JP2006257541A - Co-base alloy having excellent erosion resistance to molten lead-free solder and lead-free soldering equipment member composed of the co-base alloy - Google Patents
Co-base alloy having excellent erosion resistance to molten lead-free solder and lead-free soldering equipment member composed of the co-base alloy Download PDFInfo
- Publication number
- JP2006257541A JP2006257541A JP2005204505A JP2005204505A JP2006257541A JP 2006257541 A JP2006257541 A JP 2006257541A JP 2005204505 A JP2005204505 A JP 2005204505A JP 2005204505 A JP2005204505 A JP 2005204505A JP 2006257541 A JP2006257541 A JP 2006257541A
- Authority
- JP
- Japan
- Prior art keywords
- lead
- free
- based alloy
- free solder
- solder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Landscapes
- Coating With Molten Metal (AREA)
Abstract
Description
この発明は、溶融鉛フリーはんだ、特に溶融状態のSn−Ag系はんだに対する耐侵食性に優れたCo基合金およびそのCo基合金からなる鉛フリーはんだ付け装置部材に関するものである。 The present invention relates to a Co-based alloy having excellent erosion resistance against molten lead-free solder, particularly a molten Sn-Ag solder, and a lead-free soldering device member made of the Co-based alloy.
近年、環境問題に関する関心が高まり、例えば、ヨーロッパでは電子機器などへの有害物質の含有を規制することが決定されている。その規制物質の1つとして鉛が取り上げられている。鉛は電子部品の接合に用いられているはんだの主成分であることから、鉛を全く使用しないSn−Ag系の鉛フリーはんだ(鉛フリーはんだであるSn−Ag系はんだの組成としてSn−3.5%Ag、Sn−3.0%Ag−0.1%Cuなどが知られている)が開発され、従来の鉛はんだとの置き換えが進みつつある。したがって、現在では鉛フリーはんだと言えば前記Sn−Ag系はんだを一般に示している。ところが、鉛フリーはんだである前記Sn−Ag系はんだは、従来の鉛はんだに比べて反応性が高くかつ溶融温度が高く、そのために従来から使用されているSUS304(Cr:18〜20質量%、Ni:8〜10.5質量%、残部:Feおよび不可避不純物)、SUS309S(Cr:22〜24質量%、Ni:12〜15質量%、残部:Feおよび不可避不純物)、SUS316(Cr:16〜18質量%、Ni:10〜14質量%、Mo:2〜3質量%、残部:Feおよび不可避不純物)などのステンレス鋼で作製したはんだ付け装置では溶融鉛フリーはんだに対する侵食に耐えられず、したがって、従来のステンレス鋼で作製したはんだ付け装置では損傷して短期間で使用寿命に至り、早期にはんだ付け装置の交換を余儀なくされることが明らかとなってきた。 In recent years, interest in environmental issues has increased, and in Europe, for example, it has been decided to regulate the inclusion of harmful substances in electronic devices. Lead is one of the regulated substances. Since lead is the main component of the solder used for joining electronic components, Sn-Ag lead-free solder that does not use lead at all (Sn-3 as the composition of Sn-Ag solder that is lead-free solder) 0.5% Ag, Sn-3.0% Ag-0.1% Cu, etc. are known) and replacement with conventional lead solder is progressing. Therefore, at present, the Sn-Ag solder is generally shown for lead-free solder. However, the Sn-Ag solder, which is a lead-free solder, has higher reactivity and higher melting temperature than conventional lead solder, and therefore SUS304 (Cr: 18 to 20% by mass, conventionally used) Ni: 8 to 10.5% by mass, balance: Fe and inevitable impurities), SUS309S (Cr: 22 to 24% by mass, Ni: 12 to 15% by mass, balance: Fe and inevitable impurities), SUS316 (Cr: 16 to 18 mass%, Ni: 10-14 mass%, Mo: 2-3 mass%, the balance: Fe and inevitable impurities) etc., the soldering apparatus made of stainless steel cannot withstand erosion to molten lead-free solder, and therefore The conventional soldering equipment made of stainless steel is damaged and reaches the end of its service life in a short period of time, and the soldering equipment must be replaced at an early stage. It has become clear.
ここで、溶融鉛フリーはんだである溶融Sn−Ag系はんだによるステンレス鋼の侵食について説明する。一般に、ステンレス鋼の表面には不働態皮膜と呼ばれる酸化皮膜などの非反応性物質が形成されており、この酸化皮膜などの非反応性物質により溶融Sn−Ag系はんだが直接金属面に接することを防ぎ、損傷を免れている。しかし、使用中に溶融金属の対流などにより摩耗を受けて表面皮膜が消滅すると、溶融Sn−Ag系はんだとメタルが直接反応するようになり、損傷の原因となる。すなわち、融点の高いFe、Niなどの金属がその融点より低い温度で低融点のSnと反応すると、低融点金属であるSnが高融点金属であるFe、Niなどに固体内拡散し、Snと反応生成物を形成し、この反応生成物のSn含有量が高まるに従い、融点が下がり、最終的には溶融金属中に溶融して損傷の原因となる。
そのため、鉛フリーはんだに対するはんだ付け装置の損傷を少しでもやわらげるために、はんだ付け装置を構成するステンレス鋼表面をセラミックコーティングしたり、ステンレス鋼表面に窒化層を設けるなどして装置の溶融鉛フリーはんだに対する耐侵食性を改善しようとしている(非特許文献1、非特許文献2、非特許文献3、非特許文献4などを参照)。
Therefore, in order to alleviate the damage of the soldering device against lead-free solder, the molten lead-free solder of the device is coated by ceramic coating the surface of the stainless steel constituting the soldering device or by providing a nitride layer on the stainless steel surface. (See Non-Patent Document 1, Non-Patent Document 2, Non-Patent Document 3, Non-Patent Document 4, and the like).
しかし、セラミックコーティングまたは窒化処理などの表面処理を施すと、溶接などによる補修が容易にできなかったり、チューブ部材内面などの複雑形状の部材にはこうした処理が施せないなどの課題があり、そのために、コーティングまたは窒化処理などの表面処理せずに使用できる溶融鉛フリーはんだに対する耐侵食性の高い材料が求められていた。 However, if surface treatment such as ceramic coating or nitriding treatment is performed, there are problems such as that repair by welding or the like cannot be easily performed, and that complicated treatment such as the inner surface of the tube member cannot be performed. Therefore, there has been a demand for a material having high erosion resistance against molten lead-free solder that can be used without surface treatment such as coating or nitriding.
そこで、本発明者は、CoのSnに対する固溶限がNiやFeよりも格段に小さいことに着目し、種々の添加元素を最適化することにより、溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金の金属材料を得るべく鋭意研究を行った。 Therefore, the present inventor paid attention to the fact that the solid solubility limit of Co to Sn is much smaller than that of Ni and Fe, and by optimizing various additive elements, it was excellent in erosion resistance against molten lead-free solder. Intensive research was conducted to obtain a Co-based alloy metal material.
その結果、質量%(以下、%は質量%を示す)でCr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらに必要に応じて下記の、
(a)Ni:1.0〜24.0%、
(b)La:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種、
(c)Mg:0.001〜0.05%、
の内の1種または2種以上を含有し、残部がCoおよび不可避不純物からなる組成を有するCo基合金は、溶融鉛フリーはんだに対する耐侵食性に優れ、したがって、このCo基合金で作製したはんだ付け装置は、溶接部を含め、溶融鉛フリーはんだに対する耐侵食性が格段に上昇することから、使用寿命が格段に長くなる、という知見を得たのである。
As a result, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C in mass% (hereinafter,% represents mass%) : 0.01 to 1.20%, Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, and if necessary,
(A) Ni: 1.0 to 24.0%
(B) one or two of La: 0.01 to 0.15% and Ce: 0.01 to 0.15%;
(C) Mg: 0.001 to 0.05%
A Co-base alloy containing one or more of the above, the balance being composed of Co and inevitable impurities is excellent in corrosion resistance against molten lead-free solder, and therefore, a solder made from this Co-base alloy The soldering device has acquired the knowledge that the service life is significantly increased because the erosion resistance to molten lead-free solder, including the welded portion, is significantly increased.
この発明は、かかる知見に基づいてなされたものであって、
(1)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(2)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにNi:1.0〜24.0%を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(3)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにLa:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(4)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにMg:0.001〜0.05%を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(5)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにNi:1.0〜24.0%を含有し、さらにLa:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(6)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにNi:1.0〜24.0%を含有し、さらにMg:0.001〜0.05%を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(7)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにLa:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種を含有し、さらにMg:0.001〜0.05%を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、
(8)質量%で、Cr:20.0〜35.0%、W:3.0〜15.0%、Fe:0.1〜25.0%、C:0.01〜1.20%、Mn:0.5〜2.0%、Si:0.1〜2.0%を含有し、さらにNi:1.0〜24.0%を含有し、さらにLa:0.01〜0.15%およびCe:0.01〜0.15%の内の1種または2種を含有し、さらにMg:0.001〜0.05%を含有し、残部がCoおよび不可避不純物からなる組成を有する溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金、に特徴を有するものである。
This invention has been made based on such knowledge,
(1) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, Co base excellent in erosion resistance to molten lead-free solder having a composition consisting of Co and inevitable impurities. alloy,
(2) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, Ni: 1.0 to 24.0%, the balance consisting of Co and inevitable impurities Co-based alloy with excellent corrosion resistance against molten lead-free solder having
(3) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, and La: 0.01 to 0.15% and Ce: 0.01 to 0.15% A Co-based alloy having excellent erosion resistance against molten lead-free solder, the composition comprising one or two of the following, the balance being composed of Co and inevitable impurities,
(4) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, further Mg: 0.001 to 0.05%, the balance consisting of Co and inevitable impurities Co-based alloy with excellent corrosion resistance against molten lead-free solder having
(5) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, Ni: 1.0 to 24.0%, and La: 0.01 to 0. Co-based alloy excellent in erosion resistance to molten lead-free solder containing 15% and Ce: one or two of 0.01 to 0.15%, and the balance being composed of Co and inevitable impurities ,
(6) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, Ni: 1.0 to 24.0%, and Mg: 0.001 to 0.2%. A Co-based alloy having excellent erosion resistance to molten lead-free solder having a composition comprising 05% and the balance consisting of Co and inevitable impurities,
(7) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, and La: 0.01 to 0.15% and Ce: 0.01 to 0.15% Co-based alloy having excellent corrosion resistance against molten lead-free solder, containing one or two of the above, further containing Mg: 0.001 to 0.05%, and the balance comprising Co and inevitable impurities ,
(8) By mass%, Cr: 20.0-35.0%, W: 3.0-15.0%, Fe: 0.1-25.0%, C: 0.01-1.20% , Mn: 0.5 to 2.0%, Si: 0.1 to 2.0%, Ni: 1.0 to 24.0%, and La: 0.01 to 0. 15% and Ce: containing one or two of 0.01 to 0.15%, further containing Mg: 0.001 to 0.05%, the balance consisting of Co and inevitable impurities It is characterized by a Co-based alloy having excellent corrosion resistance against molten lead-free solder.
したがって、この発明の溶融鉛フリーはんだに対する耐侵食性に優れたCo基合金は、鉛フリーはんだ付け装置の部材として有効であり、一層具体的には、鉛フリーはんだ付け装置のはんだ槽、噴射ノズル、プロペラ、シャフト、ダクト、ヒーター保護管、ヒーター被覆管など鉛フリーはんだ付け装置の各種構成部品の部材として有効である。したがって、この発明は、
(9)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置部材、
(10)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用はんだ槽、
(11)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用噴射ノズル、
(12)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用プロペラ、
(13)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用シャフト、
(14)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用ダクト、
(15)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用ヒーター保護管、
(16)前記(1)〜(8)の内のいずれかに記載の成分組成を有するCo基合金からなる鉛フリーはんだ付け装置用ヒーター被覆管、に特徴を有するものである。
Therefore, the Co-based alloy having excellent erosion resistance against molten lead-free solder according to the present invention is effective as a member of a lead-free soldering apparatus, and more specifically, a solder bath and a jet nozzle of a lead-free soldering apparatus. It is effective as a member of various components of lead-free soldering devices such as propellers, shafts, ducts, heater protection tubes, and heater cladding tubes. Therefore, the present invention
(9) A lead-free soldering device member made of a Co-based alloy having the component composition according to any one of (1) to (8),
(10) A solder bath for a lead-free soldering device made of a Co-based alloy having the component composition according to any one of (1) to (8),
(11) A lead-free soldering device injection nozzle made of a Co-based alloy having the component composition according to any one of (1) to (8),
(12) A propeller for a lead-free soldering device made of a Co-based alloy having the component composition according to any one of (1) to (8),
(13) A shaft for a lead-free soldering device made of a Co-based alloy having the component composition according to any one of (1) to (8),
(14) A lead-free soldering device duct made of a Co-based alloy having the component composition according to any one of (1) to (8),
(15) A heater protective tube for a lead-free soldering device, comprising a Co-based alloy having the component composition according to any one of (1) to (8),
(16) A heater-coated tube for a lead-free soldering device made of a Co-based alloy having the component composition according to any one of (1) to (8).
次に、この発明の鉛フリーはんだ付け装置部材の合金組成における各元素の限定理由について詳述する。
Cr:
Crは、表面に濃縮して薄くて緻密なCr2O3を主体とする不働態被膜を形成することにより、溶融鉛フリーはんだである溶融Sn−Ag系はんだが直接はんだ付け装置部材と接して反応してしまうことを阻害する効果があるが、Crを20.0%未満含有しても所望の効果が得られず、一方、35.0%を超えて含有すると加工が困難となる。従って、この発明のCo基合金からなる鉛フリーはんだ付け装置部材に含まれるCrは20.0〜35.0%に定めた。一層好ましくは、21.0〜25.0%である。
Next, the reasons for limitation of each element in the alloy composition of the lead-free soldering device member of the present invention will be described in detail.
Cr:
Cr is concentrated on the surface to form a thin and dense passive film mainly composed of Cr 2 O 3 , so that the molten Sn-Ag solder, which is a molten lead-free solder, directly contacts the soldering device member. Although there is an effect of inhibiting the reaction, even if Cr is contained in less than 20.0%, a desired effect cannot be obtained. On the other hand, if it exceeds 35.0%, processing becomes difficult. Therefore, Cr contained in the lead-free soldering device member made of the Co-based alloy of the present invention is set to 20.0 to 35.0%. More preferably, it is 21.0-25.0%.
W:
Wは、耐摩耗性を向上させることにより、溶融鉛フリーはんだの流動による損傷を抑制する効果があるが、Wを3.0%未満含有させても所望の効果が得られず、一方、Wを15.0%を超えて含有するとCrの効果を著しく損ない、結果的に溶融鉛フリーはんだに対する耐侵食性が劣化するので好ましくない。したがって、Wの含有量を3.0〜15.0%に定めた。一層好ましくは13.0〜15.0%である。
W:
W has the effect of suppressing damage due to the flow of molten lead-free solder by improving the wear resistance, but the desired effect cannot be obtained even if W is contained in less than 3.0%. If it exceeds 15.0%, the effect of Cr is remarkably impaired, and as a result, the erosion resistance against molten lead-free solder is deteriorated. Therefore, the content of W is set to 3.0 to 15.0%. More preferably, it is 13.0 to 15.0%.
Fe:
Feは、溶融鉛フリーはんだに微量溶出することにより、溶融鉛フリーはんだ、特に溶融Sn−Ag系はんだの反応性を抑制し、結果的に鉛フリーはんだによる損傷を抑制する効果があるので添加するが、Feは0.1%未満含有しても所望の効果が得られず、一方、25.0%を超えて含有すると鉛フリーはんだに対する耐侵食性が劣化するので好ましくない。したがって、Feの含有量を0.1〜25.0%とした。一層好ましくは0.5〜5.0%である。
Fe:
Fe is added because it dissolves in a small amount in molten lead-free solder, thereby suppressing the reactivity of molten lead-free solder, particularly molten Sn-Ag solder, and consequently suppressing the damage caused by lead-free solder. However, even if Fe is contained in an amount of less than 0.1%, the desired effect cannot be obtained. On the other hand, if it exceeds 25.0%, the corrosion resistance against lead-free solder deteriorates, which is not preferable. Therefore, the content of Fe is set to 0.1 to 25.0%. More preferably, it is 0.5 to 5.0%.
C:
Cは同時に含有するWと共に硬化相であるWCを形成し、これを素地中に微細に分散させることで耐摩耗性を著しく向上させ、流動する溶融鉛フリーはんだに対する耐侵食性を著しく向上させる作用があるが、Cは0.01%未満を含有しても所望の効果が得られず、一方、1.20%を越えて含有すると、合金が脆化し、板などへの形状付与が困難となるので好ましくない。したがって、Cの含有量を0.01〜1.20%に定めた。一層好ましい範囲は0.06〜0.5%である。
C:
C forms a WC that is a hardened phase together with W contained at the same time, and by finely dispersing the WC in the substrate, the wear resistance is remarkably improved, and the erosion resistance against flowing molten lead-free solder is remarkably improved. However, if C contains less than 0.01%, the desired effect cannot be obtained. On the other hand, if C exceeds 1.20%, the alloy becomes brittle and it is difficult to impart a shape to a plate or the like. This is not preferable. Therefore, the content of C is set to 0.01 to 1.20%. A more preferable range is 0.06 to 0.5%.
Mn:
Mnは、母相の結晶構造であるオーステナイト構造を安定化させることにより、脆化を抑制し、その結果、形状付与を容易にする作用があるが、Mnが0.5%未満含有しても所望の効果が得られず、一方、2.0%を超えて含有すると鉛フリーはんだとの濡れ性を高め、溶融鉛フリーハンダとの反応を促進することとなり、損傷を加速するので好ましくない。したがって、Mnの含有量を0.5〜2.0%(一層好ましくは、0.5〜1.5%)とした。
Mn:
Mn stabilizes the austenite structure, which is the crystal structure of the parent phase, thereby suppressing embrittlement and, as a result, has an effect of facilitating shape formation. On the other hand, if the content exceeds 2.0%, the wettability with the lead-free solder is increased, the reaction with the molten lead-free solder is promoted, and damage is accelerated, which is not preferable. Therefore, the Mn content is set to 0.5 to 2.0% (more preferably 0.5 to 1.5%).
Si:
Siは酸素との親和性が高いために表面にSiO2を形成し、Cr2O3と共に溶融鉛フリーはんだであるSn−Ag合金が直接金属と接して反応してしまうことを阻害する効果があるが、Siを0.1%未満含有しても所望の効果が得られず、一方、2.0%を越えて含有すると、合金の脆化が顕在化し、板などへの形状付与が困難となるので好ましくない。したがって、Siの含有量を0.1〜2.0%に定めた。一層好ましい範囲は0.2〜1.5%である。
Si:
Since Si has a high affinity with oxygen, SiO 2 is formed on the surface, and the Sn—Ag alloy, which is a molten lead-free solder, together with Cr 2 O 3 has an effect of inhibiting the direct contact with the metal and reacting. However, even if Si is contained in less than 0.1%, the desired effect cannot be obtained. On the other hand, if it exceeds 2.0%, embrittlement of the alloy becomes obvious and it is difficult to impart shape to a plate or the like. Therefore, it is not preferable. Therefore, the Si content is set to 0.1 to 2.0%. A more preferable range is 0.2 to 1.5%.
Ni:
Niは、母相の結晶構造であるオーステナイト構造を安定化させる元素であることから、凝固状態のままとなる溶接部での有害相の生成を抑制することにより、溶接部における溶融鉛フリーはんだに対する耐侵食性を向上させる効果があるため、必要に応じて添加されるが、Niを1.0%未満添加しても所望の効果が得られず、一方、24.0%を越えて含有すると溶融鉛フリーはんだに対する耐摩耗性が低下するようになるので好ましくない。したがって、Niの含有量を1.0〜24.0%に定めた。一層好ましい範囲は8.0〜24.0%である。
Ni:
Ni is an element that stabilizes the austenite structure, which is the crystal structure of the parent phase. Therefore, by suppressing the generation of harmful phases in the welded portion that remains in a solidified state, Ni can be used against molten lead-free solder in the welded portion. Since it has the effect of improving erosion resistance, it is added as necessary, but even if Ni is added in an amount of less than 1.0%, the desired effect cannot be obtained. This is not preferable because the wear resistance against molten lead-free solder is lowered. Therefore, the content of Ni is set to 1.0 to 24.0%. A more preferable range is 8.0 to 24.0%.
LaおよびCe:
これら成分は、微量に添加することにより、溶融鉛フリーはんだ中で形成されるCo基合金の表面皮膜の密着性を向上させることにより鉛フリーはんだに対する耐侵食性を向上させる効果があるところから、必要に応じて添加される。しかし、Laの含有量が0.01%未満では所望の効果が得られず、一方、0.15%を越えて含有すると、逆に表面皮膜は剥離し易くなり、有害となるので好ましくない。したがって、Laの含有量を0.01〜0.15%に定めた。Laの含有量の一層好ましい範囲は0.05〜0.12%である。
同様に、Ceの含有量が0.01%未満ではCo基合金の表面皮膜の密着性を向上させるに十分な効果が得られず、一方、0.15%を越えて含有すると、逆に表面皮膜は剥離し易くなり、有害となるので好ましくない。したがって、Ceの含有量を0.01〜0.15%に定めた。Ceの含有量の一層好ましい範囲は0.05〜0.12%である。
La and Ce:
These components have the effect of improving the erosion resistance to lead-free solder by improving the adhesion of the surface film of the Co-based alloy formed in the molten lead-free solder by adding a trace amount, It is added as necessary. However, if the content of La is less than 0.01%, the desired effect cannot be obtained. On the other hand, if the content exceeds 0.15%, the surface film tends to peel off and becomes harmful, which is not preferable. Therefore, the content of La is set to 0.01 to 0.15%. A more preferable range of the La content is 0.05 to 0.12%.
Similarly, if the Ce content is less than 0.01%, a sufficient effect for improving the adhesion of the surface coating of the Co-based alloy cannot be obtained. The film is not preferable because it easily peels off and becomes harmful. Therefore, the Ce content is determined to be 0.01 to 0.15%. A more preferable range of the Ce content is 0.05 to 0.12%.
Mg:
MgはMnと共存させることにより母相の結晶構造であるオーステナイト構造を安定化させ、それにより脆化を抑制し、形状付与を容易にするという効果があるので必要に応じて添加するが、Mgの含有量が0.001%未満では所望の効果が発揮されず、一方、0.05%を超えて含有すると、逆に相安定性を劣化させ加工を困難にさせてしまうので好ましくない。したがって、Mgの含有量を0.001〜0.05%(一層好ましくは、0.002%〜0.010%)とした。
Mg:
Mg coexists with Mn to stabilize the austenite structure, which is the crystal structure of the parent phase, thereby suppressing embrittlement and facilitating shape addition, so Mg is added as necessary. If the content is less than 0.001%, the desired effect is not exhibited. On the other hand, if the content exceeds 0.05%, the phase stability is deteriorated and processing becomes difficult. Therefore, the Mg content is set to 0.001 to 0.05% (more preferably 0.002% to 0.010%).
不可避不純物:
不可避不純物としてはPやSなどが挙げられるが、これら不純物は、高温加工などの合金製造時における割れや溶接部における高温割れの原因となる。したがって、できるだけ低減することが望ましい。
Inevitable impurities:
Inevitable impurities include P and S, but these impurities cause cracks during alloy production such as high-temperature processing and hot cracks in welds. Therefore, it is desirable to reduce as much as possible.
この発明のCo基合金からなる鉛フリーはんだ付け装置部材は、鉛フリーはんだに対する耐侵食性、特に溶接部に対する耐侵食性が優れており、したがって、この部材で作製した鉛フリーはんだ付け装置は長期間損傷することなく使用することができ、電子・電気産業上優れた効果をもたらすものである。 The lead-free soldering device member made of the Co-based alloy of the present invention has excellent erosion resistance against lead-free solder, in particular, erosion resistance against welds. Therefore, the lead-free soldering device made with this member is long. It can be used without being damaged for a long period of time, and has excellent effects on the electronic and electrical industries.
通常の高周波溶解炉を用いて溶解し鋳造して表1〜4に示される成分組成を有するCo基合金からなる厚さ:40mm、重さ:約5kgを有するインゴットを作製した。このインゴットを1230℃で10時間均質化熱処理を施し、1000〜1230℃の範囲内に保持しながら、1回の熱間圧延で1mmの厚さを減少させつつ最終的に厚さ:3mmの薄板とし、ついで1200℃で30分間保持し水焼入れすることにより固溶化処理を施し、表面をバフ研磨することにより本発明鉛フリーはんだ付け装置部材(以下、本発明部材という)1〜42および比較鉛フリーはんだ付け装置部材(以下、比較部材という)1〜16からなる薄板を作製した。
さらに、SUS304からなる厚さ:3mmの従来鉛フリーはんだ付け装置部材(以下、従来部材という)を用意した。
さらに、鉛フリーはんだの基本組成として知られているSn−3.0%Ag−0.1%Cuの組成の鉛フリーはんだを用意した。
An ingot having a thickness of 40 mm and a weight of about 5 kg made of a Co-based alloy having the composition shown in Tables 1 to 4 was prepared by melting and casting using a normal high-frequency melting furnace. The ingot was subjected to a homogenization heat treatment at 1230 ° C. for 10 hours and held within a range of 1000 to 1230 ° C., and the thickness was reduced to 1 mm by one hot rolling and finally a thin plate having a thickness of 3 mm. Next, it is held at 1200 ° C. for 30 minutes and subjected to water-quenching to perform a solution treatment, and the surface is buffed so that the lead-free soldering device members of the present invention (hereinafter referred to as members of the present invention) 1 to 42 and comparative lead Thin plates made of free soldering device members (hereinafter referred to as comparative members) 1 to 16 were produced.
Furthermore, a conventional lead-free soldering device member (hereinafter referred to as a conventional member) having a thickness of 3 mm made of SUS304 was prepared.
Furthermore, a lead-free solder having a composition of Sn-3.0% Ag-0.1% Cu, which is known as a basic composition of lead-free solder, was prepared.
前記本発明部材1〜42、比較部材1〜16および従来部材からなる薄板をそれぞれ縦:30mm、横:20mm、厚さ:3mmの寸法に切断して溶接無し試験片を作製し、さらに前記本発明部材1〜42、比較部材1〜16および従来部材からなる厚さ:3mmの薄板をアルゴンアーク溶接機を用いて同材種の突き合わせ溶接を行い、突き合わせ溶接部を含む板から溶接ビードを中央に位置するように縦:30mm、横:20mmの寸法に切断して溶接有り試験片を作製した。これら試験片の表面を研磨し、最終的に耐水エメリー紙#400仕上げの表面研摩したのち、これらをアセトン中超音波振動状態に5分間保持し脱脂した。 The present invention members 1 to 42, the comparison members 1 to 16 and the thin plate made of the conventional member were cut into dimensions of 30 mm in length, 20 mm in width, and 3 mm in thickness, respectively, to produce a test piece without welding, and the book Inventive members 1 to 42, comparative members 1 to 16 and a conventional member having a thickness of 3 mm are subjected to butt welding of the same material type using an argon arc welding machine, and the weld bead is centered from the plate including the butt welds. A test piece with welding was prepared by cutting into a dimension of 30 mm in length and 20 mm in width so as to be positioned at the position. The surfaces of these test pieces were polished and finally polished with a water-resistant emery paper # 400 finish, and then these were degreased by being kept in an ultrasonic vibration state in acetone for 5 minutes.
さらに、Sn−3.0%Ag−0.1%Cuの組成の鉛フリーはんだを460℃に加熱しこの温度に保持することにより溶融鉛フリーはんだを作製した。この溶融鉛フリーはんだを撹拌翼により対流させ、この対流している溶融鉛フリーはんだに前記溶接無し試験片および溶接有り試験片を浸漬し、1000時間保持した。1000時間保持後、溶接無し試験片および溶接有り試験片を取出し、溶接無し試験片の断面および溶接有り試験片の溶接部の断面を光学顕微鏡により観察し、母材部および溶接部の最大侵食深さを測定し、その結果を表1〜4に示し、溶融鉛フリーはんだに対する耐侵食性を評価した。 Further, a lead-free solder having a composition of Sn-3.0% Ag-0.1% Cu was heated to 460 ° C. and kept at this temperature to produce a molten lead-free solder. The molten lead-free solder was convected by a stirring blade, and the unwelded test piece and the welded test piece were immersed in the convected molten lead-free solder and held for 1000 hours. After holding for 1000 hours, the test piece without welding and the test piece with welding are taken out, the cross section of the test piece without welding and the cross section of the welded part of the test piece with welding are observed with an optical microscope, and the maximum erosion depth of the base metal part and welded part The results were shown in Tables 1 to 4, and the erosion resistance against molten lead-free solder was evaluated.
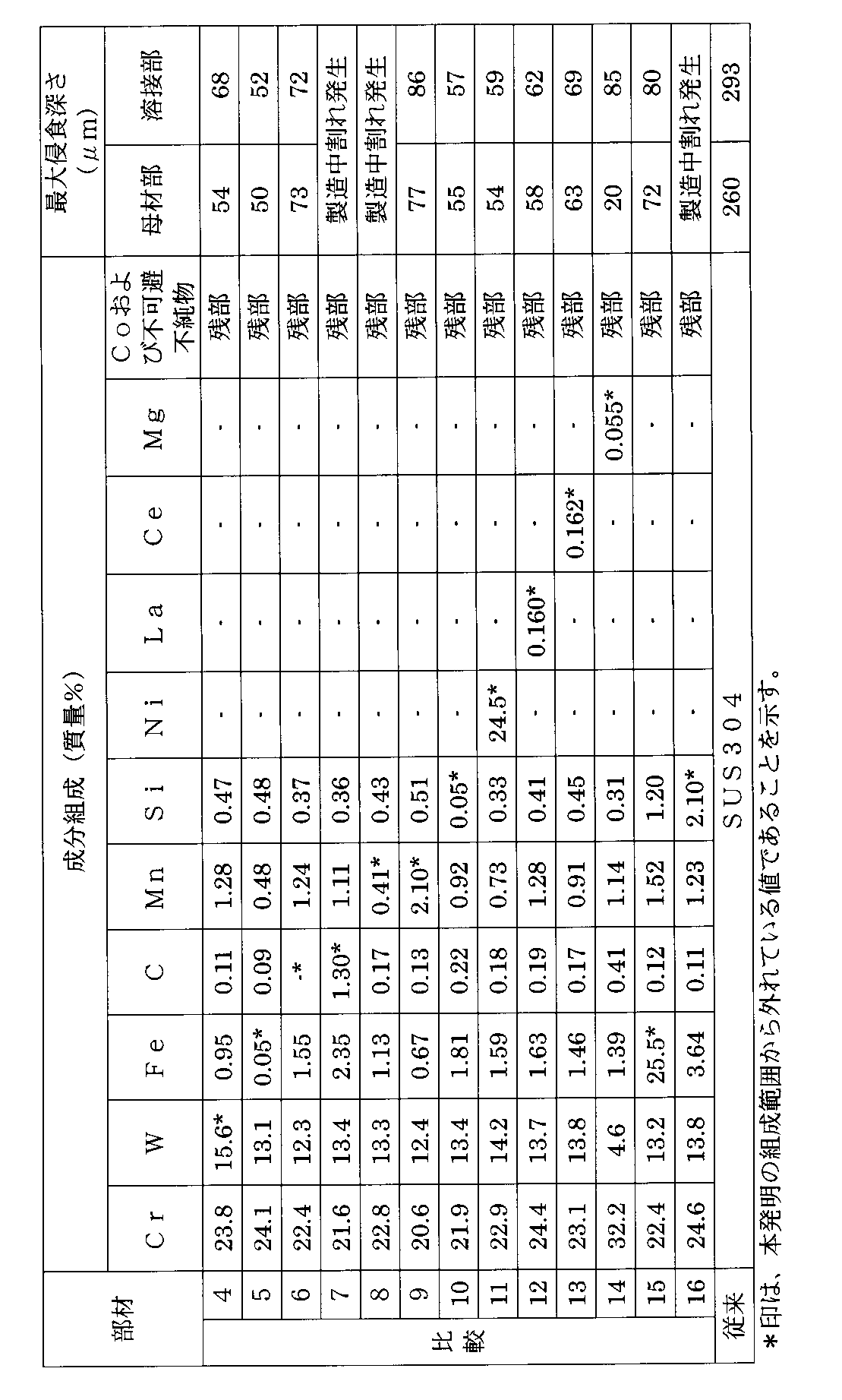
表1〜4に示された結果から、本発明部材1〜42の溶接無し試験片の最大侵食深さは、従来部材であるSUS304ステンレス鋼の溶接無し試験片の最大侵食深さに比べて小さく、さらに本発明部材1〜42の溶接有り試験片の溶接部における最大侵食深さは従来部材であるSUS304ステンレス鋼の溶接有り試験片の溶接部における最大侵食深さに比べて一層小さいことから、本発明部材1〜42は、従来部材に比べて溶融鉛フリーはんだに対する耐食性、特に溶接部に対する耐食性に優れていることが分かる。
しかし、この発明から外れた比較部材1〜16の溶接有り試験片は溶接部の耐侵食性が劣っていたり、溶接無し試験片および溶接有り試験片の溶接部の両方の耐侵食性が劣っていたり、さらに板に加工する途中で割れが発生するものがあったりして好ましくない特性が有ることが分かる。
From the results shown in Tables 1 to 4, the maximum erosion depth of the non-welded test pieces of the present invention members 1 to 42 is smaller than the maximum erosion depth of the non-welded test piece of SUS304 stainless steel as the conventional member. Furthermore, since the maximum erosion depth in the welded portion of the welded specimen of the present invention members 1 to 42 is smaller than the maximum erosion depth in the welded portion of the welded specimen of SUS304 stainless steel, which is a conventional member, It turns out that this invention members 1-42 are excellent in the corrosion resistance with respect to a molten lead free solder compared with the conventional member, especially the corrosion resistance with respect to a welding part.
However, the welded specimens of the comparative members 1 to 16 that are out of the present invention are inferior in the erosion resistance of the welded part, or inferior in the erosion resistance of both the welded part of the welded test piece and the welded test specimen. Further, it can be seen that there are unfavorable characteristics due to the occurrence of cracks during the processing of a plate.
Claims (16)
A heater-coated tube for a lead-free soldering apparatus, comprising a Co-based alloy having the component composition according to claim 1, 2, 3, 4, 5, 6, 7 or 8.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005204505A JP2006257541A (en) | 2005-02-16 | 2005-07-13 | Co-base alloy having excellent erosion resistance to molten lead-free solder and lead-free soldering equipment member composed of the co-base alloy |
| PCT/JP2006/313886 WO2007007797A1 (en) | 2005-07-13 | 2006-07-12 | Cobalt- or iron-base alloy excellent in the resistance to corrosion from molten lead-free solder and members of lead-free soldering apparatus which are made of the alloy |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005038631 | 2005-02-16 | ||
| JP2005204505A JP2006257541A (en) | 2005-02-16 | 2005-07-13 | Co-base alloy having excellent erosion resistance to molten lead-free solder and lead-free soldering equipment member composed of the co-base alloy |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006257541A true JP2006257541A (en) | 2006-09-28 |
Family
ID=37097117
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005204505A Withdrawn JP2006257541A (en) | 2005-02-16 | 2005-07-13 | Co-base alloy having excellent erosion resistance to molten lead-free solder and lead-free soldering equipment member composed of the co-base alloy |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006257541A (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102168211A (en) * | 2011-05-30 | 2011-08-31 | 中冶京诚(扬州)冶金科技产业有限公司 | High-temperature-resistant cobalt-based alloy for heat-resistant heel block of steel rolling heating furnace |
| JP2011246734A (en) * | 2010-05-21 | 2011-12-08 | Hitachi Ltd | Combustor member, method of manufacturing combustor member, and combustor |
| JP2012241220A (en) * | 2011-05-18 | 2012-12-10 | Mmc Superalloy Corp | Member for lead-free soldering equipment |
| JP2014070274A (en) * | 2012-10-02 | 2014-04-21 | Mmc Superalloy Corp | Co-BASED ALLOY EXCELLENT IN EROSION RESISTANCE AGAINST HYDROGEN SULFIDE AND HYDROGEN SELENIDE, AND DEVICE CONFIGURATION MEMBER MADE OF THE Co-BASED ALLOY |
| CN105154802A (en) * | 2015-10-16 | 2015-12-16 | 哈尔滨工业大学 | Method for effectively inhibiting second phase from precipitation in Ni-Mn-Sn-Fe alloy |
| CN106636850A (en) * | 2016-11-21 | 2017-05-10 | 重庆材料研究院有限公司 | High-strength rare earth doped alloy material with high-temperature oxidation resistance and preparation method |
-
2005
- 2005-07-13 JP JP2005204505A patent/JP2006257541A/en not_active Withdrawn
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011246734A (en) * | 2010-05-21 | 2011-12-08 | Hitachi Ltd | Combustor member, method of manufacturing combustor member, and combustor |
| JP2012241220A (en) * | 2011-05-18 | 2012-12-10 | Mmc Superalloy Corp | Member for lead-free soldering equipment |
| CN102168211A (en) * | 2011-05-30 | 2011-08-31 | 中冶京诚(扬州)冶金科技产业有限公司 | High-temperature-resistant cobalt-based alloy for heat-resistant heel block of steel rolling heating furnace |
| JP2014070274A (en) * | 2012-10-02 | 2014-04-21 | Mmc Superalloy Corp | Co-BASED ALLOY EXCELLENT IN EROSION RESISTANCE AGAINST HYDROGEN SULFIDE AND HYDROGEN SELENIDE, AND DEVICE CONFIGURATION MEMBER MADE OF THE Co-BASED ALLOY |
| CN105154802A (en) * | 2015-10-16 | 2015-12-16 | 哈尔滨工业大学 | Method for effectively inhibiting second phase from precipitation in Ni-Mn-Sn-Fe alloy |
| CN106636850A (en) * | 2016-11-21 | 2017-05-10 | 重庆材料研究院有限公司 | High-strength rare earth doped alloy material with high-temperature oxidation resistance and preparation method |
| CN106636850B (en) * | 2016-11-21 | 2019-02-15 | 重庆材料研究院有限公司 | High-temperature oxidation resistance high intensity mixes rare-earth alloy material and preparation method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5783641B2 (en) | Nickel-based hydrochloric acid corrosion resistant alloy for brazing | |
| CN111215787B (en) | Nickel-based foil brazing filler metal for high-temperature alloy connection and preparation method and application thereof | |
| JP5546836B2 (en) | Ni-Fe base alloy brazing material | |
| KR20140057476A (en) | Ni-fe-cr-based alloy and engine valve coated with same | |
| JP2007075867A (en) | Ni BRAZING FILLER METAL ALLOY | |
| JP2005103641A (en) | Nickel-based braze alloy composition, and method and article related thereto | |
| JP2006257541A (en) | Co-base alloy having excellent erosion resistance to molten lead-free solder and lead-free soldering equipment member composed of the co-base alloy | |
| CN105506618A (en) | Method for improving performance of 42CrMo steel in laser cladding | |
| JP2005246480A (en) | Solder alloy for preventing fe erosion and method for preventing fe erosion | |
| JP2008119744A (en) | Alloy for liquid-phase diffusion bonding | |
| JP6439795B2 (en) | Ni-based amorphous alloy ribbon for brazing and stainless steel joint using the same | |
| WO2012063511A1 (en) | High-toughness cobalt-based alloy and engine valve coated with same | |
| JP5327073B2 (en) | Copper member and method for preventing corrosion of copper member | |
| JP2018183790A (en) | Ni-Cr-BASED ALLOY SOLDER MATERIAL CONTAINING TRACE QUANTITY OF V | |
| JP4857629B2 (en) | Lead-free soldering equipment made of a Co-based alloy with excellent corrosion resistance against molten lead-free solder | |
| JP2007131937A (en) | Co ALLOY POWDER FOR THERMAL SPRAYING AND COMPOSITE MATERIAL FOR LEAD-FREE SOLDERING EQUIPMENT OBTAINED BY THERMAL SPRAYING OF THE Co ALLOY POWDER | |
| JP6257454B2 (en) | Overlay weld metal and machine structure | |
| JP2006225695A (en) | Member for lead-free soldering apparatus | |
| JP2006061914A (en) | Solder alloy | |
| JP4896483B2 (en) | Austenitic stainless steel-coated arc welding rod with excellent resistance to Cu embrittlement cracking | |
| JP4857641B2 (en) | Lead-free soldering equipment made of Fe-based alloy with excellent corrosion resistance against molten lead-free solder | |
| TWI345502B (en) | ||
| JP4273339B2 (en) | High Cr steel welded joints and welding materials | |
| JP2008093701A (en) | Solder alloy | |
| JP2006291318A (en) | STEEL HAVING EXCELLENT CORROSION RESISTANCE TO MOLTEN Zn ALLOY |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20081007 |