JP2010023368A - 中空構造体形成用基板及び中空構造体 - Google Patents
中空構造体形成用基板及び中空構造体 Download PDFInfo
- Publication number
- JP2010023368A JP2010023368A JP2008188585A JP2008188585A JP2010023368A JP 2010023368 A JP2010023368 A JP 2010023368A JP 2008188585 A JP2008188585 A JP 2008188585A JP 2008188585 A JP2008188585 A JP 2008188585A JP 2010023368 A JP2010023368 A JP 2010023368A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- hollow structure
- gelatin
- resin
- storage space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Landscapes
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
【解決手段】複数の凹部2からなるガス貯留空間部3を備えた基板1の表面に可塑性材料膜(G)を形成し、ガス貯留空間部3に閉じこめられたガスの膨張圧力により可塑性材料膜を延伸変形させて中空構造体5を作製するための中空構造体形成用基板であって、基板1の端部に平坦部4を備え、該平坦部4以外の基板1表面にガス貯留空間部3を配置した。
【選択図】図3
Description
また、他の従来技術として特許文献3に記載の発明が挙げられる。この発明では、規則的に配置された複数個の凹部からなるガス貯留空間部分が構成されている基板を用いて、可塑性樹脂をガスの膨張圧力により延伸変形させて、ハニカム構造体を形成している。
また、特許文献3に記載の発明では、ガスの膨張圧力により可塑性樹脂を延伸変形させているが、ガスの膨張圧力により基板の周辺部分の可塑性樹脂が基板から剥離するという問題がある。
図8は可塑性樹脂が塗布された基板の模式的断面図であり、(a)は可塑性樹脂の延伸変形前の様子を示し、(b)は延伸変形中の様子を示す図である。
(a)に示すように中空構造体の作製は、凹部102を有する基板101に中空構造体材料として可塑性樹脂104を塗布して、加熱により凹部102内のガスを膨張させて可塑性樹脂104を延伸変形させることにより行う。このとき、(b)に示すように、基板端部103の表面積が小さいため、凹部102内部のガスの膨張圧力で延伸変形中の中空構造体105のエッジ部分が基板101から剥離してしまう。剥離部分106は十分に延伸していないため、剥離部分106のセル107の体積が、剥離していない部分のセル108の体積より小さくなり、均一なハニカム構造体を形成できないという問題がある。
また、剥離を防止するため、基板と可塑性樹脂との親和性を良くし、可塑性樹脂と基板との密着性を向上させた場合、異なる問題が発生する。
この問題を解決するため、凹部111における可塑性樹脂112との親和性を制御して、可塑性樹脂112を形成するときに凹部111に可塑性樹脂112が浸入せず、更にガスの膨張圧力により可塑性樹脂112を延伸変形させるときに基板110から可塑性樹脂112が剥離しないようにすることは不可能ではない。しかし、凹部111の可塑性樹脂112との親和性を定量的に制御することは難しい。特に連続して延伸膨張を行う場合、凹部111の可塑性樹脂との親和性は毎回変化するため、この親和性を一定に制御しながら連続して延伸膨張を行うことは不可能に近い。
[従来例]
Cu基板に直径が120〜140μmで深さが30〜40μmの凹部を、中心間隔が150μmで六方最密になるようにエッチングで形成する。
可塑性樹脂としてゼラチン樹脂を用いる。ゼラチン樹脂は、MC−243(ゼライス株式会社製、粉末)を使用し、水に15〜20wt%の濃度となるように溶解させる。
この基板上にゼラチン樹脂の厚みが30〜60μmとなるようにスリットコーターを用いて膜を形成する。ゼラチン樹脂膜を形成後、5〜20kPaの減圧環境にし、凹部の空気を膨張させてゼラチン樹脂を延伸変形させる。
Cu基板の表面の処理を行わない場合、最初のゼラチン樹脂の延伸変形およびCu基板からのゼラチン中空構造体の離型は良好である。離型は、粘着シートにゼラチン中空構造体を転写して行う。しかし、2回目以降に連続してCu基板を使用するとCu基板の表面が親水性にシフトし、ゼラチン樹脂に対し親水性が強くなり、Cu基板の凹部にゼラチン樹脂が浸入する。そのため、中空部分の体積が不均一になるだけでなく、延伸変形させた中空構造体をCu基板から離型することができない。従って、ゼラチン樹脂とCu基板との親和性を疎水性にする必要がある。
フッ素処理やチオール処理を行った直後のCu基板は、疎水性が強く、ゼラチン樹脂を延伸変形させるとCu基板からゼラチン樹脂が剥離し、良好な中空構造体を形成することができない。ゼラチン樹脂の延伸変形を繰り返すごとに、Cu基板の疎水性が低下する。
何回かゼラチン樹脂の延伸変形をさせると、Cu基板表面のゼラチン樹脂に対する親和性は、延伸変形のときにCu基板からゼラチン樹脂が剥離せず、かつゼラチン中空構造体を離型できるような状態となる。更にゼラチン樹脂を延伸変形させると、Cu基板表面のゼラチン樹脂に対する親和性が親水性となり、中空部分の体積が不均一になるだけでなく、延伸変形させた中空構造体をCu基板から離型することができない。
図10、図11は、従来例により作製されたゼラチン中空構造体の写真である。例えば、図10のようにハニカムの深さが不均一となったり、図11のように延伸変形時に隣接するセルと合一したりする。
以上のように、従来の中空構造体形成用基板で中空構造体を安定して作製することは難しい。
本発明は、上述の問題点に鑑みてなされたものであり、面積が大きく均一な中空構造体を作製することを目的とする。
また、請求項2に記載の発明は、請求項1に記載の中空構造形成用基板において、前記可塑性材料膜が水溶性であり、前記ガス貯留空間部が疎水性であることを特徴とする。
また、請求項3に記載の発明は、請求項1又は2に記載の中空構造形成用基板において、前記可塑性材料膜が水溶性であり、前記平坦部が親水性であることを特徴とする。
また、請求項4に記載の発明は、請求項1乃至3の何れか一項に記載の中空構造体形成用基板を用いて作製された中空構造体を特徴とする。
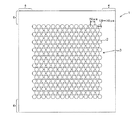
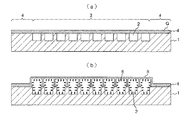
本発明の実施例1について、図1乃至図4に基づいて説明する。図1は、中空構造体形成用基板を示す平面図である。図2は、中空構造体形成用基板に可塑性樹脂を塗布する様子を模式的に示した断面図である。図3は、可塑性樹脂を塗布した中空構造体形成用基板の模式的断面図であり、(a)は可塑性樹脂の延伸変形前の様子を示し、(b)は延伸変形中の様子を示す図である。図4は、延伸変形後のゼラチン中空構造体を粘着シートに転写して離型を行う様子を示す図であり、(a)は離型前の様子を示し、(b)は離型後の様子を示す図である。
実施例1では、図1に示すように、中空構造体形成用基板としてシリコン基板1を用いる。シリコン基板1に直径が120〜140μmで深さが30〜40μmの凹部2を、中心間隔が150μmで六方最密になるようにエッチングで形成し、ガス貯留空間部3を形成する。シリコン基板1の端部には凹部、すなわちガス貯留空間部3が形成されていない平坦部4を設ける。
可塑性樹脂としてゼラチン樹脂を用いる。ゼラチン樹脂は、MC−243(ゼライス株式会社製、粉末)を使用し、水に15〜20wt%の濃度となるように溶解させる。
図3(a)に示すように、ゼラチン樹脂膜Gを形成後、シリコン基板1を5〜20kPaの減圧環境にし、(b)に示すように、凹部2内部の空気を膨張させてゼラチン樹脂膜Gを延伸変形させて、ゼラチン中空構造体5を形成する。本実施例においては平坦部4を設け、シリコン基板1の端部においてゼラチン樹脂膜Gとシリコン基板1との接触部分を大きくしたので、延伸変形のときに凹部2内部の空気が膨張しても、シリコン基板1からゼラチン樹脂膜Gが剥離しない。
図4に示すように延伸変形後のゼラチン中空構造体5をフイルム7aと粘着層7bとを備えた粘着シート7に転写して離型を行う。このようにして作製されたゼラチン中空構造体は、壁厚さが2〜5μm、深さが70μm、周期が150μmのハニカム構造となる。
特許文献3に記載の発明では、ガスの膨張圧力により可塑性樹脂を延伸変形させるとき基板端部で剥離が発生する。これは、可塑性樹脂と基板との接触部分が小さいため、剥離しやすいことが原因である。基板の中心部分ではガスの膨張圧力が均一にかかるため剥離しにくいが、中空構造体のエッジ部分にはガスの膨張圧力が不均一にかかるため基板端部の中空構造体は剥離しやすい。従って、本実施例のように基板端部にダミーの接触領域を設け、可塑性樹脂と基板との接触部分を大きくすれば剥離しにくくなる。
このように、本実施例においては、基板端部に平坦部分を設け、塑性変形膜と基板との接触面積を大きくしているので、内部のガスが膨張しても塑性変形膜が基板から剥離することを防止し、体積が均一な中空構造体を作製することができる。
本発明の実施例2について図5に基づいて説明する。図5は、実施例2における中空構造体成形用基板の断面図である。実施例1においてはシリコン基板を用いた例により説明したが、シリコン基板に深さが30〜40μmのエッチングを行うことは容易ではない。Cu基板のほうがエッチングが容易であるため、Cu基板を用いた例により説明する。
実施例1と同様に、Cu基板11に直径が120〜140μmで深さが30〜40μmの凹部12を、中心間隔が150μmで六方最密になるようにエッチングで形成し、ガス貯留空間部13を形成する。ガス貯留空間部13周囲のCu基板11の端部には凹部12が形成されていない平坦部13を設ける。ガス貯留空間部13を疎水性にするため、フッ素処理やチオール処理を行い、疎水性膜13aを形成する。フッ素処理は、オプツールDSX(ダイキン工業株式会社製)をハイドロフルオロエーテル ノベックHFE7200(住友スリーエム株式会社製)に0.5〜2.0wt%希釈した溶液をCu基板11に塗布した後、乾燥させることにより行う。
可塑性樹脂としてゼラチン樹脂を用いる。ゼラチン樹脂は、MC−243(ゼライス株式会社製、粉末)を使用し、水に15〜20wt%の濃度となるように溶解させる。
Cu基板11上にゼラチン樹脂の厚みが30〜60μmとなるようにスリットコーターを用いてゼラチン樹脂膜Gを形成する。ゼラチン樹脂膜Gを形成後、Cu基板11を5〜20kPaの減圧環境にし、凹部12内部の空気を膨張させてゼラチン樹脂膜Gを延伸変形させて、ゼラチン中空構造体(不図示)を形成する。ゼラチン中空構造体は実施例1と同様に粘着シートに転写して離型を行う。このようにして作製されたゼラチン中空構造体は、壁厚さが2〜5μm、深さが70μm、周期が150μmのハニカム構造となる。
更にガス貯留空間部13を疎水処理したCu基板の場合、ゼラチン樹脂膜Gの延伸変形、及びゼラチン中空構造体の離型を10回以上連続して行えることを確認した。
これを防止するため、実施例2ではガス貯留空間部を疎水性にしている。従来例ではガス貯留空間部を疎水性にすると可塑性樹脂が基板から容易に剥離する。本実施例では、ガス貯留空間部を疎水性にしても、基板端部に平坦部分を設けていて剥離を防止しているので剥離しにくくなる。
このように、ガス貯留空間部を疎水性にすることにより、凹部内に塑性変形性膜が浸入せず、体積が均一な中空構造体を作製することができる。
本発明の実施例3について、図6に基づいて説明する。図6は、実施例3における中空構造体成形用基板の断面図である。実施例1ではシリコン基板を用いたが、シリコンそのものはどちらかというと疎水性が強く、基板端部に平坦部24を設けても、延伸変形時にゼラチンとシリコン基板が剥離する場合がある。そこで実施例3では、平坦部24を親水性にした。
実施例1と同様に、シリコン基板21に直径が120〜140μmで深さが30〜40μmの凹部22を、中心間隔が150μmで六方最密になるようにエッチングで形成し、ガス貯留空間部23を形成する。シリコン基板21の端部には凹部、すなわちガス貯留空間部23が形成されていない平坦部24を設ける。平坦部24を親水性にするため、酸化シリコンや酸化チタンの親水性膜24aを形成する。
可塑性樹脂としてゼラチン樹脂を用いる。ゼラチン樹脂は、MC−243(ゼライス株式会社製、粉末)を使用し、水に15〜20wt%の濃度となるように溶解させる。
シリコン基板21上にゼラチン樹脂の厚みが30〜60μmとなるようにスリットコーターSを用いてゼラチン樹脂膜Gを形成する。ゼラチン樹脂膜Gを形成した後、シリコン基板21を5〜20kPaの減圧環境にし、凹部22内部の空気を膨張させてゼラチン樹脂膜Gを延伸変形させる。
延伸変形のときに凹部22からゼラチン樹脂膜Gの剥離は発生しない。延伸変形後のゼラチン中空構造体(不図示)を実施例1、2と同様に粘着シートに転写して離型を行う。このようにして作製されたゼラチン中空構造体は、壁厚さが2〜5μm、深さが70μm、周期が150μmのハニカム構造となる。
図7は、本実施例により作製されたハニカム構造体の写真である。体積が均一なハニカム構造体が形成されていることがわかる。
実施例1では基板端部を平坦にすることで剥離を防止しているが、更に平坦部における可塑性樹脂との親和性を良くすることが望ましい。このようにすることで、剥離を防止することが可能となる。本実施例において、可塑性樹脂が水溶性の場合、平坦部分を親水性にすることで剥離防止を図っている。
このように実施例3においては、平坦部分を親水性にすることにより、塑性変形性膜と基板との密着力を大きくし、内部のガスが膨張しても剥離することを防止し、体積が均一な中空構造体を作製することができる。
以上、本発明について実施例1乃至3に基づいて説明してきたが、本発明がこれらの実施例に示された形状、寸法に限定されるものでないことはいうまでもない。
Claims (4)
- 複数の凹部からなるガス貯留空間部を備えた基板表面に可塑性材料膜を形成し、前記ガス貯留空間部に閉じこめられたガスの膨張圧力により前記可塑性材料膜を延伸変形させて中空構造体を作製するための中空構造体形成用基板であって、
前記基板の端部に平坦部を備え、該平坦部以外の前記基板表面に前記ガス貯留空間部を配置したことを特徴とする中空構造体形成用基板。 - 請求項1に記載の中空構造形成用基板において、前記可塑性材料膜が水溶性であり、前記ガス貯留空間部が疎水性であることを特徴とする中空構造体形成用基板。
- 請求項1又は2に記載の中空構造形成用基板において、前記可塑性材料膜が水溶性であり、前記平坦部が親水性であることを特徴とする中空構造体形成用基板。
- 請求項1乃至3の何れか一項に記載の中空構造体形成用基板を用いて作製された中空構造体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188585A JP5129050B2 (ja) | 2008-07-22 | 2008-07-22 | 中空構造体形成用基板及び中空構造体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008188585A JP5129050B2 (ja) | 2008-07-22 | 2008-07-22 | 中空構造体形成用基板及び中空構造体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023368A true JP2010023368A (ja) | 2010-02-04 |
| JP5129050B2 JP5129050B2 (ja) | 2013-01-23 |
Family
ID=41729654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008188585A Expired - Fee Related JP5129050B2 (ja) | 2008-07-22 | 2008-07-22 | 中空構造体形成用基板及び中空構造体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5129050B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012179687A (ja) * | 2011-03-02 | 2012-09-20 | Ricoh Co Ltd | 微細中空体の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001315217A (ja) * | 2000-05-12 | 2001-11-13 | Canon Inc | 光学素子の製造方法、該製造方法による光学素子、該光学素子を有する表示素子と表示装置、及び該光学素子を有する撮像素子と撮像装置 |
| JP2007098930A (ja) * | 2005-09-09 | 2007-04-19 | Ricoh Co Ltd | ハニカム構造体又は微細複合部品の製造方法 |
| JP2008093861A (ja) * | 2006-10-06 | 2008-04-24 | Ricoh Co Ltd | 微細なシェルによるハニカム構造体の製造方法 |
-
2008
- 2008-07-22 JP JP2008188585A patent/JP5129050B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001315217A (ja) * | 2000-05-12 | 2001-11-13 | Canon Inc | 光学素子の製造方法、該製造方法による光学素子、該光学素子を有する表示素子と表示装置、及び該光学素子を有する撮像素子と撮像装置 |
| JP2007098930A (ja) * | 2005-09-09 | 2007-04-19 | Ricoh Co Ltd | ハニカム構造体又は微細複合部品の製造方法 |
| JP2008093861A (ja) * | 2006-10-06 | 2008-04-24 | Ricoh Co Ltd | 微細なシェルによるハニカム構造体の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012179687A (ja) * | 2011-03-02 | 2012-09-20 | Ricoh Co Ltd | 微細中空体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5129050B2 (ja) | 2013-01-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105121114B (zh) | 热塑性膜的制造方法 | |
| KR101025696B1 (ko) | 진공접착을 위한 미세섬모 구조물, 이의 사용방법 및 제조방법 | |
| US8372297B2 (en) | Method for fabricating membrane having hydrophilicity and hydrophobicity | |
| CA2528309A1 (en) | Method for manufacturing microstructures having hollow microelements using fluidic jets during a molding operation | |
| EP2250008B1 (en) | Method of manufacturing hollow structural member, substrate for hollow structural member production, and apparatus for manufacturing hollow structural member | |
| JP4809254B2 (ja) | 中空構造体形成用基板及びこの中空構造体形成用基板の製造方法及びこの中空構造体形成用基板を用いた中空構造体の製造方法 | |
| CN101778965A (zh) | 具有疏水性内表面的3d形状结构物的制造方法 | |
| JP5129050B2 (ja) | 中空構造体形成用基板及び中空構造体 | |
| CN101970726B (zh) | 用于使用金属箔片制造具有疏水性表面的3d结构的方法 | |
| US20120062082A1 (en) | Housing structure of electronic device and manufacturing method thereof | |
| CN110394983A (zh) | 用于热成形物体的系统和方法 | |
| EP4347088A1 (en) | Structures having re-entrant geometries on a porous material surface | |
| JP2012019010A (ja) | インプリント用テンプレート、インプリント用テンプレートの製造方法及びパターン形成方法 | |
| US8845911B2 (en) | Method for production of a microstructured molded object | |
| JP5614195B2 (ja) | 中空構造体の製造方法 | |
| TWI418461B (zh) | 微細孔基板及其製造方法 | |
| KR20170125245A (ko) | 고세장비 나노패턴 제조방법 | |
| CN119978508B (zh) | 应力调控型表面润湿性切换的薄膜及其制备方法与应用 | |
| JP7516150B2 (ja) | 薄膜製造方法及び基板の製造方法 | |
| JP2007083499A (ja) | パターンシートの製造方法およびパターンシート | |
| KR20210005430A (ko) | 마이크로 제품 제작용 맨드렐 제작 방법, 마이크로 제품 제작용 몰드 제작 방법 및 마이크로 제품 제작용 몰드 | |
| JP2018094891A (ja) | 中空構造体の製造方法 | |
| JP2004292904A (ja) | 陽極酸化アルミナ膜の製造方法 | |
| US20130323462A1 (en) | Transfer mold body | |
| Sun et al. | Engineering 3D Hierarchical Structures with Bio-Mimetic Solid Fraction Gradient |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120821 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120924 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121016 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121101 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5129050 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151109 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |