JP2010000528A - スポット溶接方法 - Google Patents
スポット溶接方法 Download PDFInfo
- Publication number
- JP2010000528A JP2010000528A JP2008162522A JP2008162522A JP2010000528A JP 2010000528 A JP2010000528 A JP 2010000528A JP 2008162522 A JP2008162522 A JP 2008162522A JP 2008162522 A JP2008162522 A JP 2008162522A JP 2010000528 A JP2010000528 A JP 2010000528A
- Authority
- JP
- Japan
- Prior art keywords
- value
- spot welding
- servo motor
- pressure
- command value
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 83
- 238000000034 method Methods 0.000 title claims abstract description 37
- 238000012937 correction Methods 0.000 claims abstract description 48
- 238000003825 pressing Methods 0.000 claims description 11
- 230000007246 mechanism Effects 0.000 abstract description 20
- 238000001514 detection method Methods 0.000 description 13
- 230000032683 aging Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 238000004891 communication Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000007723 transport mechanism Effects 0.000 description 2
- 238000010276 construction Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
Images





Landscapes
- Resistance Welding (AREA)
Abstract
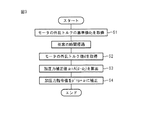
【解決手段】サーボモータによって対の電極チップを駆動することにより、電極チップの間にワークを挟み込み加圧した状態で、電極チップ間に通電することによってワークをスポット溶接するスポット溶接方法において、ステップS1で、サーボモータを動作させて外乱トルク値を求め、求められた外乱トルク値を基準値d0として記録する。任意の時間経過後に、ステップS2で、サーボモータを動作させて外乱トルク値dを求め、ステップS3で、外乱トルク値dと基準値d0との差から加圧力補正値α=A(d−d0)を求める。ステップS4において、スポット溶接時の電極チップによるワークの加圧力の指令値の設定値を、加圧力補正値αだけずらして、p’=p+αに補正する。
【選択図】図3
Description
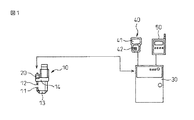
11 固定側電極チップ
12 可動側電極チップ
20 サーボモータ
30 制御装置
Claims (5)
- 設定値に応じた加圧力指令値にしたがってサーボモータによって対の電極チップを駆動することにより、該電極チップの間にワークを挟み込み加圧した状態で、該電極チップ間に通電することによってワークをスポット溶接するスポット溶接方法において、
前記サーボモータを動作させて外乱トルク値を求め、求められた外乱トルク値を基準値として記録する第1のステップと、
前記第1のステップから任意の時間経過後に、前記サーボモータを動作させて外乱トルク値を求める第2のステップと、
前記第2のステップで求めた外乱トルク値と前記基準値との差から加圧力補正値を求める第3のステップと、
スポット溶接時の前記電極チップによる前記ワークの加圧力の指令値を、前記設定値から前記加圧力補正値だけずれた値に補正する第4のステップと、
を有することを特徴とするスポット溶接方法。 - 前記第1のステップに続いて、予め定められた加圧力指令値にしたがって前記サーボモータを駆動し、前記電極チップ同士が押し付けられて前記加圧力指令値が満足された状態の時の前記サーボモータの位置を検出し、基準位置として記録する第5のステップと、
前記第3のステップに続いて、前記第5のステップにおける前記加圧力指令値に、前記第3のステップで求められた前記加圧力補正値を加算した新たな加圧力指令値にしたがって前記サーボモータを駆動し、前記電極チップ同士が押し付けられて前記加圧力指令値が満足された状態の時の前記サーボモータの位置を検出する第6のステップと、
前記第6のステップで検出した前記サーボモータの位置と前記基準位置との差が所定の閾値を越えている場合に警告を発する第7のステップと、
をさらに有する請求項1に記載のスポット溶接方法。 - 前記第6のステップで検出した前記サーボモータの位置と前記基準位置との差が所定の閾値を越えている場合には、スポット溶接工程を実行しない請求項2に記載のスポット溶接方法。
- 前記サーボモータに付属する温度検出器によって検出された温度値によって、前記サーボモータの外乱トルク値に補正を加える請求項1から3のいずれか1項に記載のスポット溶接方法。
- 設定値に応じた加圧力指令値にしたがってサーボモータによって対の電極チップを駆動することにより、該電極チップの間にワークを挟み込み加圧した状態で、該電極チップ間に通電することによってワークをスポット溶接するスポット溶接方法において、
前記サーボモータを動作させてモータ電流値を測定し、測定されたモータ電流値を基準値として記録する第1のステップと、
前記第1のステップから任意の時間経過後に、前記第1のステップと同一条件で前記サーボモータを動作させてモータ電流値を求める第2のステップと、
前記第2のステップで求めたモータ電流値と前記基準値との差から加圧力補正値を求める第3のステップと、
スポット溶接時の前記電極チップによる前記ワークの加圧力の指令値を、前記設定値から前記加圧力補正値だけずれた値に補正する第4のステップと、
を有することを特徴とするスポット溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008162522A JP5113640B2 (ja) | 2008-06-20 | 2008-06-20 | スポット溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008162522A JP5113640B2 (ja) | 2008-06-20 | 2008-06-20 | スポット溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000528A true JP2010000528A (ja) | 2010-01-07 |
| JP5113640B2 JP5113640B2 (ja) | 2013-01-09 |
Family
