以下、本発明を図面に示す実施形態により説明する。
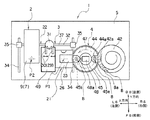
図1から図4は本発明に係るボタン供給装置の実施形態を備えたボタン付けミシン示すものであり、図1は要部の模式的正面図、図2は図1の要部の模式的平面図、図3はボタン撮像手段の模式的構成図、図4は要部のブロック図である。
本実施形態のボタン付けミシンは、従来公知のボタンを自動的に供給して、ボタンを縫製対象物としての布地に縫い付け、その後、縫い目に連なる糸を切断することのできる基本構成を備えているものである。
図1に示すように、本実施形態のボタン付けミシン1は、ミシン本体2、ボタン供給装置3、ボタン整列搬送装置4およびミシンテーブル5を有している。
ここで、ボタン付け用ミシン1は、図2の下方に示す下側が、オペレータが縫製動作を実行する際に、各種の操作および作業を行うために対峙する操作側となる前側FSとされており、図2の上側が前側FSに対して反対側に位置する後側BSとされている。また、図2の右方を右側RS、図2の左方を左側LSとし、後述する縫い針の移動方向に沿った上方を上側US、下方を下側DSとして以下に説明する。また、前側FSと後側BSとに沿った前後方向をY方向(Y軸方向)とし、左側LSと右側RSとに沿った左右方向をX方向(X軸方向)とし、XおよびY方向の両方向に直交する上側USと下側DSとに沿った上下方向をZ方向(Z軸方向)とする。
前記ミシン本体2は、ボタンBを図示しない縫製対象物としての布地などに縫い付けるためのものであり、単環縫いタイプあるいは本縫いタイプの縫い目を形成することのできるミシンが用いられている。また、ミシン本体2としては、針振りミシンや、電子式サイクルミシンなどが用いられている。さらにまた、ミシン本体2として、近年においては、予めボタンBの糸通し孔Baに対して順次針落ちするように設定された針落ちデータを読み出してボタンBの位置を制御しつつボタン付けを実行する電子制御タイプも用いられている。
前記ミシン本体2のミシンフレーム7は、ミシンテーブル5の上面の所定の位置に取着されるベッド部8と、ベッド部8の上方にベッド部8と平行に延在するアーム部9と、ベッド部8とアーム部9とをアーム部9の自由端側とは反対側の基端側で接続する連結縦胴部10とを具備する全体としてコ字状をなす一般的なフレーム構造とされている。
前記ミシン本体2は、縫い針12と、縫い針12の基端部を支持しミシンモータ14(図4)によって回転駆動されるミシン主軸(上軸)の回転に連動する針棒駆動機構(共に図示せず)によって所定のストロークをもって上下動される針棒13と布地を送るための送り装置およびボタン縫着後に送り装置によりボタンBが縫い付けられた布地を移動させて最適な糸残り長さになるように縫い目に連なる糸を切断するための糸切り装置(共に図示せず)などが備えられている。
なお、本実施形態のミシン本体2には、従来のボタン付けミシンに設けられていたボタンBを水平に保持するための開閉可能なボタンクランプアームを備えたボタン把持装置は設けられていない。
前記ミシン本体2のその他の構成については、従来公知のものと同一の構成とされているので、その詳しい説明については省略する。
本実施形態のボタン供給装置3は、ボタン撮像手段としての撮像装置21と、ボタン移送手段としての移送装置22とを有している。
前記撮像装置21は、複数の糸通し孔Baを具備するボタンBの画像データを得るためのものである。
本実施形態の撮像装置21は、図1および図2に示すように、ボタン整列搬送装置4の排出口45bから排出されるボタンBが上面に載置される第1偏光板23を有している。この第1偏光板23は、平面矩形をなすように形成されており、排出口45bの左側に隣接配置されている。そして、第1偏光板23の上方には、第2偏光板24が平行に延在するように対向配置されている。この第2偏光板24は、平面円形をなすように形成されており、パルスモータ、サーボモータなどからなる偏光板駆動手段としての偏光板用アクチュエータ25の駆動力をもって電気的な制御により後述する第1モードと第2モードとの2つの撮像モードを選択的に取り得るように回転位置が変更可能に構成されている。この第2偏光板24の回転は、例えば、偏光板用アクチュエータ25の出力軸25aにピニオン25Aを取り付けるとともに、第2偏光板24の外周にピニオン25Aと噛合する歯部24aを配設して、偏光板用アクチュエータ25の出力軸25aを回転させることにより達成できる。
前記第1偏光板23の下方には、照明装置26が配置されており、第2偏光板24の上方には、第1偏光板23の上面に載置されたボタンBを撮像して、そのボタンBの画像データを取得するためのカメラ27が配置されている。カメラ27は、ボタンBの撮像信号を制御手段51(図4)に送出する。
前記第1偏光板23、第2偏光板24、偏光板用アクチュエータ25、照明装置26およびカメラ27のそれぞれは、図示しない取付ステーあるいはブラケットによってミシンテーブル5の上面に配置されている。
前記照明装置26の光源26a(図4)としては、LED、電球および蛍光ランプなどを挙げることができる。なお、照明装置26としては、液晶表示パネルの背面照明(バックライト)を用いてもよい。また、照明装置26の配置としては、ミシンテーブル5の上面であってもよいし、ミシンテーブル5の上面に埋め込んでもよいし、ミシンテーブル5の下方であってもよい。但し、ミシンテーブル5の下方に照明装置26を配置する場合には、第1偏光板23の下方に向かう照射光を妨げないようにミシンテーブル5に照射光が通過する貫通孔などを形成することが肝要である。
前記カメラ27は、CCDイメージセンサあるいはCMOSイメージセンサなどの撮像素子27a(図4)と図示しない撮像レンズを有している。
前記移送装置22は、ボタン検査位置P1で撮像に供したボタンBの周縁をその径方向外側から挟持して水平に保持した状態でミシン本体2のベッド部8の上方に設定されたボタン供給位置P2に移送するためのものである。
ここで、ボタン検査位置P1とは、つぎの縫製に備えて、つぎの縫製に供するボタンBの画像データを得るための位置であり、第1偏光板23の上面に設定されている。また、ボタン供給位置P2とは、ボタンBを布地に縫い付けるための位置であり、ベッド部8の上方で、かつ、縫い針12の針下に設定されている。
本実施形態の移送装置22は、図1および図2に示すように、ボタン検査位置P1でボタンBの周縁を径方向外側から挟持するために、ソレノイド、パルスモータ、サーボモータなどからなるアーム用アクチュエータ28(図4)の駆動力をもって駆動される図示しない開閉機構に連結された図2の両矢印にて示すように開閉可能な1対のクランプアーム29を具備するボタンクランプ30を有している。このボタンクランプ30は、クランプ台31に取り付けられている。また、クランプ台31は、ミシン本体2のアーム部9の長手方向に沿うY方向(前後方向)およびアーム部9の長手方向に対して直交するX方向(左右方向)に移動させるX−Yステージ32によりX−Y方向(前後左右方向)に移動可能に形成されている。さらにまた、クランプ台31は、パルスモータ、サーボモータなどからなるクランプ用アクチュエータ33(図4)の駆動力をもって図2の両矢印にて示すように回動可能かつ図1の両矢印にて示すように上下動可能に形成されている。すなわち、クランプ用アクチュエータ33は、クランプ台31を回動させるための回動用アクチュエータ33aと、クランプ台31を上下動させる上下動用アクチュエータ33bとの2つのアクチュエータを備えている(図4)。
前記X−Yステージ32は、左右1対のY軸用ガイド34を有している。この左右1対のY軸用ガイド34のそれぞれは、ミシンテーブル5の上面に図示しない取付ステーにより両端部が着脱自在に支持されている。また、左右1対のY軸用ガイド34のうちの一方は、その長手方向を前後方向に向けてミシン本体2の左側LSに水平に延在するように配置されており、他方は、その長手方向を前後方向に向けてミシン本体2の右側RSに水平に延在するように配置されている。さらに、両Y軸用ガイド34のそれぞれには、Y軸用スライダ35が取り付けられており、これらのY軸用スライダ35は、リニアモータ、パルスモータ、サーボモータなどのY方向移送用アクチュエータ36(図4)の駆動力をもって、Y軸用ガイド34の長手方向に沿って前後方向に移動可能に形成されている。
前記2つのY軸用スライダ35には、X軸用ガイド37の両端が取り付けられており、X軸用ガイド37には、X軸用スライダ38が取り付けられている。このX軸用スライダ38は、リニアモータ、パルスモータ、サーボモータなどのX方向移送用アクチュエータ39(図4)の駆動力をもって、X軸用ガイド37の長手方向に沿って左右方向に移動可能に形成されている。また、X軸用ガイド37は、ミシン本体2のベッド部8の上面より上方において水平に延在するように配置されている。そして、X軸用スライダ38に、クランプ台31が取り付けられている。
したがって、クランプ台31は、X方向移送用アクチュエータ39およびY方向移送用アクチュエータ36からなる移送用アクチュエータの駆動力により、前後左右に移動することができるように形成されている。
なお、X−Yステージ32としては、クランプ台31を前後左右に移動させることのできるものであればよい。また、ボタン検査位置P1とボタン供給位置P2との間のミシンテーブル5の上面には、ボタン検査位置P1において外形形状に不具合があると認識されたボタンBの置き場所として排出トレイ49が配置されている。
なお、本実施形態のボタン供給装置3には、従来のボタン供給装置と異なり、ボタン保持ピンが立設されたボタン保持台、ボタンを保持したボタン保持台を支持してボタンをミシンのボタン挟持アームまで搬送する可動アーム、可動アームを旋回する移動用モータ、ボタンを回転させてボタン孔を保持ピンに嵌合させる調心機構などは設けられていない。
前記ボタン整列搬送装置4は、多数のボタンBをその表面を上方に向けて排出口45bから1つずつ排出するためのものであり、ミシンテーブル5の上面の右側RSに配設されている。このボタン整列搬送装置4としては、特開平3−103288号公報に記載されているような構造のものが用いられている。
すなわち、ボタン整列搬送装置4は、フィーダ用アクチュエータ41(図4)の駆動力により駆動される振動式自動部品整列供給装置としての振動式パーツフィーダ42を有しており、この振動式パーツフィーダ42の左側LSには、ボタンBの送出口42aが設けられている。そして、振動式パーツフィーダ42の左側LSには、パルスモータなどからなる回転板用駆動モータ43(図4)の駆動力によって45度などの予め設定された角度毎に間欠回転運動を行う円筒状の回転板44が配設されている。この回転板44は、ミシンテーブル5に固定配置された支持台45により下方から回転可能に支持されている。また、回転板44の外周部には、例えば8個(図2に2個のみ図示)などの予め設定された個数のボタン挿入孔44aが形成されている。これらのボタン挿入孔44aは、回転板44の中心位置から等距離位置に隣位する2つのボタン挿入孔44aの中心間距離が等しくなるように等角度配置されている。なお、ボタン挿入孔44aの個数が4個の場合には回転板44を90度毎、6個の場合には60度毎に間欠回転駆動するようにするとよい。勿論、間欠回転角度としては、ボタン挿入孔44aの個数に関係なく、設計コンセプトなどの必要に応じて任意の角度に設定することができる。
前記回転板44は、その外周面が支持台45の上面の外周に形成された円環状のフランジ部45aの内面と対向するように配置されている。そして、送出口42aから送出されて落下するボタンBを、回転板44に形成されたボタン挿入孔44a内に1個ずつ嵌入してその下面を支持台45によって支持するとともに、回転板44の回転によって、ボタン挿入孔44a内に嵌入したボタンBを水平弧状経路47に沿って移動できるように構成されている。
前記支持板台45のフランジ部45aの左側LSの位置には、水平弧状経路47上を移動するボタンBを左側LS、すなわち、第1偏光板23の上面に向けて排出する排出口45bが設けられており、支持台45の中央部には、ボタンBの排出に用いるためのボタン排出用ソレノイド48がその作動ロッド48aの先端を排出口45bと対向するように左側LSに向けて配置されている。そして、支持台45上を水平弧状経路47に沿って移動するボタンBは、水平弧状経路47の途中、詳しくはボタンBが送出口42aから180度回転した左側LSに移動した時点で、ボタン排出用ソレノイド48の作動ロッド48aの伸長動作により排出口45bから左方へ排出されて、第1偏光板23の上面のボタン検査位置P1に載置されるように構成されている。
本実施形態の制御手段51は、ボタン付けミシンの各部の動作の制御を司るためのものであり、図4に示すように、マイクロコンピュータと同様に、少なくとも演算部として機能するCPU52(MPUであってもよい)およびプログラムやデータを記憶する記憶部として機能するメモリ53を有している。
本実施形態の制御手段51には、ミシン本体2を構成する各種装置、例えば、ミシンモータ14や、針棒駆動機構、針振り機構、布送り機構、糸切り機構などの駆動源となるアクチュエータや、縫い針12の位置を検出する針位置センサなどの動作位置などの検出に用いる各種センサなどが電気的に接続されており、制御手段51のCPU52から送出される制御指令により、ミシン本体2の動作制御が行われるようになっている。
前記制御手段51には、ボタン供給装置3を構成する偏光板用アクチュエータ25、照明装置26の光源26a、カメラ27の撮像素子27a、アーム用アクチュエータ28、クランプ用アクチュエータ33、Y方向移送用アクチュエータ36およびX方向移送用アクチュエータ39や、第2偏光板24の位置の検出に用いるセンサなどの各種センサなども電気的に接続されており、制御手段51のCPU52から送出される制御指令により、ボタン供給装置3の動作制御が行われるようになっている。
前記制御手段51には、ボタン整列搬送装置44を構成するフィーダ用アクチュエータ41、回転板用駆動モータ43およびボタン排出用ソレノイド48や、回転板44の位置の検出に用いるセンサなどの各種センサなども電気的に接続されており、制御手段51のCPU52から送出される制御指令により、整列搬送装置4の動作制御が行われるようになっている。
前記制御手段51には、図示しない起動および停止に用いるペダルスイッチ、電源スイッチなどの各種スイッチや、情報の入力に用いる入力手段や、情報の表示に用いる表示手段なども電気的に接続されている。
前記CPU52は、従来公知の如く、ALUやアキュムレータなどから構成された演算部、命令レジスタや命令デコーダや制御信号発信回路などから構成された制御部、プログラム・カウンタやスタック・ポインタや汎用レジスタ(内部レジスタ)などから構成されたレジスタ部を有するものであり、その詳しい説明については省略する。
前記メモリ53は、少なくともそれぞれ適宜な容量のROM53aおよびRAM53bを有している。
前記ROM53aには、少なくとも各部の初期設定動作を行うプログラムおよびデータ、ミシン本体2による縫製動作制御を行うためのプログラムおよびそのデータ、ボタン供給装置3によるボタンBの供給動作制御を行うためのプログラムおよびそのデータ、および、ボタン整列搬送装置4によるボタンBの搬送動作制御を行うためのプログラムおよびそのデータなどが記憶されている。
前記ボタン供給装置3によるボタンBの供給動作制御を行うためのプログラムおよびそのデータとしては、例えば、ボタンBの画像データに基づいて移送装置22の動作を制御するプログラムや供給しようとするボタンBを予め糸通し孔Baを所望の方向に向くように配置した状態(図7参照)で予めカメラ27で撮像しその際に得られる基準の画像データなどを挙げることができる。なお、この基準の画像データは、ボタンの種類毎、あるいは、同じボタンでも被縫製物に縫い付ける際のボタンの向きなどの縫い付け仕様毎に、予め撮像し記憶されている。
具体的には、カメラ27から取得されるボタンの撮像信号を画像データに変換し、当該画像データに基づいて少なくともボタンBの外形、糸通し孔Baの数、間隔および位置を画像認識し、画像認識した結果に基づいて、ボタン検査位置P1において撮像に供したボタンの周縁をその径方向外側から1対のクランプアーム29により挟持して水平に保持し、その後、糸通し孔Baの位置が予め基準の画像データとして記憶されたボタンと同じ位置になるようにボタンBの姿勢を制御してボタン供給位置P2に移送するように、アーム用アクチュエータ28、クランプ用アクチュエータ33および移送用アクチュエータ40を駆動するものを挙げることができる。また、移送装置22の動作制御に必要なアーム用アクチュエータ28、クランプ用アクチュエータ33および移送用アクチュエータ40の駆動量、駆動方向、駆動タイミングなどの演算に用いるプログラムおよびデータも記憶される。なお、画像認識としては、ボタンBのサイズ(大きさ)や、第1偏光板23に載置されたボタンBの位置であるボタン検査位置P1そのものも認識されるようになっている。これにより、図示しない待機位置に保持されているクランプ台31,ひいてはクランプアーム29を、ボタン検出位置P1に移動させるのに必要な、X−Y方向への移動量、移動方向、クランプアーム29の回転角度、回転方向などが演算されるとともに、ボタンBをボタン検出位置P1で保持した後に、クランプ台31をボタン供給位置P2まで移相するのに必要なX−Y方向への移動量、移動方向、クランプアーム29の回転角度、回転方向なども演算されることになる。
また、ボタンBの供給動作制御を行うためのプログラムおよびそのデータとしては、第1偏光板23および第2偏光板24のそれぞれの偏光方向が相互に平行な第1撮像モードと、それぞれの偏光方向が相互に直交する第2撮像モードとの2つの撮像モードを選択的に取り得るように、電気的な制御により偏光板用アクチュエータ25を駆動させるものを挙げることができる。
さらに、ボタンBの供給動作制御を行うためのプログラムおよびそのデータとしては、ボタンBを一方の撮像モード、例えば第1撮像モードにより撮像した撮像画像から得られる画像データに基づいて、その撮像画像のコントラスト比が所定値以下か否かを判別し、その判別結果が所定値以下の場合は、偏光板用アクチュエータ25を駆動して他方の撮像モード、例えば、第2撮像モードに切り換えてボタンBを撮像するものを挙げることができる。
ここで、他方の撮像モードに切り換えたときにも、コントラスト比を判別し、コントラスト比が所定値以下のときには、ボタン無し、すなわち、ボタン供給エラーとするものも挙げることができる。これにより、ボタンBの有無を容易かつ確実に判別することができる。
なお、ミシン本体2が前述した電子制御式ミシンの場合には、ミシン本体2による縫製動作制御を行うためのプログラムおよびそのデータの一部として、予めボタンBの糸通し孔Baに対して順次針落ちするように設定された針落ちデータを挙げることができ、ボタンBの供給動作制御を行うためのプログラムおよびそのデータの一部として、移送装置22によりボタンBをボタン供給位置P2に移送した後に、針落ちデータに基づいて、ボタンBの糸通し孔Baの位置が針落ち位置になるように、移送用アクチュエータ44を駆動してボタンBの位置を制御するものを挙げることができる。
したがって、ボタン供給装置3によるボタンBの供給動作制御を行うためのプログラムおよびそのデータとして、少なくともカメラ27から送られてくる撮像信号に基づいてボタンBの画像認識および移送装置22の動作制御を行うための各種のものがある。
前記ROM53aには、オペレーティングシステムや各種のデバイスドライバなども記憶されている。
前記RAM53bは、少なくともCPU52による演算データおよび中間データなどを記憶するワークエリアとして用いられており、CPU52が処理動作を行う際には、必要なプログラムやデータをROM53aから読み込んで記憶するようになっている。
なお、メモリ53としては、データの消去と書き込みとを行うことのできるEEPROM、フラッシュメモリなどの不揮発性メモリを設けてもよい。このような不揮発性メモリとしては、着脱自在なメモリカードあるいは着脱自在なフラッシュメモリであってもよい。そして、不揮発性メモリには、ミシン本体2の縫製動作制御などを行うためのプログラムおよび縫製パターンなどのデータなどを記憶させてもよいし、ボタン供給装置3によるボタンBの供給動作制御や、ボタン整列搬送装置4によるボタンBの搬送動作制御を行うためのプログラムおよびそのデータなどを記憶させてもよい。また、画像データに基づいて認識されるボタンBの情報であるボタンBのサイズおよび位置や、糸通し孔Baの数、間隔および位置などは、ボタンBの種類毎に変化するので、不揮発性メモリに設けられた記憶領域に記憶するようにしてもよい。勿論、不揮発性メモリに、移送装置22の動作制御に必要なアーム用アクチュエータ28、クランプ用アクチュエータ33および移送用アクチュエータ40の駆動量、駆動方向、駆動タイミングなどの演算に用いるプログラムおよびそのデータなどを記憶させてもよい。
なお、本実施形態のボタン付けミシン1においては、ボタン付けミシン1の全体の動作の制御を司る制御手段51に、ボタン供給装置3の動作制御機能を併せ持たせているが、ボタン付けミシン1とボタン供給装置3とに個別の制御手段を設けるとともに双方に両者を連係する機能を持たせるようにしてもよい。
その他の構成は、従来公知のボタン付けミシンと同様に形成されているので、その詳しい説明については省略する。
つぎに、前述した構成からなる本実施形態のボタン供給装置の作用について説明する。
なお、ボタン整列搬送装置44およびミシン本体2の動作制御は、従来と同様とされているので、その詳しい説明は省略し、本実施形態のボタン供給装置3に関連する動作についてのみ説明する。
図5は本発明に係るボタン供給装置の実施形態におけるボタン供給動作を説明するフローチャートである。
本実施形態のボタン供給装置3におけるボタン供給動作は、第2偏光板24が第1撮像モードに位置決めされているとともに、クランプ台31、ひいてはクランプアーム29がボタン検査位置P1から離れた待機位置に保持されている状態で開始される。また、ボタンクランプ30は前後方向に沿って水平に配置されている。
なお、このような状態は、ボタン付けミシン1に電源が投入された際の初期設定動作(イニシャライズ動作)により実行されている。
そして、本実施形態のボタン供給装置3によるボタン供給動作が開始されると、図5に示すように、ステップS1おいて、ボタン整列搬送装置4からボタンBをボタン検査位置P1に載置する。すなわち、ボタン整列搬送装置4の排出口45bから排出されたボタンBを第1偏光板23の上面に載置する。
ついで、第1偏光板23の上面にボタンBが載置されると、つぎのステップS2において、ボタンBの画像をカメラ27で撮像する。勿論、カメラ27が動作するときには照明装置26が駆動する。
ついで、ステップS3において、CPU52は、カメラ27から出力された撮像信号を画像データに変換し、その画像データに基づいて、その撮像画像におけるコントラスト比が所定値以上であるか否かを判定する。
ここで、本実施形態の撮像装置21においては、第1偏光板23の下方に配設された照明装置26からの照明の透過光によりボタンBを撮像して、その影画像により画像認識を行うように構成されているので、反射光を用いてボタンBを撮像する場合と違って、ボタンBの色に関わりなく、常に同じ光量での撮像ができる。
前記ステップS3の判別結果がYES(コントラスト比が所定値以下)の場合には、ボタンBが第1偏光板23の上面にボタンBが載置されていないか、または、ボタンBが透明あるいは半透明の材質で形成されているため照明装置26からの照明の透過光がボタンBによって遮断され難くボタンBの形状を明確に認識できるほどのコントラスト比を有する画像が得られないかのいずれかであるとして、つぎのステップS4に進行し、偏光板用アクチュエータ25を駆動して第2偏光板24を90度回転して第1偏光板23と第2偏光板24の偏光方向を直交させて、つぎのステップS5に進行する。
このステップS4の動作により、撮像モードが第1撮像モードから第2撮像モードに切り換わる。
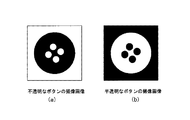
ここで、第1偏光板23と第2偏光板24のそれぞれの偏光方向が平行な第1撮像モードのときには両偏光板23、24による照射光の遮蔽が行われず、不透明のボタンBでは、図9(a)に示すようにボタンBの部分だけ照射光が遮断され容易にボタンBの影画像の画像データを得ることができるのに対して、半透明なボタンBでは、照射光の透過率が高く、透過照明で撮像すると画像全体のコントラストが低くなり、画像データが得られない。
一般に、偏光角度を90度ずらした2枚の偏光板を重ね合わせると、偏光方向が全く異なることから照射光が通過することができない。この時、偏光板の間に半透明のボタンBを入れると、第1偏光板23によって直線偏光した照射光がボタンBを通過することにより回転する旋光現象を起こし、ボタンBを通過して回転した照射光が第2偏光板を通過できるようになり、糸通し孔BaおよびボタンのボタンBの外周部は影となるので、図9(b)に示すようにコントラスト比の高い画像(影画像)を得ることができるようになる。なお、第2撮像モードでは、第1撮像モードでの撮像画像を反転した状態の画像が撮像される。
そこで、ステップS4において、第2偏光板24を90度回転させて、撮像モードを第1撮像モードから第2撮像モードに切り換えることにより、第1撮像モードでは画像を得ることのできない半透明のボタンBの画像を得ることができる。
ついで、ステップS5において、ステップS2でボタンBの撮像を行ってから同一のボタンBに対し第2偏光板24の回転駆動を2回実行したか否かを判別し、ステップS5の判別結果がNO(回転駆動を1回実行)の場合には、まだ、第2の撮像モードでの撮像が行われていないものとしてステップS2に戻る。これにより、第2撮像モードによる撮像を実行することができる。
前記ステップS5の判別結果がYES(回転駆動を2回実行)の場合には、第1撮像モードおよび第2撮像モードのいずれの撮像モードにおいても撮像画像のコントラスト比が所定値以下である、すなわち、ボタンBの形状を明確に認識できるほどのコントラスト比を有する画像が得られないとして、ボタンBがセットされていない旨を表示する等のエラー処理を実行し処理を終了する。
一方、前記ステップS3の判別結果がNO(撮像画像のコントラスト比が所定値以下でない)の場合には、ステップS6において、ボタンBの画像データに基づいて、ボタンBの画像認識を行って、つぎのステップS7に進行する。
なお、ステップS6における画像認識では、少なくともボタンBのサイズ、糸通し孔Baの数、間隔および位置を認識する。また、第1偏光板23に載置されたボタンBの位置なども認識する。
ついで、ステップS7において、ステップS6で認識されたボタン検査位置P1に配置されたボタンBのサイズ、糸通し孔Baの数、間隔および位置に関するデータを予め設定された基準画像における対応部位のデータと比較して、それぞれが所定範囲内にあるかどうかを判別し、ボタン検査位置P1に配置されたボタンBの外形形状に不具合が無く正常な形状であるか否かを判別する。このステップS7の判別結果がYES、すなわち、ボタンBの形状に不具合なしと判別された場合には、ステップS8に移行して、糸通し孔Baを所望の位置に一致させる回転角度(θ)を検出する。
なお、ステップS8における糸通し孔Baの回転角度(θ)の検出は、上述のように予め撮像した基準画像のデータとの比較により糸通し孔を一致させるボタンBの回転角度(θ)を求めることにより行われる。具体的には、例えば、図6に示すように、ボタンBがボタン供給位置P2に載置された際に糸通し孔Baが予め設定した所望の位置になるように、ボタンBをボタン検査位置P1に配置したときの基準画像における糸通し孔Ba付近の明暗のX方向に沿う変化範囲の長さ6a(以後、単に変化範囲長さと称する)を求めておき、画像認識しようとするボタンBの画像データにおける変化範囲の長さ6bが基準画像の変化範囲長さ6aと一致するようにボタンBの画像データを回転処理したときの回転角度(θ)を検出して得ることができる。また、図6においては、影画像の画像データ部分を斜線領域で示してある。
このような画像認識した結果、すなわち、ボタン情報は、RAM53bに記憶される。また、画像認識した結果、すなわち、RAM53bに記憶されたボタン情報に基づいて、糸通し孔Baの位置が予め設定された位置になるようにボタンBの姿勢を補正してボタン供給位置P2に移送するように、移送装置22の動作制御に必要なアーム用アクチュエータ28、クランプ用アクチュエータ33および移送用アクチュエータ40の駆動量、駆動方向、駆動タイミングなどが演算され、つぎのステップS9に進行する。なお、移送装置22の動作制御に用いる動作情報もRAM53bに記憶される。
ついで、ステップS9において、ボタンBをボタン供給位置P2まで移送する。このボタンBの移送は、RAM53bに記憶された動作情報に基づいて移送装置22を駆動する。これにより、撮像に供したボタンBの周縁をその径方向外側から1対のクランプアーム29により挟持して水平に保持し、その後、1対のクランプアーム29によりボタンBを水平に保持した状態で、糸通し孔Baの位置が予め設定された位置になるようにボタンBの姿勢を補正するように移送装置22を制御してボタン供給位置P2に移送することができる。
例えば、図7(a)に示すように、ステップS8の処理により求められた回転角度(θ)が、0度(θ=0度)のときには、撮像に供したボタンBを平行移動してボタン供給位置P2に移送する。
また、図7(b)に示すように、角度(θ)が45度傾いているとき(θ=45度)には、ボタン検査位置P1においてクランプ台31、ひいてはボタンクランプ30を前後方向に対して45度傾けた状態で撮像に供したボタンBを水平に保持し、その後、ボタンクランプ30が前後方向を向くように水平面に沿って45度傾けることにより、ボタンBの糸通し孔Baが予め設定された位置となるようにボタンBの姿勢を補正してボタン供給位置P2に移送する。
さらに、図7(c)に示すように、角度(θ)が90度傾いているとき(θ=90度)には、ボタン検査位置P1において破線にて示すように、クランプ台31、ひいてはボタンクランプ30が左右方向を向くように前後方向に対して90度傾けた状態で撮像に供したボタンBを水平に保持し、その後、ボタンクランプ30が前後方向を向くように水平面に沿って90度傾けることにより、ボタンBの糸通し孔Baが予め設定された位置となるようにボタンBの姿勢を補正してボタン供給位置P2に移送する。
なお、4つの糸通し孔Baを具備するボタンBの糸通し孔Baの位置がX軸に対して角度(θ)が0度の状態を図8(a)、45度の状態を図8(b)に示す。
また、ボタンクランプ30でボタンBを挟持するのは、例えば、クランプ台31を上昇させるとともに、ボタンクランプ30をボタンBの上方で開状態とし、この状態でボタンクランプ30がボタンBの外周の両側に対向するようにクランプ台31を下降してから、ボタンクランプ30を閉動作することにより達成できる。
なお、クランプ台31を上下動させずに、ボタンクランプ30を開動作した状態で、ボタンBの外周の両側に対向するように移動し、その後、ボタンクランプ30を閉動作することによっても達成できる。
そして、ボタンBがボタン供給位置P2に移送されると、つぎのステップS8において、ミシン本体2を駆動して布地にボタンBを縫い付けるボタン付けを開始して終了する。
この時、上下動用アクチュエータ33bの駆動力によりボタンクランプ30のクランプアーム29がボタンBを保持した状態で下降され、ベッド部8に載置された布地を上方から押さえた後に、縫い針12が動作することになる。
なお、ミシン本体2が、予めボタンBの糸通し孔Baに対して順次針落ちするように設定された針落ちデータを読み出してボタンBの位置を制御しつつボタン付けを実行する電子制御タイプのときには、ボタンBを保持した状態で縫い針12の動作に同期してX−Yステージ32が動作してボタン付けを実行することになる。
一方、ステップS7の判別結果がNO、すなわちボタンBの外形形状に不具合があると判別されたときには、ステップS11に移行して、CPU52は、ボタン検査位置P1において撮像に供したボタンBの周縁をその径方向外側から1対のクランプアーム29により挟持して水平に保持し、排出トレイ49の上方で落下させるように、アーム用アクチュエータ28、クランプ用アクチュエータ33および移送用アクチュエータ40を制御する。この制御により、外形形状に不具合を有すると認識されたボタンBは、ボタン供給位置P2に供給される前に排除される。
このように、本実施形態のボタン供給装置3によれば、ボタン撮像手段としての撮像装置21により得られたボタンBの画像データに基づいて、ボタン移送手段としての移送装置22により、撮像に供したボタンBの周縁をその径方向外側から挟持して水平に保持した状態でミシン本体2のベッド部8の上方に設定されたボタン供給位置P2に移送することができるので、従来と異なり、ボタンBに負荷を付与して回転させてボタン保持ピンに挿入させる必要が無いので、ボタンBの破損を容易かつ確実に防止することができるし、ボタンBの種類が変わる毎にボタン保持台を交換する段取り換えを行う必要がないので、生産性が向上する。
したがって、本実施形態のボタン供給装置3によれば、ボタンBの破損の防止および生産性の向上による近年の多品種、小ロット生産の自動化を容易に図ることができる。
また、本実施形態のボタン供給装置3のボタン撮像手段としての撮像装置21は、ボタンBの画像データを容易かつ確実に得ることができる。
さらに、本実施形態のボタン供給装置3によれば、ボタン撮像手段としての撮像装置21が上面にボタンBが載置される第1偏光板23と、第1偏光板23の上方に対向配置される第2偏光板24と、第1偏光板23の下方に配置された照明装置26と、第2偏光板24の上方に配置され、第1偏光板23の上面に載置されたボタンを撮像して画像データを取得するためのカメラとを有し、第1偏光板23および前記第2偏光板24は、相互の偏光方向が直交するように配置されるから、上面に縫着方向性を有する文字などの模様が施されていない半透明な材質により形成されているボタンBを供給する場合でも、ボタンBの透過光による画像(影画像)の画像データを容易かつ確実に得ることができる。その結果、画像データからボタンBの情報を容易かつ確実に得ることができる。なお、画像認識によりボタンBの糸通し孔Baの位置精度の良否の判別、ひいては、ボタンBの外形形状の良否の判別を行うこともできる。
さらにまた、本実施形態のボタン供給装置3によれば、制御手段51が第1偏光板23および第2偏光板24のそれぞれの偏光方向が相互に平行な第1撮像モードと、それぞれの偏光方向が相互に直交する第2撮像モードとの2つの撮像モードを選択的に取り得るように、偏光板用アクチュエータ25を駆動させるように形成されているから、両偏光板23,24の相互の回転位置を変更して撮像モードを切り換えるだけで、不透明および半透明のそれぞれのボタンの画像データを共通のボタン撮像手段により容易かつ確実に得ることができる。
さらに、本実施形態のボタン供給装置3によれば、電気的な制御により両偏光板24の回転位置を変更して第1と第2の撮像モードを切り換える偏光板用アクチュエータ25を備え、制御手段51が一方の撮像モードにより撮像したボタンの撮像画像のコントラスト比が所定値以下か否かを判別し、判別結果のコントラスト比が所定値以下のときには、偏光板用アクチュエータ25を駆動させて他方の撮像モードに切り換えてボタンBを撮像するように形成されているから、撮像されるボタンBが不透明および半透明のいずれであってもそれぞれのボタンBに対応する撮像モードに自動的に切り換えてボタンBの画像データを容易かつ確実に得ることができる。
また、本実施形態のボタン供給装置3によれば、ボタン移送手段としての移送装置22が、ボタンBの周縁を径方向外側から挟持して水平に保持するために、アーム用アクチュエータ28の駆動力をもって開閉可能な1対のクランプアーム29を具備するボタンクランプ30と、ボタンクランプ30が取り付けられるとともに、クランプ用アクチュエータ33の駆動力をもって回動可能かつ上下動可能なクランプ台31と、移送用アクチュエータ40の駆動力をもってクランプ台31をミシン本体2のアーム部9の長手方向に沿うY方向およびアーム部9の長手方向に対して直交するX方向に移動させるX−Yステージ32とを有しており、制御手段51は画像データに基づいて少なくともボタンBの糸通し孔Baの数、間隔および位置を画像認識し、画像認識した結果に基づいて、撮像に供したボタンBの周縁をその径方向外側から1対のクランプアーム29により挟持して水平に保持し、その後、糸通し孔Baの位置が予め設定された位置になるようにボタンBの姿勢を補正してボタン供給位置P2に移送するように、アーム用アクチュエータ28、クランプ用アクチュエータ33および移送用アクチュエータ40を駆動するように形成されているから、従来のボタン保持ピンを用いることなく、ボタンBをボタン検査位置P1からボタン供給位置P2まで容易かつ確実に移送することができる。
さらに、本実施形態のボタン供給装置3のボタン移送手段としての移送装置22によれば、ボタンBをボタン把持装置などの他の装置に受け渡すことなくボタン付けを実行することもできる。
なお、本発明は、前述した実施形態に限定されるものではなく、必要に応じて種々の変更が可能である。
例えば、上記実施形態では、第1偏光板および第2偏光板のそれぞれの偏光方向が相互に平行な第1の撮像モードを取り得るように第1偏光板が回転可能となっているが、第1偏光板および第2偏光板は、相互の偏光方向が直交するように固定配置されているだけもよい。この場合、従来、容易に認識できなかった半透明な材質で形成されたボタンの形状や孔位置が、容易に認識できる。
また、上記実施形態では、第2偏光板のみを回転可能に構成しているが、第2偏光板を固定にして第1偏光板のみを回転可能としても、両偏光板の双方を回転可能に構成してもよいことは勿論である。
さらに、上記実施形態では、第2偏光板を偏光板用アクチュエータにより回転させるように構成し、何れかの撮像モードで撮像された画像データのコントラスト比に応じて、第1および第2の撮像モードを自動的に切り換えて所定値以上のコントラスト比の所得できる撮像モードで画像データを取得しているが、いずれか一方の偏光板を手動により回転させて、カメラに設けられたモニタ画像により目視にていずれかよりコントラスト比の高いボタンの画像が取得できる撮像モードを手動にて選択してもよい。
また、上記実施形態では、所定値以上のコントラスト比が取得できれば、第1の撮像モードでの撮像画像に基づいてボタンが供給されるが、第1の撮像モードと第2の撮像モードの両撮像モードで撮像し、よりコントラスト比が高い画像データの基づいてボタンを供給するようにしてもよい。
またさらに、上記実施形態では、糸通し孔を所望の位置に一致させる回転角度(θ)を検出する際に、糸通し孔付近の明暗のX軸方向に沿う変化範囲の長さが一致するようにボタンBの画像データを回転処理したときの回転角度(θ)を求めているが、ボタンBがボタン供給位置に載置された際に撮像された撮像画像と白黒が反転する基準画像を作成し、基準画像とボタンのそれぞれの画像データを重ね合わせていずれか一方の画像データを回転させた際に、重ね合わせて得られる画像データ中の白色部分が最小となる回転角度を糸通し孔を所望の位置に一致させる回転角度(θ)としてもよい。なお、この場合、第1および第2の撮像モードに対応させて、基準画像のデータの反転状態を切り換える必要がある。