JP2010026372A - 湾曲型液晶パネル及びその液晶パネルの製造方法 - Google Patents
湾曲型液晶パネル及びその液晶パネルの製造方法 Download PDFInfo
- Publication number
- JP2010026372A JP2010026372A JP2008189681A JP2008189681A JP2010026372A JP 2010026372 A JP2010026372 A JP 2010026372A JP 2008189681 A JP2008189681 A JP 2008189681A JP 2008189681 A JP2008189681 A JP 2008189681A JP 2010026372 A JP2010026372 A JP 2010026372A
- Authority
- JP
- Japan
- Prior art keywords
- sealing material
- liquid crystal
- curved
- substrates
- crystal panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Liquid Crystal (AREA)
Abstract
【解決手段】湾曲型液晶パネル100において、対向配置されるスイッチング素子基板110及びカラーフィルタ基板120と、これら基板間に配置される液晶140と、これら基板間に配置されて基板を貼り合わせるとともに液晶140を囲み封止するシール材130と、これら基板の少なくとも一部に形成された基板面とシール材130が共に湾曲される湾曲部とを備え、このシール材130が湾曲される部分におけるシール材130の液晶140に対して外側に、このシール材130を補強する補強材130adを形成する。
【選択図】図1
Description
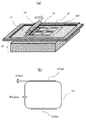
図1は、本発明の実施の形態1における液晶パネルの概略図である。以下、この液晶パネルの構成について図1を用いて説明する。図1(a)は液晶パネル全体を示した平面図、図1(b)は図1(a)における断面線A−Bでの断面図を示したものである。なお、図は模式的なものであり、示された構成要素の正確な大きさなどを反映するものではない。表示画素の繰り返し部分の省略及び膜構成の一部簡略化を行っている。また、図中、既出の図において説明したものと同一の構成要素には同一の符号を付し、その説明を省略する。以下の図においても同様とする。
実施の形態1においては、シール材及び補強材の塗布形成について、スクリーン印刷を用いてシール材の外側に距離を置く様に補強材を形成し、その後の貼り合わせ時において補強材とシール材を一体化させる方法について説明した。本実施の形態2においては、同様にスクリーン印刷を用いた場合での、形成される樹脂パターンについて一部変更した幾つかの変形例について図5及び図6を用いて説明する。これら変形例については、形成される樹脂パターンを変更した点を除くと実施の形態1の構成及び製造方法と大きく変わらないことから、詳細な構成及び製造方法の説明は省略して、具体的な樹脂パターンの変更点及び変更により生ずる効果の違いについて説明することとする。
実施の形態1及び実施の形態2においては、シール材及び補強材となる樹脂パターンの塗布形成について、スクリーン印刷を用いた方法について説明した。本実施の形態3においては、樹脂をノズルより吐出するディスペンサ方式を用いてシール材及び補強材となる樹脂パターンを塗布形成する場合について説明する。本実施の形態3については、形成される樹脂パターン及び形成方法などシール材形成工程を変更した点を除くと実施の形態1の構成及び製造方法と大きく変わらないことから、詳細な構成及び製造方法の説明は省略して、具体的なシール材形成工程の変更点及び変更により生ずる効果の違いについて説明することとする。
130,130v,130h,131 シール材、130ad,131ad 補強材、
140 液晶、14 スキージ。
Claims (9)
- 対向配置される一対の基板と、前記一対の基板間に配置される液晶と、前記一対の基板間に配置され、前記一対の基板を貼り合わせるとともに前記液晶を囲み封止するシール材と、前記一対の基板の少なくとも一部に形成された前記一対の基板の基板面と前記シール材が共に湾曲される湾曲部とを備え、
前記シール材が湾曲される部分における前記シール材の液晶に対して外側に前記シール材を補強する補強材が形成されることを特徴とする湾曲型液晶パネル。 - 補強材は、シール材と同一材料により該シール材と一体化したパターンに形成され、前記補強材と前記シール材の一体化したパターンの幅は前記シール材が湾曲されない部分における前記シール材のパターン幅よりも太く形成されることを特徴とする請求項1に記載の湾曲型液晶パネル。
- 補強材は、シール材と分離したパターンとなる様に形成されることを特徴とする請求項1に記載の湾曲型液晶パネル。
- 補強材は、前記シール材と同一材料により形成されることを特徴とする請求項3に記載の湾曲型液晶パネル。
- 補強材は、複数のパターンとなる様に形成されることを特徴とする請求項3或いは請求項4に記載の湾曲型液晶パネル。
- 一対の平面基板の少なくとも一方の基板に、所定の領域を囲むシール材を塗布形成する工程と、前記シール材における特定の部分において、前記シール材の前記所定の領域に対して外側に前記シール材と同一材料よりなる補強材を前記シール材と近接し離隔して塗布形成する工程と、前記一対の平面基板を対向して配置して貼り合わせ、前記近接し離隔して配置した補強材と前記シール材を前記一対の平面基板間に挟んで拡げて一体化したパターンとすることにより、前記特定の部分において、補強材と前記シール材の一体化したパターンの幅がその他の部分における前記シール材のパターン幅よりも太くなる様に形成する工程と、前記一対の平面基板の基板面と前記特定の部分における前記シール材が共に湾曲される湾曲部を前記一対の平面基板に形成する工程とを有することを特徴とする湾曲型液晶パネルの製造方法。
- シール材及び補強材を塗布形成する工程をスクリーン印刷により行い、補強材の長手方向と前記スクリーン印刷による塗布動作時におけるスキージの移動方向を同一方向とすることを特徴とする請求項6に記載の湾曲型液晶パネルの製造方法。
- 一対の平面基板の少なくとも一方の基板に、所定の領域を囲むシール材を塗布形成する工程と、前記シール材における特定の部分において、前記シール材の前記所定の領域に対して外側に前記シール材と同一材料よりなる補強材を前記シール材と一体化したパターンとなる様に塗布形成することにより、前記特定の部分において、補強材と前記シール材の一体化したパターンの幅がその他の部分における前記シール材のパターン幅よりも太くなる様に形成する工程と、前記一対の平面基板の基板面と前記特定の部分における前記シール材が共に湾曲される湾曲部を前記一対の平面基板に形成する工程とを有することを特徴とする湾曲型液晶パネルの製造方法。
- シール材及び補強材を塗布形成する工程を、シール材及び補強材を吐出するノズルを走査することにより行い、補強材の塗布時においてはノズルからシール材及び補強材を吐出する圧力を増加し吐出量を増加させることを特徴とする請求項8に記載の湾曲型液晶パネルの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008189681A JP5092965B2 (ja) | 2008-07-23 | 2008-07-23 | 湾曲型液晶パネル及びその液晶パネルの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008189681A JP5092965B2 (ja) | 2008-07-23 | 2008-07-23 | 湾曲型液晶パネル及びその液晶パネルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010026372A true JP2010026372A (ja) | 2010-02-04 |
| JP5092965B2 JP5092965B2 (ja) | 2012-12-05 |
Family
ID=41732245
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008189681A Expired - Fee Related JP5092965B2 (ja) | 2008-07-23 | 2008-07-23 | 湾曲型液晶パネル及びその液晶パネルの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5092965B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012120665A1 (ja) * | 2011-03-08 | 2012-09-13 | 次世代モバイル用表示材料技術研究組合 | 光学素子 |
| KR20140073648A (ko) * | 2012-12-04 | 2014-06-17 | 엘지디스플레이 주식회사 | 액정표시장치 및 그 제조방법 |
| CN104730773A (zh) * | 2013-12-18 | 2015-06-24 | 三星显示有限公司 | 弯曲显示装置及其制造方法 |
| US10514565B2 (en) | 2014-10-16 | 2019-12-24 | Sakai Display Products Corporation | Display apparatus |
| CN113589569A (zh) * | 2021-07-19 | 2021-11-02 | Tcl华星光电技术有限公司 | 液晶显示面板的制造方法以及液晶显示面板 |
| US11982909B2 (en) | 2021-07-19 | 2024-05-14 | Tcl China Star Optoelectronics Technology Co., Ltd. | Method for manufacturing a liquid crystal display panel and a liquid crystal display panel |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5316646A (en) * | 1976-07-29 | 1978-02-15 | Mitsubishi Electric Corp | Manufacture of display element |
| JPS61174514A (ja) * | 1985-01-30 | 1986-08-06 | Hitachi Ltd | 液晶表示素子 |
| JPS62238526A (ja) * | 1986-04-10 | 1987-10-19 | Stanley Electric Co Ltd | 曲面状液晶表示素子の製造方法 |
| JP2002258294A (ja) * | 2001-03-05 | 2002-09-11 | Matsushita Electric Ind Co Ltd | 液晶表示素子およびその製造方法 |
| JP2002341792A (ja) * | 2001-05-18 | 2002-11-29 | Minolta Co Ltd | 表示パネル及び該パネルを備えた曲面型表示装置 |
| JP2005134460A (ja) * | 2003-10-28 | 2005-05-26 | Seiko Epson Corp | 電気光学装置、電子機器、および電気光学装置の製造方法 |
-
2008
- 2008-07-23 JP JP2008189681A patent/JP5092965B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5316646A (en) * | 1976-07-29 | 1978-02-15 | Mitsubishi Electric Corp | Manufacture of display element |
| JPS61174514A (ja) * | 1985-01-30 | 1986-08-06 | Hitachi Ltd | 液晶表示素子 |
| JPS62238526A (ja) * | 1986-04-10 | 1987-10-19 | Stanley Electric Co Ltd | 曲面状液晶表示素子の製造方法 |
| JP2002258294A (ja) * | 2001-03-05 | 2002-09-11 | Matsushita Electric Ind Co Ltd | 液晶表示素子およびその製造方法 |
| JP2002341792A (ja) * | 2001-05-18 | 2002-11-29 | Minolta Co Ltd | 表示パネル及び該パネルを備えた曲面型表示装置 |
| JP2005134460A (ja) * | 2003-10-28 | 2005-05-26 | Seiko Epson Corp | 電気光学装置、電子機器、および電気光学装置の製造方法 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012120665A1 (ja) * | 2011-03-08 | 2012-09-13 | 次世代モバイル用表示材料技術研究組合 | 光学素子 |
| JP2012185457A (ja) * | 2011-03-08 | 2012-09-27 | Technology Research Association For Advanced Display Materials | 光学素子 |
| KR20140073648A (ko) * | 2012-12-04 | 2014-06-17 | 엘지디스플레이 주식회사 | 액정표시장치 및 그 제조방법 |
| KR101970490B1 (ko) * | 2012-12-04 | 2019-04-19 | 엘지디스플레이 주식회사 | 액정표시장치 및 그 제조방법 |
| CN104730773A (zh) * | 2013-12-18 | 2015-06-24 | 三星显示有限公司 | 弯曲显示装置及其制造方法 |
| KR20150071411A (ko) * | 2013-12-18 | 2015-06-26 | 삼성디스플레이 주식회사 | 곡면 표시 장치 및 이를 제조하는 방법 |
| US10317735B2 (en) | 2013-12-18 | 2019-06-11 | Samsung Display Co., Ltd. | Curved display device and method of manufacturing the same |
| CN104730773B (zh) * | 2013-12-18 | 2019-08-16 | 三星显示有限公司 | 弯曲显示装置及其制造方法 |
| KR102256566B1 (ko) * | 2013-12-18 | 2021-05-27 | 삼성디스플레이 주식회사 | 곡면 표시 장치 및 이를 제조하는 방법 |
| US10514565B2 (en) | 2014-10-16 | 2019-12-24 | Sakai Display Products Corporation | Display apparatus |
| CN113589569A (zh) * | 2021-07-19 | 2021-11-02 | Tcl华星光电技术有限公司 | 液晶显示面板的制造方法以及液晶显示面板 |
| US11982909B2 (en) | 2021-07-19 | 2024-05-14 | Tcl China Star Optoelectronics Technology Co., Ltd. | Method for manufacturing a liquid crystal display panel and a liquid crystal display panel |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5092965B2 (ja) | 2012-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6011133B2 (ja) | 液晶表示装置 | |
| JP5092965B2 (ja) | 湾曲型液晶パネル及びその液晶パネルの製造方法 | |
| US20090109369A1 (en) | Liquid crystal display device | |
| JP2012226264A (ja) | 液晶表示装置およびその製造方法 | |
| US20090079928A1 (en) | Cell for liquid crystal display devices and method of manufacturing same, and method of manufacturing liquid crystal display device | |
| JP5073297B2 (ja) | 液晶表示パネル及び液晶表示パネルの製造方法 | |
| US7408614B2 (en) | Liquid crystal display panel having seal pattern for easy cut line separation minimizing liquid crystal contamination and method of manufacturing the same | |
| JP2008221697A (ja) | シール印刷用スクリーン版、シール印刷方法及びこれらを用いて製造された液晶パネル | |
| JP2008094023A (ja) | スクリーン印刷装置、及び前記スクリーン印刷装置を用いて製造された液晶パネル | |
| JP2010054675A (ja) | 配向処理装置、配向処理方法及び液晶パネルの製造方法 | |
| JP2007025516A (ja) | 電気光学装置の製造方法、電気光学装置、シールマスク及びシール材印刷装置 | |
| US7807214B2 (en) | Dispensing apparatus for liquid crystal display panel and dispensing method using the same | |
| KR20110022381A (ko) | 액정표시패널의 제조방법 | |
| JP2008216966A (ja) | 電気光学装置の製造方法、電気光学装置及び電子機器 | |
| JP2011088403A (ja) | スクリーン印刷装置、スクリーン印刷方法および液晶パネルの製造方法 | |
| US20040169805A1 (en) | Apparatus for forming alignment film of liquid crystal display device and method for forming alignment film using the same | |
| JP5184055B2 (ja) | 液晶表示装置用セル | |
| JPH11119229A (ja) | 液晶表示素子および液晶表示素子の製造方法 | |
| JP2009058605A (ja) | 配向膜の形成方法及び装置 | |
| JP2003043487A (ja) | 液晶装置及びその製造装置 | |
| JP4126612B2 (ja) | 液晶表示パネルのディスペンサ | |
| JP5297097B2 (ja) | 表示パネル用対向基板、表示装置及び表示装置の製造方法 | |
| KR100928483B1 (ko) | 멀티도메인 액정표시장치의 제조 방법 | |
| JP2007025518A (ja) | 電気光学装置の製造方法及び電気光学装置 | |
| JP2010036551A (ja) | スクリーン印刷装置、スクリーン印刷方法及び液晶パネルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101216 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120718 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120903 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |