JP2010023210A - 研磨終点検知方法および研磨装置 - Google Patents
研磨終点検知方法および研磨装置 Download PDFInfo
- Publication number
- JP2010023210A JP2010023210A JP2008189869A JP2008189869A JP2010023210A JP 2010023210 A JP2010023210 A JP 2010023210A JP 2008189869 A JP2008189869 A JP 2008189869A JP 2008189869 A JP2008189869 A JP 2008189869A JP 2010023210 A JP2010023210 A JP 2010023210A
- Authority
- JP
- Japan
- Prior art keywords
- light
- polishing
- end point
- substrate
- angle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
【解決手段】凹凸構造5の上に形成された光透過性のある膜6を有する基板Wを研磨する間、光を基板Wの表面に対して斜めに照射し、基板Wから戻ってくる光を受光し、受光した光の強度に基づいて研磨終点を判断する。光の入射角は、凹凸構造5の凹部の底面に光が直接当たらない角度であり、凹部のアスペクト比から決定される基準角度よりも大きい値に設定される。
【選択図】図2
Description
本発明の好ましい態様は、前記光の入射角は、前記凹凸構造の凹部の底面に光が直接当たらない角度であることを特徴とする。
本発明の好ましい態様は、前記光を受光する角度は、前記凹凸構造の凹部の底面で反射する光を直接受光しない角度であることを特徴とする。
本発明の好ましい態様は、前記受光した光の強度は、前記膜の表面で反射する光と、前記凹凸構造の凸部で反射する光とが干渉した光の強度であることを特徴とする。
本発明の好ましい態様は、前記光の入射角は、前記凹凸構造の凹部のアスペクト比から決定される基準角度よりも大きいことを特徴とする。
本発明の好ましい態様は、前記基板に同じ方向から光を繰り返し照射することを特徴とする。
本発明の好ましい態様は、互いに垂直な2つの方向から光を前記基板に照射することを特徴とする。
本発明の好ましい態様は、受光した光を波長に従って分解し、所定の波長での光の強度を監視し、前記光の強度があらかじめ決められた値に達したときに研磨終点に達したと判断することを特徴とする。
本発明の好ましい態様は、受光した光を波長に従って分解してスペクトルを生成し、前記スペクトルに基づいて前記膜の厚さを判断することを特徴とする。
本発明の好ましい態様は、前記光の入射角は、前記凹凸構造の凹部の底面に光が直接当たらない角度であることを特徴とする。
本発明の好ましい態様は、前記受光部が光を受光する角度は、前記凹凸構造の凹部の底面で反射する光を直接受光しない角度であることを特徴とする。
本発明の好ましい態様は、前記投光部は、前記基板の表面に異なる角度で光を照射する複数の投光部であり、前記複数の投光部から選択された少なくとも1つの投光部から光を前記基板の表面に照射することを特徴とする。
本発明の好ましい態様は、前記選択された少なくとも1つの投光部は、前記凹凸構造の凹部の底面に光が直接当たらない角度で光を照射することを特徴とする。
本発明の好ましい態様は、前記受光部は、異なる角度で光を受光する複数の受光部であり、前記複数の受光部から選択された少なくとも1つの受光部で光を受光することを特徴とする。
本発明の好ましい態様は、前記選択された少なくとも1つの受光部は、前記凹凸構造の凹部の底面で反射する光を直接受光しない角度で光を受光することを特徴とする。
本発明の好ましい態様は、前記受光部は、前記基板の表面での光の反射角と実質的に等しい角度で光を受光することを特徴とする。
本発明の好ましい態様は、前記トップリングと前記研磨テーブルの回転位置を検知する手段をさらに備え、前記判定部は、前記基板に同じ方向から光が照射されたときに受光した光の強度に基づいて研磨終点を判断する。
本発明の好ましい態様は、前記光伝送部および前記受光部は、第1の方向に沿って配列された第1の光伝送部および第1の受光部と、前記第1の方向と垂直な第2の方向に沿って配列された第2の光伝送部および第2の受光部とを有することを特徴とする。
本発明の好ましい態様は、前記研磨終点検知装置は、受光した光を波長に従って分解してスペクトルを生成する分光器をさらに有し、前記判定部は、前記スペクトルに基づいて前記膜の厚さを判断することを特徴とする。
本発明の好ましい態様は、前記トップリングは、基板の複数の領域を独立に押圧する複数の押圧機構を有し、前記研磨装置は、前記膜の厚さに基づいて前記複数の押圧機構の押圧力を独立に制御する研磨制御部をさらに備えたことを特徴とする。
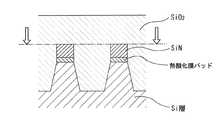
図2は、本発明に係る研磨終点検出方法の原理を説明するための図である。図2に示すように、ウェハの表面には凹凸構造を有する第1の膜5が形成され、その上には光透過性のある第2の膜6が形成されている。ウェハの表面に対向するように投光部11および受光部12が配置されている。第2の膜6と投光部11および受光部12との間の空間は、媒質としての水で満たされている。なお、媒質は空気であってもよい。
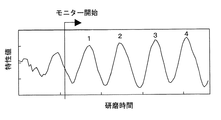
X(t)=ρλ1(t)/(ρλ1(t)+ρλ2(t))
ここで、ρは反射強度、tは研磨時間を表す。
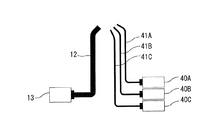
なお、異なる角度で光を受光する受光部の他の例として、ラインセンサやCCDセンサなどの、複数の受光素子が平面内に配置されたイメージセンサを用いることができる。この場合、イメージセンサを選択器45の代わりに設置してもよく、またはイメージセンサを光ファイバー12A,12B,12Cの代わりに光ファイバー41に対向するように設置してもよい。
12 受光部
13 分光器
14 演算部
15 判定部
20 研磨テーブル
22 研磨パッド
24 トップリング
25 研磨液供給ノズル
28 トップリングシャフト
30 孔
31 通孔
32 ロータリージョイント
33 液体供給路
34 液体排出路
35 液体供給源
40 光源
41 光ファイバー
42 保護ケース
45 研磨制御部
45 選択器
50 自由継手
51 トップリング本体
52 リテーナリング
53 弾性パッド
54 チャッキングプレート
56〜60 流体路
61 圧力調整部
65,66 センタターゲット
67,68 近接センサ
P1,P2,P3,P4,P5 圧力室
Claims (26)
- 凹凸構造の上に形成された光透過性のある膜を有する基板の研磨終点検知方法であって、
前記基板の表面に対して斜めに光を照射し、
前記基板から戻ってくる光を受光し、
受光した光の強度に基づいて前記膜の研磨終点を判断すること特徴とする研磨終点検知方法。 - 前記光の入射角は、前記凹凸構造の凹部の底面に光が直接当たらない角度であることを特徴とする請求項1に記載の研磨終点検知方法。
- 前記光を受光する角度は、前記凹凸構造の凹部の底面で反射する光を直接受光しない角度であることを特徴とする請求項1に記載の研磨終点検知方法。
- 前記基板の表面での光の反射角と実質的に等しい角度で光を受光することを特徴とする請求項1に記載の研磨終点検知方法。
- 前記受光した光の強度は、前記膜の表面で反射する光と、前記凹凸構造の凸部で反射する光とが干渉した光の強度であることを特徴とする請求項1に記載の研磨終点検知方法。
- 前記光の入射角は、前記凹凸構造の凹部のアスペクト比から決定される基準角度よりも大きいことを特徴とする請求項1に記載の研磨終点検知方法。
- 前記光の照射および受光は、液体で満たされた空間内で行われることを特徴とする請求項1に記載の研磨終点検知方法。
- 前記基板に同じ方向から光を繰り返し照射することを特徴とする請求項1に記載の研磨終点検知方法。
- 互いに垂直な2つの方向から光を前記基板に照射することを特徴とする請求項1に記載の研磨終点検知方法。
- 受光した光を波長に従って分解し、
所定の波長での光の強度を監視し、
前記光の強度があらかじめ決められた値に達したときに研磨終点に達したと判断することを特徴とする請求項1に記載の研磨終点検知方法。 - 受光した光を波長に従って分解してスペクトルを生成し、
前記スペクトルに基づいて前記膜の厚さを判断することを特徴とする請求項1に記載の研磨終点検知方法。 - 凹凸構造の上に形成された光透過性のある膜を有する基板を研磨する研磨装置であって、
研磨パッドを保持する回転可能な研磨テーブルと、
基板を回転させながら前記研磨パッドに押し付けるトップリングと、
研磨終点を検知する研磨終点検知装置とを備え、
前記研磨終点検知装置は、
前記基板の表面に対して斜めに光を照射する投光部と、
前記基板から戻ってくる光を受光する受光部と、
受光した光の強度に基づいて前記膜の研磨終点を判断する判定部とを有すること特徴とする研磨装置。 - 前記光の入射角は、前記凹凸構造の凹部の底面に光が直接当たらない角度であることを特徴とする請求項12に記載の研磨装置。
- 前記受光部が光を受光する角度は、前記凹凸構造の凹部の底面で反射する光を直接受光しない角度であることを特徴とする請求項12に記載の研磨装置。
- 前記投光部は、光源と、前記光源の光を前記基板の表面に導く光伝送部とを有し、
前記光伝送部および前記受光部は、前記研磨テーブルに着脱可能に取り付けられていることを特徴とする請求項12に記載の研磨装置。 - 前記投光部は、前記基板の表面に異なる角度で光を照射する複数の投光部であり、前記複数の投光部から選択された少なくとも1つの投光部から光を前記基板の表面に照射することを特徴とする請求項12に記載の研磨装置。
- 前記選択された少なくとも1つの投光部は、前記凹凸構造の凹部の底面に光が直接当たらない角度で光を照射することを特徴とする請求項16に記載の研磨装置。
- 前記受光部は、異なる角度で光を受光する複数の受光部であり、前記複数の受光部から選択された少なくとも1つの受光部で光を受光することを特徴とする請求項12に記載の研磨装置。
- 前記選択された少なくとも1つの受光部は、前記凹凸構造の凹部の底面で反射する光を直接受光しない角度で光を受光することを特徴とする請求項18に記載の研磨装置。
- 前記受光部は、前記基板の表面での光の反射角と実質的に等しい角度で光を受光することを特徴とする請求項12に記載の研磨装置。
- 前記投光部および前記受光部の先端と前記基板との間には空間が形成されており、該空間は液体で満たされていることを特徴とする請求項12に記載の研磨装置。
- 前記トップリングと前記研磨テーブルの回転位置を検知する手段をさらに備え、
前記判定部は、前記基板に同じ方向から光が照射されたときに受光した光の強度に基づいて研磨終点を判断することを特徴とする請求項12に記載の研磨装置。 - 前記光伝送部および前記受光部は、第1の方向に沿って配列された第1の光伝送部および第1の受光部と、前記第1の方向と垂直な第2の方向に沿って配列された第2の光伝送部および第2の受光部とを有することを特徴とする請求項15に記載の研磨装置。
- 前記研磨終点検知装置は、受光した光を波長に従って分解する分光器をさらに有し、
前記判定部は、所定の波長での光の強度を監視し、前記光の強度があらかじめ決められた値に達したときに研磨終点に達したと判断することを特徴とする請求項12に記載の研磨装置。 - 前記研磨終点検知装置は、受光した光を波長に従って分解してスペクトルを生成する分光器をさらに有し、
前記判定部は、前記スペクトルに基づいて前記膜の厚さを判断することを特徴とする請求項12に記載の研磨装置。 - 前記トップリングは、基板の複数の領域を独立に押圧する複数の押圧機構を有し、
前記研磨装置は、前記膜の厚さに基づいて前記複数の押圧機構の押圧力を独立に制御する研磨制御部をさらに備えたことを特徴とする請求項25に記載の研磨装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008189869A JP5167010B2 (ja) | 2008-07-23 | 2008-07-23 | 研磨終点検知方法および研磨装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008189869A JP5167010B2 (ja) | 2008-07-23 | 2008-07-23 | 研磨終点検知方法および研磨装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010023210A true JP2010023210A (ja) | 2010-02-04 |
| JP2010023210A5 JP2010023210A5 (ja) | 2011-05-12 |
| JP5167010B2 JP5167010B2 (ja) | 2013-03-21 |
Family
ID=41729525
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008189869A Active JP5167010B2 (ja) | 2008-07-23 | 2008-07-23 | 研磨終点検知方法および研磨装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5167010B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012138442A (ja) * | 2010-12-27 | 2012-07-19 | Ebara Corp | ポリッシング装置およびポリッシング方法 |
| KR20140111923A (ko) * | 2013-03-12 | 2014-09-22 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 패드의 표면 성상 측정 장치 |
| JP2014172153A (ja) * | 2013-03-12 | 2014-09-22 | Ebara Corp | 研磨パッドの表面性状測定方法 |
| JP2015216399A (ja) * | 2011-01-28 | 2015-12-03 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 多数の光ヘッドからのスペクトルの収集 |
| JP2017005014A (ja) * | 2015-06-05 | 2017-01-05 | 株式会社荏原製作所 | 研磨装置 |
| KR20190016442A (ko) * | 2017-08-08 | 2019-02-18 | 가부시키가이샤 에바라 세이사꾸쇼 | 기판 연마 장치 및 방법 |
| EP3909717A1 (en) | 2020-05-14 | 2021-11-17 | Ebara Corporation | Film thickness measurement apparatus, polishing apparatus, and film thickness measurement method |
| KR20250146945A (ko) | 2024-04-02 | 2025-10-13 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 방법 및 연마 장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1163934A (ja) * | 1997-08-12 | 1999-03-05 | Nikon Corp | 多層膜試料の膜厚測定装置及びそれを有する研磨装置 |
| JP2003309089A (ja) * | 2002-04-15 | 2003-10-31 | Ebara Corp | ポリッシング装置及び基板処理装置 |
| JP2005340679A (ja) * | 2004-05-31 | 2005-12-08 | Matsushita Electric Ind Co Ltd | 研磨装置及び研磨終点検出方法ならびに半導体装置の製造方法 |
| JP2007243221A (ja) * | 2007-05-17 | 2007-09-20 | Ebara Corp | 基板研磨装置および基板研磨方法 |
| WO2008044786A1 (fr) * | 2006-10-06 | 2008-04-17 | Ebara Corporation | Procédé de detection de point de fin d'usinage, procédé de rectification, et rectifieuse |
-
2008
- 2008-07-23 JP JP2008189869A patent/JP5167010B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1163934A (ja) * | 1997-08-12 | 1999-03-05 | Nikon Corp | 多層膜試料の膜厚測定装置及びそれを有する研磨装置 |
| JP2003309089A (ja) * | 2002-04-15 | 2003-10-31 | Ebara Corp | ポリッシング装置及び基板処理装置 |
| JP2005340679A (ja) * | 2004-05-31 | 2005-12-08 | Matsushita Electric Ind Co Ltd | 研磨装置及び研磨終点検出方法ならびに半導体装置の製造方法 |
| WO2008044786A1 (fr) * | 2006-10-06 | 2008-04-17 | Ebara Corporation | Procédé de detection de point de fin d'usinage, procédé de rectification, et rectifieuse |
| JP2007243221A (ja) * | 2007-05-17 | 2007-09-20 | Ebara Corp | 基板研磨装置および基板研磨方法 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012138442A (ja) * | 2010-12-27 | 2012-07-19 | Ebara Corp | ポリッシング装置およびポリッシング方法 |
| TWI629735B (zh) * | 2010-12-27 | 2018-07-11 | 荏原製作所股份有限公司 | 磨光裝置 |
| US10343255B2 (en) | 2010-12-27 | 2019-07-09 | Ebara Corporation | Polishing apparatus |
| TWI724945B (zh) * | 2010-12-27 | 2021-04-11 | 日商荏原製作所股份有限公司 | 磨光裝置 |
| US9401293B2 (en) | 2010-12-27 | 2016-07-26 | Ebara Corporation | Polishing apparatus and polishing method |
| TWI702668B (zh) * | 2010-12-27 | 2020-08-21 | 日商荏原製作所股份有限公司 | 磨光裝置 |
| US9969048B2 (en) | 2010-12-27 | 2018-05-15 | Ebara Corporation | Polishing apparatus |
| JP2015216399A (ja) * | 2011-01-28 | 2015-12-03 | アプライド マテリアルズ インコーポレイテッドApplied Materials,Incorporated | 多数の光ヘッドからのスペクトルの収集 |
| KR101921763B1 (ko) * | 2013-03-12 | 2018-11-23 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 패드의 표면 성상 측정 방법 |
| KR101930966B1 (ko) * | 2013-03-12 | 2018-12-19 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 패드의 표면 성상 측정 장치 |
| KR20140111923A (ko) * | 2013-03-12 | 2014-09-22 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 패드의 표면 성상 측정 장치 |
| JP2014172154A (ja) * | 2013-03-12 | 2014-09-22 | Ebara Corp | 研磨パッドの表面性状測定装置 |
| JP2014172153A (ja) * | 2013-03-12 | 2014-09-22 | Ebara Corp | 研磨パッドの表面性状測定方法 |
| US10401285B2 (en) | 2013-03-12 | 2019-09-03 | Ebara Corporation | Apparatus for measuring surface properties of polishing pad |
| US10124462B2 (en) | 2015-06-05 | 2018-11-13 | Ebara Corporation | Polishing apparatus |
| JP2017005014A (ja) * | 2015-06-05 | 2017-01-05 | 株式会社荏原製作所 | 研磨装置 |
| KR20190016442A (ko) * | 2017-08-08 | 2019-02-18 | 가부시키가이샤 에바라 세이사꾸쇼 | 기판 연마 장치 및 방법 |
| JP2019030934A (ja) * | 2017-08-08 | 2019-02-28 | 株式会社荏原製作所 | 基板研磨装置及び方法 |
| JP7023063B2 (ja) | 2017-08-08 | 2022-02-21 | 株式会社荏原製作所 | 基板研磨装置及び方法 |
| KR102558725B1 (ko) * | 2017-08-08 | 2023-07-24 | 가부시키가이샤 에바라 세이사꾸쇼 | 기판 연마 장치 및 방법 |
| EP3909717A1 (en) | 2020-05-14 | 2021-11-17 | Ebara Corporation | Film thickness measurement apparatus, polishing apparatus, and film thickness measurement method |
| JP2021180263A (ja) * | 2020-05-14 | 2021-11-18 | 株式会社荏原製作所 | 膜厚測定装置、研磨装置及び膜厚測定方法 |
| KR20210141369A (ko) | 2020-05-14 | 2021-11-23 | 가부시키가이샤 에바라 세이사꾸쇼 | 막 두께 측정 장치, 연마 장치 및 막 두께 측정 방법 |
| KR20250146945A (ko) | 2024-04-02 | 2025-10-13 | 가부시키가이샤 에바라 세이사꾸쇼 | 연마 방법 및 연마 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5167010B2 (ja) | 2013-03-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5167010B2 (ja) | 研磨終点検知方法および研磨装置 | |
| KR102017770B1 (ko) | 폴리싱 장치 및 폴리싱 방법 | |
| JP5612945B2 (ja) | 基板の研磨の進捗を監視する方法および研磨装置 | |
| US7042581B2 (en) | Optical techniques for measuring layer thicknesses and other surface characteristics of objects such as semiconductor wafers | |
| KR100305537B1 (ko) | 연마방법및그것을사용한연마장치 | |
| JP5301931B2 (ja) | 研磨方法および研磨装置 | |
| TWI788383B (zh) | 研磨裝置及研磨方法 | |
| US20130344773A1 (en) | Polishing apparatus and polishing method | |
| JP6469785B2 (ja) | 研磨パッド | |
| CN104117903A (zh) | 研磨方法以及研磨装置 | |
| TW201809593A (zh) | 用於量測扁平工件的厚度的方法 | |
| KR20160143536A (ko) | 연마 장치 | |
| JP6275421B2 (ja) | 研磨方法および研磨装置 | |
| JP2010284749A (ja) | 光学式研磨終点検知装置を用いた基板の研磨方法および研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110324 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110324 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121221 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151228 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5167010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |