JP2009068043A - 連続溶融金属めっき設備のスナウト装置 - Google Patents
連続溶融金属めっき設備のスナウト装置 Download PDFInfo
- Publication number
- JP2009068043A JP2009068043A JP2007235388A JP2007235388A JP2009068043A JP 2009068043 A JP2009068043 A JP 2009068043A JP 2007235388 A JP2007235388 A JP 2007235388A JP 2007235388 A JP2007235388 A JP 2007235388A JP 2009068043 A JP2009068043 A JP 2009068043A
- Authority
- JP
- Japan
- Prior art keywords
- snout
- metal plating
- molten metal
- plating bath
- continuous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Coating With Molten Metal (AREA)
Abstract
【課題】スナウトが熱膨張してもスナウトの先端が溶融金属めっき浴内で移動するのを防止しスナウトとスナウトポンプ機構の相対位置の変化を防止する連続溶融金属めっき設備のスナウト装置を提供する。
【解決手段】上部が連続焼鈍炉11の出側に連結され下部が溶融金属めっき浴12に浸漬するスナウト10aと、スナウト10aが溶融金属めっき浴12に浸漬する際の傾斜角度を調整する角度調整機構13とを有する連続溶融金属めっき設備のスナウト装置10において、スナウト10aの下部側に固定部材14を設け、固定部材14を介して溶融金属めっき浴12を支持する基台15にスナウト10aを固定すると共に、スナウト10aの上端部に伸縮部材16を設け、伸縮部材16を介してスナウト10aを連続焼鈍炉11の出側に連結する。
【選択図】図1
【解決手段】上部が連続焼鈍炉11の出側に連結され下部が溶融金属めっき浴12に浸漬するスナウト10aと、スナウト10aが溶融金属めっき浴12に浸漬する際の傾斜角度を調整する角度調整機構13とを有する連続溶融金属めっき設備のスナウト装置10において、スナウト10aの下部側に固定部材14を設け、固定部材14を介して溶融金属めっき浴12を支持する基台15にスナウト10aを固定すると共に、スナウト10aの上端部に伸縮部材16を設け、伸縮部材16を介してスナウト10aを連続焼鈍炉11の出側に連結する。
【選択図】図1
Description
本発明は、連続溶融金属めっき設備のスナウト装置に関する。
従来、連続溶融金属めっき装置、例えば、連続溶融亜鉛めっき装置では、連続焼鈍炉で処理された鋼板が溶融亜鉛めっき浴(めっきポット)内に進入するまでの間に外気によって酸化されるのを防止するため、連続焼鈍炉出側と溶融金属めっき浴の間にダクト状のスナウトが設けられている。そして、スナウトは、例えば、連続焼鈍炉出側とベローズを介して接続され、スナウトの上部が支点ピンにて回転可能に軸支されると共に、スナウトの側部は傾斜角度の調整が可能な角度調整手段を介して支持されている。一方、連続溶融亜鉛めっきにおいては、めっきの密着性向上等のため溶融亜鉛にアルミニウムが添加されているので、鋼板から溶出した鉄と溶融亜鉛めっき浴中のアルミニウムの反応でドロスが生成する。また、溶融亜鉛めっき浴の浴面では溶融亜鉛と空気の接触で酸化亜鉛も生成する。このため、溶融亜鉛めっき浴の浴面には、ドロスや酸化亜鉛等の異物が浮遊している。
ここで、スナウト内を通じて鋼板は溶融亜鉛中に連続的に進入しているため、鋼板の溶融亜鉛中への進入に伴って溶融亜鉛の流れが発生し、溶融亜鉛めっき浴の浴面に浮遊している異物はスナウト内に引き込まれ、鋼板表面に付着してめっき鋼板の表面欠陥の原因になる。そこで、スナウト内の浴面に浮遊している異物を溶融亜鉛と共に吸引し清浄な溶融亜鉛をスナウト内に供給するスナウトポンプが、スナウトに配置されている(例えば、特許文献1参照)。
ここで、スナウト内を通じて鋼板は溶融亜鉛中に連続的に進入しているため、鋼板の溶融亜鉛中への進入に伴って溶融亜鉛の流れが発生し、溶融亜鉛めっき浴の浴面に浮遊している異物はスナウト内に引き込まれ、鋼板表面に付着してめっき鋼板の表面欠陥の原因になる。そこで、スナウト内の浴面に浮遊している異物を溶融亜鉛と共に吸引し清浄な溶融亜鉛をスナウト内に供給するスナウトポンプが、スナウトに配置されている(例えば、特許文献1参照)。
一方、連続焼鈍炉出側と溶融亜鉛めっき浴の間にスナウトを取付けて連続溶融亜鉛めっき処理を開始すると、スナウトや角度調整手段の温度は徐々に上昇してくるが、角度調整手段の温度上昇はスナウトの温度上昇に比べて小さいため、スナウトに生じた熱膨張によりスナウトは支点ピンを中心に回転する。その結果、スナウトの先端は溶融金属めっき浴内で移動し、スナウトの先端の水平方向移動量は100mmにも及ぶことがある。このため、鋼板とスナウトの相対位置が変化することで鋼板とスナウトポンプの相対位置関係も変化し、鋼板の周囲からスナウトポンプで異物を均等に除去することができなくなるという問題が生じる。その結果、亜鉛めっき処理された鋼板表面に異物が存在して安定した品質の亜鉛めっき鋼板が得られなくなると共に、亜鉛めっき鋼板をプレス加工すると金型に傷が生ずるという問題も発生する。
本発明はかかる事情に鑑みてなされたもので、スナウトが熱膨張してもスナウトの先端が溶融金属めっき浴内で移動するのを防止すると共に、スナウトとスナウトポンプ機構の相対位置が変化するのも防止する連続溶融金属めっき設備のスナウト装置を提供することを目的とする。
前記目的に沿う本発明に係る連続溶融金属めっき設備のスナウト装置は、上部が連続焼鈍炉の出側に連結され下部が溶融金属めっき浴に浸漬するスナウトと、該スナウトが該溶融金属めっき浴に浸漬する際の傾斜角度を所定値に調整する角度調整機構とを有する連続溶融金属めっき設備のスナウト装置において、
前記スナウトの下部側に固定部材を設け、該固定部材を介して前記溶融金属めっき浴を支持する基台に該スナウトを固定すると共に、該スナウトの上端部に伸縮部材を設け、該伸縮部材を介して該スナウトを前記連続焼鈍炉の出側に連結する。
前記スナウトの下部側に固定部材を設け、該固定部材を介して前記溶融金属めっき浴を支持する基台に該スナウトを固定すると共に、該スナウトの上端部に伸縮部材を設け、該伸縮部材を介して該スナウトを前記連続焼鈍炉の出側に連結する。
本発明に係る連続溶融金属めっき設備のスナウト装置において、前記スナウトの下部側に前記固定部材とは別に取付け部材を設け、該取付け部材に前記溶融金属めっき浴内の異物の吸引と該溶融金属めっき浴内への清浄な溶融金属の供給を行なうスナウトポンプ機構を設けることが好ましい。
本発明に係る連続溶融金属めっき設備のスナウト装置において、前記スナウトポンプ機構は、前記溶融金属めっき浴内の異物の吸引を行なう吸引ノズルと該溶融金属めっき浴内への清浄な溶融金属の供給を行なう供給ノズルを有し、前記吸引ノズルの先部と前記供給ノズルの先部は、前記スナウトの軸心方向と平行になるようにそれぞれ配置され、更に、前記スナウトポンプ機構には前記吸引ノズルと前記供給ノズルを該スナウトの軸心方向及び該スナウトの軸心方向に直交する方向にそれぞれ移動させる駆動手段が設けられていることが好ましい。
請求項1〜3記載の連続溶融金属めっき設備のスナウト装置においては、下部側が固定されたスナウトを温度変動に応じてスナウトの長手方向に自由に伸縮させて傾斜角度の変化を防止するので、スナウトが熱膨張してもスナウトの先端が溶融金属めっき浴内で移動するのを防止できる。
特に、請求項2記載の連続溶融金属めっき設備のスナウト装置においては、スナウトに設けた取付け部材にスナウトポンプ機構を取付けるので、スナウトとスナウトポンプ機構の位置調整を現地ではなく工場で行なうことができ、スナウトの据付け工期を短縮できる。
請求項3記載の連続溶融金属めっき設備のスナウト装置においては、スナウトポンプ機構の点検及び交換作業が容易になると共に、スナウトに取付けた後のスナウトポンプ機構の位置調整も容易に行なうことができる。
請求項3記載の連続溶融金属めっき設備のスナウト装置においては、スナウトポンプ機構の点検及び交換作業が容易になると共に、スナウトに取付けた後のスナウトポンプ機構の位置調整も容易に行なうことができる。
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態につき説明し、本発明の理解に供する。
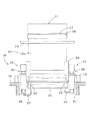
ここで、図1は本発明の一実施の形態に係る連続溶融金属めっき設備のスナウト装置の側面図、図2は同連続溶融金属めっき設備のスナウト装置の正面図、図3は同連続溶融金属めっき設備のスナウト装置に取付けたスナウトポンプ機構の位置調整を示す説明図である。
ここで、図1は本発明の一実施の形態に係る連続溶融金属めっき設備のスナウト装置の側面図、図2は同連続溶融金属めっき設備のスナウト装置の正面図、図3は同連続溶融金属めっき設備のスナウト装置に取付けたスナウトポンプ機構の位置調整を示す説明図である。
図1、図2に示すように、本発明の一実施の形態に係る連続溶融金属めっき設備のスナウト装置10は、上部が連続焼鈍炉11の出側に連結され下部が溶融金属めっき浴12に浸漬するスナウト10aと、スナウト10aが溶融金属めっき浴12に浸漬する際の傾斜角度を所定値に調整する角度調整機構13とを有している。以下詳細に説明する。
スナウト10aは断面視して矩形状であって、その下部側には、例えば、水平配置された固定部材14が設けられ、スナウト10aは固定部材14を介して溶融金属めっき浴12を支持する基台15に固定されている。そして、スナウト10aの上端部には伸縮部材の一例であるベローズ16が設けられ、スナウト10aはベローズ16を介して連続焼鈍炉11の出口17に接続している。なお、符号24は、連続焼鈍炉11を支持する設備架構の梁材である。
また、角度調整機構13は、スナウト10aの中間部外壁に当接して回転可能な車輪25と、車輪25を回転可能に支持する受け台26と、基台15の一部を構成する基台梁材27に立設され受け台26を支える柱部材28と、柱部材28を昇降させて受け台26の高さ位置を調整する昇降機構(図示せず)とを有している。これによって、受け台26の高さ位置を調整することにより、スナウト10aの傾斜角度θを調整することができると共に、スナウト10aの温度が上昇した際にはスナウト10aの長手方向(スナウト10aの軸心方向)に自由に熱膨張させることができる。
スナウト10aの下部には、固定部材14とは別に、スナウト10aと連通し断面視して矩形状の空間部が内側に形成された取付け部材29が設けられ、取付け部材29には溶融金属めっき浴12内の異物の吸引と溶融金属めっき浴12内への清浄な溶融金属の供給を行なうスナウトポンプ機構18が設けられている。
また、取付け部材29の外側には、図示しない締結部材を介して固定部材14が取付けられている。そして、固定部材14の両側は、溶融金属めっき浴12を支持する基台15の一部を構成すると共に、溶融金属めっき浴12の上方の開口部を形成する枠体30に図示しない締結部材を介して固定されている。更に、取付け部材29の下部にはスナウト先端金物31が取付けられ、スナウト先端金物31の先側が溶融金属めっき浴12に浸漬している。これによって、スナウト10aの下部に固定部材14を設けることができ、固定部材14を介して、スナウト10aを溶融金属めっき浴12を支持する基台15に固定することができる。
また、取付け部材29の外側には、図示しない締結部材を介して固定部材14が取付けられている。そして、固定部材14の両側は、溶融金属めっき浴12を支持する基台15の一部を構成すると共に、溶融金属めっき浴12の上方の開口部を形成する枠体30に図示しない締結部材を介して固定されている。更に、取付け部材29の下部にはスナウト先端金物31が取付けられ、スナウト先端金物31の先側が溶融金属めっき浴12に浸漬している。これによって、スナウト10aの下部に固定部材14を設けることができ、固定部材14を介して、スナウト10aを溶融金属めっき浴12を支持する基台15に固定することができる。
ここで、スナウトポンプ機構18は、正面視して取付け部材29の両側にそれぞれ設けられ、溶融金属めっき浴12内の浴面に浮遊する異物を吸引する吸引ポンプ32と、溶融金属めっき浴12内への清浄な溶融金属の供給を行なう吐出ポンプ33を有している。そして、吸引ポンプ32は、例えば、取付け部材29の一方の側部にスナウト10aの軸心方向と直交して設けられた第1の移動レール34と、第1の移動レール34上を走行しスナウト10aの軸心方向と平行に配置される第1の昇降レール35を載置する第1の移動台車(図示せず)と、第1の昇降レール35上を走行する第1の昇降台車(図示せず)と、第1の移動台車及び第1の昇降台車を駆動させる駆動源(図示せず)とを備えた駆動手段36と、駆動手段36の第1の昇降台車に載置され溶融金属めっき浴12内の異物を吸引する吸引ノズル37を備えたポンプ部38とを有している。
同様に、吐出ポンプ33は、取付け部材29の他方の側部にスナウト10aの軸心方向と直交して設けられた第2の移動レールと、第2の移動レール上を走行しスナウト10aの軸心方向と平行に配置される第2の昇降レールを載置する第2の移動台車と、第2の昇降レール上を走行する第2の昇降台車と、第2の移動台車及び第2の昇降台車を駆動させる駆動源(図示せず)とを備えた駆動手段39と、駆動手段39の第2の昇降台車に載置され溶融金属めっき浴内への清浄な溶融金属の供給を行なう供給ノズル40を備えたポンプ部41とを有している。
そして、第1の昇降台車にポンプ部38を載置した際に吸引ノズル37の先部42がスナウト10aの軸心方向と平行になるように、第2の昇降台車にポンプ部41を載置した際に供給ノズル40の先部43がスナウト10aの軸心方向と平行になるように調整する。これにより、駆動手段36、39を用いて吸引ノズル37の先部42と供給ノズル40の先部43をスナウト10aの軸心方向及びスナウト10aの軸心方向に直交する方向にそれぞれ移動させることができる。
そして、第1の昇降台車にポンプ部38を載置した際に吸引ノズル37の先部42がスナウト10aの軸心方向と平行になるように、第2の昇降台車にポンプ部41を載置した際に供給ノズル40の先部43がスナウト10aの軸心方向と平行になるように調整する。これにより、駆動手段36、39を用いて吸引ノズル37の先部42と供給ノズル40の先部43をスナウト10aの軸心方向及びスナウト10aの軸心方向に直交する方向にそれぞれ移動させることができる。
続いて、本発明の一実施の形態に係る連続溶融金属めっき設備のスナウト装置10の作用について説明する。
図1、図2に示すように、下部に設けられた取付け部材29の両外側に吸引ポンプ32、吐出ポンプ33がそれぞれ取付けられているスナウト10aの上部を、ベローズ16を介して連続焼鈍炉11の出口17に連結する。更に、スナウト10aの中間部を角度調整機構13を介して支え、スナウト10aの下部が溶融金属めっき浴12に所定の傾斜角度θで浸漬するように角度調整する。そして、スナウト10aの下部側に設けた(取付け部材29の外側に固定した)固定部材14を介して、スナウト10aを溶融金属めっき浴12を支持する基台15に固定する。
図1、図2に示すように、下部に設けられた取付け部材29の両外側に吸引ポンプ32、吐出ポンプ33がそれぞれ取付けられているスナウト10aの上部を、ベローズ16を介して連続焼鈍炉11の出口17に連結する。更に、スナウト10aの中間部を角度調整機構13を介して支え、スナウト10aの下部が溶融金属めっき浴12に所定の傾斜角度θで浸漬するように角度調整する。そして、スナウト10aの下部側に設けた(取付け部材29の外側に固定した)固定部材14を介して、スナウト10aを溶融金属めっき浴12を支持する基台15に固定する。
続いて、吐出ポンプ33の供給ノズル40から溶融金属めっき浴12内に溶融金属を供給する。そして、駆動手段36を用いて吸引ノズル37の先端部42をスナウト10aの軸心方向及びスナウト10aの軸心方向に直交する方向にそれぞれ移動させて、溶融金属めっき浴12の浴面位置に対して吸引ノズル37の先端部42が最適位置に配置されるようにする。同様に、駆動手段39を用いて供給ノズル40の先端部43をスナウト10aの軸心方向及びスナウト10aの軸心方向に直交する方向にそれぞれ移動させて、溶融金属めっき浴12の浴面位置に対して供給ノズル40の先端部43が最適位置(操業時位置)に配置されるようにする。これにより、溶融金属めっき浴12中に鋼板を進入させた際に、鋼板の周囲から吸引ノズル37で異物を均等に除去すると共に、鋼板の周囲に供給ノズル40から溶融金属を供給することができる。そして、連続焼鈍炉11の出口17から鋼板をスナウト10aを経由して溶融金属めっき浴12内に進入させることでめっき処理を開始することができる。
めっき処理が開始されると、スナウト10a内には連続焼鈍炉11を通過した加熱状態の鋼板が通過し、スナウト10aの下部側は溶融金属めっき浴12からの熱により加熱されるため、スナウト10aの温度は徐々に上昇して、スナウト10a内に長手方向に変化する温度分布が形成される。ここで、スナウト10aは、スナウト10aの下部側に設けた固定部材14を介して溶融金属めっき浴12を支持する基台15に固定され、スナウト10aの中間部はスナウト10aの長手方向に自由に熱膨張できるように角度調整機構13で支持されている。このため、スナウト10a内に形成された長手方向に変化する温度分布によりスナウト10aに長手方向の熱膨張が発生すると、この熱膨張はスナウト10aの上部と連続焼鈍炉11の出口17の間に設けられたベローズ16で吸収されスナウト10aの傾斜角度θは変化しない。また、連続焼鈍炉11の操業温度が低下したり、溶融金属めっき浴12の操業温度が低下することにより、スナウト10aの温度が低下してスナウト10aが長手方向に収縮する場合も、スナウト10aの収縮はベローズ16が伸びることにより吸収され、スナウト10aが収縮しても、スナウト10aの傾斜角度θは変化しない。
また、吸引ポンプ32の吸引ノズル37、吐出ポンプ33の供給ノズル40が損耗した場合は、図3に示すように、駆動手段36(39)を操作して吸引ノズル37(供給ノズル40)をスナウト10aの軸心方向に沿って下降させることで(a)に示す操業時位置から、スナウト10aの下端部から吸引ノズル37(供給ノズル40)を外部に引出すことが可能な(b)に示すノズル引出し位置まで移動させる。次いで、駆動手段36(39)を操作して吸引ノズル37(供給ノズル40)をスナウト10aの軸心方向に直交する方向に移動させることで(b)に示すノズル引出し位置から、吸引ノズル37(供給ノズル40)を溶融金属めっき浴12から外部に取出すことが可能な(c)に示すノズル取出し位置まで移動させる。そして、駆動手段36(39)を操作して吸引ノズル37(供給ノズル40)をスナウト10aの軸心方向に沿って上昇させることで、吸引ノズル37(供給ノズル40)を溶融金属めっき浴12から外部に取出すことができ、吸引ノズル37(供給ノズル40)の交換を容易に行なうことができる。
吸引ノズル37(供給ノズル40)の交換が完了すると、駆動手段36(39)を操作して吸引ノズル37(供給ノズル40)をスナウト10aの軸心方向に沿って下降させることで(c)のノズル取出し位置まで移動する。次いで、駆動手段36(39)を操作して吸引ノズル37(供給ノズル40)をスナウト10aの軸心方向に直交する方向に移動させることで(b)のノズル引出し位置まで移動させ、更に吸引ノズル37(供給ノズル40)をスナウト10aの軸心方向に沿って上昇させることで、吸引ノズル37の先端部42(供給ノズル40の先端部43)を溶融金属めっき浴12の浴面近傍に移動させる。そして、吸引ノズル37の先端部42(供給ノズル40の先端部43)をスナウト10aの軸心方向及びスナウト10aの軸心方向に直交する方向にそれぞれ移動させて、溶融金属めっき浴12の浴面位置に対して吸引ノズル37の先端部42(供給ノズル40の先端部43)が最適位置になるように調整することで(a)の操業時位置に容易に戻すことができる。
なお、吸引ノズル37(供給ノズル40)の点検方法も、吸引ノズル37(供給ノズル40)の交換方法と同様に行なうことができる。
なお、吸引ノズル37(供給ノズル40)の点検方法も、吸引ノズル37(供給ノズル40)の交換方法と同様に行なうことができる。
以上、本発明を、実施の形態を参照して説明してきたが、本発明は何ら上記した実施の形態に記載した構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。
例えば、角度調整機構において、車輪をスナウト側に設け、受け台に車輪が走行するレールを設ける構成とすることができる。
例えば、角度調整機構において、車輪をスナウト側に設け、受け台に車輪が走行するレールを設ける構成とすることができる。
10:連続溶融金属めっき設備のスナウト装置、10a:スナウト、11:連続焼鈍炉、12:溶融金属めっき浴、13:角度調整機構、14:固定部材、15:基台、16:ベローズ、17:出口、18:スナウトポンプ機構、24:梁材、25:車輪、26:受け台、27:基台梁材、28:柱部材、29:取付け部材、30:枠体、31:スナウト先端金物、32:吸引ポンプ、33:吐出ポンプ、34:第1の移動レール、35:第1の昇降レール、36:駆動手段、37:吸引ノズル、38:ポンプ部、39:駆動手段、40:供給ノズル、41:ポンプ部、42、43:先部
Claims (3)
- 上部が連続焼鈍炉の出側に連結され下部が溶融金属めっき浴に浸漬するスナウトと、該スナウトが該溶融金属めっき浴に浸漬する際の傾斜角度を所定値に調整する角度調整機構とを有する連続溶融金属めっき設備のスナウト装置において、
前記スナウトの下部側に固定部材を設け、該固定部材を介して前記溶融金属めっき浴を支持する基台に該スナウトを固定すると共に、該スナウトの上端部に伸縮部材を設け、該伸縮部材を介して該スナウトを前記連続焼鈍炉の出側に連結することを特徴とする連続溶融金属めっき設備のスナウト装置。 - 請求項1記載の連続溶融金属めっき設備のスナウト装置において、前記スナウトの下部側に前記固定部材とは別に取付け部材を設け、該取付け部材に前記溶融金属めっき浴内の異物の吸引と該溶融金属めっき浴内への清浄な溶融金属の供給を行なうスナウトポンプ機構を設けることを特徴とする連続溶融金属めっき設備のスナウト装置。
- 請求項2記載の連続溶融金属めっき設備のスナウト装置において、前記スナウトポンプ機構は、前記溶融金属めっき浴内の異物の吸引を行なう吸引ノズルと該溶融金属めっき浴内への清浄な溶融金属の供給を行なう供給ノズルを有し、前記吸引ノズルの先部と前記供給ノズルの先部は、前記スナウトの軸心方向と平行になるようにそれぞれ配置され、更に、前記スナウトポンプ機構には前記吸引ノズルと前記供給ノズルを該スナウトの軸心方向及び該スナウトの軸心方向に直交する方向にそれぞれ移動させる駆動手段が設けられていることを特徴とする連続溶融金属めっき設備のスナウト装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007235388A JP2009068043A (ja) | 2007-09-11 | 2007-09-11 | 連続溶融金属めっき設備のスナウト装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007235388A JP2009068043A (ja) | 2007-09-11 | 2007-09-11 | 連続溶融金属めっき設備のスナウト装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009068043A true JP2009068043A (ja) | 2009-04-02 |
Family
ID=40604619
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007235388A Withdrawn JP2009068043A (ja) | 2007-09-11 | 2007-09-11 | 連続溶融金属めっき設備のスナウト装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2009068043A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009068044A (ja) * | 2007-09-11 | 2009-04-02 | Nippon Steel Engineering Co Ltd | スナウトの支持装置 |
| CN111378914A (zh) * | 2018-12-31 | 2020-07-07 | 上海东新冶金技术工程有限公司 | 提升摆动互相独立的炉鼻子操控机构及其使用方法 |
| KR20200119316A (ko) * | 2018-03-12 | 2020-10-19 | 아르셀러미탈 | 금속 스트립의 딥-코팅 방법 |
| CN112135917A (zh) * | 2018-05-25 | 2020-12-25 | 安赛乐米塔尔公司 | 用于对金属带进行浸涂的方法 |
| RU2785352C1 (ru) * | 2019-09-10 | 2022-12-06 | Арселормиттал | Подвижный перелив |
-
2007
- 2007-09-11 JP JP2007235388A patent/JP2009068043A/ja not_active Withdrawn
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009068044A (ja) * | 2007-09-11 | 2009-04-02 | Nippon Steel Engineering Co Ltd | スナウトの支持装置 |
| JP2021515850A (ja) * | 2018-03-12 | 2021-06-24 | アルセロールミタル | 金属ストリップをディップコーティングのための方法 |
| KR20200119316A (ko) * | 2018-03-12 | 2020-10-19 | 아르셀러미탈 | 금속 스트립의 딥-코팅 방법 |
| CN111886355A (zh) * | 2018-03-12 | 2020-11-03 | 安赛乐米塔尔公司 | 用于对金属带进行浸涂的方法 |
| US20200399749A1 (en) * | 2018-03-12 | 2020-12-24 | Arcelormittal | Method for dip-coating a metal strip |
| JP7041279B2 (ja) | 2018-03-12 | 2022-03-23 | アルセロールミタル | 金属ストリップをディップコーティングのための方法 |
| KR102406362B1 (ko) * | 2018-03-12 | 2022-06-07 | 아르셀러미탈 | 금속 스트립의 딥-코팅 방법 |
| US11692257B2 (en) * | 2018-03-12 | 2023-07-04 | Arcelormittal | Method for dip-coating a metal strip |
| CN112135917A (zh) * | 2018-05-25 | 2020-12-25 | 安赛乐米塔尔公司 | 用于对金属带进行浸涂的方法 |
| JP2021525311A (ja) * | 2018-05-25 | 2021-09-24 | アルセロールミタル | 金属ストリップの浸漬コーティング方法 |
| US11584980B2 (en) | 2018-05-25 | 2023-02-21 | Arcelormittal | Apparatus for dip-coating a metal strip using a movable overflow |
| CN111378914A (zh) * | 2018-12-31 | 2020-07-07 | 上海东新冶金技术工程有限公司 | 提升摆动互相独立的炉鼻子操控机构及其使用方法 |
| CN111378914B (zh) * | 2018-12-31 | 2024-04-02 | 上海东新冶金技术工程有限公司 | 提升摆动互相独立的炉鼻子操控机构及其使用方法 |
| RU2785352C1 (ru) * | 2019-09-10 | 2022-12-06 | Арселормиттал | Подвижный перелив |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102406362B1 (ko) | 금속 스트립의 딥-코팅 방법 | |
| JP2009068043A (ja) | 連続溶融金属めっき設備のスナウト装置 | |
| CN113767184A (zh) | 用于在钢板热浸镀锌工艺中从熔融金属表面去除杂质的装置 | |
| JP2023025027A (ja) | 金属ストリップの浸漬コーティング方法 | |
| CN114375344B (zh) | 可移动溢流器 | |
| JP4958700B2 (ja) | スナウトの支持装置 | |
| US20230034415A1 (en) | Device for removing mattes from the surface of a liquid metal bath inside a duct of a line for continuously coating a metal strip | |
| JP5642986B2 (ja) | 油焼入装置 | |
| KR101709692B1 (ko) | 도금욕조의 도금액 자동배출장치 및 자동배출방법 | |
| JP2001131724A (ja) | 連続溶融金属めっき設備及び連続溶融金属めっき手段の位置調整装置並びに連続溶融金属めっき手段の位置調整方法 | |
| WO2021070455A1 (ja) | 機械攪拌式脱硫システム | |
| KR20210112981A (ko) | 레벨조절 기능을 갖는 스나우트 장치 | |
| JP2011196621A (ja) | ミスト冷却装置、熱処理装置及び冷却方法 | |
| KR101271857B1 (ko) | 용융아연 도금장치 | |
| RU2798968C1 (ru) | Стабилизирующее устройство | |
| JP2020196917A (ja) | 溶融金属吐出装置、皮膜形成装置及び溶融金属吐出方法 | |
| JP7261283B1 (ja) | スラグ除去装置及びめっき設備 | |
| RU2785352C1 (ru) | Подвижный перелив | |
| JP2640795B2 (ja) | 連続溶融メッキ用スナウト | |
| JP2003221659A (ja) | 溶融めっき設備の浴機器及び溶融めっき設備 | |
| JP2023174069A (ja) | 焼入装置 | |
| JP2003201550A (ja) | めっき槽への浴機器の設置方法及びその装置 | |
| JPS58694Y2 (ja) | 連続溶融メッキ法における片面メッキ装置 | |
| CN114945697A (zh) | 稳定设备 | |
| JP2640796B2 (ja) | 連続溶融メッキ用スナウト |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20101207 |