JP2010013508A - 片面粘着テープ、片面粘着ラベル及び商品包装方法 - Google Patents
片面粘着テープ、片面粘着ラベル及び商品包装方法 Download PDFInfo
- Publication number
- JP2010013508A JP2010013508A JP2008172679A JP2008172679A JP2010013508A JP 2010013508 A JP2010013508 A JP 2010013508A JP 2008172679 A JP2008172679 A JP 2008172679A JP 2008172679 A JP2008172679 A JP 2008172679A JP 2010013508 A JP2010013508 A JP 2010013508A
- Authority
- JP
- Japan
- Prior art keywords
- adhesive tape
- base material
- layer
- sided
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002390 adhesive tape Substances 0.000 title claims abstract description 101
- 239000000853 adhesive Substances 0.000 title claims description 31
- 230000001070 adhesive effect Effects 0.000 title claims description 31
- 238000000034 method Methods 0.000 title claims description 26
- 238000004806 packaging method and process Methods 0.000 title claims description 10
- 239000010410 layer Substances 0.000 claims abstract description 108
- 239000012790 adhesive layer Substances 0.000 claims abstract description 90
- 239000000463 material Substances 0.000 claims abstract description 66
- 239000005038 ethylene vinyl acetate Substances 0.000 claims abstract description 43
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims abstract description 43
- 229920001684 low density polyethylene Polymers 0.000 claims abstract description 37
- 239000004702 low-density polyethylene Substances 0.000 claims abstract description 37
- 239000000203 mixture Substances 0.000 claims abstract description 17
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 57
- -1 polypropylene Polymers 0.000 claims description 22
- 239000004743 Polypropylene Substances 0.000 claims description 12
- 230000003068 static effect Effects 0.000 claims description 12
- 229920001155 polypropylene Polymers 0.000 claims description 11
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 7
- 238000010998 test method Methods 0.000 claims description 5
- 229920001971 elastomer Polymers 0.000 claims description 3
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 3
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 3
- 239000003522 acrylic cement Substances 0.000 claims 1
- 238000004804 winding Methods 0.000 abstract description 3
- 238000007789 sealing Methods 0.000 description 11
- 235000012046 side dish Nutrition 0.000 description 11
- 235000013305 food Nutrition 0.000 description 9
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 239000004698 Polyethylene Substances 0.000 description 7
- 239000010408 film Substances 0.000 description 7
- 229920000573 polyethylene Polymers 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000004794 expanded polystyrene Substances 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 3
- 229920002367 Polyisobutene Polymers 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 230000012447 hatching Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 2
- KVGZZAHHUNAVKZ-UHFFFAOYSA-N 1,4-Dioxin Chemical compound O1C=COC=C1 KVGZZAHHUNAVKZ-UHFFFAOYSA-N 0.000 description 1
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 239000004708 Very-low-density polyethylene Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 229920005601 base polymer Polymers 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 229910052571 earthenware Inorganic materials 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 229920001866 very low density polyethylene Polymers 0.000 description 1
- 150000003752 zinc compounds Chemical class 0.000 description 1
Images



Landscapes
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Stackable Containers (AREA)
- Packages (AREA)
Abstract
【解決手段】片面粘着テープ10を、少なくとも、基材層13と、基材層13の裏面側に配された粘着層14と、基材層13の表面側に配された非粘着層11との3層で構成されたものとし、非粘着層11を、低密度ポリエチレンとエチレン−酢酸ビニル共重合体とを混合した組成物によって形成した。非粘着層11と基材層13との間に、低密度ポリエチレンで形成された中間層12を設けると好ましい。
【選択図】図1
Description
本実施態様の片面粘着テープ10は、図1に示すように、基材層13と、基材層13の裏面側に配された粘着層14と、基材層13の表面側に配された非粘着層11と、非粘着層11と基材層13との間に設けられた中間層12との4層で構成されたものとなっている。本実施態様の片面粘着テープ10は、通常、図示省略のテープロールに巻回された状態で取り扱われる。片面粘着テープ10の幅は、その用途などによって異なり、特に限定されないが、片面粘着テープ10を、弁当や惣菜などの食品を入れる包装に封をするための封止テープとして用いる場合には、一般的に、10〜50mm程度とされる。本実施態様の片面粘着テープ10の幅は18mmとなっている。
非粘着層11は、片面粘着テープ10の非粘着面側の最も外側に配された層となっている。非粘着層11は、低密度ポリエチレン(LDPE)とエチレン−酢酸ビニル共重合体(EVA)とを混合した組成物によって形成されている。このため、本実施態様の片面粘着テープ10は、従来の片面粘着テープ10と比較して、非粘着面が滑りにくくなっている。
中間層12は、低密度ポリエチレンで形成されており、非粘着層11と基材層13との間に配されている。このように中間層12を設けることにより、非粘着層11(エチレン酢酸ビニル−共重合体を含有する低密度ポリエチレン)の、基材層13(延伸ポリプロピレン)に対するラミネートを良好に行うことが可能になる。中間層12を形成する低密度ポリエチレンの密度については、非粘着層11を形成する低密度ポリエチレンの密度と同様であるために、説明を割愛する。
基材層13は、実質的に、片面粘着テープ10に引張強度を付与するための層となっている。基材層13を形成する材料の種類は特に限定されず、従来の粘着テープ10で用いられている各種のものを採用することができる。基材層13を形成する材料としては、ポリオレフィン系樹脂、ポリ塩化ビニル系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリスチレン系樹脂などの樹脂が一般的に用いられている。弁当や惣菜などの食品を入れる容器20に封をする片面粘着テープ10としては、人体への影響や環境に対する負荷やコストなどを考慮して、ポリプロピレンやポリエチレンなどのポリオレフィン系樹脂がよく用いられている。中でも、ポリプロピレン、特に、延伸ポリプロピレン(OPP)は、引張強度などの機械的特性に優れているために、基材層13を形成する材料として好適である。本実施態様の片面粘着テープ10においても、基材層13を延伸ポリプロピレンで形成している。
粘着層14は、片面粘着テープ10に粘着力を付与するための層となっている。粘着層14を形成する粘着剤(感圧性接着剤)の種類は特に限定されず、従来の片面粘着テープ10で用いられている各種のものを採用することができる。粘着層14を形成する粘着剤としては、天然ゴム、ポリイソブチレン(PIB)などのゴム系粘着剤、アクリル酸エステルなどを単量体の主成分とするアクリル系粘着剤、ポリジメチルシロキサンなどのシリコーン系粘着剤などが例示される。これらの粘着剤は、単独で使用することもできるし、2種以上組み合わせて使用することもできる。特に、アクリル系粘着剤は、本発明の片面粘着テープ10の粘着層14を形成する粘着剤として好ましい。アクリル系粘着剤は、他の粘着剤と比較して剥がしやすい特徴を有しているが、この特徴は、弁当や惣菜を入れる容器20など、将来開封される容器20に封をする片面粘着テープ10に使用する粘着剤として好適だからである。
次に、本発明の粘着テープ10を用いて行う商品包装方法と商品搬送方法について説明する。本発明の商品包装方法は、図2と図3に示すように、上蓋21と下皿22とからなる容器20に収容された商品を、上述した本発明の片面粘着テープ10(図1を参照)を用いて包装するものとなっている。具体的には、片面粘着テープ10の一端を上蓋21の上面における縁部付近に留めて、片面粘着テープ10の中間部分を容器20の側方に掛け回し、片面粘着テープ10の他端を下皿22の底面における縁部付近に留める。これにより、商品を多段に積み重ねた際に滑り落ちにくくすることが可能になる。
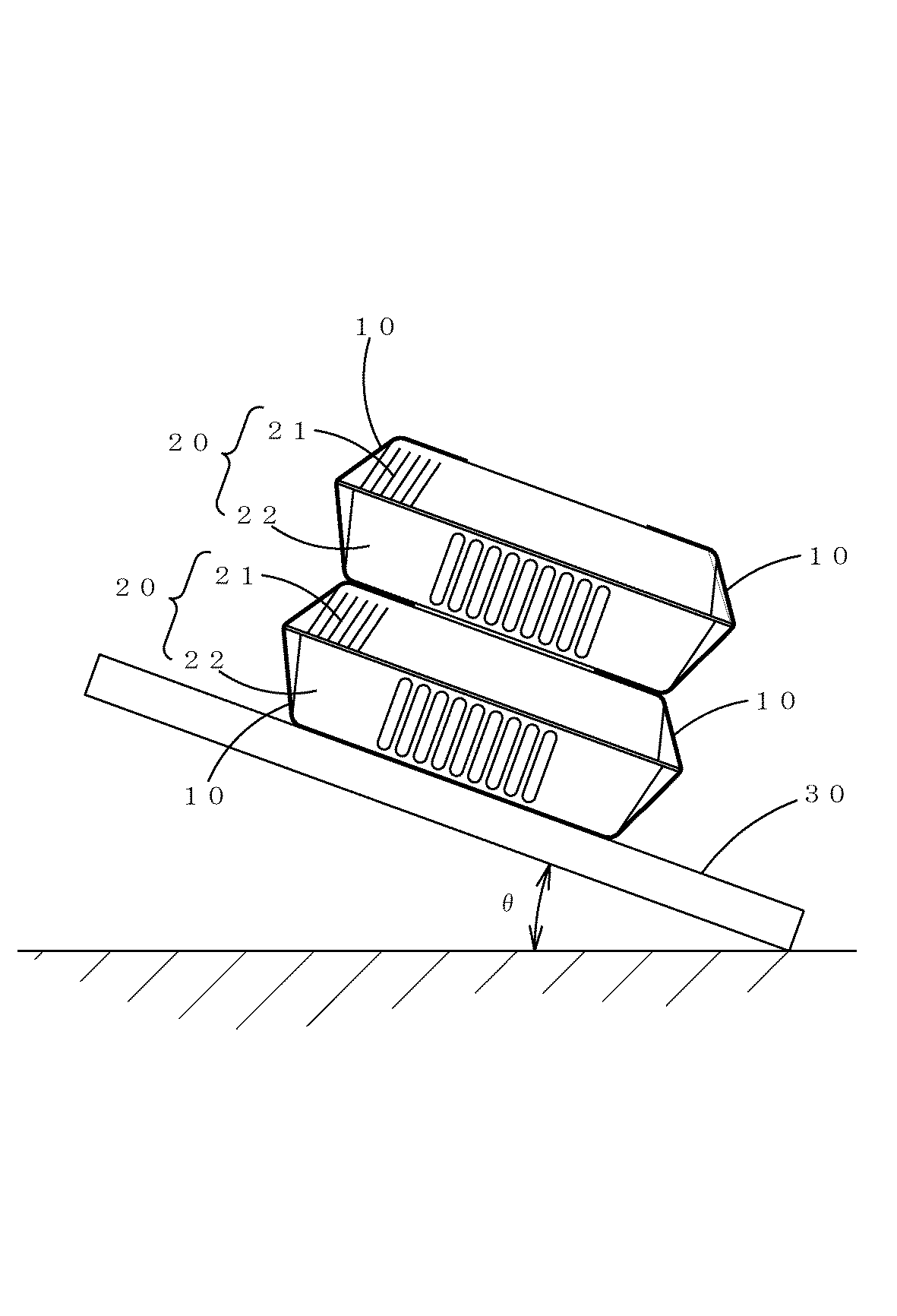
次に、本発明の片面粘着テープ10を用いて行う商品搬送方法と商品陳列方法とについて説明する。本発明の商品搬送方法と商品陳列方法は、図2と図3に示すように、容器20に収容された商品を積み重ねた状態で搬送又は陳列するものであり、上述した本発明の片面粘着テープ10を、下側の容器20の上面における所定箇所α(図2における部分Aに一致)と、上側の容器20の底面における所定箇所β(図2における部分Bに一致)とにそれぞれ貼り付けることを特徴としている。これにより、容器20に入れられた商品を多段に積み重ねた状態で搬送又は陳列した際に、上側の商品が滑り落ちるのを防止することが可能になる。図2と図3の例では、商品を二段重ねしているが、さらに多段に積み重ねることも可能である。
本発明の片面粘着テープは、その用途を特に限定されるものではなく、幅広い用途に用いることができる。特に、滑り止めが必要な箇所に貼り付けるものとして適している。なかでも、積み重ねた状態で搬送や陳列される商品の容器の滑り止めを行うものとして好適である。この場合、その商品の種類も特に限定されないが、弁当や惣菜などの食品を入れる容器に封をする封止テープとして特に好適に用いることができる。また、ガラス製品や陶器など、高価で破損しやすい商品の容器に封をするものとしても好適に用いることができる。
11 非粘着層
12 中間層
13 基材層
14 粘着層
20 容器
21 上蓋
22 下皿
30 台板
A 下側の容器に貼り付けられた片面粘着テープにおける上蓋の上面に留められた部分
B 上側の容器に貼り付けられた片面粘着テープにおける下皿の底面に留められた部分
θ 台板の傾斜角度
Claims (12)
- 基材層と、基材層の裏面側に配された粘着層と、基材層の表面側に配された非粘着層との少なくとも3層で構成された片面粘着テープであって、
非粘着層が、低密度ポリエチレンとエチレン−酢酸ビニル共重合体とを混合した組成物によって形成されたことを特徴とする片面粘着テープ。 - 非粘着層を形成する低密度ポリエチレンの密度が0.870〜0.929g/cm3である請求項1記載の片面粘着テープ。
- 非粘着層を形成するエチレン−酢酸ビニル共重合体における酢酸ビニルの含量が20〜50重量%である請求項1記載の片面粘着テープ。
- 非粘着層におけるエチレン−酢酸ビニル共重合体の含量が1〜30重量%である請求項1記載の片面粘着テープ。
- 非粘着層の厚さが5〜30μmであり、基材層の厚さが5〜70μmであり、粘着層の厚さが10〜50μmであり、かつ全体の厚さが30〜150μmとされた請求項1記載の片面粘着テープ。
- 非粘着層と基材層との間に、低密度ポリエチレンで形成された中間層が設けられた請求項1記載の片面粘着テープ。
- 基材層がポリプロピレン又はポリエチレンテレフタレートによって形成された請求項1記載の片面粘着テープ。
- 粘着層がアクリル系粘着剤又はゴム系粘着剤によって形成された請求項1記載の片面粘着テープ。
- JISK7125に規定される摩擦係数試験方法に基づいて測定した非粘着面の静摩擦係数が0.4以上であり、全体の厚さが30〜150μmであることを特徴とする片面粘着テープ。
- 基材層と、基材層の裏面側に配された粘着層と、基材層の表面側に配された非粘着層との少なくとも3層で構成された片面粘着ラベルであって、
非粘着層が、低密度ポリエチレンとエチレン−酢酸ビニル共重合体とを混合した組成物によって形成されたことを特徴とする片面粘着ラベル。 - JISK7125に規定される摩擦係数試験方法に基づいて測定した非粘着面の静摩擦係数が0.4以上であり、全体の厚さが30〜150μmであることを特徴とする片面粘着ラベル。
- 上蓋と下皿からなる容器に収容された商品を包装する商品包装方法であって、
基材層と、基材層の裏面側に配された粘着層と、基材層の表面側に配された非粘着層との少なくとも3層で構成され、非粘着層が、低密度ポリエチレンとエチレン−酢酸ビニル共重合体とを混合した組成物によって形成された片面粘着テープの一端を上蓋の上面における縁部付近に留めて、該片面粘着テープの中間部分を容器の側方に掛け回し、該片面粘着テープの他端を下皿の底面における縁部付近に留めることを特徴とする商品包装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172679A JP5572882B2 (ja) | 2008-07-01 | 2008-07-01 | 食品搬送方法及び食品陳列方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008172679A JP5572882B2 (ja) | 2008-07-01 | 2008-07-01 | 食品搬送方法及び食品陳列方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010013508A true JP2010013508A (ja) | 2010-01-21 |
| JP5572882B2 JP5572882B2 (ja) | 2014-08-20 |
Family
ID=41699915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008172679A Expired - Fee Related JP5572882B2 (ja) | 2008-07-01 | 2008-07-01 | 食品搬送方法及び食品陳列方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5572882B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150120979A (ko) * | 2013-02-21 | 2015-10-28 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 폴리올레핀 중합체 재료의 다층을 포함하는 자가-접착성 테이프 및 방법 |
| GB2617594A (en) * | 2022-04-13 | 2023-10-18 | Princes Ltd | Packaging |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52133639A (en) * | 1976-04-28 | 1977-11-09 | Mitsubishi Chem Ind Ltd | Synthetic resin pallet |
| JP2000063778A (ja) * | 1998-08-21 | 2000-02-29 | Koumeidou:Kk | 滑り止めシート及び滑り止め方法 |
-
2008
- 2008-07-01 JP JP2008172679A patent/JP5572882B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52133639A (en) * | 1976-04-28 | 1977-11-09 | Mitsubishi Chem Ind Ltd | Synthetic resin pallet |
| JP2000063778A (ja) * | 1998-08-21 | 2000-02-29 | Koumeidou:Kk | 滑り止めシート及び滑り止め方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20150120979A (ko) * | 2013-02-21 | 2015-10-28 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 폴리올레핀 중합체 재료의 다층을 포함하는 자가-접착성 테이프 및 방법 |
| JP2016511313A (ja) * | 2013-02-21 | 2016-04-14 | スリーエム イノベイティブ プロパティズ カンパニー | ポリオレフィン系高分子材料の多層を含む自己接着性テープ及び方法 |
| US10336046B2 (en) | 2013-02-21 | 2019-07-02 | 3M Innovative Properties Company | Self-adhering tape comprising multilayers of polyolefin polymer materials and method |
| KR102252057B1 (ko) * | 2013-02-21 | 2021-05-17 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 폴리올레핀 중합체 재료의 다층을 포함하는 자가-접착성 테이프 및 방법 |
| GB2617594A (en) * | 2022-04-13 | 2023-10-18 | Princes Ltd | Packaging |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5572882B2 (ja) | 2014-08-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10836518B2 (en) | Rigid holding container with breachable perimeter bubble | |
| US20130228575A1 (en) | Multi-layer container | |
| PL2178701T3 (pl) | Poliestrowa folia termokurczliwa | |
| TWI308547B (en) | Consumables container with nested insert and manufacturing method thereof | |
| JP2024102212A (ja) | ジッパーテープおよびジッパーテープ付き容器 | |
| JP5572882B2 (ja) | 食品搬送方法及び食品陳列方法 | |
| AU2019231392B2 (en) | Sleeve and packaging bag | |
| JP6790399B2 (ja) | 蓋材 | |
| JP4955339B2 (ja) | 蓋材および包装体および包装体の製造方法 | |
| TW200302190A (en) | Method of manufacturing a gas displacement package | |
| JP2012250520A (ja) | 積層包装材料 | |
| US20150021338A1 (en) | Packaging container | |
| JP2016030626A (ja) | 包装容器 | |
| JP2012158380A (ja) | 箱状保護部材 | |
| KR100689167B1 (ko) | 가스 치환 포장 부재의 제조 방법 | |
| JP6047879B2 (ja) | 包装体 | |
| JP7259268B2 (ja) | 開口部形状保持部材付きスタンディングパウチ | |
| JP6566617B2 (ja) | 組み合わせ容器包装体、内容器包装体および内容器 | |
| JP6839924B2 (ja) | 蓋材 | |
| JP2017077894A (ja) | レトルト用包装袋 | |
| US8074822B1 (en) | Liner film and packaging system with liner film | |
| CN211896762U (zh) | 一种粘接带、卷带结构、包装袋结构和餐盒 | |
| JP2023155658A (ja) | 液体用包装袋 | |
| GB2271975A (en) | Display packaging | |
| JP5002143B2 (ja) | 蓋材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130416 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140311 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140527 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140613 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5572882 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |