにした請求項1に記載のトランスファ装置。
- 前記変位量測定センサからの情報に基づいて、前記一方のフィードバーに対する前記一方のフィンガの初期状態での固定位置を調整するようにした請求項1または2に記載のトランスファ装置。
- 前記一対のフィンガが、前記一対のフィードバーにその長さ方向に沿って間隔をおいて複数設けられ、
前記一対のフィードバーが閉じられた際に、複数の前記一対のフィンガによって、複数のワークがチャックされるようにした請求項1〜3のいずれか1項に記載のトランスファ装置。 - 前記フィンガ支持機構は、前記一方のフィードバーの内側から外側にかけて貫通状態に配置され、かつ前記フィンガと連動して移動するフィンガ連動部材を有し、
前記フィンガ連動部材の外側端部に、被測定部が設けられ、
前記変位量測定センサが、前記被測定部に対応した状態で前記一方のフィードバーに固定される請求項1〜4のいずれか1項に記載のトランスファ装置 - 前記変位量測定センサが、非接触式センサによって構成される請求項1〜5のいずれか1項に記載のトランスファ装置。
- 前記変位量測定センサが、渦電流式変位センサによって構成される請求項1〜6のいずれか1項に記載のトランスファ装置。
- 請求項1〜7のいずれか1項に記載のトランスファ装置と、
設置されたワークに対し鍛造加工を行うための鍛造用金型とを備え、
前記トランスファ装置によって、ワークをチャックした状態で、前記一対のフィードバーをその長さ方向に移動させてから、前記一対のフィードバーを開いて、ワークのチャックを解除することにより、そのワークを鍛造用金型に設置して、鍛造加工を行うようにしたことを特徴とする鍛造加工装置。 - 請求項1〜7のいずれか1項に記載のトランスファ装置を用いた鍛造加工方法であって、
前記トランスファ装置によって、ワークをチャックした状態で、前記一対のフィードバーをその長さ方向に移動させてから、前記一対のフィードバーを開いて、ワークのチャックを解除することにより、そのワークを鍛造用金型に設置する工程と、
前記鍛造用金型に設置されたワークに対し鍛造加工を行う工程と、を含むことを特徴とする鍛造加工方法。 - 並列に配置され、かつ開閉自在な一対の開閉バーと、
前記一対の開閉バーの内側に互いに対向した状態に設けられ、かつ前記一対のフィードバーが閉じられた際に、ワークを両側からチャックする一対のフィンガと、
前記一対のフィンガのうち、少なくともいずれか一方のフィンガを、それに対応する一方の開閉バーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構と、
前記一方の開閉バーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサと、を備えたことを特徴とするワークチャッキング装置。 - 並列に配置され、かつ開閉自在な一対のフィードバーの内側に互いに対向した状態に一対のフィンガが設けられ、前記一対のフィードバーが閉じられた際に、前記一対のフィンガによってワークが両側からチャックされるようにしたトランスファ装置のチャック状態確認方法であって、
前記一対のフィンガのうち、少なくとも一方のフィンガを、それに対応する一方のフィードバーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構を設置しておくとともに、
前記一方のフィードバーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサを設置しておき、
前記変位量測定センサからの情報に基づいて、前記一対のフィンガによるワークのチャック状態を確認するようにしたことを特徴とするトランスファ装置のチャック状態確認方法。 - 並列に配置され、かつ開閉自在な一対のフィードバーの内側に互いに対向した状態に一対のフィンガが設けられ、前記一対のフィードバーが閉じられた際に、前記一対のフィンガによってワークが両側からチャックされるようにしたトランスファ装置のフィンガ位置調整方法であって、
前記一対のフィンガのうち、少なくとも一方のフィンガを、それに対応する一方のフィードバーに開閉方向に沿って移動自在に支持し、かつ閉じる方向に付勢するフィンガ支持機構を設置しておくとともに、
前記一方のフィードバーに対して、前記一方のフィンガの開閉方向の変位量を測定する変位量測定センサを設置しておき、
前記変位量測定センサからの情報に基づいて、前記一方のフィードバーに対する前記一方のフィンガの初期状態での固定位置を調整するようにした特徴とするトランスファ装置のフィンガ位置調整方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191703A JP5342823B2 (ja) | 2008-07-25 | 2008-07-25 | トランスファ装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191703A JP5342823B2 (ja) | 2008-07-25 | 2008-07-25 | トランスファ装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010029874A true JP2010029874A (ja) | 2010-02-12 |
| JP5342823B2 JP5342823B2 (ja) | 2013-11-13 |
Family
ID=41735009
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008191703A Active JP5342823B2 (ja) | 2008-07-25 | 2008-07-25 | トランスファ装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5342823B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012130944A (ja) * | 2010-12-22 | 2012-07-12 | Mitsubishi Motors Corp | 鍛造成形プレストランスファー装置 |
| CN108339899A (zh) * | 2017-12-27 | 2018-07-31 | 威唐力捷智能工业技术(无锡)有限公司 | 一种换模设备的固定装置 |
| CN118720031A (zh) * | 2024-07-26 | 2024-10-01 | 盐城程荣模塑有限公司 | 一种注塑件头部凹槽的冷镦模具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6071436U (ja) * | 1983-10-21 | 1985-05-20 | 日産自動車株式会社 | トランスフアプレスのミスフイ−ド検知装置 |
| JPS6385349U (ja) * | 1986-11-26 | 1988-06-03 | ||
| JP2002066669A (ja) * | 2000-08-25 | 2002-03-05 | Asahi-Seiki Mfg Co Ltd | トランスファスライドのワーク把持検出装置 |
-
2008
- 2008-07-25 JP JP2008191703A patent/JP5342823B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6071436U (ja) * | 1983-10-21 | 1985-05-20 | 日産自動車株式会社 | トランスフアプレスのミスフイ−ド検知装置 |
| JPS6385349U (ja) * | 1986-11-26 | 1988-06-03 | ||
| JP2002066669A (ja) * | 2000-08-25 | 2002-03-05 | Asahi-Seiki Mfg Co Ltd | トランスファスライドのワーク把持検出装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012130944A (ja) * | 2010-12-22 | 2012-07-12 | Mitsubishi Motors Corp | 鍛造成形プレストランスファー装置 |
| CN108339899A (zh) * | 2017-12-27 | 2018-07-31 | 威唐力捷智能工业技术(无锡)有限公司 | 一种换模设备的固定装置 |
| CN118720031A (zh) * | 2024-07-26 | 2024-10-01 | 盐城程荣模塑有限公司 | 一种注塑件头部凹槽的冷镦模具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5342823B2 (ja) | 2013-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100119320A1 (en) | Spindle device of machine tool | |
| JP5342823B2 (ja) | トランスファ装置 | |
| CN204686471U (zh) | 用于后桥加工的可监控夹紧力自定心夹紧装置 | |
| US20120227452A1 (en) | Method and system for controlling the quality of a stamped part | |
| CN101233383A (zh) | 用于研磨机的独立测量装置 | |
| JP2013078791A (ja) | 多段式鍛造プレス機のトランスファー装置 | |
| US11318582B2 (en) | Positioning guide device | |
| KR101413099B1 (ko) | 용접강관 시험장치 및 시험방법 | |
| KR101410205B1 (ko) | 소재 이송용 갠트리장치의 이송롤러 및 레일 상태 이상유무 검출방법 | |
| JP5686509B2 (ja) | トランスファープレス成形装置 | |
| WO2019073580A1 (ja) | スライドファスナー製造装置 | |
| KR20180065520A (ko) | 형상측정장치 및 이를 이용하는 하이드로포밍 성형 방법 | |
| JP7811555B2 (ja) | 缶ボディメーカの監視 | |
| US10799941B2 (en) | Flask mating misalignment detection method and detection device for molds with flasks | |
| CN119630532A (zh) | 金属加工方法以及金属加工系统 | |
| TWI632878B (zh) | 拉頭蓋的嵌縫檢查裝置 | |
| JP2013071162A (ja) | ヘミング加工装置 | |
| CZ2016647A3 (cs) | Zařízení pro kontrolu přesnosti tyčového materiálu | |
| JP2006334640A (ja) | 線材移送切断機 | |
| JP3424396B2 (ja) | 寸法測定装置 | |
| JP2019141889A (ja) | プレスブレーキ | |
| JP2003220441A (ja) | 締結状態の監視方法及びこの方法を用いる締結装置 | |
| JP4592191B2 (ja) | アプセッター及びアプセッターによるフランジ成形法 | |
| KR101571892B1 (ko) | 머시닝센터에 부착 적용되는 무선 송수신을 이용한 불량진단 모듈 | |
| JP6497172B2 (ja) | 金属加工装置及び金属部材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130723 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130812 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5342823 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |