JP2008155236A - 自在継手用ヨークの製造方法 - Google Patents
自在継手用ヨークの製造方法 Download PDFInfo
- Publication number
- JP2008155236A JP2008155236A JP2006345385A JP2006345385A JP2008155236A JP 2008155236 A JP2008155236 A JP 2008155236A JP 2006345385 A JP2006345385 A JP 2006345385A JP 2006345385 A JP2006345385 A JP 2006345385A JP 2008155236 A JP2008155236 A JP 2008155236A
- Authority
- JP
- Japan
- Prior art keywords
- cold forging
- cold
- plate
- universal joint
- arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Forging (AREA)
Abstract
【解決手段】丸棒素材を、中央部の基部32と該基部32から左右対称に外方に延長する一対のアーム部33とを有し、少なくとも前記基部32と一対のアーム部33との境界部の厚みを当該アーム部33の厚みより厚くした段差板形状の冷間鍛造成形品35に成形する冷間鍛造工程と、該冷間鍛造工程で形成した段差板形状の一対のアーム部33を両者が対向するように曲げる板成形工程とを行うことにより自在継手用ヨークを形成する。
【選択図】図8
Description
そこで、本発明は、上記従来例の未解決の課題に着目してなされたものであり、強度を確保しながら精度良く自在継手用ヨークを製造することができる自在継手用ヨークの製造方法を提供することを目的としている。
さらに、請求項3に係る自在継手用ヨークの製造方法は、請求項2に係る発明において、前記冷間鍛造工程では、丸棒素材を軸方向と直交する方向から冷間鍛造して冷間鍛造中間品を形成する第1の冷間鍛造工程と、該第1の冷間鍛造工程で鍛造された冷間鍛造中間品を前記軸方向から鍛造して前記段差板形状を有する冷間鍛造成形品を得る第2の冷間鍛造工程とを有することを特徴としている。
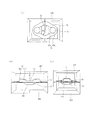
図1は、本発明を適用した自在継手用ヨークを備えた操舵装置を示す全体構成図、図2は中間シャフトの拡大縦断面図、図3は丸棒素材を示す斜視図、図4は第1の冷間鍛造工程の説明に供する説明図、図5は第2の冷間鍛造工程における鍛造開始時の説明に供する説明図、図6は第2の冷間鍛造工程における鍛造終了時の説明に供する説明図、図7は第2の冷間鍛造用上金型の部分拡大断面図、図8は冷間鍛造完成品及び板成形完成品を示す図であって、(a)は冷間鍛造完成品の正面図、(b)は冷間鍛造完成品の底面図、(c)は板成形完成品の正面図、(d)は板成形完成品の底面図、図9は第1の板成形工程の説明に供する説明図、図10は第2の板成形工程の説明に供する説明図、図11は第2の板成形工程に使用するパンチの断面図である。
ステアリングシャフト2の前端(図1において左端)には、ステアリングシャフト2に連結されて操舵補助トルクを付与するウォーム減速機11と、このウォーム減速機11に連結された操舵補助トルクを発生する電動モータ12とで構成される操舵補助機構(電動パワーステアリング)4が連結されている。
ステアリングギヤ機構6のラック軸(図示せず)は、タイロッド5を介して図示しない転舵輪に連結されている。
また、ステアリングシャフト2を挿通した筒状のステアリングコラム3は、アウターコラム9とインナーコラム10とをテレスコープ状に組み合わせてなり、軸方向きの衝撃が加わった場合に、この衝撃によるエネルギを吸収しつつ全長が縮まる所謂コラプシブル構造としている。
そして、ステアリングコラム3のアウターコラム9がアッパブラケット15Uによって車体側部材16にチルト及びテレスコ位置調整可能に支持されていると共に、操舵補助機構4におけるウォーム減速機11のハウジング11aが車体側部材16に取付けられたロアブラケット15Lに回動自在に支持されたピボットピン15pを中心として上下方向に揺動可能に支持されている。
ここで、自在継手17Aは、図2に示すように、一対のヨーク23及び24と、これら一対のヨーク23及び24を連結する十字軸25とで構成されている。ヨーク23は、一対のアーム部23a及び23bと、これらアーム部23a及び23bの基部間を連結する連結部23cとでU字状に形成されている。
さらに、アーム部23a及び23bの先端部には十字軸25を装着するリンク部23e及び23fが形成され、このリンク部23e及び23fに十字軸25を挿通するベアリングカップ挿通孔26が形成されている。
