JP2007283371A - Spool bush of die casting machine - Google Patents
Spool bush of die casting machine Download PDFInfo
- Publication number
- JP2007283371A JP2007283371A JP2006114657A JP2006114657A JP2007283371A JP 2007283371 A JP2007283371 A JP 2007283371A JP 2006114657 A JP2006114657 A JP 2006114657A JP 2006114657 A JP2006114657 A JP 2006114657A JP 2007283371 A JP2007283371 A JP 2007283371A
- Authority
- JP
- Japan
- Prior art keywords
- spool bush
- plunger tip
- spool
- bush
- peripheral surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Abstract
Description
本発明は、内部をプランジャーチップが摺動する、ダイカスト鋳造機のスプールブッシュに関するもので、詳しくは、型開き時、プランジャーチップの溶湯を押圧する前端面の周縁部がスプールブッシュの内周面に食い込むことがなく、円滑に前進して製品ビスケットを押し出せるように改良されたスプールブッシュに関するものである。 The present invention relates to a spool bush of a die casting machine in which a plunger tip slides, and more specifically, a peripheral portion of a front end surface that presses a molten metal of a plunger tip when the mold is opened is an inner periphery of the spool bush. The present invention relates to a spool bush improved so as to smoothly advance and extrude a product biscuit without biting into the surface.
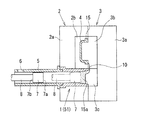
一般に、ダイカスト鋳造機において、図1に示すように、固定金型2には、溶湯をキャビティ4内へ供給する円筒状のスプールブッシュ51(図6参照)が嵌挿されている。このスプールブッシュ51の後端には、円筒状のプランジャースリーブ5が接続されており、このプランジャースリーブ5の後部の周壁部には、溶湯を供給するための注湯口6が設けられている。また、円柱状のプランジャーチップ7がプランジャースリーブ5内からスプールブッシュ51内に亘って摺動可能に設けられている。
In general, in a die-casting machine, as shown in FIG. 1, a cylindrical spool bush 51 (see FIG. 6) for supplying molten metal into the
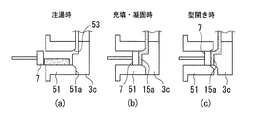
そして、図1及び図6(a)に示すように、固定金型2と可動金型3との型締め後に、プランジャースリーブ5の注湯口6から溶湯(図6(a)の斑点部分)が注湯される。続いて、プランジャーチップ7が、図6(a)の位置から前進して、その前端面7aによって、溶湯をプランジャースリーブ5からスプールブッシュ51に導き、流路10を経由して固定金型2の固定入れ子2bと、可動金型3の可動入れ子3bとの間に形成されたキャビティ4内に充填させる。充填後、プランジャーチップ7は、溶湯がキャビティ4内で凝固するまでの間さらに低速で前進し、キャビティ4内の溶湯に圧力を付与して、図6(b)に示す位置で停止される。
その後、図1及び図6(c)に示すように、キャビティ4内の溶湯が凝固して、可動金型3が固定金型2から離脱して型開きされると、鋳造成形品15(図1のキャビティ4内の斜線部)は可動金型3の可動入れ子3bに張り付いた状態で固定金型2から離脱すると共に、プランジャーチップ7も図6(b)の位置から前進して、製品ビスケット15a(図6(c)においてプランジャーチップ7とスプールコア3cとの間で溶湯が凝固されたもの)を、スプールブッシュ51内から押し出すように離脱させる。
なお、従来のスプールブッシュ51には、図6に示すように、その内周面とその前端部51aとの間にテーパ部53が設けられており、充填時、溶湯をキャビティ4内へ流動し易くすると共に、型開き時、スプールブッシュ51からの製品ビスケット15aの離脱を容易にしている。
Then, as shown in FIGS. 1 and 6 (a), after the fixed
Thereafter, as shown in FIGS. 1 and 6C, when the molten metal in the
As shown in FIG. 6, the
しかしながら、上述した鋳造工程において、図7(a)に示すように、スプールブッシュ51の前端部51aの下方にバリ等の異物52が付着した状態で、型締めが行われると、図7(b)に示すように、スプールコア3cが異物52に衝突することにより、スプールブッシュ51のスプールコア3c側の周壁部の下部が上方に押し上げられ、スプールブッシュ51のスプールコア3c側の部分が、図8の実線で示すような横長の楕円筒状に変形した状態となる。
However, in the above-described casting process, as shown in FIG. 7A, when mold clamping is performed in a state in which a
このように、スプールブッシュ51のスプールコア3c側の部分が楕円筒状に変形した状態で、型開き時、プランジャーチップ7が、図6(b)の位置から図6(c)の位置まで製品ビスケット15aを押し出しながら前進すると、プランジャーチップ7の前端面7aの周縁部がスプールブッシュ51の内周面に食い込むようにして摺動するため、その摺動抵抗が大きくなってしまう。
そのために、プランジャーチップ7の前端面7aが円滑に製品ビスケット15aを押し出すことができず、プランジャーチップ7が製品ビスケット15aの移動に追従不能となり、キャビティ4内の鋳造成形品15(図1参照)と製品ビスケット15aとの間で切断されることがあり、この時期にスプールブッシュ51を交換するようにしている。