ID=41582668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008162522A Expired - Fee Related JP5113640B2 (ja) | 2008-06-20 | 2008-06-20 | スポット溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5113640B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014004102A1 (de) | 2013-03-28 | 2014-10-02 | Fanuc Corporation | Punktschweisssystem, darin eingeschlossen Punktschweisszange |
| CN108161198A (zh) * | 2017-12-25 | 2018-06-15 | 中国重汽集团济南动力有限公司 | 一种机器人电阻点焊工艺参数测试及控制方法 |
| EP4000817A1 (en) * | 2020-11-16 | 2022-05-25 | Kabushiki Kaisha Yaskawa Denki | Diagnosis of state of device |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH106026A (ja) * | 1996-06-27 | 1998-01-13 | Nachi Fujikoshi Corp | サーボ制御溶接ガンの加圧力調整方法 |
| JP2004130357A (ja) * | 2002-10-11 | 2004-04-30 | Fanuc Ltd | スポット溶接ガン及びスポット溶接ガンの加圧力制御方法 |
-
2008
- 2008-06-20 JP JP2008162522A patent/JP5113640B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH106026A (ja) * | 1996-06-27 | 1998-01-13 | Nachi Fujikoshi Corp | サーボ制御溶接ガンの加圧力調整方法 |
| JP2004130357A (ja) * | 2002-10-11 | 2004-04-30 | Fanuc Ltd | スポット溶接ガン及びスポット溶接ガンの加圧力制御方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014004102A1 (de) | 2013-03-28 | 2014-10-02 | Fanuc Corporation | Punktschweisssystem, darin eingeschlossen Punktschweisszange |
| JP2014188585A (ja) * | 2013-03-28 | 2014-10-06 | Fanuc Ltd | スポット溶接ガンを有するスポット溶接システム |
| US9440306B2 (en) | 2013-03-28 | 2016-09-13 | Fanuc Corporation | Spot welding system including spot welding gun |
| DE102014004102B4 (de) | 2013-03-28 | 2019-09-05 | Fanuc Corporation | Punktschweisssystem mit einer Punktschweisszange |
| CN108161198A (zh) * | 2017-12-25 | 2018-06-15 | 中国重汽集团济南动力有限公司 | 一种机器人电阻点焊工艺参数测试及控制方法 |
| EP4000817A1 (en) * | 2020-11-16 | 2022-05-25 | Kabushiki Kaisha Yaskawa Denki | Diagnosis of state of device |
| JP2022079257A (ja) * | 2020-11-16 | 2022-05-26 | 株式会社安川電機 | 判定システム、判定方法、および判定プログラム |
| US11833695B2 (en) | 2020-11-16 | 2023-12-05 | Kabushiki Kaisha Yaskawa Denki | Diagnosis of state of device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5113640B2 (ja) | 2013-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7600435B2 (en) | Method of determining deterioration of pressurizing performance of spot welding gun | |
| JP5638102B2 (ja) | スポット溶接ガンを有するスポット溶接システム | |
| US7863539B2 (en) | Positioning method of spot welding robot | |
| CN108136537B (zh) | 摩擦搅拌点接合装置及摩擦搅拌点接合方法 | |
| US20110180516A1 (en) | Position detection device and a position detection method for a workpiece to be welded | |
| KR20130099237A (ko) | 로봇의 브레이크를 검사하기 위한 방법 및 로봇의 브레이크를 검사하기 위한, 토크센서에 의해 검출된 토크의 사용 방법 | |
| JP4880021B2 (ja) | 溶接ワーク位置検出方法 | |
| JP2016203246A (ja) | スポット溶接の品質診断システム | |
| CN101116042A (zh) | 用于工作机的故障监测方法 | |
| JP3629022B2 (ja) | スポット溶接ガン及びスポット溶接ガンの加圧力制御方法 | |
| JP5113640B2 (ja) | スポット溶接方法 | |
| US20150336201A1 (en) | Spot welding system and spot welding method | |
| US9884386B2 (en) | Welding process for the Welding of Aluminum | |
| JP3864240B2 (ja) | 溶接方法 | |
| JP4980323B2 (ja) | プラント制御診断装置、方法及びプログラム | |
| JP5403697B2 (ja) | 回路基板の衝撃試験装置、及び回路基板の衝撃試験方法 | |
| JP5290661B2 (ja) | スポット溶接装置の電極消耗量計測方法及び電極消耗量計測装置 | |
| KR101882096B1 (ko) | 스마트 벤딩 시스템 | |
| JP5172278B2 (ja) | スポット溶接ガン制御装置 | |
| JP7335093B2 (ja) | 溶接システム | |
| JP6940820B2 (ja) | ロボット制御装置、保守管理方法、及び保守管理プログラム | |
| KR101637654B1 (ko) | 차량 avn시스템 검사로봇 및 그 제어방법 | |
| CN112775528B (zh) | 一种自动评估电阻点焊钳刚性的方法 | |
| JP2020019039A (ja) | 溶接装置及び溶接装置の板厚検査方法 | |
| KR100900629B1 (ko) | 코일 용접부 진단 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120906 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120918 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121012 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |