JP2006325318A - 整流子、モータ、及びモータの製造方法 - Google Patents
整流子、モータ、及びモータの製造方法 Download PDFInfo
- Publication number
- JP2006325318A JP2006325318A JP2005145622A JP2005145622A JP2006325318A JP 2006325318 A JP2006325318 A JP 2006325318A JP 2005145622 A JP2005145622 A JP 2005145622A JP 2005145622 A JP2005145622 A JP 2005145622A JP 2006325318 A JP2006325318 A JP 2006325318A
- Authority
- JP
- Japan
- Prior art keywords
- segment
- commutator
- winding
- axial direction
- short
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 14
- 238000004804 winding Methods 0.000 claims abstract description 138
- 210000000078 claw Anatomy 0.000 claims description 94
- 239000011810 insulating material Substances 0.000 claims description 10
- 230000007423 decrease Effects 0.000 claims description 7
- 239000012212 insulator Substances 0.000 abstract description 40
- 230000002093 peripheral effect Effects 0.000 description 27
- 238000003860 storage Methods 0.000 description 13
- 238000000034 method Methods 0.000 description 4
- 230000004308 accommodation Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images









Landscapes
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Motor Or Generator Current Collectors (AREA)
Abstract
【課題】巻線巻回時における巻線の損傷を低減させることができる整流子を提供する。
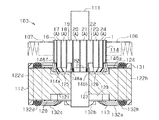
【解決手段】整流子114は、円筒状をなす絶縁体141の外周に、絶縁体141の軸方向に沿って延びるセグメント1〜24が周方向に沿って配置されてなる。セグメント1,4,7,10,13,16,19,22における絶縁体141の軸方向の片側端部153には、巻線が結線される結線爪が形成されている。また、各セグメントAは、短絡部材161によって、それぞれ同電位となるセグメント1,4,7,10,13,16,19,22に短絡されている。そして、セグメントAにおける前記軸方向の片側端部151は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となるように形成されている。
【選択図】 図5
【解決手段】整流子114は、円筒状をなす絶縁体141の外周に、絶縁体141の軸方向に沿って延びるセグメント1〜24が周方向に沿って配置されてなる。セグメント1,4,7,10,13,16,19,22における絶縁体141の軸方向の片側端部153には、巻線が結線される結線爪が形成されている。また、各セグメントAは、短絡部材161によって、それぞれ同電位となるセグメント1,4,7,10,13,16,19,22に短絡されている。そして、セグメントAにおける前記軸方向の片側端部151は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となるように形成されている。
【選択図】 図5
Description
本発明はモータに係り、詳しくは該モータに備えられる整流子に関する。
従来、直流モータには、特許文献1にて開示されているものがある。特許文献1にて開示されている直流モータの電機子は、回転軸と、放射状に延びる複数のティース部を有し前記回転軸に固定された電機子コアと、同じく回転軸に固定された整流子とを備えて構成されている。前記ティース部には巻線が巻回されてなるコイルが設けられている。そして、整流子は、周方向に配置された複数のセグメントを備えている。これらセグメントは、同電位となるセグメント同士が短絡部材にて短絡されている。短絡部材には、巻線を固定するための接続爪が形成されている。特許文献1のモータにおいて、巻線を巻回する際には、巻線は、ティース部に巻回される毎に、接続爪に接続される。その際、接続爪がかしめられることにより、巻線は接続爪に接続される。
しかしながら、特許文献1のように構成されたモータにおいては、ティース部に巻線を巻回する毎に接続爪をかしめて該接続爪に巻線を接続する必要があるため、工程数が増加する上、作業が複雑になり製造時間がかかるという問題がある。そこで、図10に示すような整流子201をモータに備えることが考えられる。
図10に示す整流子201は、長手方向片側端部に結線爪202を有する複数のセグメント203と、結線爪202を有しない複数のセグメント204とを備えている。セグメント203,及びセグメント204は、長手方向の長さが等しく形成されると共に、その厚さが一様に形成されている。セグメント203は周方向に配置され、セグメント204はセグメント203間に配置されている。この整流子201を備えたモータにおいて巻線205が巻回される際には、巻線205は、ティース部206に巻回される毎に結線爪202に引っ掛けられる(図10においては、結線爪202とティース部206との間の巻線205を省略して図示している)。そして、全てのティース部206に巻線205が巻回された後、巻線205はヒュージング等により結線爪202に接合される。よって、ティース部206に巻線205を巻回する毎に巻線205を結線爪202に引っ掛けるだけでよいため、特許文献1にて開示されているモータに比べて巻線205の巻回を容易に行うことができ、製造時間の短縮を図ることができる。
特開2004−88916号公報
しかしながら、図10に示す整流子201においては、製造時間の短縮を図ることができるものの、巻線205を結線爪202に引っ掛ける際に、結線爪202を有しないセグメント203の端部(図10において下側の端部)に巻線205が接触し、当該セグメント203の端部によって巻線205が損傷されてしまうという問題がある。例えば、結線爪202を有しないセグメント203の端部に巻線205が接触すると、巻線205の外周面を覆っている絶縁被膜が剥がれ、近接した巻線205同士が短絡されてしまう等の不都合が生じる虞がある。このことは、当該整流子201を備えたモータの信頼性の低下を招く一因となる。
本発明は、こうした実情に鑑みてなされたものであって、その目的は、巻線巻回時における巻線の損傷を低減させることができる整流子、モータ、及び当該整流子を備えたモータの製造方法を提供することにある。
上記課題を解決するため、請求項1に記載の発明は、絶縁性材料により形成され円筒状をなす整流子本体の外周に、前記整流子本体の軸方向に沿って延びる第1セグメント及び第2セグメントが周方向に沿って配置され、前記第1セグメントには前記軸方向の片側端部に径方向外側に突出し巻線が結線される結線爪が形成され、前記第2セグメントは短絡部材によって同電位となる前記第1セグメントと短絡される整流子であって、前記第2セグメントにおける前記軸方向の片側端部は、前記第1セグメントの径方向外側の面よりも径方向内側となるように形成されている。
請求項2に記載の発明は、請求項1に記載の整流子において、請求項1に記載の整流子において、前記第2セグメントの前記片側端部は、前記整流子本体の軸方向に沿って前記第2セグメントの前記軸方向の中央部から遠ざかるに連れて徐々に厚さが薄く形成されている。
請求項3に記載の発明は、請求項1に記載の整流子において、前記第2セグメントの前記片側端部には、段差部が設けられている。
請求項4に記載の発明は、請求項1乃至請求項3の何れか1項に記載の整流子において、前記短絡部材は、前記整流子本体の前記結線爪が配置された側の軸方向端面以外で、前記整流子本体に配置されている。
請求項4に記載の発明は、請求項1乃至請求項3の何れか1項に記載の整流子において、前記短絡部材は、前記整流子本体の前記結線爪が配置された側の軸方向端面以外で、前記整流子本体に配置されている。
請求項5に記載の発明は、周方向に配置された複数の永久磁石を有する固定子と、前記固定子の内側で回転可能に支持された回転軸と、前記回転軸に固定され、放射状に延びる複数のティース部を有する電機子コアと、絶縁性材料により形成され円筒状をなし前記回転軸に固定された整流子本体の外周に、前記整流子本体の軸方向に沿って延びる第1セグメント及び第2セグメントが周方向に沿って配置され、前記第1セグメントには前記軸方向の片側端部に径方向外側に突出し巻線が結線される結線爪が形成され、前記第2セグメントは短絡部材によって同電位となる前記第1セグメントと短絡される整流子と、前記ティース部に前記巻線が巻回されることにより形成された複数のコイルとを備えたモータであって、前記第2セグメントにおける前記軸方向の片側端部は、前記第1セグメントの径方向外側の面よりも径方向内側となるように形成されている。
請求項6に記載の発明は、請求項5に記載のモータにおいて、前記第2セグメントの前記片側端部は、前記整流子本体の軸方向に沿って前記第2セグメントの前記軸方向の中央部から遠ざかるに連れて徐々に厚さが薄く形成されている。
請求項7に記載の発明は、請求項5に記載のモータにおいて、前記第2セグメントの前記片側端部には、段差部が設けられている。
請求項8に記載の発明は、請求項5乃至請求項7の何れか1項に記載のモータにおいて、前記短絡部材は、前記整流子本体の前記結線爪が配置された側の軸方向端面以外で、前記整流子本体に配置されている。
請求項8に記載の発明は、請求項5乃至請求項7の何れか1項に記載のモータにおいて、前記短絡部材は、前記整流子本体の前記結線爪が配置された側の軸方向端面以外で、前記整流子本体に配置されている。
請求項9に記載の発明は、周方向に配置された複数の永久磁石を有する固定子と、前記固定子の内側で回転可能に支持された回転軸と、前記回転軸に固定され、放射状に延びる複数のティース部を有する電機子コアと、絶縁性材料により形成され円筒状をなし前記回転軸に固定された整流子本体の外周に、前記整流子本体の軸方向に沿って延びる第1セグメント及び第2セグメントが周方向に沿って配置され、前記第1セグメントには前記軸方向の片側端部に径方向外側に突出し巻線が結線される結線爪が形成され、前記第2セグメントは短絡部材によって同電位となる前記第1セグメントと短絡される整流子と、前記ティース部に前記巻線が巻回されることにより形成された複数のコイルとを備えたモータを製造するモータの製造方法であって、前記第2セグメントにおける前記軸方向の片側端部は、前記第1セグメントの径方向外側の面よりも径方向内側となるように形成されており、前記ティース部に前記巻線を巻回する毎に、前記結線爪に前記巻線を引っ掛ける。
(作用)
請求項1,5に記載の発明によれば、第2セグメントにおける整流子本体の軸方向の片側端部(第1セグメントにおいて結線爪が形成されている側と同じ側の片側端部)は、第1セグメントの径方向外側の面よりも径方向内側となるように形成されている。そのため、この整流子の結線爪に巻線が引っ掛けられる際、巻線は、第2セグメントに接触し難くなる。従って、巻線巻回時における巻線の損傷を低減させることができる。そして、本発明の整流子を備えたモータにおける信頼性の低下を抑えることができる。
請求項1,5に記載の発明によれば、第2セグメントにおける整流子本体の軸方向の片側端部(第1セグメントにおいて結線爪が形成されている側と同じ側の片側端部)は、第1セグメントの径方向外側の面よりも径方向内側となるように形成されている。そのため、この整流子の結線爪に巻線が引っ掛けられる際、巻線は、第2セグメントに接触し難くなる。従って、巻線巻回時における巻線の損傷を低減させることができる。そして、本発明の整流子を備えたモータにおける信頼性の低下を抑えることができる。
請求項2,6に記載の発明によれば、第2セグメントは、第2セグメントにおける整流子本体の軸方向の片側端部が、整流子本体の軸方向に沿って第2セグメントの前記軸方向の中央部から遠ざかるに連れて徐々に厚さが薄く形成されるだけの簡単な構成である。従って、巻線巻回時に、第2セグメントに巻線が接触し難い構成の整流子が容易に形成される。
請求項3,7に記載の発明によれば、第2セグメントは、第2セグメントにおける整流子本体の軸方向の片側端部に段差部が設けられるだけの簡単な構成である。従って、巻線巻回時に、第2セグメントに巻線が接触し難い構成の整流子が容易に形成される。
請求項4,8に記載の発明によれば、短絡部材は、整流子本体の結線爪が配置された側の軸方向端面には配置されない。従って、巻線巻回時に、巻線が短絡部材に接触して破損されることが抑制される。
請求項9に記載の発明によれば、第2セグメントにおける整流子本体の軸方向の片側端部(第1セグメントにおいて結線爪が形成されている側と同じ側の片側端部)は、第1セグメントの径方向外側の面よりも径方向内側となるように形成されている。そのため、この整流子の結線爪に巻線が引っ掛けられる際、巻線は、第2セグメントに接触し難くなる。従って、巻線巻回時における巻線の損傷を低減させることができる。また、巻線の損傷を防止するために、巻線をティース部に巻回する工程が複雑となることが防止される。
本発明によれば、巻線巻回時における巻線の損傷が低減される整流子、モータ、及び当該整流子を備えたモータの製造方法を提供することができる。
以下、本発明を具体化した一実施形態を図面に従って説明する。
図1に示すように、本実施形態のモータ101は、固定子102と、該固定子102の径方向内側に配置された電機子103とを備えている。
図1に示すように、本実施形態のモータ101は、固定子102と、該固定子102の径方向内側に配置された電機子103とを備えている。
固定子102は、有底円筒状をなすヨークハウジング104と、該ヨークハウジング104の内周面に周方向に等角度間隔に固定された複数の永久磁石105とを備えて構成されている。本実施形態では、永久磁石105は6個備えられており、磁極の数Pは6である。ヨークハウジング104の開口部は、図示しないエンドフレームによって閉塞されている。このエンドフレームには、図示しない電源装置に接続された陽極側給電用ブラシ106及び陰極側給電用ブラシ107(図2参照)が保持されている。
電機子103は、固定子102に対して回転可能に支持されている。この電機子103は、回転軸111と、電機子コア112(以下コア112とする)と、巻線113と、整流子114とを備えて構成されている。コア112及び整流子114は、共に回転軸111に固定されている。
コア112は、コア本体121と、複数(本実施形態では8個)のティース部122a〜122hとから構成されている。図2に示すように、コア本体121は筒状をなしており、その内周面によって軸方向に貫通した貫通孔123が形成されている。コア112は、貫通孔123に回転軸111が圧入されることにより回転軸111に対して固定されている。
コア本体121の整流子114側の端面124には、収納穴125が形成されている。収納穴125は、軸方向から見た形状が、正8角形状をなしている。また、コア112の整流子114と逆側の端面128にも収納穴125と同様の形状をなす調整穴129が形成されている。そして、図1に示すように、コア本体121の外形(コア本体121の外周面によって形成される形状)は、軸方向から見た形状が、収納穴125に対応した正8角形状をなしている。
前記ティース部122a〜122hは、コア本体121の外周面から放射状に延びている。詳しくは、各ティース部122a〜122hは、軸方向から見ると、コア本体121の外周面を構成する8つの面の幅方向中央部から径方向外側に向かって延びている。
8個のティース部122a〜122h間には、該ティース部122a〜122hによってそれぞれスロット130a〜130hが形成されている。各ティース部122a〜122hには、インシュレータ131を介して、スロット130a〜130h内を通るように巻線113が集中巻にて巻回され、該巻線113によって8個のコイル132a〜132hが形成されている。
図3及び図4に示すように、整流子114は、円筒状をなす絶縁体141と、複数(本実施形態では24個)のセグメント1〜24とを備えて構成されている。絶縁体141は、その内周面によって軸方向に貫通した貫通孔142が形成されている。整流子114は、貫通孔142に回転軸111が圧入されることにより回転軸111に対して固定されている。また、絶縁体141のコア112と逆側の端面143には、貫通孔142の周縁部に円環状をなす円環凸部144が一体形成されている。
図5に示すように、各セグメント1〜24は、絶縁体141の軸方向に沿って延びる略長方形の板状をなしている。そして、各セグメント1〜24は、その長手方向が軸方向に沿うように、絶縁体141の外周面に固定されている。絶縁体141の外周面においては、セグメント1〜24は、周方向に等角度間隔に配置され、隣接するセグメント1〜24間に間隙を有している。また、セグメント1〜24は、そのコア112と逆側(反コア側)の端面が、前記円環凸部144の先端面145と同一平面内となるように絶縁体141の外周面に固定されている(図3参照)。これらセグメント1〜24には、径方向外側から前記陽極側給電用ブラシ106及び前記陰極側給電用ブラシ107が摺接される(図2参照)。
図1に示すように、セグメント1〜24のうち、2つ置きのセグメント1,4,7,10,13,16,19,22には、径方向外側に突出した結線爪146a〜146hが設けられている。つまり、本実施形態では、整流子114は、ティース部122a〜122hの数と同数(8個)の結線爪146a〜146hを備えている。そして、前記収納穴125は、軸方向から見た形状が、これらの結線爪146a〜146hの周方向位置と、当該収納穴125の頂点の周方向位置とが一致する正8角形状に形成されている。更に、収納穴125は、結線爪146a〜146hを含む整流子114の軸方向一端部を収納可能な大きさに形成されている。
図5に示すように、結線爪146a〜146hは、セグメント1,4,7,10,13,16,19,22のコア112側の片側端部153(絶縁体141の軸方向の片側端部)から延設されており、各セグメント1,4,7,10,13,16,19,22の幅よりもその幅が狭く形成された板状をなしている。各結線爪146a〜146hは、前記巻線113を引っ掛けることができるように、整流子114の反コア112側の端面に向かって折り返され、巻線113が配置される巻線配置部147を形成している。巻線配置部147は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148と、該面148側の結線爪146a〜146hの面149とにより構成され、周方向から見た形状が略U字状をなしている。そして、これらの結線爪146a〜146hには、巻線113が結線されている(図1参照)。尚、図1及び図2では、結線爪146a〜146hとコイル132a〜132hとの間の巻線113を省略して図示している。
結線爪146a〜146hを有しないセグメント2,3,5,6,8,9,11,12,14,15,17,18,20,21,23,24(以後セグメントAとする)における絶縁体141の軸方向の片側端部151には、傾斜面152が形成されている。因みに、各セグメントAにおける片側端部151は、結線爪146a〜146hを有するセグメント1,4,7,10,13,16,19,22において、結線爪146a〜146hが形成された側の片側端部153と同じ側(軸方向に同じ側)の端部である。
この傾斜面152が形成されることにより、セグメントAの片側端部151は、セグメントAにおける絶縁体141の軸方向の中央部から軸方向に沿って遠ざかるに連れて徐々に厚さ(径方向の厚さ)が薄く形成されている。更に、傾斜面152が形成されることにより、セグメントAの片側端部151は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となっている。
ここで、傾斜面152において、傾斜面152において、絶縁体141の軸方向と直交する方向に沿った2つの辺を、辺152a,152bとする。辺152aは、辺152bよりもセグメントAにおける軸方向の中央部寄りの位置にある。図7に示すように、傾斜面152は、巻線配置部147の底面147aから、セグメント1〜24の軸方向の中央部に向かって巻線113の直径D分だけ進んだ位置よりも、辺152aがセグメント1〜24の軸方向の中央部寄りの位置となるように形成されている。
図3及び図4に示すように、前記絶縁体141のコア112と逆側の端面143、即ち絶縁体141において結線爪146a〜146hが配置されている側と逆側の端面143には、短絡部材161が配置されている。因みに、図1においては、短絡部材161を省略して整流子114を図示している。短絡部材161は、同電位となるセグメント1〜24(本実施形態では7つ置きのセグメント)同士を短絡するためのものであり、各セグメントAを同電位となるセグメント1,4,7,10,13,16,19,22に短絡する(図6参照)。この短絡部材161は、同一形状をなす2つの短絡構成部材群162,163と、絶縁材164とから構成されている。各短絡構成部材群162,163は、周方向に複数配置された外周側端末162a,163aと、外周側端末162a,163aの内側で周方向に複数配置された内周側端末162b,163bとを備えている。また、各短絡構成部材群162,163は、外周側端末162a,163aと内周側端末162b,163bとを周方向に所定角度ずらして連結する複数の連結部162c,163cを備えている。連結部162c,163cは、インボリュート曲線に沿って形成されている。これらの外周側端末162a,163a、内周側端末162b,163b、及び連結部162c,163cは、略同一平面状に形成されている。本実施形態では、外周側端末162a,163a、内周側端末162b,163b、及び連結部162c,163cは、短絡構成部材群162,163毎にそれぞれ24個ずつ形成されている。また、本実施形態では、前記所定角度は60°であり、端末を4つ分ずらした角度に等しい。
このような短絡構成部材群162,163は、導電性材料を打ち抜いて形成されている。そして、各短絡構成部材群162,163は、軸方向から見て互いに逆向きにずれるように軸方向に積層されている。短絡構成部材群162,163が積層されることにより、外周側端末162a,163a同士と内周側端末162b,163b同士がそれぞれ積層方向に面接触されている。そして、短絡構成部材群162,163は、外周側端末162a,163aがそれぞれ前記セグメント1〜24に固定されると共に、内周側端末162b,163bが前記円環凸部144に固定されることにより、整流子114に固定されている。
前記絶縁材164は、絶縁性を有する樹脂材料(絶縁性材料)よりなり、積層方向に並ぶ連結部162c,163c間に介在され、連結部162c,163c同士を非接触としている。詳しくは、絶縁材164は、外周側端末162a,163a、内周側端末162b,163b、及び連結部162c,163cのそれぞれの隙間を埋めるように形成されている。
上記のように構成された整流子114は、図2に示すように、回転軸111において、整流子114のコア112側の一端部が前記収納穴125に収納される位置に固定されている。尚、整流子114のコア112と軸方向に対向する端面114aは、収納穴125の底面126に当接していない。
次に、上記のように構成されたモータ101の製造方法について説明する。
まず、導電性を有する一枚の板材が丸められ、筒状の部材(図示略)が形成される。この筒状の部材が後にセグメント1〜24となる。筒状の部材の軸方向片側端部には、周方向に等角度間隔に8個の結線爪146a〜146hが形成されている。
まず、導電性を有する一枚の板材が丸められ、筒状の部材(図示略)が形成される。この筒状の部材が後にセグメント1〜24となる。筒状の部材の軸方向片側端部には、周方向に等角度間隔に8個の結線爪146a〜146hが形成されている。
次いで、筒状の部材の内側に絶縁性を有する樹脂材料が充填され、絶縁体141が形成される。その後、筒状の部材が周方向に切り分けられ、セグメント1〜24が形成される。そして、結線爪146a〜146hが径方向外側、且つ結線爪146a〜146hが形成された側と逆側の端部に向かって折り返され、巻線配置部147が形成される。この時、折り返された結線爪146a〜146hの先端は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148に当接しておらず、面148と結線爪146a〜146hとの間には、巻線113の直径Dよりも大きい幅の間隙が形成されている。その後、結線爪146a〜146hを有しないセグメントAにおける絶縁体141の軸方向の片側端部151が切り欠かれることにより、傾斜面152が形成される。そして、絶縁体141において結線爪146a〜146hが配置されている側と逆側の端面143に、短絡部材161が配置されて整流子114が完成する。
次いで、コア本体121の貫通孔123に回転軸111が圧入されることにより、コア112が回転軸111に対して固定される。その後、絶縁体141の貫通孔142に回転軸111が圧入されることにより、整流子114が回転軸111に対して固定される。この時、整流子114は、結線爪146a〜146hが設けられている側の端部がコア本体121に形成された収納穴125と軸方向に対向するように回転軸111に対して固定される。また、整流子114は、結線爪146a〜146hが収納穴125内に収容されない位置に固定されている。この状態で、インシュレータ131を介してティース部122a〜122hに巻線113が巻回される。