さらに、十字軸25は、図2に示すように、胴部25aと、この胴部に十字状に夫々形成した4個の軸部25bとで構成されている。各軸部25bはその先端部に中心軸位置にスパイダーピン25cが埋設されていると共に、外周面にニードルベアリング25dが配設され、スパイダーピン25c及びニードルベアリング25dを覆うようにベアリングカップ25eが配設されている。そして、十字軸25の各軸部25bが、ヨーク23及び24のアーム部23a,23b及び24a,24bに形成されたベアリングカップ挿通孔26に挿通されている。
さらに、雄軸21は、図2に示すように、小径の中央軸部21aとその左端に形成された中央軸部21aより大径に形成されたセレーション軸部21b及び右端に形成された連結軸部21cとを有する。セレーション軸部21bは軸方向長さが比較的長めに形成され、連結軸部21cは軸方向長さが比較的短めに形成されている。
そして、自在継手17A及び17Bのヨーク23が、以下のように、丸棒素材を、冷間鍛造して中央部の厚みが厚い基部としての円形部とこの円形部から左右対称に外方に延長し、円形部より薄い厚みの一対のアーム部とを有する段差板形状の冷間鍛造成形品に形成する冷間鍛造工程と、これに続いて一対のアーム部を同一に垂直上方向に曲げる板成形工程とを行うことにより製造される。
次いで、図4(b)に示すように、第1の冷間鍛造用上金型44U及び下金型44Dを両者間の間隔を所定間隔tとなるまで相対移動させることにより、丸棒素材31をその軸方向と直交する上下方向から潰して中央部の前述した連結部23cとなる基部としての円形部32とこの円形部32から左右方向に左右対称に外方に延長する前述したアーム部23a及び23bとなるアーム部33とを有し、後述する第2の冷間鍛造工程でバリ発生が少ない形状の冷間鍛造完成品35とするため、冷間鍛造中間品34を得る第1の冷間鍛造を行う。
次いで、図6(a)〜(c)に示すように、第2の冷間鍛造用上金型45U及び下金型45Dを両者が近接するまで相対移動させることにより、円形部32の下端に厚みが増加するように下方に膨出する膨出部32aを形成すると共に、円形部32側の円形部32に比較して薄い偏平部33aと、この偏平部33aの先端側に連接して偏平部33aより後述する板成形工程で内側となる面に上方に円柱状に突出して厚肉とされたリンク部33bとを有するアーム部33を形成した冷間鍛造終了品35′を得る第2の冷間鍛造を行う。
なお、第2の冷間鍛造では、図6(a)〜(c)に示すように冷間鍛造終了品35′の上下方向の中間部における外周縁に外方に延長するバリ36が生じるが、このバリ36を、上下方向からバリ36を挟み、軸方向に垂直断面が図8(a)の冷間鍛造完成品35と同形のパンチで、打ち抜いて除去することにより段差板形状の冷間鍛造完成品35に仕上げる。
ここで、成形する段差板形状は、円形部32のアーム部33の根元となる後述する板成形工程において曲げる曲げコーナー部32fをアーム部33より厚くすればよく、全体形状は製品要求に応じて任意に形状を変更する。
この板成形では、段差板形状の冷間鍛造完成品35のアーム部33は円形部32側の偏平部33aと先端部側の内側に突出するリンク部33bとで形成されているので、1つのパンチによる一度の曲げ加工では、成形できないことにより、2段階成形を行う。
また、冷間鍛造完成品35の円形部32の上面にパンチ56を受ける係合凹部32eが形成されているので、パンチ56が係合凹部32eに係合することにより、冷間鍛造完成品35の傾きを小さくすることができると共に、パンチ56と冷間鍛造完成品35との正確な芯出しを行うことができる。
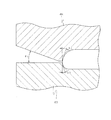
第2の板成形用金型61は、図10(a)及び(b)に示すように、上下に分割された分割上金型61Uと分割下金型61Dとで構成されている。分割上金型61Uには、上端部が板成形中間品37におけるリンク部33bの外側面に係合し、下方に行くに従い対向長さが小さくなる左右対称な湾曲導入部62と、この湾曲導入部62の下端側に連通するアーム部33の根元部外側面に係合する垂直平坦部63と、この垂直平坦部63の下面より徐々に対向長さが大きくなりその後垂直面となる逃げ部64とが形成されている。
そして、分割下金型61Dの垂直平坦部66間には板成形中間品37における円形部32の平坦面32b及び第1テーパー部32cを受ける台座67が配設されている。この台座67は、板成形完成品38のノックアウトを行うと共に、膨出部32aの平坦面32b及び第1のテーパー部32cの変形防止及び形状修正を行う。
これら凹部68b及び68cの底面間距離Lp2は図10(a)に示すように分割上金型61Uの垂直平坦部63間の距離Lから冷間鍛造完成品35の一対のリンク部33bの厚み2×ΔW2を減算した値(Lp2=L−2ΔW2)に設定されている。このため、第2の曲げ加工時に凹部68b及び68cでリンク部33bの内側面を受けることにより、凹部68a及び68cを形成する側面でリンク部33bの前後方向端部が案内されて、リンク部33bの前後方向の曲がりを抑制することができる。