In this way, when the mold is opened with the portion on the
Therefore, the
また、ダイカスト鋳造機のスプールブッシュの従来技術として、特許文献1には、スプールブッシュを、そのブッシュ本体の内周面にインサートライナーを嵌合させて構成し、ブッシュ本体とインサートライナーとの嵌合面であるインサートランナーの外周面に冷却用流体を流す冷却溝を設けており、スプールブッシュは、冷却水による冷却効果が十分で、金属溶湯が通過する際の温度上昇に伴う熱応力による割れが生じ難いことが開示されている。
しかしながら、特許文献1の発明は、スプールブッシュに冷却溝を設け、金属溶湯が通過する際の温度上昇に伴う熱応力による割れを生じ難くしたもので、上述した問題点、すなわち、型開き時に、プランジャーチップがスプールブッシュ内を製品ビスケットを押し出しながら前進する際、プランジャーチップの前端面の周縁部がスプールブッシュの内周面に食い込むようにして摺動するため、その摺動抵抗が大きくなってしまい、プランジャーチップが円滑に前進して製品ビスケットを押し出すことができない、という問題点を解決できるものではない。
However, the invention of
本発明は、かかる点に鑑みてなされたものであり、型開き時、プランジャーチップがスプールブッシュ内を円滑に前進して製品ビスケットを押し出せるように改良されたダイカスト鋳造機のスプールブッシュを提供することを目的とする。 The present invention has been made in view of the above points, and provides a spool bush of a die casting casting machine that is improved so that a plunger tip can smoothly advance in the spool bush and push out a product biscuit when the mold is opened. The purpose is to do.
本発明は、上記課題を解決するための手段として、請求項1に記載したダイカスト鋳造機のスプールブッシュの発明は、ダイカスト鋳造機に備えられた、内部をプランジャーチップが摺動するスプールブッシュであって、該スプールブッシュは、キャビティ内への溶湯の充填及び凝固時における前記プランジャーチップの前端面よりも後側で、且つ、型開き時における前記プランジャーチップの後端面よりも前側の所定位置から前記スプールブッシュの前端部までの内周面に、前記プランジャーチップの前端部の外周面と接触しない非接触部を設けたことを特徴とするものである。
請求項2に記載したダイカスト鋳造機のスプールブッシュの発明は、請求項1に記載した発明において、前記非接触部は、前記スプールブッシュの内周面に、前記所定位置よりも前側の位置から前記スプールブッシュの前端部に向かって漸次拡開するテーパ部を形成すると共に、前記所定位置から前記スプールブッシュの前端部に向かって、前記プランジャーチップの外周面よりも大径の略同一径で延びる大径凹設部を形成して構成されたことを特徴とするものである。
請求項3に記載したダイカスト鋳造機のスプールブッシュの発明は、請求項1に記載した発明において、前記非接触部は、前記スプールブッシュの内周面に、前記所定位置から前記スプールブッシュの前端部に向かって漸次拡開するテーパ部を形成して構成されたことを特徴とするものである。
According to the present invention, as a means for solving the above-mentioned problems, the invention of the spool bush of the die-casting machine according to
The invention of the spool bush of the die-casting machine described in
The invention of the spool bush of the die-casting machine according to
従って、請求項1に記載したダイカスト鋳造機のスプールブッシュの発明では、型開き時、プランジャーチップがスプールブッシュ内で製品ビスケットを押し出しながら前進する際、仮に、スプールブッシュのスプールコア側の部分が横長の楕円筒状に変形している状態であっても、プランジャーチップの前端面の周縁部がスプールブッシュの内周面に食い込むことがなくその摺動抵抗が小さいので、プランジャーチップが円滑に前進して製品ビスケットを押し出すようになる。
請求項2及び3に記載したダイカスト鋳造機のスプールブッシュの発明では、型開き時、プランジャーチップの前端面の周縁部がスプールブッシュの内周面に食い込むことがなく、プランジャーチップが円滑に前進して製品ビスケットを押し出し、しかも、スプールブッシュの前端部側の内周面が、その前端部に向かって漸次拡開するテーパ状に形成されていることから、充填時、溶湯がキャビティ内へ流動し易くなると共に、型開き時、製品ビスケットがスプールブッシュ内から離脱し易くなる。
Therefore, in the invention of the spool bush of the die casting machine according to the first aspect, when the plunger tip moves forward while pushing out the product biscuit in the spool bush when the mold is opened, the part on the spool core side of the spool bush is temporarily Even in the state of being deformed into a horizontally long elliptical cylinder, the peripheral edge of the front end surface of the plunger tip does not bite into the inner peripheral surface of the spool bush, and its sliding resistance is small, so the plunger tip is smooth. Proceed to push out the product biscuits.
In the invention of the spool bush of the die casting machine according to
本発明によれば、型開き時、プランジャーチップがスプールブッシュ内を円滑に前進して製品ビスケットを押し出せるように改良されたダイカスト鋳造機のスプールブッシュを提供することができる。 ADVANTAGE OF THE INVENTION According to this invention, the spool bush of the die-casting machine improved so that a plunger chip can advance smoothly in a spool bush and can extrude a product biscuit can be provided at the time of a mold opening.
以下、本発明を実施するための最良の形態を図1〜図5に基いて詳細に説明する。なお、従来例と同一部材は、同一符号を使用して説明する。
一般に、ダイカスト鋳造機の主要部の構成は、図1に示すように、固定金型2と、固定金型2に対して略水平方向に移動して、型締め及び型開きをする可動金型3とを備えている。固定金型2は、固定主型2aに固定入れ子2bが保持されて構成されている。一方、可動金型3も、可動主型3aに可動入れ子3bが保持されて構成されており、可動入れ子3bには、後述するプランジャーチップ7と対向する部位に、可動入れ子3bと同期して可動するスプールコア3cが連設されている。そして、型締め時には、固定入れ子2bと可動入れ子3bとの間にキャビティ4が形成される。
Hereinafter, the best mode for carrying out the present invention will be described in detail with reference to FIGS. In addition, the same member as a prior art example is demonstrated using the same code | symbol.
In general, as shown in FIG. 1, the main part of the die casting machine has a fixed
また、固定金型2の固定主型2aには、溶湯をキャビティ4内へ供給するべく、キャビティ4と連通する円筒状のスプールブッシュ1が嵌挿されている。このスプールブッシュ1の後端部には、内径が同一の円筒状のプランジャースリーブ5が接続されている。このプランジャースリーブ5の後部の周壁部に、溶湯を注湯するための注湯口6が形成されている。
さらに、スプールブッシュ1内及びプランジャースリーブ5内には、円柱状のプランジャーチップ7が摺動可能に設けられている。また、このプランジャーチップ7の後端面7bには、プランジャーロッド8が接続されている。このプランジャーロッド8には、射出シリンダ(図示略)が接続されており、射出シリンダの駆動により、プランジャーチップ7が、スプールブッシュ1内及びプランジャースリーブ5内を往復摺動する。
A
Further, a
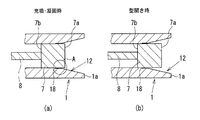
そして、本発明の実施の形態に係るダイカスト鋳造機のスプールブッシュ1は、図2に示すように、キャビティ4内への溶湯の充填及び凝固時(図2(a)の状態)におけるプランジャーチップ7の前端面7aよりも後側で、且つ、型開き時(図2(b)の状態)におけるプランジャーチップ7の後端面7bよりも前側の所定位置18からスプールブッシュ1の前端部1aまでの内周面に、プランジャーチップ7の前端部の外周面と接触しない非接触部12を設けて構成されている。
As shown in FIG. 2, the
本スプールブッシュ1の非接触部12、12a、12bは、以下に説明する3形態のいずれかで構成される。
まず、第1の実施形態に係る非接触部12は、次のように構成されている。
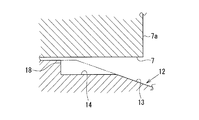
すなわち、非接触部12は、図2及び図3に示すように、スプールブッシュ1の内周面に、非接触部12の起点となる所定位置18よりもやや前側の位置からスプールブッシュ1の前端部1aに向かって漸次拡開するテーパ部13を形成している。また、該テーパ部13の起点部分に、所定位置18からスプールブッシュ1の前端部1aに向かって、プランジャーチップ7の外径よりも大径の略同一径で延びる大径凹設部14を形成して構成されている。
The
First, the
That is, as shown in FIGS. 2 and 3, the
次に、第2の実施形態に係る非接触部12aは、図4に示すように、スプールブッシュ1の内周面に、非接触部12aの起点となる所定位置18からスプールブッシュ1の前端部1aに向かって漸次拡開するテーパ部13を形成して構成されている。
Next, as shown in FIG. 4, the
次に、第3の実施形態に係る非接触部12bは、図5に示すように、スプールブッシュ1の内周面に、非接触部12bの起点となる所定位置18からスプールブッシュ1の前端部1aの手前までの範囲において、プランジャーチップ7の外径よりも大径の略同一径で延びる大径凹設部20を形成すると共に、その大径凹設部20とスプールブッシュ1の前端部1aとの間にテーパ部21を設けて構成されている。
なお、この第3の実施形態に係る非接触部12bにおいて、第1の実施形態に係る非接触部12との相違点は、大径凹設部20が形成される長さ及びテーパ部21の角度が相違点となる。
Next, as shown in FIG. 5, the
The
そして、本スプールブッシュ1を採用したダイカスト鋳造機の作用を説明する。
まず、固定金型2側に可動金型3が移動して型締めが行われた後、プランジャースリーブ5の注湯口6から溶湯が注湯される。続いて、プランジャーチップ7が前進して、その前端面7aにより溶湯をプランジャースリーブ5からスプールブッシュ1に導き、キャビティ4内へ充填させる。充填後、プランジャーチップ7は、溶湯がキャビティ4内で凝固するまでの間さらに低速で前進し、キャビティ4内の溶湯に圧力を付与して、図2(a)に示す位置で停止される。
The operation of the die casting machine using the
First, after the
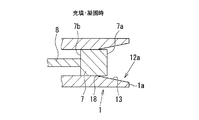
その後、型開き時には、可動入れ子3b及びスプールコア3cが、固定入れ子2b及びスプールブッシュ1内から離脱するように移動すると同時に、プランジャーチップ7も図2(a)の位置から前進する。すると、鋳造成形品15が可動入れ子3bに張り付いた状態で固定入れ子2bから離脱すると共に、プランジャーチップ7が、スプールブッシュ1内に張り付いた製品ビスケット15aを押し出すようにして円滑に前進して、製品ビスケット15aをスプールブッシュ1内から離脱させて、図2(b)に示す位置で停止される。
この型開き時、プランジャーチップ7が、図2(a)の充填・凝固時の位置から図2(b)の型開き時の位置まで前進する際には、プランジャーチップ7の前端面7aの周縁部がスプールブッシュ1の内周面(非接触部12、12a、12b)に食い込むことがないので、その摺動抵抗が小さくなり、プランジャーチップ7がスプールブッシュ1内を円滑に前進でき製品ビスケット15aを押し出すことが可能となる。
Thereafter, at the time of mold opening, the
When the
以上説明したように、本発明の実施の形態に係るダイカスト鋳造機のスプールブッシュ1には、その長さ方向の所定位置18からスプールブッシュ1の前端部1aまでの内周面に、プランジャーチップ7の前端部の外周面と接触しない非接触部12、12a、12bを設けているので、仮に、スプールブッシュ1のスプールコア3c側の部分が、横長の楕円筒状に変形していた場合でも、型開き時、プランジャーチップ7が、図2(a)の充填・凝固時の位置から図2(b)の型開き時の位置まで前進する際、プランジャーチップ7の前端面7aの周縁部がスプールブッシュ1の内周面(非接触部12、12a、12b)に食い込むことがなく、その摺動抵抗を小さくでき、プランジャーチップ7がスプールブッシュ1内を円滑に前進して製品ビスケット15aを押し出すことができる。
しかも、プランジャーチップ7が、図2(b)の型開き時の位置から後退する際にも、プランジャーチップ7の外周面がスプールブッシュ1のスプールコア3c側の内周面(非接触部12、12a、12b)に干渉することがないので、円滑に後退することができる。
As described above, the
Moreover, even when the
1 スプールブッシュ,1a 前端部,2 固定金型,3 可動金型,4 キャビティ,7 プランジャーチップ,7a 前端面,7b 後端面,12、12a、12b 非接触部,13 テーパ部,14 大径凹設部,15 鋳造成形品,15a 製品ビスケット,18 所定位置,20 大径凹設部,21 テーパ部
1 Spool bush, 1a Front end, 2 Fixed mold, 3 Movable mold, 4 Cavity, 7 Plunger tip, 7a Front end face, 7b Rear end face, 12, 12a, 12b Non-contact part, 13 Taper part, 14 Large diameter Recessed part, 15 Cast molding, 15a Product biscuit, 18 Predetermined position, 20 Large diameter recessed part, 21 Tapered part
Claims (3)
該スプールブッシュは、キャビティ内への溶湯の充填及び凝固時における前記プランジャーチップの前端面よりも後側で、且つ、型開き時における前記プランジャーチップの後端面よりも前側の所定位置から前記スプールブッシュの前端部までの内周面に、前記プランジャーチップの前端部の外周面と接触しない非接触部を設けたことを特徴とするダイカスト鋳造機のスプールブッシュ。 A spool bush provided in a die casting machine, in which a plunger tip slides,
The spool bush is located at a position behind the front end surface of the plunger tip when filling and solidifying the molten metal into the cavity and from a predetermined position before the rear end surface of the plunger tip when opening the mold. A spool bush for a die-casting machine, wherein a non-contact portion that does not contact the outer peripheral surface of the front end portion of the plunger tip is provided on the inner peripheral surface up to the front end portion of the spool bush.
The non-contact portion is configured by forming a tapered portion that gradually expands from the predetermined position toward the front end portion of the spool bush on the inner peripheral surface of the spool bush. Spool bushing of the described die casting machine.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006114657A JP2007283371A (en) | 2006-04-18 | 2006-04-18 | Spool bush of die casting machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006114657A JP2007283371A (en) | 2006-04-18 | 2006-04-18 | Spool bush of die casting machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007283371A true JP2007283371A (en) | 2007-11-01 |
Family
ID=38755611
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006114657A Pending JP2007283371A (en) | 2006-04-18 | 2006-04-18 | Spool bush of die casting machine |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007283371A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012040599A (en) * | 2010-08-23 | 2012-03-01 | Toyota Motor Corp | Casting apparatus |
-
2006
- 2006-04-18 JP JP2006114657A patent/JP2007283371A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012040599A (en) * | 2010-08-23 | 2012-03-01 | Toyota Motor Corp | Casting apparatus |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007260687A (en) | Method and apparatus for forming cylinder block in a half-melted state | |
| CN105817603A (en) | Shrinkage-prevention die casting die | |
| JP2011224650A (en) | Die casting device and die casting method | |
| JP5587615B2 (en) | Casting method | |
| KR101619722B1 (en) | Die-casting mold for aluminum cluth housing | |
| JP2007283371A (en) | Spool bush of die casting machine | |
| JP5608103B2 (en) | Horizontal injection die casting apparatus and die casting method | |
| JP3619200B2 (en) | Die casting method and die casting apparatus | |
| JP2008068303A (en) | Molding apparatus, extrusion pin, and molding method | |
| JP6058458B2 (en) | Die casting mold | |
| JP2022134173A (en) | Die casting device and die casting method | |
| JP2000117411A (en) | Die casting apparatus and die casting method | |
| JP2006239721A (en) | Chill vent insert | |
| JP2009056503A (en) | Molding metal mold and molding method | |
| JP2003048047A (en) | Casting method for thin die-casting product and its casting apparatus | |
| JP2013128961A (en) | Die for die casting and die casting method | |
| JP2003220459A (en) | Die-casting equipment | |
| JP2005334909A (en) | Die casting method | |
| JP2008279498A (en) | Mold and injection molding method | |
| JP4450236B2 (en) | Die casting method and die casting apparatus | |
| JP2009214162A (en) | Core for internal chill, and internal chill casting method | |
| JP5440752B2 (en) | Die casting mold | |
| JP3766276B2 (en) | Die casting mold | |
| JP2010030117A (en) | Mold for injection molding | |
| JP4750141B2 (en) | Die casting method |