図1に示すように、まず、巻線113は、セグメント1に形成された結線爪146aに引っ掛けられ、結線爪146aから反時計方向に67.5°進んだ位置にあるティース部122aに所定ターン数巻回される。この時、巻線113は、スロット130h側からティース部122aに巻回され、スロット130aから抜ける。次いで、巻線113は、ティース部122aから反時計方向に135°進んだ位置にあるティース部122dに対し、スロット130c側から所定ターン数巻回され、スロット130dから抜ける。この時、巻線113は、スロット130aからスロット130cに向かう途中に、スロット130aとスロット130cとの中間に位置するセグメント10に形成された結線爪146dに引っ掛けられてからティース部122dに巻回される。詳しくは、ティース部122dに巻回された巻線113は、図7に示すように、結線爪146dにおいて次に巻線113が巻回されるティース部122d側から巻線配置部147を通り、結線爪146dにおけるティース部122a側からティース部122dの方に抜けるように結線爪146aに対して一巻きされる。即ち、図7においては、巻線113は、結線爪146dの下側を通って、結線爪146dの左側から巻線配置部147を通り、結線爪146dの右側から再度結線爪146dの下側を通って次に巻線113が巻回されるティース部の方へ抜けている。
以後同様に、結線爪146a〜146hに巻線を引っ掛けながらティース部122g,122b,122e,122h,122c,122fの順に巻線113が巻回される(図1参照)。このように、巻線113が結線爪146a〜146hに引っ掛けられながらティース部122a〜122hに巻回される(本実施形態では集中巻にて巻回される)ことにより、8個のコイル132a〜132hが形成される。この時、結線爪146a〜146hを有しないセグメントAにおける絶縁体141の軸方向の片側端部151には、傾斜面152が形成されていることから、結線爪146a〜146hに巻線が引っ掛けられる際、巻線113は結線爪146a〜146hを有しないセグメントAに接触し難い。そして、結線爪146a〜146hに引っ掛けられた巻線113は、ヒュージング(抵抗溶接)により結線爪146a〜146hにそれぞれ接合される。
次いで、整流子114は、コア112側の一端部(結線爪146a〜146hが設けられている側の端部)が収納穴125に収納されるように、収納穴125の底面126に向けて再度圧入されて電機子103が完成する(図2参照)。その後、電機子103が固定子102の内側に収容されると共に、ヨークハウジング104の開口部が陽極側給電用ブラシ106及び陰極側給電用ブラシ107が組付けられたエンドフレームによって閉塞されてモータ101が完成する。
上記したように、本実施形態によれば、以下の作用・効果を有する。
(1)結線爪146a〜146hを有しないセグメントAにおける絶縁体141の軸方向の片側端部151には、傾斜面152が形成されている。そのため、セグメントAの片側端部151は、セグメントAにおける絶縁体141の軸方向の中央部から軸方向に沿って遠ざかるに連れて徐々に厚さが薄く形成されている。また、傾斜面152が形成されることにより、セグメントAの片側端部151は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となっている。従って、巻線113の巻回時に、結線爪146a〜146hに巻線が引っ掛けられる際、巻線113はセグメントAに接触し難くなる。その結果、セグメントAによって巻線113が損傷されることが抑制され、巻線巻回時における巻線113の損傷を低減させることができる。そして、整流子114を備えたモータ101における信頼性の低下を抑えることができる。また、巻線巻回時における巻線113の損傷を低減させるために、巻線113を巻回する工程を複雑化する必要がないため、生産性の低下を抑制し製造コストの増大を抑制することができる。
(1)結線爪146a〜146hを有しないセグメントAにおける絶縁体141の軸方向の片側端部151には、傾斜面152が形成されている。そのため、セグメントAの片側端部151は、セグメントAにおける絶縁体141の軸方向の中央部から軸方向に沿って遠ざかるに連れて徐々に厚さが薄く形成されている。また、傾斜面152が形成されることにより、セグメントAの片側端部151は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となっている。従って、巻線113の巻回時に、結線爪146a〜146hに巻線が引っ掛けられる際、巻線113はセグメントAに接触し難くなる。その結果、セグメントAによって巻線113が損傷されることが抑制され、巻線巻回時における巻線113の損傷を低減させることができる。そして、整流子114を備えたモータ101における信頼性の低下を抑えることができる。また、巻線巻回時における巻線113の損傷を低減させるために、巻線113を巻回する工程を複雑化する必要がないため、生産性の低下を抑制し製造コストの増大を抑制することができる。
(2)結線爪146a〜146hを有しないセグメントAは、該セグメントAにおける絶縁体141の軸方向の片側端部151に、傾斜面152を設けただけの簡単な構成である。即ち、セグメントAは、片側端部151が、セグメントAにおける絶縁体141の軸方向の中央部から軸方向に沿って遠ざかるに連れて徐々に厚さが薄く形成されるだけの簡単な構成である。従って、巻線巻回時に、セグメントAに巻線113が接触し難い構成の整流子114を容易に製造でき、製造コストの増大をより抑制することができる。
(3)短絡部材161は、絶縁体141のコア112と逆側の端面143、即ち絶縁体141において結線爪146a〜146hが配置されている側と逆側の端面143に配置されている。従って、巻線巻回時に、巻線113が短絡部材161に接触して破損されることが抑制される。また、絶縁体141におけるコア112と逆側の端面143には短絡部材161を配置し易い。更に、セグメント1〜24におけるコア112と逆側の端部は、径方向の厚さが薄く形成されていないため、セグメント1〜24と外周側端末162a,163aとを接続し易い。従って、短絡部材161を絶縁体141におけるコア112と逆側の端面143に配置すると、短絡部材161の組付けを容易に行うことができる。
(4)傾斜面152は、巻線配置部147の底面147aから、セグメント1〜24の軸方向の中央部に向かって巻線113の直径D分だけ進んだ位置よりも、辺152aがセグメント1〜24の軸方向の中央部寄りの位置となるように形成されている。そのため、巻線113は、結線爪146a〜146hに引っ掛けられる際に、よりセグメントAに接触し難くなる。よって、巻線巻回時における巻線113の損傷をより低減させることができる。
(5)整流子114は、その軸方向の一端部が収納穴125に収納されるように回転軸111に対して固定されている。そのため、電機子103は軸方向に小型化が可能となり、引いてはモータ101の軸方向の小型化を図ることができる。
(6)巻線113は、ティース部122a〜122hに集中巻にて巻回されている。そのため、巻線113の占積率が増大し、モータ101の性能を向上させることができる。
(7)本実施形態のモータ101は、磁極の数Pが6である。また、コア112は、8個のティース部122a〜122h、及び該ティース部122a〜122hによって形成される8個のスロット130a〜130hを備えている。そして、整流子114は、24個のセグメント1〜24を備え、該セグメント1〜24は、同電位となるセグメント1〜24同士が短絡部材161によって短絡されている。そのため、軸対称の各スロット130a〜130h間において、大きさが等しく向きが逆向きのトルクベクトルが発生する。その結果、電機子103の振動が抑制され、振動が小さいモータ101を提供することができる。
(7)本実施形態のモータ101は、磁極の数Pが6である。また、コア112は、8個のティース部122a〜122h、及び該ティース部122a〜122hによって形成される8個のスロット130a〜130hを備えている。そして、整流子114は、24個のセグメント1〜24を備え、該セグメント1〜24は、同電位となるセグメント1〜24同士が短絡部材161によって短絡されている。そのため、軸対称の各スロット130a〜130h間において、大きさが等しく向きが逆向きのトルクベクトルが発生する。その結果、電機子103の振動が抑制され、振動が小さいモータ101を提供することができる。
尚、本発明の実施形態は、以下のように変更してもよい。
○上記実施形態では、巻線113の巻回時、巻線113は、図7に示すように結線爪146a〜146hに一巻きされて引っ掛けられる。しかしながら、巻線113は、図8に示すようにして結線爪146a〜146hに引っ掛けられてもよい。図8では、巻線113は、結線爪146dにおいて先に巻線113が巻回されたティース部側(図8における右側)から巻線配置部147を通り、結線爪146dにおいて次に巻線113が巻回されるティース部側(図8における左側)へ抜けるようにして結線爪146dに引っ掛けられている。尚、結線爪146dに引っ掛けられる巻線113を例に説明したが、結線爪146d以外の結線爪146a〜146c,146e〜146hにも同様に巻線113が引っ掛けられる。このようにしても、上記実施形態と同様の効果を得ることができる。
○上記実施形態では、巻線113の巻回時、巻線113は、図7に示すように結線爪146a〜146hに一巻きされて引っ掛けられる。しかしながら、巻線113は、図8に示すようにして結線爪146a〜146hに引っ掛けられてもよい。図8では、巻線113は、結線爪146dにおいて先に巻線113が巻回されたティース部側(図8における右側)から巻線配置部147を通り、結線爪146dにおいて次に巻線113が巻回されるティース部側(図8における左側)へ抜けるようにして結線爪146dに引っ掛けられている。尚、結線爪146dに引っ掛けられる巻線113を例に説明したが、結線爪146d以外の結線爪146a〜146c,146e〜146hにも同様に巻線113が引っ掛けられる。このようにしても、上記実施形態と同様の効果を得ることができる。
○整流子114は、セグメント1〜24が先にそれぞれ形成され、これらセグメント1〜24を絶縁体141の外周面に貼り付けることにより形成されてもよい。この時、結線爪146a〜146hを有しないセグメントAに形成される傾斜面152は、絶縁体141に貼り付ける前に形成されていてもよいし、絶縁体141に貼り付けた後に形成されてもよい。
○上記実施形態では、結線爪146a〜146hを有しないセグメントAにおける絶縁体141の軸方向の片側端部151は、傾斜面152が形成されることにより、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となっている。しかしながら、セグメントAにおける軸方向の片側端部151の形状は、これに限らない。例えば、図9に示すセグメントAにおいては、セグメントAにおける絶縁体141の軸方向の片側端部151に、段差部170が形成されている。セグメントAの片側端部151は、段差部170が形成されることにより、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となっている。ここで、片側端部151の径方向外側の面171において、絶縁体の軸方向と直交する方向に沿った2つの辺のうち、セグメントAの軸方向の中央部寄りの位置にある辺を辺171aとする。この場合、片側端部151の径方向外側の面171は、巻線配置部147の底面147aから、セグメント1〜24の軸方向の中央部に向かって巻線113の直径D分だけ進んだ位置よりも、辺171aがセグメント1〜24の軸方向の中央部寄りの位置となるように形成されている。このように構成しても、巻線巻回時に、セグメントAに巻線113が接触し難い構成の整流子114を容易に製造でき、製造コストの増大をより抑制することができる。
尚、図9に示す例では、セグメントAの片側端部151には、セグメントAの軸方向中央部から遠ざかるに連れて肉薄となるような複数段の段差部が設けられてもよい。また、セグメントAにおける軸方向の片側端部151は、セグメント1,4,7,10,13,16,19,22の径方向外側の面148よりも径方向内側となるように形成されていればよい。従って、セグメントAの片側端部151は、絶縁体141の軸方向に沿ってセグメントAにおける軸方向の中央部から遠ざかるに連れて徐々に厚さが薄くなるような形状(周方向から見た形状が円弧状等)であってもよい。更に、セグメントAは、セグメントAにおける軸方向の片側端部151が径方向内側に向けて折り曲げられてなる構成であってもよい。
○セグメントAは、結線爪146a〜146hを有するセグメント1,4,7,10,13,16,19,22よりも軸方向に短く形成された構成であってもよい。この場合、結線爪146a〜146hを有しないセグメントAは、結線爪146a〜146hを有するセグメント1,4,7,10,13,16,19,22において結線爪146a〜146hが形成されている側の端部と同じ側(軸方向に同じ側)の端部が短く形成される。
○板状の導電性部材を打ち抜いて形成される短絡部材161の代わりに、短絡線を短絡部材として用い、該短絡線によって同電位となるセグメント1〜24を短絡してもよい。
○短絡部材161は、絶縁体141の内部に埋設されてもよい。
○短絡部材161は、絶縁体141の内部に埋設されてもよい。
○上記実施形態では、陽極側給電用ブラシ106及び陰極側給電用ブラシ107は、それぞれ1つずつ設けられているが、複数個ずつ設けられてもよい。このようにすると、電機子103への電流の供給が安定する。
○上記実施形態では、コア本体121の外形は、軸方向から見た形状が収納穴125に対応した正8角形状に形成されているが、これに限らない。例えば、コア本体121の外形は、軸方向から見た形状が円形状をなしていてもよい。
○上記実施形態では、収納穴125は、軸方向から見た形状が正8角形状をなしているが、これに限らない。収納穴125は、軸方向から見た形状が円形状等、整流子114の軸方向一端部を収納可能な形状をなしていればよい。また、コア112は、収納穴125を備えない構成であってもよい。
○上記実施形態では、磁極の数Pが6であるが、磁極の数Pは6に限らない。例えば、磁極の数Pを4以上とすると、モータ101における振動の発生を抑制することができる。また、磁極の数Pを4以上の偶数としてもよい。この場合、スロットの数NをP±2(但し、P=4の時N=6)とし、セグメントの数SをN×(P/2)とするとよい。このようにすると、短節巻係数をより大きくすることができ、小型軽量化及び高出力化に有利なモータ101を得ることができる。尚、短節巻係数とは、磁極ピッチに対して巻線辺の間隔を考慮した係数であり、直流モータの出力に比例する。つまり、短節巻係数が大きければ大きいほど直流モータの出力は大きくなる。
1,4,7,10,13,16,19,22…第1セグメントとしてのセグメント、2,3,5,6,8,9,11,12,14,15,17,18,20,21,23,24,A…第2セグメントとしてのセグメント、101…モータ、102…固定子、105…永久磁石、111…回転軸、112…電機子コア、113…巻線、114…整流子、122a〜122h…ティース部、132a〜132h…コイル、141…整流子本体としての絶縁体、146a〜146h…結線爪、148…第1セグメントの径方向外側の面、151…第2セグメントにおける整流子本体の軸方向の片側端部、153…第1セグメントにおける整流子本体の軸方向の片側端部、161…短絡部材、170…段差部。
Claims (9)
- 絶縁性材料により形成され円筒状をなす整流子本体の外周に、前記整流子本体の軸方向に沿って延びる第1セグメント及び第2セグメントが周方向に沿って配置され、前記第1セグメントには前記軸方向の片側端部に径方向外側に突出し巻線が結線される結線爪が形成され、前記第2セグメントは短絡部材によって同電位となる前記第1セグメントと短絡される整流子であって、
前記第2セグメントにおける前記軸方向の片側端部は、前記第1セグメントの径方向外側の面よりも径方向内側となるように形成されていることを特徴とする整流子。 - 請求項1に記載の整流子において、
前記第2セグメントの前記片側端部は、前記整流子本体の軸方向に沿って前記第2セグメントの前記軸方向の中央部から遠ざかるに連れて徐々に厚さが薄く形成されていることを特徴とする整流子。 - 請求項1に記載の整流子において、
前記第2セグメントの前記片側端部には、段差部が設けられていることを特徴とする整流子。 - 請求項1乃至請求項3の何れか1項に記載の整流子において、
前記短絡部材は、前記整流子本体の前記結線爪が配置された側の軸方向端面以外で、前記整流子本体に配置されていることを特徴とする整流子。 - 周方向に配置された複数の永久磁石を有する固定子と、
前記固定子の内側で回転可能に支持された回転軸と、
前記回転軸に固定され、放射状に延びる複数のティース部を有する電機子コアと、
絶縁性材料により形成され円筒状をなし前記回転軸に固定された整流子本体の外周に、前記整流子本体の軸方向に沿って延びる第1セグメント及び第2セグメントが周方向に沿って配置され、前記第1セグメントには前記軸方向の片側端部に径方向外側に突出し巻線が結線される結線爪が形成され、前記第2セグメントは短絡部材によって同電位となる前記第1セグメントと短絡される整流子と、
前記ティース部に前記巻線が巻回されることにより形成された複数のコイルと
を備えたモータであって、
前記第2セグメントにおける前記軸方向の片側端部は、前記第1セグメントの径方向外側の面よりも径方向内側となるように形成されていることを特徴とするモータ。 - 請求項5に記載のモータにおいて、
前記第2セグメントの前記片側端部は、前記整流子本体の軸方向に沿って前記第2セグメントの前記軸方向の中央部から遠ざかるに連れて徐々に厚さが薄く形成されていることを特徴とするモータ。 - 請求項5に記載のモータにおいて、
前記第2セグメントの前記片側端部には、段差部が設けられていることを特徴とするモータ。 - 請求項5乃至請求項7の何れか1項に記載のモータにおいて、
前記短絡部材は、前記整流子本体の前記結線爪が配置された側の軸方向端面以外で、前記整流子本体に配置されていることを特徴とするモータ。 - 周方向に配置された複数の永久磁石を有する固定子と、
前記固定子の内側で回転可能に支持された回転軸と、
前記回転軸に固定され、放射状に延びる複数のティース部を有する電機子コアと、
絶縁性材料により形成され円筒状をなし前記回転軸に固定された整流子本体の外周に、前記整流子本体の軸方向に沿って延びる第1セグメント及び第2セグメントが周方向に沿って配置され、前記第1セグメントには前記軸方向の片側端部に径方向外側に突出し巻線が結線される結線爪が形成され、前記第2セグメントは短絡部材によって同電位となる前記第1セグメントと短絡される整流子と、
前記ティース部に前記巻線が巻回されることにより形成された複数のコイルと
を備えたモータを製造するモータの製造方法であって、
前記第2セグメントにおける前記軸方向の片側端部は、前記第1セグメントの径方向外側の面よりも径方向内側となるように形成されており、
前記ティース部に前記巻線を巻回する毎に、前記結線爪に前記巻線を引っ掛けることを特徴とするモータの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005145622A JP2006325318A (ja) | 2005-05-18 | 2005-05-18 | 整流子、モータ、及びモータの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005145622A JP2006325318A (ja) | 2005-05-18 | 2005-05-18 | 整流子、モータ、及びモータの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006325318A true JP2006325318A (ja) | 2006-11-30 |
Family
ID=37544563
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005145622A Abandoned JP2006325318A (ja) | 2005-05-18 | 2005-05-18 | 整流子、モータ、及びモータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006325318A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7772739B2 (en) * | 2005-12-27 | 2010-08-10 | Asmo Co., Ltd | Commutator, direct current motor, and manufacturing method of commutator |
| US7777390B2 (en) * | 2007-04-03 | 2010-08-17 | Asmo Co., Ltd | Short-circuit member assembly, commutator, and motor |
| WO2014108942A1 (ja) * | 2013-01-10 | 2014-07-17 | パナソニック株式会社 | 整流子モータおよびその巻線の結線方法 |
| JP2017046542A (ja) * | 2015-08-28 | 2017-03-02 | 株式会社ミツバ | コンミテータ、減速機付きモータおよびコンミテータの製造方法 |
| KR20180040007A (ko) * | 2016-10-11 | 2018-04-19 | 엘지이노텍 주식회사 | 로터 및 이를 구비하는 모터 |
| WO2019097593A1 (ja) * | 2017-11-15 | 2019-05-23 | マーレエレクトリックドライブズジャパン株式会社 | 電動機 |
-
2005
- 2005-05-18 JP JP2005145622A patent/JP2006325318A/ja not_active Abandoned
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7772739B2 (en) * | 2005-12-27 | 2010-08-10 | Asmo Co., Ltd | Commutator, direct current motor, and manufacturing method of commutator |
| US7777390B2 (en) * | 2007-04-03 | 2010-08-17 | Asmo Co., Ltd | Short-circuit member assembly, commutator, and motor |
| WO2014108942A1 (ja) * | 2013-01-10 | 2014-07-17 | パナソニック株式会社 | 整流子モータおよびその巻線の結線方法 |
| US8933608B2 (en) | 2013-01-10 | 2015-01-13 | Panasonic Corporation | Commutator motor and method of connecting windings of the same |
| JP2017046542A (ja) * | 2015-08-28 | 2017-03-02 | 株式会社ミツバ | コンミテータ、減速機付きモータおよびコンミテータの製造方法 |
| KR20180040007A (ko) * | 2016-10-11 | 2018-04-19 | 엘지이노텍 주식회사 | 로터 및 이를 구비하는 모터 |
| KR102727420B1 (ko) * | 2016-10-11 | 2024-11-07 | 주식회사 코아오토모티브 | 로터 및 이를 구비하는 모터 |
| WO2019097593A1 (ja) * | 2017-11-15 | 2019-05-23 | マーレエレクトリックドライブズジャパン株式会社 | 電動機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6328319B2 (ja) | 電機子および回転電機 | |
| JP5314908B2 (ja) | 回転電機の固定子および回転電機 | |
| TWI292649B (en) | Armature of rotary electric machine, a rotary electric machine, and manufacturing method therefor | |
| JP5163913B2 (ja) | アウターロータ型電動機 | |
| JP3730869B2 (ja) | 回転電機 | |
| JP6461381B2 (ja) | 回転電機の固定子、回転電機、および、回転電機の固定子の製造方法 | |
| JP2011239593A (ja) | 電動機 | |
| JP5839007B2 (ja) | 回転電機の固定子鉄心およびその製造方法 | |
| JP2004088944A (ja) | 回転電機 | |
| JP5082524B2 (ja) | 絶縁インシュレータ並びにステータの構造及び製造方法 | |
| WO2019073724A1 (ja) | 回転電機の固定子 | |
| JP4535147B2 (ja) | 回転電機の固定子及び回転電機 | |
| JP2006325318A (ja) | 整流子、モータ、及びモータの製造方法 | |
| JP4397828B2 (ja) | 電機子、直流モータ、及び電機子の製造方法 | |
| JP5912377B2 (ja) | ロータおよびモータ | |
| JP6652308B2 (ja) | 電機子、回転電機および電機子の製造方法 | |
| JP5884463B2 (ja) | 回転電機 | |
| JP2004208464A (ja) | 電動機の巻線構造 | |
| US7352100B2 (en) | Direct-current motor | |
| JP2007151211A (ja) | 回転電機の回転子 | |
| JPWO2017022288A1 (ja) | 回転電機および回転電機の製造方法 | |
| JP2002199685A (ja) | 回転電機 | |
| US10720799B2 (en) | Stator of rotary electric machine | |
| JPWO2015040692A1 (ja) | 回転電機の固定子 | |
| JP5884464B2 (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070518 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20090526 |