そして、板成形完成品38の円形部32の中央部に連結孔23dを穿設すると共に、リンク部33bにベアリングカップ挿通孔26を穿設することにより、自在継手17A及び17Bのヨーク23を形成する。
次に、上記実施形態の動作を説明する。
先ず、自在継手17A及び17Bのヨーク23及び24を製造するには、図3に示すように、所定径の丸棒を所定長さで切断した丸棒素材31を用意し、この丸棒素材31を、図4(a)に示すように、軸方向を水平として第1の冷間鍛造用上下金型44U及び44Dに装着してから図4(b)に示すように第1の冷間鍛造用上金型44Uを第1の冷間鍛造用下金型44Dに対して両者間の間隔が所定間隔tとなるまで下降させることにより、円形部32とこの円形部32から左右方向に左右対称に外方に延長するアーム部33とを有する冷間鍛造中間品34を得る第1の冷間鍛造を行う。
そして、形成された自在継手17Aにおけるヨーク23の連結孔23dに雄軸21の連結軸部21cをセレーション結合させた状態で溶接、加締め等の固着手段で連結する共に、自在継手17Bにおけるヨーク23の連結孔23dに雌軸22の連結軸部22bをセレーション結合させた状態で溶接、加締め等の固着手段で連結する。
この操舵装置SDで、運転者がステアリングホイール1を操舵することにより、その操舵トルクが操舵補助機構4に内蔵された操舵トルクセンサ(図示せず)で検出され、この操舵トルクに応じた操舵補助力を発生するように電動モータ12が駆動制御される。この電動モータ12で発生された操舵補助トルクは、ウォーム減速機11を介してステアリングシャフト2に連結された出力軸14に伝達され、ステアリングシャフト2に作用される操舵トルクと操舵補助トルクとが中間シャフト18を介してステアリングギヤ機構6に伝達され、このステアリングギヤ機構6からタイロッド5を介して転舵輪が転舵される。このため、ステアリングホイール1を軽い操舵トルクで操舵することができる。
しかも、冷間鍛造工程における素材の切除は、第2の冷間鍛造工程で生じるバリ36を除去するのみでよいので、板素材を使用する場合のように金属板を打ち抜くことによる打ち抜き後の金属板が無駄となることがなく、板素材を使用する場合に比較して歩留りを非常によくすることができる。
また、冷間鍛造で形成する段差板形状を、円形部32及び円形部32とアーム部33との境界部となる曲げコーナー部32fの厚みを厚くすることで、ヨーク23の連結部23cとなる円形部32での機械的強度を十分に確保することができると共に、板成形工程でアーム部33を曲げコーナー部32fで曲げる際に、この曲げコーナー部32fにおける外側に引けが生じることを確実に防止して曲げコーナー部32fを肉厚とすることができ、アーム部33の根元部の機械的強度を十分に確保することができる。
さらにまた、上記実施形態においては、冷間鍛造工程で、2段階冷間鍛造を行う場合について説明したが、これに限定されるものではなく、3段階以上の多段階冷間鍛造を行うようにしてもよく、この場合でも上記実施形態と同様の作用効果を得ることができる。
また、上記実施形態においては、一対のアーム部33を両者が対向するように直角に曲げる場合について説明したが、これに限定されるものではなく、曲げ角度は任意に設定することができる。
さらに、上記実施形態においては、操舵装置SDに使用する自在継手17A及び17Bのヨーク23に本発明を適用した場合について説明したが、これに限定されるものではなく、回転力を伝達する場合に適用される任意の自在継手用ヨークに本発明を適用することができるものである。
Claims (5)
- 丸棒素材を、中央部の基部と該基部から左右対称に外方に延長する一対のアーム部とを有し、少なくとも前記基部と一対のアーム部との境界部の厚みを当該アーム部の厚みより厚くした段差板形状の冷間鍛造成形品に成形する冷間鍛造工程と、該冷間鍛造工程で形成した段差板形状の一対のアーム部を両者が対向するように曲げる板成形工程とを行うことにより自在継手用ヨークを形成するようにしたことを特徴とする自在継手用ヨークの製造方法。
- 前記冷間鍛造工程では、バリの発生を少なくするように2段階冷間鍛造を行うようにしたことを特徴とする請求項1に記載の自在継手用ヨークの製造方法。
- 前記冷間鍛造工程では、丸棒素材を軸方向と直交する方向から冷間鍛造して冷間鍛造中間品を形成する第1の冷間鍛造工程と、該第1の冷間鍛造工程で鍛造された冷間鍛造中間品を前記軸方向から鍛造して前記段差板形状を有する冷間鍛造成形品を得る第2の冷間鍛造工程とを有することを特徴とする請求項2に記載の自在継手用ヨークの製造方法。
- 前記冷間鍛造工程では、前記アーム部を、基部側の偏平部とこの偏平部に連接する先端側に板成形工程で内側となる面が突出されて厚肉とされたリンク部とを有するように形成し、前記板成形工程では、前記リンク部の基部側に前記偏平部によるアンダーカット部が形成されるように2段階成形を行うようにしたことを特徴とする請求項1乃至3の何れか1項に記載の自在継手用ヨークの製造方法。
- 前記板成形工程では、前記アンダーカット部を形成するように前記偏平部を曲げ成形する第1の板成形工程と、前記偏平部に連接する前記リンク部を曲げ成形する第2の板成形工程とを行うようにしたことを特徴とする請求項4に記載の自在継手用ヨークの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006345385A JP4876897B2 (ja) | 2006-12-22 | 2006-12-22 | 自在継手用ヨークの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006345385A JP4876897B2 (ja) | 2006-12-22 | 2006-12-22 | 自在継手用ヨークの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2008155236A true JP2008155236A (ja) | 2008-07-10 |
| JP4876897B2 JP4876897B2 (ja) | 2012-02-15 |
Family
ID=39656728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006345385A Expired - Fee Related JP4876897B2 (ja) | 2006-12-22 | 2006-12-22 | 自在継手用ヨークの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4876897B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101046643B1 (ko) * | 2008-09-24 | 2011-07-05 | 주식회사 코우 | 요크의 성형방법 및 장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5044972A (ja) * | 1973-08-24 | 1975-04-22 | ||
| JPS51104761A (ja) * | 1975-03-12 | 1976-09-16 | Toyo Umpanki Co Ltd | Nyakuyofuookunoseizohoho |
| JPS5277856A (en) * | 1975-12-19 | 1977-06-30 | Press Und Stanzwerk Ag | Method of producing uushaped article and device for executing same |
| JPS5576220A (en) * | 1978-12-02 | 1980-06-09 | Ntn Toyo Bearing Co Ltd | Manufacturing method of universal joint yoke |
| JPS61222655A (ja) * | 1985-03-28 | 1986-10-03 | Tsuda Kogyo Kk | 軸締付け部を有するユニバ−サルジヨイント用ヨ−クの製造方法 |
-
2006
- 2006-12-22 JP JP2006345385A patent/JP4876897B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5044972A (ja) * | 1973-08-24 | 1975-04-22 | ||
| JPS51104761A (ja) * | 1975-03-12 | 1976-09-16 | Toyo Umpanki Co Ltd | Nyakuyofuookunoseizohoho |
| JPS5277856A (en) * | 1975-12-19 | 1977-06-30 | Press Und Stanzwerk Ag | Method of producing uushaped article and device for executing same |
| JPS5576220A (en) * | 1978-12-02 | 1980-06-09 | Ntn Toyo Bearing Co Ltd | Manufacturing method of universal joint yoke |
| JPS61222655A (ja) * | 1985-03-28 | 1986-10-03 | Tsuda Kogyo Kk | 軸締付け部を有するユニバ−サルジヨイント用ヨ−クの製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101046643B1 (ko) * | 2008-09-24 | 2011-07-05 | 주식회사 코우 | 요크의 성형방법 및 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4876897B2 (ja) | 2012-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7918007B2 (en) | Caulked assembly of metal plate body with columnar body, caulked assembly of resin molded body with columnar body, and method for producing the same | |
| KR101257060B1 (ko) | 자동차용 조향장치의 인풋샤프트 및 그 제조방법 | |
| WO2008053896A1 (en) | Rack and production method thereof | |
| US11541450B2 (en) | Shaft for steering device, method of manufacturing shaft for steering device, and electric power steering device | |
| JP6201986B2 (ja) | 回転伝達機構及び電動パワーステアリング装置 | |
| EP1864725A1 (en) | Device and method for elliptically processing metal tube and metal tube product | |
| JP5017870B2 (ja) | ステアリング装置 | |
| EP1925382B1 (en) | Manufacturing method for a fastening system for steering apparatus | |
| JP2008138864A (ja) | ラック及びその製造方法 | |
| JP4876897B2 (ja) | 自在継手用ヨークの製造方法 | |
| EP2738408B1 (en) | Cruciform-shaft universal joint and method for producing same | |
| JP4802035B2 (ja) | 車軸ケースの製造方法 | |
| JP4003524B2 (ja) | パワーステアリングのセンサー用シャフト及びその製造方法 | |
| JP4086300B2 (ja) | 継手部材の製造方法およびそのための金型装置 | |
| JP2000202721A (ja) | 自在継手用フォ―クの製造方法 | |
| JP5549292B2 (ja) | 自在継手のヨークの製造方法 | |
| JP5655318B2 (ja) | 自在継手のヨークの製造方法 | |
| JP4360125B2 (ja) | 成形方法 | |
| JPS62104644A (ja) | 軸部を有するユニバ−サルジヨイント用ヨ−クの製造方法 | |
| JP2009166072A (ja) | 自在継手用ヨークの製造方法 | |
| JP5583490B2 (ja) | 鍛造加工用パンチ | |
| JP3128208B2 (ja) | リング状部品の製造方法 | |
| KR101541380B1 (ko) | 전동 조향장치의 풀리 및 그 제조방법 | |
| JP2790969B2 (ja) | 角パイプの成形方法 | |
| CN210788718U (zh) | 一种用于焊管弯折的焊管模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20090130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091209 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20101022 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101022 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110719 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111101 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4876897 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141209 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |