JP2006257524A - Ornament having white coating film and its manufacturing method - Google Patents
Ornament having white coating film and its manufacturing method Download PDFInfo
- Publication number
- JP2006257524A JP2006257524A JP2005079399A JP2005079399A JP2006257524A JP 2006257524 A JP2006257524 A JP 2006257524A JP 2005079399 A JP2005079399 A JP 2005079399A JP 2005079399 A JP2005079399 A JP 2005079399A JP 2006257524 A JP2006257524 A JP 2006257524A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coating
- decorative article
- white
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Physical Vapour Deposition (AREA)
- Chemical Vapour Deposition (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
本発明は、白色被膜を有する装飾品およびその製造方法に関し、さらに詳しくは、特に、長期間使用しても基材となるステンレス鋼からニッケルの溶出が今以上に起こりにくい硬質でステンレス鋼色調の白色被膜を有する装飾品およびその製造方法に関する。 The present invention relates to a decorative article having a white coating and a method for producing the same, and more particularly, in particular, a hard, stainless steel-colored tone in which nickel is not more easily eluted from stainless steel as a base material even when used for a long period of time. The present invention relates to a decorative article having a white coating and a method for producing the same.
従来、装飾品である時計、ネックレス、ペンダント、ブローチ等は、加工性、材料価格等により銅合金が多く使用されている。しかしながら、この銅合金を素材として製造された装飾品は、耐食性が悪いため基材表面に湿式メッキ法によりメッキ被膜が施されているのが現状である。このメッキ被膜は、通常、下地メッキ被膜として湿式メッキ法により形成されるニッケルメッキ被膜と、その被膜表面に湿式メッキ法により形成される最外層メッキ被膜とからなっている。この最外層メッキ被膜は、最外層を金色にする場合、ニッケルメッキ被膜表面に金メッキ被膜が湿式メッキ法により形成され、また最外層を白色にする場合、ニッケルメッキ被膜表面にパラジウムメッキ被膜、パラジウム合金メッキ被膜またはロジウムメッキ被膜などが湿式メッキ法により形成されている。また、これらのメッキ被膜の厚みは、1〜5μmの範囲で形成されるのが一般的である。 Conventionally, many clock alloys, necklaces, pendants, brooches, etc., which are decorative items, have been made of copper alloys due to processability, material price, and the like. However, since the decorative article manufactured using this copper alloy as a raw material has poor corrosion resistance, a plating film is applied to the base material surface by a wet plating method. This plating film is usually composed of a nickel plating film formed by a wet plating method as a base plating film and an outermost layer plating film formed by a wet plating method on the surface of the coating film. When the outermost layer plating film is gold, a gold plating film is formed on the surface of the nickel plating film by a wet plating method. When the outermost layer is white, the surface of the nickel plating film is palladium plating film or palladium compound. A gold plating film or a rhodium plating film is formed by a wet plating method. The thickness of these plating films is generally formed in the range of 1 to 5 μm.
しかしながら、上記のような装飾品においては、耐食性を得るため高価な貴金属を含むメッキ被膜を最外層メッキ被膜として形成しているため、装飾品の価格が高くなるという、コスト面での問題がある。したがって、低価格品の装飾品では、最外層メッキ被膜が薄くなり、長期間における耐食性が問題となる。しかも、低価格品の装飾品の製造に際し、安定した薄い最外層メッキ被膜を得るため、貴金属メッキ浴の維持管理が作業上の大きな問題となっている。さらには、安定した色調の最外層メッキ被膜を得るためには、作業者の熟練度も問題となっている。また、ステンレス鋼特有の白色色調の最外層メッキ被膜を有する安価な装飾品は得られていない。 However, in the decorative product as described above, since a plating film containing an expensive noble metal is formed as the outermost layer plating film in order to obtain corrosion resistance, there is a cost problem that the price of the decorative product is increased. . Therefore, in a low-priced decoration, the outermost layer plating film becomes thin, and the corrosion resistance for a long time becomes a problem. In addition, in the production of low-priced ornaments, maintenance of a precious metal plating bath is a major operational problem in order to obtain a stable thin outermost plating film. Furthermore, in order to obtain the outermost plating film having a stable color tone, the skill level of the worker is also a problem. Moreover, an inexpensive decorative article having an outermost layer plating film having a white color tone unique to stainless steel has not been obtained.
そこで、本願出願人は、白色装飾品として、特開2003−253473号公報(特許文献1)において、金属基材表面に、チタンメッキ被膜(下地層)と、炭化チタンメッキ被膜(耐摩耗層)と、プラチナ被膜またはプラチナ合金被膜(最外層)を乾式メッキ法でそれぞれ積層した白色装飾品を開示した。このような装飾品に形成された白色硬質被膜は、高級感が得られ、キズがつきにくく、その上、市場で要望されているステンレス鋼特有の白色色調が得られた。
しかしながら、この白色装飾品の基材がステンレス鋼の場合、長期間の使用において、人間の汗と、最外層のプラチナ被膜またはプラチナ合金被膜が触媒と考えられる作用により、基材のステンレス鋼から僅かなニッケルの溶出が見られた。(ドイツの規格範囲内:携帯上問題なし)この僅かなニッケル溶出により、基材の耐食性低下と、ニッケルに対して非常に過敏な人に金属アレルギーを起こす恐れがあった。この原因は、乾式メッキ法で成膜した時に起こる超微細なピンホールから汗等が基材のステンレス鋼に接触するためであると考えられる。また、このピンホールの発生を防ぐ方法として、それぞれの被膜厚を厚く成膜することで解決できるが、硬質被膜である炭化チタンメッキ被膜(耐摩耗層)を厚く被覆すると、被膜の内部応力で被膜が剥がれる問題が発生する。(密着力不良)その上、被膜形成に長時間必要となり、作業性にも問題があった。 However, if the white decorative base material is stainless steel, it will be slightly removed from the stainless steel base material due to human sweat and the action of the outermost platinum coating or platinum alloy coating as a catalyst during long-term use. Nickel elution was observed. (Within German standard range: no problem in carrying) This slight nickel elution could cause a decrease in the corrosion resistance of the substrate and cause metal allergies to those who are very sensitive to nickel. This is thought to be because sweat or the like comes into contact with the stainless steel of the base material from ultrafine pinholes that occur when the film is formed by the dry plating method. Moreover, as a method of preventing the occurrence of this pinhole, it can be solved by forming each film thickness thick. However, if the titanium carbide plating film (abrasion resistant layer) which is a hard film is coated thickly, the internal stress of the film The problem that a film peels arises. (Inadequate adhesion) In addition, it took a long time to form a film, and there was a problem in workability.
本発明は、上記問題を解決しようとするものであって、基材となるステンレス鋼からニッケルの溶出が起こりにくく、基材の耐食性とニッケルアレルギーの問題がなく、その上、傷等による外観品質の劣化が起きにくく、しかも、ステンレス鋼被膜に近い、高級感のある白色被膜を有する装飾品およびその製造方法を提供することを目的としている。 The present invention is intended to solve the above-mentioned problems, nickel elution is difficult to occur from stainless steel as a base material, there is no problem of corrosion resistance and nickel allergy of the base material, and appearance quality due to scratches, etc. It is an object of the present invention to provide a decorative article having a high-quality white coating that is unlikely to deteriorate and that is close to a stainless steel coating, and a method for producing the same.
本発明に係る白色被膜を有する装飾品は、
最外層として貴金属または貴金属の合金からなる白色色調を有する被膜が乾式メッキ法により形成された装飾品において、ステンレス鋼からなる装飾品用基材と、該基材表面に湿式メッキ法で形成されたバリアー層と、該バリアー層の表面に乾式メッキ法により形成された下地層と、該下地層の表面に乾式メッキ法により形成された耐摩耗層、および該耐摩耗層の表面に乾式メッキ法により形成された最外層からなる発色層とから構成され、前記発色層は、厚み0.2〜1.5μmの耐摩耗層と厚み0.002〜0.1μmの最外層とからなる、ステンレス鋼色調を有する硬質の白色被膜であることを特徴とする。
A decorative article having a white coating according to the present invention is:
In a decorative article in which a coating film having a white color tone made of a noble metal or a noble metal alloy is formed by a dry plating method as an outermost layer, the decorative article base material made of stainless steel is formed on the surface of the base material by a wet plating method. A barrier layer; an underlayer formed on the surface of the barrier layer by a dry plating method; an abrasion-resistant layer formed on the surface of the underlayer by a dry plating method; and a surface of the wear-resistant layer by a dry plating method A color developing layer composed of an outermost layer formed, and the color developing layer is composed of a wear-resistant layer having a thickness of 0.2 to 1.5 μm and an outermost layer having a thickness of 0.002 to 0.1 μm. It is a hard white film having
また、ステンレス鋼からなる前記基材表面とバリアー層との間に、湿式メッキ法により形成された、金または金合金からなるストライクメッキ被膜層を有している。また、このストライクメッキ被膜層が、湿式メッキ法により形成された厚み0.05〜0.3μmであるが、好ましくは0.05〜0.15μm、もっとも好ましくは0.05〜0.1μmであることを特徴とする。 In addition, a strike plating film layer made of gold or a gold alloy formed by a wet plating method is provided between the base material surface made of stainless steel and the barrier layer. The strike plating film layer has a thickness of 0.05 to 0.3 μm formed by a wet plating method, preferably 0.05 to 0.15 μm, and most preferably 0.05 to 0.1 μm. It is characterized by that.
また、ステンレス鋼からなる前記基材表面に形成されるバリアー層は、湿式メッキ法により形成された、ロジウム(Rh)、金(Au)またはクロム(Cr)からなる被膜であることを特徴とする。また、他のバリアー層として、湿式メッキ法により形成された、ロジウム合金、パラジウム合金、プラチナ合金、銅合金、金合金の中の少なくとも1つからなる被膜であっても良い。このバリアー層の厚みは、0.3〜3μmの被膜であるが、好ましくは1.0〜2.5μm、もっとも好ましくは1.5〜2.0μmであることを特徴とする。 The barrier layer formed on the surface of the base material made of stainless steel is a film made of rhodium (Rh), gold (Au), or chromium (Cr) formed by a wet plating method. . The other barrier layer may be a film made of at least one of rhodium alloy, palladium alloy, platinum alloy, copper alloy, and gold alloy formed by a wet plating method. The barrier layer has a thickness of 0.3 to 3 μm, preferably 1.0 to 2.5 μm, and most preferably 1.5 to 2.0 μm.
また、バリアー層表面に形成される下地層は、乾式メッキ法により形成された、チタン(Ti)、クロム(Cr)、ジルコニウム(Zr)、ハフニウム(Hf)、バナジウム(V)、ニオブ(Nb)またはタンタル(Ta)からなる被膜であることを特徴とする。また、他の下地層としては、乾式メッキ法により形成された、炭素原子含有量が5〜15原子%の炭化チタン、炭化クロム、炭化ジルコニウム、炭化ハフニウム、炭化バナジウム、炭化ニオブ、炭化タングステンまたは炭化タンタルからなる金属化合物被膜であっても良い。この下地層の厚みは、0.02〜0.2μmの被膜であることが好ましい。 The underlayer formed on the surface of the barrier layer is formed by dry plating, titanium (Ti), chromium (Cr), zirconium (Zr), hafnium (Hf), vanadium (V), niobium (Nb). Or it is a film which consists of tantalum (Ta). In addition, as the other underlayer, titanium carbide, chromium carbide, zirconium carbide, hafnium carbide, vanadium carbide, niobium carbide, tungsten carbide or carbonized carbon having a carbon atom content of 5 to 15 atomic% formed by a dry plating method is used. A metal compound film made of tantalum may be used. The thickness of the underlayer is preferably a film having a thickness of 0.02 to 0.2 μm.
また、耐摩耗層は、炭化チタン(TiC)、炭化クロム(Cr3C2)、炭化ジルコニウム(ZrC)、炭化ハフニウム(HfC)、炭化バナジウム(VC)、炭化ニオブ(NbC)、炭化タングステン(WC)または炭化タンタル(TaC)からなる金属化合物被膜であることを特徴とする。この耐摩耗層の厚みは、0.2〜1.5μmであり、0.5〜1.0μmであることが好ましい。 The wear-resistant layer is composed of titanium carbide (TiC), chromium carbide (Cr 3 C 2 ), zirconium carbide (ZrC), hafnium carbide (HfC), vanadium carbide (VC), niobium carbide (NbC), tungsten carbide (WC). Or a metal compound film made of tantalum carbide (TaC). The wear-resistant layer has a thickness of 0.2 to 1.5 μm, preferably 0.5 to 1.0 μm.
また最外層は、プラチナ(Pt)、パラジウム(Pd)またはロジウム(Rh)からなる被膜であることを特徴とする。また、他の最外層として、プラチナ合金、パラジウム合金またはロジウム合金からなる被膜であっても良い。この最外層の厚みは、0.002〜0.1μmであるが、好ましくは0.005〜0.1μm、更に好ましくは0.01〜0.08μmの被膜である。 The outermost layer is a film made of platinum (Pt), palladium (Pd), or rhodium (Rh). The outermost layer may be a coating made of a platinum alloy, a palladium alloy, or a rhodium alloy. The outermost layer has a thickness of 0.002 to 0.1 μm, preferably 0.005 to 0.1 μm, more preferably 0.01 to 0.08 μm.
また、耐摩耗層と前記最外層との間に、該耐摩耗層を形成する金属化合物と、該最外層
を形成する金属または合金とからなる混合層を有していることを特徴とする。この混合層の厚みは、0.005〜0.1μmであることを特徴とする。
In addition, a mixed layer comprising a metal compound that forms the wear-resistant layer and a metal or alloy that forms the outermost layer is provided between the wear-resistant layer and the outermost layer. The thickness of the mixed layer is 0.005 to 0.1 μm.
また、耐摩耗層と最外層とからなる発色層のL*、a*、b*表示系(CIE表系)による色評価は、70<L*<91、−0.1<a*<3.0、1.0<b*<5.5であることを特徴とする。 Further, the color evaluation of the coloring layer composed of the abrasion-resistant layer and the outermost layer by the L *, a *, b * display system (CIE surface system) is 70 <L * <91, −0.1 <a * <3. 0.0, 1.0 <b * <5.5.
また、下地層、耐摩耗層、混合層および最外層の各層は、スパッタ法、イオンプレーティング法およびアーク法の中の少なくとも1つの方式で形成されていることを特徴とする。 Each of the underlayer, the wear-resistant layer, the mixed layer, and the outermost layer is formed by at least one of a sputtering method, an ion plating method, and an arc method.
また、発色層からなるステンレス鋼色調を有する白色被膜表面の一部に、乾式メッキ法または湿式メッキ法により形成された、前記発色層の色調と異なる少なくとも1つの被膜を有していることを特徴とする。また、発色層の色調と異なる被膜が、金、金合金、窒化チタン、窒化ジルコニウム、窒化ハフニウムまたはダイヤモンドライクカーボン(DLC)からなっている。また、発色層と異なる被膜が、窒化チタン、窒化ジルコニウムまたは窒化ハフニウムからなる下層と、金または金合金からなる上層との二層構造になっていてもよい。更に、発色層と、該発色層と異なる被膜であるダイヤモンドライクカーボン(DLC)被膜との間に、チタン被膜と該チタン被膜表面に形成されたシリコン被膜とを有していることが好ましい。 In addition, a part of the surface of a white coating film having a color tone layer made of stainless steel has at least one coating film formed by a dry plating method or a wet plating method and having a color tone different from that of the coloring layer. And Further, the coating different from the color tone of the coloring layer is made of gold, gold alloy, titanium nitride, zirconium nitride, hafnium nitride or diamond-like carbon (DLC). Further, the coating different from the coloring layer may have a two-layer structure of a lower layer made of titanium nitride, zirconium nitride or hafnium nitride and an upper layer made of gold or a gold alloy. Furthermore, it is preferable to have a titanium coating and a silicon coating formed on the surface of the titanium coating between the coloring coating and a diamond-like carbon (DLC) coating that is a coating different from the coloring coating.
また、最外層は、前記耐摩耗層を形成する金属化合物と、プラチナ(Pt)、パラジウム(Pd)またはロジウム(Rh)からなる混合層であることを特徴とする。また、最外層が、前記耐摩耗層を形成する金属化合物と、プラチナ合金、パラジウム合金またはロジウム合金からなる混合層であってもよい。 The outermost layer is a mixed layer made of a metal compound that forms the wear-resistant layer and platinum (Pt), palladium (Pd), or rhodium (Rh). The outermost layer may be a mixed layer made of a metal compound that forms the wear-resistant layer and a platinum alloy, palladium alloy, or rhodium alloy.
本発明に係る白色被膜を有する装飾品は、発色層の表面硬度(Hv;マイクロビッカース硬度計、5g荷重)が、通常700〜2000、好ましくは1000〜2000であることを特徴とする。また、装飾品が時計外装部品であることを特徴とする。 The decorative article having a white coating according to the present invention is characterized in that the surface hardness (Hv; micro Vickers hardness meter, 5 g load) of the coloring layer is usually 700 to 2000, preferably 1000 to 2000. Further, the decorative article is a watch exterior part.
本発明に係る白色被膜を有する装飾品の製造方法は、
最外層として貴金属または貴金属の合金からなる白色色調を有する被膜が乾式メッキ法により形成された装飾品の製造方法において、ステンレス鋼からなる素材を用い、各種加工手段で装飾品用基材を製造する工程と、該基材表面に湿式メッキ法によりバリアー層を形成する行程と、該バリアー層表面に乾式メッキ法により下地層を形成する工程と、該下地層の表面に乾式メッキ法により金属化合物からなる耐摩耗層を形成し、さらに該耐摩耗層の表面に乾式メッキ法によりプラチナまたはプラチナ合金からなる最外層を形成することにより、ステンレス鋼色調を有する硬質の発色層を得る工程とを含むことを特徴とする。
The method for producing a decorative article having a white coating according to the present invention is as follows.
In a method for manufacturing a decorative article in which a coating having a white color tone made of a noble metal or a noble metal alloy is formed by a dry plating method as an outermost layer, a base material for a decorative article is manufactured by various processing means using a material made of stainless steel. A step of forming a barrier layer on the surface of the base material by a wet plating method, a step of forming a base layer on the surface of the barrier layer by a dry plating method, and a metal compound by a dry plating method on the surface of the base layer And forming a hard coloring layer having a stainless steel color by forming an outermost layer made of platinum or a platinum alloy by a dry plating method on the surface of the wear-resistant layer. It is characterized by.
また、ステンレス鋼からなる前記基材表面とバリアー層との間に、金または金合金からなるストライクメッキ被膜層を湿式メッキ法により形成することを特徴とする。また、ストライクメッキ被膜層として、厚み0.05〜0.3μmであるが、好ましくは0.05〜0.15μm、もっとも好ましくは0.05〜0.1μmで形成する。 Further, a strike plating film layer made of gold or a gold alloy is formed between the base material surface made of stainless steel and the barrier layer by a wet plating method. The strike plating film layer has a thickness of 0.05 to 0.3 μm, preferably 0.05 to 0.15 μm, and most preferably 0.05 to 0.1 μm.
また、基材表面に、前記バリアー層として、ロジウム(Rh)、金(Au)またはクロム(Cr)からなる被膜を湿式メッキ法により形成することを特徴とする。また、他のバリアー層として、ロジウム合金、パラジウム合金、プラチナ合金、銅合金、金合金の中の少なくとも1つからなる被膜を湿式メッキ法により形成しても良い。 In addition, a film made of rhodium (Rh), gold (Au), or chromium (Cr) is formed on the surface of the substrate as the barrier layer by a wet plating method. In addition, as another barrier layer, a film made of at least one of a rhodium alloy, a palladium alloy, a platinum alloy, a copper alloy, and a gold alloy may be formed by a wet plating method.
また、基材表面に、前記バリアー層として、厚み0.3〜3μmの被膜が湿式メッキ法により形成するが、好ましくは1.0〜2.5μm、もっとも好ましくは1.5〜2.0μmで形成する。 Further, a film having a thickness of 0.3 to 3 μm is formed on the substrate surface as the barrier layer by a wet plating method, preferably 1.0 to 2.5 μm, most preferably 1.5 to 2.0 μm. Form.
また、装飾品用基材のバリアー層表面に、前記下地層として、チタン(Ti)、クロム(Cr)、ジルコニウム(Zr)、ハフニウム(Hf)、バナジウム(V)、ニオブ(Nb)またはタンタル(Ta)からなる被膜を乾式メッキ法により形成することを特徴とする。また、他の下地層として、炭素原子含有量が5〜15原子%の炭化チタン、炭化クロム、炭化ジルコニウム、炭化ハフニウム、炭化バナジウム、炭化ニオブ、炭化タングステンまたは炭化タンタルからなる金属化合物被膜を乾式メッキ法により形成しても良い。また、装飾品用基材のバリアー層表面に、前記下地層として、厚み0.02〜0.2μmの被膜を乾式メッキ法により形成すると良い。 Further, on the surface of the barrier layer of the decorative article base material, as the base layer, titanium (Ti), chromium (Cr), zirconium (Zr), hafnium (Hf), vanadium (V), niobium (Nb) or tantalum ( A film made of Ta) is formed by a dry plating method. As another underlayer, a metal compound film made of titanium carbide, chromium carbide, zirconium carbide, hafnium carbide, vanadium carbide, niobium carbide, tungsten carbide or tantalum carbide having a carbon atom content of 5 to 15 atom% is dry-plated. It may be formed by a method. Moreover, it is good to form a 0.02-0.2 micrometer-thick film as a base layer on the barrier layer surface of a base material for decorative articles by a dry plating method.
また、耐摩耗層は、炭化チタン(TiC)、炭化クロム(Cr3C2)、炭化ジルコニウム(ZrC)、炭化ハフニウム(HfC)、炭化バナジウム(VC)、炭化ニオブ(NbC)、炭化タングステン(WC)または炭化タンタル(TaC)からなる金属化合物被膜で形成すると良い。また、耐摩耗層の厚みが通常0.2〜1.5μmであるが、好ましくは0.5〜1.0μmで形成すると良い。 The wear-resistant layer is composed of titanium carbide (TiC), chromium carbide (Cr 3 C 2 ), zirconium carbide (ZrC), hafnium carbide (HfC), vanadium carbide (VC), niobium carbide (NbC), tungsten carbide (WC). ) Or a metal compound film made of tantalum carbide (TaC). Further, the thickness of the wear-resistant layer is usually 0.2 to 1.5 μm, preferably 0.5 to 1.0 μm.
また、最外層は、プラチナ(Pt)、パラジウム(Pd)またはロジウム(Rh)からなる被膜で形成する。また、その厚みが0.002〜0.1μmで形成すると良い。 The outermost layer is formed of a film made of platinum (Pt), palladium (Pd), or rhodium (Rh). Moreover, it is good to form the thickness with 0.002-0.1 micrometer.
また、耐摩耗層と最外層との間に、該耐摩耗層を形成する金属化合物と、該最外層を形成する金属または合金とからなる混合層を形成することを特徴とする。 In addition, a mixed layer comprising a metal compound that forms the wear-resistant layer and a metal or alloy that forms the outermost layer is formed between the wear-resistant layer and the outermost layer.
また、発色層のL*、a*、b*表示系(CIE表系)による色評価が、70<L*<91、−0.1<a*<3.0、1.0<b*<5.5であることを特徴とする。 Further, the color evaluation by the L *, a *, b * display system (CIE surface system) of the coloring layer is 70 <L * <91, −0.1 <a * <3.0, 1.0 <b *. <5.5.
本発明に係る白色被膜を有する装飾品の製造方法は、下地層、耐摩耗層、混合層および最外層の各層を、スパッタ法、イオンプレーティング法およびアーク法の少なくとも1つの方式で形成することを特徴とする。 In the method for manufacturing a decorative article having a white coating according to the present invention, the underlayer, the wear-resistant layer, the mixed layer, and the outermost layer are formed by at least one of a sputtering method, an ion plating method, and an arc method. It is characterized by.
また、2種類以上の色調を有する装飾品の製造方法は、発色層からなるステンレス鋼色調を有する白色被膜表面の一部に、該発色層の色調と異なる少なくとも1つの被膜を乾式メッキ法または湿式メッキ法により形成することを特徴とする。 In addition, a method for producing a decorative product having two or more color tones includes a dry plating method or a wet method in which at least one coating different from the color tone of the coloring layer is applied to a part of the surface of the white coating having a stainless steel tone consisting of the coloring layer. It is formed by a plating method.
また、発色層の色調と異なる被膜は、金、金合金、窒化チタン、窒化ジルコニウム、窒化ハフニウムまたはダイヤモンドライクカーボン(DLC)で形成されている。更に、発色層と異なる被膜として、窒化チタン、窒化ジルコニウムまたは窒化ハフニウムからなる下層と、金または金合金からなる上層との二層構造の被膜を形成しても良い。 The coating film having a color tone different from that of the coloring layer is formed of gold, gold alloy, titanium nitride, zirconium nitride, hafnium nitride, or diamond-like carbon (DLC). Further, as a coating different from the coloring layer, a coating having a two-layer structure of a lower layer made of titanium nitride, zirconium nitride or hafnium nitride and an upper layer made of gold or a gold alloy may be formed.
また、発色層と、該発色層と異なる被膜であるダイヤモンドライクカーボン(DLC)被膜との間に、チタン被膜を形成し、さらに該チタン被膜表面にシリコン被膜を形成することを特徴とする。 Further, the present invention is characterized in that a titanium film is formed between a coloring layer and a diamond-like carbon (DLC) film which is a film different from the coloring layer, and further a silicon film is formed on the surface of the titanium film.
また、最外層は、前記耐摩耗層を形成する金属化合物と、プラチナ(Pt)、パラジウム(Pd)またはロジウム(Rh)とからなる混合層であることを特徴とする。また、最外層は、前記耐摩耗層を形成する金属化合物と、プラチナ合金、パラジウム合金またはロジウム合金とからなる混合層で形成しても良い。 Further, the outermost layer is a mixed layer composed of a metal compound forming the wear-resistant layer and platinum (Pt), palladium (Pd), or rhodium (Rh). The outermost layer may be formed of a mixed layer composed of a metal compound that forms the wear-resistant layer and a platinum alloy, a palladium alloy, or a rhodium alloy.
また、発色層の表面硬度(Hv;マイクロビッカース硬度計、5g荷重)は、700〜2000となるように形成する。 Moreover, the surface hardness (Hv; micro Vickers hardness meter, 5 g load) of the coloring layer is formed to be 700 to 2000.
本発明によれば、長期の使用においても装飾品の基材となるステンレス鋼からニッケルの溶出がごくごく微量で、よって、基材の耐食性が向上されると共に、ニッケルアレルギーの発生がなくなる。その上、高級感があり、硬質で耐傷付き性に優れ、傷等による外観品質の劣化が起きにくく、しかも、ステンレス鋼被膜に近い、高級感のある白色被膜を有する装飾品およびその製造方法を提供することができる。 According to the present invention, even if it is used for a long period of time, nickel is eluted in a very small amount from the stainless steel that is the base material of the decorative article. Therefore, the corrosion resistance of the base material is improved and the occurrence of nickel allergy is eliminated. In addition, there is provided a decorative article having a high-class white coating with a high-class feeling, which is high-quality, hard and excellent in scratch resistance, hardly deteriorates in appearance quality due to scratches, etc., and is close to a stainless steel coating, and a method for producing the same. Can be provided.
以下、本発明に係る白色被膜を有する装飾品およびその製造方法について具体的に説明する。
本発明に係る白色被膜を有する装飾品は、ステンレス鋼からなる装飾品用基材と、該基材表面に湿式メッキ法で形成されたバリアー層と、該バリアー層の表面に乾式メッキ法により形成された下地層と、該下地層の表面に乾式メッキ法により形成された発色層とから構成されている。この発色層は、耐摩耗層と最外層、または耐摩耗層と混合層と最外層とから構成されている。
Hereinafter, a decorative article having a white coating according to the present invention and a method for producing the same will be described in detail.
A decorative article having a white coating according to the present invention is a decorative article base material made of stainless steel, a barrier layer formed on the surface of the base material by a wet plating method, and formed on the surface of the barrier layer by a dry plating method. And a coloring layer formed on the surface of the underlayer by a dry plating method. The coloring layer is composed of an abrasion resistant layer and an outermost layer, or an abrasion resistant layer, a mixed layer, and an outermost layer.
また、本発明に係る白色被膜を有する装飾品は、前記発色層からなるステンレス鋼色調を有する白色被膜表面の一部に、この発色層の色調と異なる少なくとも1つの被膜を有していてもよい。 Further, the decorative article having a white coating according to the present invention may have at least one coating different from the color tone of the coloring layer on a part of the surface of the white coating having the stainless steel color tone composed of the coloring layer. .
〔装飾品用基材〕
ステンレス鋼からなる装飾品用基材は、上記の金属から従来公知の機械加工により製造される。また、装飾品用基材には、必要に応じて各種手段により、鏡面、梨地、ヘアライン模様、ホーニング模様、型打ち模様、エッチング模様の中の少なくとも1つの表面仕上げが施されている。
[Base material for decorative products]
The decorative article base material made of stainless steel is manufactured from the above-mentioned metal by conventionally known machining. Further, the decorative article base material is subjected to at least one surface finish among a mirror surface, a satin finish, a hairline pattern, a honing pattern, a stamping pattern, and an etching pattern by various means as required.
本発明における装飾品(装身具)(部品も含む)としては、たとえば腕時計ケース、腕時計バンド、腕時計のリューズ、腕時計の裏蓋等の時計外装部品、さらにはベルトのバックル、指輪、ネックレス、ブレスレット、イヤリング、ペンダント、ブローチ、カフスボタン、ネクタイ止め、バッジ、メダル、眼鏡のフレーム、カメラのボディ、ドアノブなどが挙げられる。 Examples of the ornaments (including accessories) in the present invention (including parts) include watch case parts, wristwatch bands, wristwatch crowns, watch exterior parts such as wristwatch back covers, belt buckles, rings, necklaces, bracelets, and earrings. , Pendants, brooches, cufflinks, tie-stops, badges, medals, eyeglass frames, camera bodies, doorknobs, etc.
本発明においては、装飾品用基材の表面にストライクメッキ被膜層及びバリアー層を形成する前に、予め装飾品用基材表面を従来公知の有機溶剤等で洗浄・脱脂しておくことが好ましい。
〔バリアー層〕
本発明に係る白色被膜を有する装飾品を構成しているバリアー層は、湿式メッ
キ法により形成される少なくとも1つのメッキ被膜からなる。このメッキ被膜と
して、ロジウム(Rh)、金(Au)またはクロム(Cr)などがある。また、装
飾品用基材表面とバリアー層との密着をより強固なものとするには、装飾品用基
材表面とバリアー層との間にストライクメッキ被膜層を設ける。このストライク
メッキ被膜層として、金または金合金などがある。
In the present invention, before forming the strike plating film layer and the barrier layer on the surface of the decorative article base material, it is preferable to previously wash and degrease the decorative article base material surface with a conventionally known organic solvent or the like. .
[Barrier layer]
The barrier layer constituting the decorative article having the white coating according to the present invention is composed of at least one plating coating formed by a wet plating method. Examples of the plating film include rhodium (Rh), gold (Au), and chromium (Cr). In order to make the adhesion between the surface of the decorative article base material and the barrier layer stronger, a strike plating film layer is provided between the decorative article base material surface and the barrier layer. Examples of the strike plating film layer include gold or a gold alloy.
〔下地層〕
本発明に係る白色被膜を有する装飾品を構成している下地層は、乾式メッキ法
により形成される少なくと1つのメッキ被膜からなる。このメッキ被膜として、
チタン(Ti)、クロム(Cr)、ジルコニウム(Zr)、ハフニウム(Hf)、バ
ナジウム(V)、ニオブ(Nb)またはタンタル(Ta)などがある。
[Underlayer]
The underlayer constituting the decorative article having a white coating according to the present invention is composed of at least one plated coating formed by a dry plating method. As this plating film,
Examples include titanium (Ti), chromium (Cr), zirconium (Zr), hafnium (Hf), vanadium (V), niobium (Nb), and tantalum (Ta).
下地層表面に、耐摩耗層として炭化チタン(TiC)、炭化クロム(Cr3C2)、炭化ジルコニウム(ZrC)、炭化ハフニウム(HfC)、炭化バナジウム(VC)、炭化ニオブ(NbC)、炭化タングステン(WC)または炭化タンタル(TaC)からなる金属化合物被膜を形成する場合には、基材と耐摩耗層との密着性を更に高めるという観点から、下地層は、乾式メッキ法により形成された、炭素原子含有量が5〜15原子%の炭化チタン、炭化クロム、炭化ジルコニウム、炭化ハフニウム、炭化バナジウム、炭化ニオブ、炭化タングステンまたは炭化タンタルからなる金属化合物被膜であることが特に好ましい。この金属化合物被膜において、装飾品用基材表面に近づくに従って、上記金属化合物の炭素原子含有量が徐々に少なくなっており、この金属化合物被膜は、いわゆる傾斜膜と呼ばれる。 On the surface of the underlayer, titanium carbide (TiC), chromium carbide (Cr 3 C 2 ), zirconium carbide (ZrC), hafnium carbide (HfC), vanadium carbide (VC), niobium carbide (NbC), tungsten carbide as an abrasion resistant layer In the case of forming a metal compound film made of (WC) or tantalum carbide (TaC), from the viewpoint of further improving the adhesion between the base material and the wear-resistant layer, the underlayer was formed by a dry plating method. A metal compound film made of titanium carbide, chromium carbide, zirconium carbide, hafnium carbide, vanadium carbide, niobium carbide, tungsten carbide or tantalum carbide having a carbon atom content of 5 to 15 atom% is particularly preferable. In this metal compound film, the carbon atom content of the metal compound gradually decreases as it approaches the surface of the decorative article substrate, and this metal compound film is called a so-called gradient film.
〔発色層〕
本発明に係る白色被膜を有する装飾品を構成している発色層は、耐摩耗層と最外層、または耐摩耗層と混合層と最外層とから構成されている。これらの層は乾式メッキ法により形成される。乾式メッキ法としては、具体的には、スパッタリング法、アーク法、イオンプレーティング法、イオンビーム等の物理的蒸着法(PVD)、CVDなどが挙げられる。中でも、スパッタリング法、アーク法、イオンプレーティング法が特に好ましく用いられる。
[Coloring layer]
The coloring layer constituting the decorative article having the white coating according to the present invention is composed of an abrasion resistant layer and an outermost layer, or an abrasion resistant layer, a mixed layer, and an outermost layer. These layers are formed by a dry plating method. Specific examples of the dry plating method include a sputtering method, an arc method, an ion plating method, a physical vapor deposition method (PVD) such as an ion beam, and CVD. Of these, the sputtering method, the arc method, and the ion plating method are particularly preferably used.
(耐摩耗層)
上記耐摩耗層は、下地層表面に乾式メッキ法により形成される金属化合物被膜からなる。このような金属化合物被膜としては、炭化チタン(TiC)、炭化クロム(Cr3C2)、炭化ジルコニウム(ZrC)、炭化ハフニウム(HfC)、炭化バナジウム(VC)、炭化ニオブ(NbC)、炭化タングステン(WC)または炭化タンタル(TaC)からなる金属化合物被膜が望ましい。
(Abrasion resistant layer)
The wear-resistant layer is made of a metal compound film formed on the surface of the underlayer by a dry plating method. Such metal compound coatings include titanium carbide (TiC), chromium carbide (Cr 3 C 2 ), zirconium carbide (ZrC), hafnium carbide (HfC), vanadium carbide (VC), niobium carbide (NbC), tungsten carbide. A metal compound film made of (WC) or tantalum carbide (TaC) is desirable.
この耐摩耗層の厚みは、0.2〜1.5μm、好ましくは0.5〜1.0μmである。 The wear-resistant layer has a thickness of 0.2 to 1.5 μm, preferably 0.5 to 1.0 μm.
(最外層)
上記最外層は、上記耐摩耗層または後述の混合層の表面に、乾式メッキ法により形成される貴金属(合金を含む)の被膜からなる。
(Outermost layer)
The outermost layer is made of a noble metal (including alloy) film formed by a dry plating method on the surface of the wear-resistant layer or a mixed layer described later.
このような貴金属からなる被膜としては、プラチナ(Pt)、パラジウム(Pd)、ロジウム(Rh)、プラチナ合金、パラジウム合金またはロジウム合金からなる貴金属被膜が望ましい。また、本発明においては、後述する混合層を最外層とすることができる。最外層の厚みは、0.002〜0.1μm、好ましくは0.005〜0.1μm、さらに好ましくは0.01〜0.08μmである。ただし、最外層としてプラチナ被膜またはプラチナ合金被膜を形成する場合には、その被膜の厚みは、0.002〜0.01μm、好ましくは0.005〜0.08μmである。 As such a film made of a noble metal, a noble metal film made of platinum (Pt), palladium (Pd), rhodium (Rh), platinum alloy, palladium alloy or rhodium alloy is desirable. Moreover, in this invention, the mixed layer mentioned later can be made into an outermost layer. The thickness of the outermost layer is 0.002 to 0.1 μm, preferably 0.005 to 0.1 μm, and more preferably 0.01 to 0.08 μm. However, when a platinum film or a platinum alloy film is formed as the outermost layer, the thickness of the film is 0.002 to 0.01 μm, preferably 0.005 to 0.08 μm.
(混合層)
本発明において必要に応じて耐摩耗層と最外層との間に形成されることがある混合層は、乾式メッキ法により形成される被膜である。この被膜は、耐摩耗層を形成する金属化合物(たとえば炭化チタン)と、最外層を形成する金属または合金(たとえばプラチナ、プラチナ合金)とからなる。この混合層の厚みは、通常、0.005〜0.1μm、好ましくは0.01〜0.08μmであることが望ましい。このような混合層を設けることにより、耐摩耗層と最外層との密着性をより強固にすることができる。
(Mixed layer)
In the present invention, the mixed layer that may be formed between the wear-resistant layer and the outermost layer as necessary is a coating formed by a dry plating method. This coating consists of a metal compound (for example, titanium carbide) that forms the wear-resistant layer and a metal or alloy (for example, platinum, platinum alloy) that forms the outermost layer. The thickness of this mixed layer is usually 0.005 to 0.1 μm, preferably 0.01 to 0.08 μm. By providing such a mixed layer, the adhesion between the wear-resistant layer and the outermost layer can be further strengthened.
上記のような耐摩耗層と最外層、または耐摩耗層と混合層と最外層とからなる発色層のL*、a*、b*表示系(CIE表系)による色評価は、70<L*<91、−0.1<a*<3.0、1.0<b*<5.5であることが望ましい。中でも、75<L*<85、0<a*<2.0、3.5<b*<5.0であることが好ましい。 The color evaluation by the L *, a *, b * display system (CIE surface system) of the coloring layer composed of the abrasion resistant layer and the outermost layer or the abrasion resistant layer, the mixed layer and the outermost layer is 70 <L. * <91, −0.1 <a * <3.0, 1.0 <b * <5.5 are desirable. Among these, it is preferable that 75 <L * <85, 0 <a * <2.0, and 3.5 <b * <5.0.
なお、鏡面仕上げが施された装飾品用基材に形成された発色層と、ヘアライン仕上げ(微細な線の模様)が施された装飾品用基材に形成された発色層のそれぞれのL*、a*、b*表示系(CIE表系)による色評価は、85<L*<90、0<a*<2.0、3.5<b*<5.0と、75<L*<85、0<a*<2.0、3.5<b*<5.0とであった。また、色々な表面仕上げが施された装飾品用基材に形成された発色層のL*、a*、b*のΔ値は、ΔL*=±6.0、Δa*=±1.55、Δb*=±2.25であった。 In addition, each L * of the coloring layer formed on the base material for decorative articles having a mirror finish and the coloring layer formed on the base material for decorative articles having a hairline finish (fine line pattern) , A *, b * display system (CIE surface system), the color evaluation is 85 <L * <90, 0 <a * <2.0, 3.5 <b * <5.0, and 75 <L *. <85, 0 <a * <2.0, 3.5 <b * <5.0. In addition, the Δ values of L *, a *, and b * of the color forming layer formed on the decorative article base material with various surface finishes are ΔL * = ± 6.0, Δa * = ± 1.55. Δb * = ± 2.25.
また、前記発色層の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、通常700〜2000、好ましくは1000〜2000である。本発明においては、少なくとも厚みが0.2〜1.5μmの耐摩耗層と厚み0.002〜0.1μmの貴金属からなる最外層を前記下地層表面に形成することにより、高級感があり、傷等による外観品質の劣化が起きにくく、しかも、ステンレス鋼被膜に近い、高級感のある白色被膜を有する装飾品が得られる。 Further, the surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the color developing layer is usually 700 to 2000, preferably 1000 to 2000. In the present invention, by forming an outermost layer consisting of at least a wear-resistant layer having a thickness of 0.2 to 1.5 μm and a noble metal having a thickness of 0.002 to 0.1 μm on the surface of the base layer, there is a sense of quality. It is possible to obtain a decorative article having a high-quality white coating that is unlikely to deteriorate in appearance quality due to scratches or the like and that is close to a stainless steel coating.
〔発色層と異なる被膜〕
本発明に係る白色被膜を有する装飾品は、前記発色層からなるステンレス鋼色調を有する白色被膜表面の一部に、発色層の色調と異なる少なくとも1つの被膜が乾式メッキ法または湿式メッキ法により形成されていてもよい。発色層の色調と異なる被膜としては、金、金合金(好ましくはニッケルを含まない金合金)、窒化チタン、窒化ジルコニウム、窒化ハフニウムまたはダイヤモンドライクカーボン(DLC)からなる被膜が望ましい。この被膜は、発色層を形成する最外層とともに装飾品の外観に現れる。したがって、本発明に係る装飾品には、いわゆるツートーンの装飾品等も含まれる。
[Coating different from coloring layer]
In the decorative article having a white coating according to the present invention, at least one coating different from the color tone of the coloring layer is formed on a part of the surface of the white coating having the stainless steel color tone made of the coloring layer by a dry plating method or a wet plating method. May be. As the coating different from the color tone of the coloring layer, a coating made of gold, a gold alloy (preferably a gold alloy not containing nickel), titanium nitride, zirconium nitride, hafnium nitride or diamond-like carbon (DLC) is desirable. This coating appears in the appearance of the decorative article together with the outermost layer forming the color forming layer. Therefore, the ornament according to the present invention includes so-called two-tone ornaments.
発色層と色調の異なるメッキ被膜の厚みは、通常0.1〜1.0μm、好ましくは0.2〜0.5μmである。また、この発色層と色調の異なる被膜は、窒化チタン、窒化ジルコニウムまたは窒化ハフニウムからなる下層と、金または金合金(たとえば金−鉄合金)からなる上層との二層構造になっていてもよい。この場合、下層の厚みは、通常0.2〜1.5μm、好ましくは0.5〜1.0μmであり、上層の厚みは、通常0.03〜0.2μm、好ましくは0.05〜0.1μmである。 The thickness of the plating film having a color tone different from that of the coloring layer is usually 0.1 to 1.0 μm, preferably 0.2 to 0.5 μm. Further, the coating film having a color tone different from that of the coloring layer may have a two-layer structure of a lower layer made of titanium nitride, zirconium nitride or hafnium nitride and an upper layer made of gold or a gold alloy (for example, a gold-iron alloy). . In this case, the thickness of the lower layer is usually 0.2 to 1.5 μm, preferably 0.5 to 1.0 μm, and the thickness of the upper layer is usually 0.03 to 0.2 μm, preferably 0.05 to 0. .1 μm.
さらに、発色層と色調の異なる被膜は、チタンからなる下層と、窒化チタン、窒化ジルコニウム、または窒化ハフニウムからなる中間層と、金または金合金からなる上層との三層構造になっていてもよい。この場合、下層の厚みは、通常0.02〜0.1μm、好ましくは0.03〜0.08μmであり、中間層の厚みは、通常0.2〜1.5μm、好ましくは0.5〜1.0μmであり、上層の厚みは、通常0.03〜0.2μm、好ましくは0.05〜0.1μmである。 Furthermore, the coating film having a color tone different from that of the coloring layer may have a three-layer structure of a lower layer made of titanium, an intermediate layer made of titanium nitride, zirconium nitride, or hafnium nitride, and an upper layer made of gold or a gold alloy. . In this case, the thickness of the lower layer is usually 0.02 to 0.1 μm, preferably 0.03 to 0.08 μm, and the thickness of the intermediate layer is usually 0.2 to 1.5 μm, preferably 0.5 to It is 1.0 micrometer, and the thickness of an upper layer is 0.03-0.2 micrometer normally, Preferably it is 0.05-0.1 micrometer.
さらにまた、この発色層と色調の異なる被膜は、発色層表面の一部に、チタン被膜とシリコン被膜とダイヤモンドライクカーボン(DLC)被膜とがこの順で形成されていてもよい。この場合、下層の厚みは、通常0.05〜0.3μm、好ましくは0.08〜0.2μmであり、中間層の厚みは、通常0.05〜0.3μm、好ましくは0.08〜0.2μmであり、上層の厚みは、通常0.5〜3.0μm、好ましくは0.8〜1.5μmである。 Further, in the coating film having a color tone different from that of the coloring layer, a titanium coating, a silicon coating, and a diamond-like carbon (DLC) coating may be formed in this order on a part of the surface of the coloring layer. In this case, the thickness of the lower layer is usually 0.05 to 0.3 μm, preferably 0.08 to 0.2 μm, and the thickness of the intermediate layer is usually 0.05 to 0.3 μm, preferably 0.08 to The thickness of the upper layer is usually 0.5 to 3.0 μm, preferably 0.8 to 1.5 μm.
上記の単層構造、二層構造、三層構造を構成する各層は、通常、乾式メッキ法により形成される。乾式メッキ法としては、具体的には、スパッタリング法、アーク法、イオンプレーティング法、イオンビーム等の物理的蒸着法(PVD)、CVDなどが挙げられる。中でも、スパッタリング法、アーク法、イオンプレーティング法が特に好ましく用いられる。 Each layer constituting the single-layer structure, the two-layer structure, or the three-layer structure is usually formed by a dry plating method. Specific examples of the dry plating method include a sputtering method, an arc method, an ion plating method, a physical vapor deposition method (PVD) such as an ion beam, and CVD. Of these, the sputtering method, the arc method, and the ion plating method are particularly preferably used.
また、この発色層と色調の異なる被膜は、湿式メッキ法により形成される金ストライクメッキ被膜等からなる下層と、湿式メッキ法により形成される金または金合金メッキ被膜等からなる上層との二層構造であってもよい。この場合、下層の厚みは、通常0.05〜0.2μm、好ましくは0.05〜0.1μmであり、上層の厚みは、通常1.0〜10μm、好ましくは1.0〜3.0μmである。 In addition, the coating layer having a color tone different from that of the coloring layer is composed of a lower layer made of a gold strike plating film formed by a wet plating method and an upper layer made of a gold or gold alloy plating film formed by a wet plating method. It may be a structure. In this case, the thickness of the lower layer is usually 0.05 to 0.2 μm, preferably 0.05 to 0.1 μm, and the thickness of the upper layer is usually 1.0 to 10 μm, preferably 1.0 to 3.0 μm. It is.
このような発色層と色調の異なる被膜を発色層表面の一部に有する装飾品は、たとえば以下のような方法により製造することができる。まず、装飾品用基材表面にバリアー層及び下地層を形成し、この下地層表面に、前記発色層を形成した後、この発色層表面の一部にマスキング処理を施し、この発色層およびマスク表面に発色層と色調の異なるメッキ被膜を乾式メッキ法または湿式メッキ法で形成し、その後、このマスクおよびマスクの上のメッキ被膜を除去する工程を少なくとも1回行なうことにより、ステンレス鋼色調を有する白色被膜と、この白色被膜と色調の異なる少なくとも1つのメッキ被膜とからなる、2以上の色調を有する最外層被膜を得ることができる。 Such a decorative article having a coating film having a color tone different from that of the coloring layer on the surface of the coloring layer can be produced, for example, by the following method. First, a barrier layer and an underlayer are formed on the surface of a decorative material substrate, and after the color forming layer is formed on the surface of the underlayer, a masking treatment is applied to a part of the surface of the color developing layer. A plating film having a color tone different from that of the coloring layer is formed on the surface by a dry plating method or a wet plating method, and then the mask and the plating film on the mask are removed at least once, thereby having a stainless steel color tone. An outermost layer film having two or more color tones, which is composed of a white film and at least one plating film having a color tone different from that of the white film, can be obtained.
以下、本発明を実施例により説明するが、本発明は、これらの実施例により何ら限定されるものではない。 EXAMPLES Hereinafter, although an Example demonstrates this invention, this invention is not limited at all by these Examples.
まず、ステンレス鋼(SUS316L)を機械加工して得られた腕時計ケース用基材および腕時計バンド用基材を有機溶剤で洗浄・脱脂した。なお、これらの基材の表面は、機械加工によりヘアライン仕上げとした。次いで、この基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み(0.1μm)の金(または金合金)ストライクメッキ被膜層を基材表面に形成し、水洗した。
《金ストライクメッキ》
<メッキ液の組成>
金 3〜5g/l
硫酸 10g/l
<メッキ条件>
pH 0.3以上1未満
液温 25℃
電流密度(Dk) 3〜5A/dm2
時間 30秒
次いで、この金ストライクメッキ被膜を有する基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み1.5μmのロジウムのバリアー層を金ストライクメッキ被膜表面に形成し、水洗した。
《ロジウムメッキ》
<メッキ液の組成>
硫酸 60g/l
ロジウム 5〜6g/l
<メッキ条件>
pH 0.3〜1未満
液温 45℃
電流密度(Dk) 1〜2A/dm2
時間 15分
光沢剤 適量
次いで、これら基材をイオンプレーティング装置内に取り付け、アルゴン雰囲気中で基材表面をボンバードクリーニングした。
First, a watch case base material and a watch band base material obtained by machining stainless steel (SUS316L) were washed and degreased with an organic solvent. In addition, the surface of these base materials was made into the hairline finish by machining. Next, the substrate is immersed in a plating solution having the following composition and electroplated under the following plating conditions to form a gold (or gold alloy) strike plating film layer having a thickness (0.1 μm) on the substrate surface. , Washed with water.
《Gold strike plating》
<Composition of plating solution>
Gold 3-5g / l
Sulfuric acid 10g / l
<Plating conditions>
pH 0.3 or more and less than 1 Liquid temperature 25 ° C
Current density (Dk) 3-5 A / dm 2
Time 30 seconds Next, the base material having the gold strike plating film is immersed in a plating solution having the following composition and electroplated under the following plating conditions to form a rhodium barrier layer having a thickness of 1.5 μm on the surface of the gold strike plating film. And washed with water.
<Rhodium plating>
<Composition of plating solution>
Sulfuric acid 60g / l
Rhodium 5-6g / l
<Plating conditions>
pH 0.3 to less than 1 Liquid temperature 45 ° C
Current density (Dk) 1-2 A / dm 2
Time 15 minutes Brightening agent Appropriate amount Next, these substrates were mounted in an ion plating apparatus, and the substrate surface was bombard cleaned in an argon atmosphere.
次いで、これらのバリアー層表面に、厚み0.05μmのチタンメッキ被膜(下地層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、200〜500mA
ガス:アルゴンガス
成膜圧力:0.004〜0.009Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:50V
フィラメント電圧:7V
Next, a titanium plating film (underlayer) having a thickness of 0.05 μm was formed on the surface of these barrier layers by the ion plating method (hot cathode method) under the following film forming conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 200-500 mA
Gas: Argon gas Deposition pressure: 0.004 to 0.009 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 50V
Filament voltage: 7V
次いで、これらの基材表面に形成されたチタンメッキ被膜表面に、厚み0.6μmの白色色調を有する炭化チタンメッキ被膜(耐摩耗層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、300mA
ガス:メタンガス
成膜圧力:0.02Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:60V
フィラメント電圧:7V
Next, a titanium carbide plating film (abrasion resistant layer) having a thickness of 0.6 μm is formed on the surface of the titanium plating film formed on the surface of the base material by the ion plating method (hot cathode method) as described below. Formed under conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 300 mA
Gas: Methane gas Deposition pressure: 0.02 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 60V
Filament voltage: 7V
次いで、これらの基材表面に形成された炭化チタンメッキ被膜表面に、厚み0.05μmの白色色調を有する炭化チタンとプラチナとの混合メッキ被膜(混合層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン、プラチナ
電子銃:10kV、300mA(蒸発源:チタン)、
10kV、500mA(蒸発源:プラチナ)
ガス:メタンガス
成膜圧力:0.02Pa
加速電圧(バイアス電圧):Ground〜−50V
アノード電圧:60V
フィラメント電圧:7V
Subsequently, a mixed plating film (mixed layer) of titanium carbide and platinum having a white color tone with a thickness of 0.05 μm is formed on the surface of the titanium carbide plating film formed on the surface of these substrates by an ion plating method (hot cathode method). Was formed under the following film forming conditions.
<Film formation conditions>
Evaporation source: titanium, platinum Electron gun: 10 kV, 300 mA (evaporation source: titanium),
10 kV, 500 mA (evaporation source: platinum)
Gas: Methane gas Deposition pressure: 0.02 Pa
Acceleration voltage (bias voltage): Ground to -50V
Anode voltage: 60V
Filament voltage: 7V
次いで、これらの基材表面に形成された炭化チタンとプラチナとの混合メッキ被膜表面に、厚み0.005μmの白色色調を有するプラチナ被膜(最外層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成し、ステンレス鋼色の腕時計ケースおよび腕時計バンドを得た。
<成膜条件>
蒸発源:プラチナ
電子銃:10kV、500mA
ガス:アルゴンガス成膜圧力:0.2Pa
加速電圧(バイアス電圧):Ground〜−50V
アノード電圧:60V
フィラメント電圧:7V
上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層+混合層を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1400であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。
Next, a platinum coating (outermost layer) having a white color tone of 0.005 μm in thickness is formed on the surface of the mixed plating coating of titanium carbide and platinum formed on the surface of these substrates by the ion plating method (hot cathode method). Thus, a stainless steel-colored watch case and a watch band were obtained.
<Film formation conditions>
Evaporation source: Platinum Electron gun: 10 kV, 500 mA
Gas: Argon gas Film forming pressure: 0.2 Pa
Acceleration voltage (bias voltage): Ground to -50V
Anode voltage: 60V
Filament voltage: 7V
Surface hardness (Hv; micro Vickers hardness tester, 5 g load, holding time 10 seconds) of the platinum coating (including wear-resistant layer + mixed layer) formed on the surface of the watch case and watch band obtained as described above ) Was 1400. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。 In addition, the color evaluation of the coloring layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2.0, 4.0 <b * <5. 0.
まず、ステンレス鋼(SUS316L)を機械加工して得られた腕時計ケース用基材および腕時計バンド用基材を有機溶剤で洗浄・脱脂した。なお、これらの基材の表面は、機械加工によりヘアライン仕上げとした。次いで、この基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み(0.1μm)の金(または金合金)ストライクメッキ被膜層を基材表面に形成し、水洗した。
《金ストライクメッキ》
<メッキ液の組成>
金 3〜5g/l
硫酸 10g/l
<メッキ条件>
pH 0.3以上1未満
液温 25℃
電流密度(Dk) 3〜5A/dm2
時間 30秒
次いで、この金ストライクメッキ被膜を有する基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み1.5μmのロジウムのバリアー層を金ストライクメッキ被膜表面に形成し、水洗した。
《ロジウムメッキ》
<メッキ液の組成>
硫酸 60g/l
ロジウム 5〜6g/l
<メッキ条件>
pH 0.3〜1未満
液温 45℃
電流密度(Dk) 1〜2A/dm2
時間 15分
光沢剤 適量
次いで、これら基材をイオンプレーティング装置内に取り付け、アルゴン雰囲気中で基材表面をボンバードクリーニングした。
First, a watch case base material and a watch band base material obtained by machining stainless steel (SUS316L) were washed and degreased with an organic solvent. In addition, the surface of these base materials was made into the hairline finish by machining. Next, the substrate is immersed in a plating solution having the following composition and electroplated under the following plating conditions to form a gold (or gold alloy) strike plating film layer having a thickness (0.1 μm) on the substrate surface. , Washed with water.
《Gold strike plating》
<Composition of plating solution>
Gold 3-5g / l
Sulfuric acid 10g / l
<Plating conditions>
pH 0.3 or more and less than 1 Liquid temperature 25 ° C
Current density (Dk) 3-5 A / dm 2
Time 30 seconds Next, the substrate having the gold strike plating film is immersed in a plating solution having the following composition, electroplated under the following plating conditions, and a rhodium barrier layer having a thickness of 1.5 μm is formed on the surface of the gold strike plating film. And washed with water.
<Rhodium plating>
<Composition of plating solution>
Sulfuric acid 60g / l
Rhodium 5-6g / l
<Plating conditions>
pH 0.3 to less than 1 Liquid temperature 45 ° C
Current density (Dk) 1-2 A / dm 2
Time 15 minutes Brightening agent Appropriate amount Next, these substrates were mounted in an ion plating apparatus, and the substrate surface was bombard cleaned in an argon atmosphere.
次いで、これらのバリアー層表面に、厚み0.05μmのチタンメッキ被膜(下地層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、200〜500mA
ガス:アルゴンガス
成膜圧力:0.004〜0.009Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:50V
フィラメント電圧:7V
Next, a titanium plating film (underlayer) having a thickness of 0.05 μm was formed on the surface of these barrier layers by the ion plating method (hot cathode method) under the following film forming conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 200-500 mA
Gas: Argon gas Deposition pressure: 0.004 to 0.009 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 50V
Filament voltage: 7V
次いで、これらの基材表面に形成されたチタンメッキ被膜表面に、厚み0.6μmの白色色調を有する炭化チタンメッキ被膜(耐摩耗層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、300mA
ガス:メタンガスとアルゴンガスとの混合ガス
成膜圧力:0.02Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:60V
フィラメント電圧:7V
Next, a titanium carbide plating film (abrasion resistant layer) having a thickness of 0.6 μm is formed on the surface of the titanium plating film formed on the surface of the base material by the ion plating method (hot cathode method) as described below. Formed under conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 300 mA
Gas: Mixed gas of methane gas and argon gas Deposition pressure: 0.02 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 60V
Filament voltage: 7V
次いで、これらの基材表面に形成された炭化チタンメッキ被膜表面に、厚み0.005μmの白色色調を有するプラチナ被膜(最外層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成し、ステンレス鋼色の腕時計ケースおよび腕時計バンドを得た。
<成膜条件>
蒸発源:プラチナ
電子銃:10kV、500mA
ガス:アルゴンガス
成膜圧力:0.2Pa
加速電圧(バイアス電圧):Ground〜−50V
アノード電圧:60V
フィラメント電圧:7V
Next, a platinum coating (outermost layer) having a white color tone of 0.005 μm in thickness is formed on the surface of the titanium carbide plating coating formed on the surface of these substrates by the ion plating method (hot cathode method) under the following film forming conditions. A stainless steel color watch case and watch band were obtained.
<Film formation conditions>
Evaporation source: Platinum Electron gun: 10 kV, 500 mA
Gas: Argon gas Deposition pressure: 0.2Pa
Acceleration voltage (bias voltage): Ground to -50V
Anode voltage: 60V
Filament voltage: 7V
上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1200であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。 The surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the platinum coating (including the wear resistant layer) formed on the surface of the watch case and watch band obtained as described above is as follows: 1200. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。 In addition, the color evaluation of the coloring layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2.0, 4.0 <b * <5. 0.
実施例2と同様にして得たステンレス鋼色の硬質被膜(プラチナ被膜)表面の一部に、この硬質被膜の色調と異なるメッキ被膜を乾式メッキ法により形成した。
すなわち、この硬質被膜表面に、厚み0.05μmのチタンメッキ被膜をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、200〜500mA
ガス:アルゴンガス
成膜圧力:0.2Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:40〜50V
フィラメント電圧:7V
A plating film having a color tone different from that of the hard coating was formed on a part of the surface of the stainless steel hard coating (platinum coating) obtained in the same manner as in Example 2 by a dry plating method.
That is, a titanium plating film having a thickness of 0.05 μm was formed on the surface of the hard film by the ion plating method (hot cathode method) under the following film forming conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 200-500 mA
Gas: Argon gas Deposition pressure: 0.2Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 40-50V
Filament voltage: 7V
次いで、このチタンメッキ被膜表面に、厚み0.6μmの金色を呈する窒化チ
タンメッキ被膜をイオンプレーティング法(熱陰極法)により下記の成膜条件
で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、200〜500mA
ガス:アルゴンガスと窒素ガスとの混合ガス
成膜圧力:0.2Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:40〜50V
フィラメント電圧:7V
Next, a titanium nitride plating film exhibiting a gold color with a thickness of 0.6 μm was formed on the surface of the titanium plating film by the ion plating method (hot cathode method) under the following film forming conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 200-500 mA
Gas: Mixed gas of argon gas and nitrogen gas Film forming pressure: 0.2 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 40-50V
Filament voltage: 7V
次いで、この窒化チタンメッキ被膜表面に、厚み0.1μmの金色を呈する金
−鉄合金メッキ被膜をイオンプレーティング法(熱陰極法)により下記の成膜条
件で形成した。
<成膜条件>
蒸発源:金−鉄合金
電子銃:8kV、500mA
ガス:アルゴンガス
成膜圧力:0.26Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:10〜30V
フィラメント電圧:7V
Next, a gold-iron alloy plating film having a gold color with a thickness of 0.1 μm was formed on the surface of the titanium nitride plating film by the ion plating method (hot cathode method) under the following film forming conditions.
<Film formation conditions>
Evaporation source: Gold-iron alloy Electron gun: 8 kV, 500 mA
Gas: Argon gas Deposition pressure: 0.26 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 10-30V
Filament voltage: 7V
次いで、この金−鉄合金メッキ被膜表面の一部にマスキング処理(マスク材と
してエポキシ系レジストを使用)を施し、金−鉄合金メッキ被膜、窒化チタンメッキ被膜およびチタンメッキ被膜を順次エッチング液で除去し、最後にマスクを除去することにより、ステンレス鋼色の硬質被膜と金色の金−鉄合金メッキ被膜とからなる、2つの色調の異なる最外層被膜を有する腕時計ケースおよび腕時計バンドを得た。
Next, a part of the surface of the gold-iron alloy plating film is subjected to masking (using an epoxy resist as a mask material), and the gold-iron alloy plating film, titanium nitride plating film and titanium plating film are sequentially removed with an etching solution. Finally, the mask was removed to obtain a watch case and a watch band having two outermost layer coatings of different colors, each consisting of a stainless steel-colored hard coating and a gold-colored gold-iron alloy plating coating.
なお、金−鉄合金メッキ被膜用剥離液として、シアンを主成分に酸化剤が含有された剥離液を用い、窒化チタンメッキ被膜およびチタンメッキ被膜用剥離液として、硝酸を主成分にフッ化アンモンが含有された剥離液を用い、マスク剥離液として塩化メチレンを用いた。
上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1200であり、金−鉄合金メッキ被膜(窒化チタンメッキ被膜を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1000であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。
In addition, as a stripping solution for the gold-iron alloy plating film, a stripping solution containing cyan as a main component and containing an oxidizing agent is used. As a stripping solution for a titanium nitride plating film and a titanium plating film, nitric acid is used as a main component. Was used, and methylene chloride was used as a mask remover.
The surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the platinum coating (including the wear resistant layer) formed on the surface of the watch case and watch band obtained as described above is as follows: The surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the gold-iron alloy plating film (including the titanium nitride plating film) was 1000. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層を構成している最外層(白色被膜)のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。 The color evaluation of the outermost layer (white coating) constituting the color developing layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2. It was 0, 4.0 <b * <5.0.
実施例3と同様にして得たステンレス鋼色の硬質被膜(プラチナ被膜)表面の一部に、この硬質被膜の色調と異なるメッキ被膜を湿式メッキ法により形成した。
すなわち、この硬質被膜が形成された基材を、前処理として電解脱脂、中和、水洗を行な
いクリーニングを行なった。
A plating film having a color tone different from that of the hard coating was formed on a part of the surface of the stainless steel-colored hard coating (platinum coating) obtained in the same manner as in Example 3.
That is, the substrate on which the hard film was formed was cleaned by performing electrolytic degreasing, neutralization, and water washing as pretreatment.
次いで、この硬質被膜を有する基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み0.1μmの金ストライクメッキ被膜を、硬質被膜表面に形成し、水洗した。
《金ストライクメッキ》
<メッキ液の組成>
金 3〜5g/l
硫酸 10g/l
<メッキ条件>
pH 0.3以上1未満
液温 25℃
電流密度(Dk) 3〜5A/dm2
時間 30秒
Next, the substrate having the hard coating was immersed in a plating solution having the following composition and electroplated under the following plating conditions to form a gold strike plating coating having a thickness of 0.1 μm on the surface of the hard coating and washed with water. .
《Gold strike plating》
<Composition of plating solution>
Gold 3-5g / l
Sulfuric acid 10g / l
<Plating conditions>
pH 0.3 or more and less than 1 Liquid temperature 25 ° C
Current density (Dk) 3-5 A / dm 2
Time 30 seconds
次いで、この金ストライクメッキ被膜を有する基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み3.0μmの金−鉄合金メッキ被膜を、金ストライクメッキ被膜表面に形成し、水洗した。
《金−鉄合金メッキ》
<メッキ液の組成>
金 4.6g/l
鉄 0.6g/l
インジウム 3.5g/l
光沢剤 適量
<メッキ条件>
pH 3.5〜3.7
浴温 37〜40℃
電流密度(Dk) 1.0〜1.5A/dm2
時間 30分
Next, the substrate having the gold strike plating film is immersed in a plating solution having the following composition, and electroplated under the following plating conditions to form a gold-iron alloy plating film having a thickness of 3.0 μm on the surface of the gold strike plating film. And washed with water.
《Gold-iron alloy plating》
<Composition of plating solution>
Gold 4.6g / l
Iron 0.6g / l
Indium 3.5g / l
Appropriate amount of brightener <Plating conditions>
pH 3.5-3.7
Bath temperature 37-40 ° C
Current density (Dk) 1.0 to 1.5 A / dm 2
30 minutes
次いで、この金−鉄合金メッキ被膜表面の一部にマスキング処理を施し、金−鉄合金メッキ被膜および金ストライクメッキ被膜を順次エッチング液で除去し、最後にマスクを除去することにより、ステンレス鋼色の硬質被膜と金色の金−鉄合金メッキ被膜とからなる、2つの色調の異なる最外層被膜を有する腕時計ケースおよび腕時計バンドを得た。 Next, a part of the surface of the gold-iron alloy plating film is subjected to a masking process, the gold-iron alloy plating film and the gold strike plating film are sequentially removed with an etching solution, and finally the mask is removed, thereby obtaining a stainless steel color. Thus, a watch case and a watch band having two outermost layer coatings having different color tones comprising a hard coating and a gold-iron alloy plating coating of gold were obtained.
なお、金−鉄合金メッキ被膜および金ストライクメッキ被膜用剥離液として、シアンを主成分に酸化剤が含有された剥離液を用い、マスク剥離液として塩化メチレンを用いた。上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は1100であり、金−鉄合金メッキ被膜の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、120であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。 In addition, as a stripping solution for the gold-iron alloy plating film and the gold strike plating film, a stripping solution containing cyan as a main component and an oxidizing agent was used, and methylene chloride was used as a mask stripping solution. The surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the platinum coating (including the wear resistant layer) formed on the surface of the watch case and watch band obtained as described above is 1100. The surface hardness (Hv; micro Vickers hardness tester, 5 g load, holding time 10 seconds) of the gold-iron alloy plating film was 120. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層を構成している最外層(白色被膜)のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。 The color evaluation of the outermost layer (white coating) constituting the color developing layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2. It was 0, 4.0 <b * <5.0.
実施例3と同様にして得たステンレス鋼色の硬質被膜(プラチナ被膜)表面の一部に、
この硬質被膜の色調と異なるメッキ被膜を乾式メッキ法により形成した。すなわち、この硬質被膜表面の一部にマスク材(エポキシ系レジスト)を塗布し乾燥させた後、硬質被膜表面およびマスク材表面に、厚み0.05μmのチタンメッキ被膜をスパッタリング法(マグネトロンスパッタリング方式)により下記の成膜条件で形成した。
<成膜条件>
ターゲット:チタン
スパッタガス:アルゴンガス
成膜圧力:0.02Pa
ターゲット印加電力:0.3〜0.5kW
バイアス電圧(加速電圧):−50〜−100V
In part of the surface of the hard coating (platinum coating) of stainless steel color obtained in the same manner as in Example 3,
A plating film having a color tone different from that of the hard film was formed by a dry plating method. That is, after a mask material (epoxy resist) is applied to a part of the hard coating surface and dried, a 0.05 μm-thick titanium plating coating is sputtered on the hard coating surface and the mask material surface (magnetron sputtering method). Was formed under the following film forming conditions.
<Film formation conditions>
Target: Titanium Sputtering gas: Argon gas Deposition pressure: 0.02 Pa
Target applied power: 0.3 to 0.5 kW
Bias voltage (acceleration voltage): -50 to -100V
次いで、このチタンメッキ被膜表面に、厚み0.1μmのシリコンメッキ被膜をスパッタリング法(マグネトロンスパッタリング方式)により下記の成膜条件で形成した。
<成膜条件>
ターゲット:シリコン
スパッタガス:アルゴンガス
成膜圧力:0.05Pa
ターゲット印加電力:0.3〜0.5kW
バイアス電圧(加速電圧):−50〜−100V
Next, a silicon plating film having a thickness of 0.1 μm was formed on the surface of the titanium plating film by a sputtering method (magnetron sputtering method) under the following film forming conditions.
<Film formation conditions>
Target: Silicon Sputtering gas: Argon gas Deposition pressure: 0.05Pa
Target applied power: 0.3 to 0.5 kW
Bias voltage (acceleration voltage): -50 to -100V
次いで、このシリコンメッキ被膜表面に、厚み0.1μmの黒色のダイヤモンドライクカーボン(DLC)メッキ被膜をプラズマCVD(Chemical Vaper Deposition)により下記の成膜条件で形成した。
<成膜条件>
ガ ス :ベンゼン
成膜圧力:0.2Pa
フィラメント電流:20A
アノード電流:2.0A
カソード電圧(加速電圧):−1.0〜−5.0kV
Next, a black diamond-like carbon (DLC) plating film having a thickness of 0.1 μm was formed on the surface of the silicon plating film by plasma CVD (Chemical Vaper Deposition) under the following film formation conditions.
<Film formation conditions>
Gas: Benzene Deposition pressure: 0.2Pa
Filament current: 20A
Anode current: 2.0A
Cathode voltage (acceleration voltage): -1.0 to -5.0 kV
次いで、塩化メチレンでマスキング材を剥離し、マスキング材直上に形成されているチタンメッキ被膜、シリコンメッキ被膜およびDLC被膜をリフトオフすることにより、ステンレス鋼色の硬質被膜と黒色のDLCメッキ被膜とからなる、2つの色調の異なる最外層被膜を有する腕時計ケースおよび腕時計バンドを得た。 Next, the masking material is peeled off with methylene chloride, and the titanium plating film, silicon plating film, and DLC film formed immediately above the masking material are lifted off to form a stainless steel-colored hard film and a black DLC plating film. A watch case and a watch band having an outermost layer coating having two different colors were obtained.
上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1200であり、DLCメッキ被膜の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1800であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。 The surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the platinum coating (including the wear resistant layer) formed on the surface of the watch case and watch band obtained as described above is as follows: The surface hardness (Hv; micro Vickers hardness tester, 5 g load, holding time 10 seconds) of the DLC plating film was 1,800. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層を構成している最外層(白色被膜)のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。 The color evaluation of the outermost layer (white coating) constituting the color developing layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2. It was 0, 4.0 <b * <5.0.
まず、ステンレス鋼を機械加工して得られた腕時計ケース用基材および腕時計バンド用基材を有機溶剤で洗浄・脱脂した。なお、これらの基材の表面は、機械加工によりヘアライン仕上げとした。次いで、この基材を下記の組成のメッキ液に浸漬し、下記のメッキ条
件で電気メッキして、厚み0.1μmの金(または金合金)ストライクメッキ被膜層を基材表面に形成し、水洗した。
《金ストライクメッキ》
<メッキ液の組成>
金 3〜5g/l
硫酸 10g/l
<メッキ条件>
pH 0.3以上1未満
液温 25℃
電流密度(Dk) 3〜5A/dm2
時間 30秒
次いで、この金ストライクメッキ被膜を有する基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で2回にわけ電気メッキして、総厚が1.5μm(第1回のメッキを厚み1.0μm形成し、水洗後、第2回のメッキを厚み0.5μm形成する。)のロジウムのバリアー層を金ストライクメッキ被膜表面に形成し、水洗した。なお、バリアー層の形成を2回にわけた理由は、バリアー層の微細なピンホールをできるだけ少なくするため行ったものである。
《ロジウムメッキ》
<メッキ液の組成>
硫酸 60g/l
ロジウム 5〜6g/l
光沢剤 適量
<メッキ条件>
pH 0.3〜1未満
液温 45℃
電流密度(Dk) 1〜2A/dm2
時間 第1回:10分、第2回:5分
次いで、これら基材をスパッタリング装置内に取り付け、アルゴン雰囲気中で基材表面をボンバードクリーニングした。
First, a wristwatch case base material and a wristwatch band base material obtained by machining stainless steel were washed and degreased with an organic solvent. In addition, the surface of these base materials was made into the hairline finish by machining. Next, the substrate is immersed in a plating solution having the following composition, and electroplated under the following plating conditions to form a gold (or gold alloy) strike plating film layer having a thickness of 0.1 μm on the substrate surface, and washed with water. did.
《Gold strike plating》
<Composition of plating solution>
Gold 3-5g / l
Sulfuric acid 10g / l
<Plating conditions>
pH 0.3 or more and less than 1 Liquid temperature 25 ° C
Current density (Dk) 3-5 A / dm 2
Time 30 seconds Next, the base material having the gold strike plating film was immersed in a plating solution having the following composition, and electroplated twice under the following plating conditions to obtain a total thickness of 1.5 μm (first time A rhodium barrier layer was formed on the surface of the gold strike plating film and washed with water. The plating was formed with a thickness of 1.0 μm and washed with water, and then the second plating was formed with a thickness of 0.5 μm. The reason why the barrier layer was formed twice was to reduce the number of fine pinholes in the barrier layer as much as possible.
<Rhodium plating>
<Composition of plating solution>
Sulfuric acid 60g / l
Rhodium 5-6g / l
Appropriate amount of brightener <Plating conditions>
pH 0.3 to less than 1 Liquid temperature 45 ° C
Current density (Dk) 1-2 A / dm 2
Time 1st: 10 minutes, 2nd: 5 minutes Next, these substrates were mounted in a sputtering apparatus, and the substrate surface was bombarded cleaned in an argon atmosphere.
次いで、これらの基材表面に、厚み0.05μmのジルコニウム被膜(下地層)をスパッタリング法(マグネトロンスパッタリング方式)により下記の成膜条件で形成した。
<成膜条件>
ターゲット:ジルコニウムスパッタ
ガス:アルゴンガス
成膜圧力:0.5Pa
ターゲット印加電力:0.5kW
バイアス電圧(加速電圧):−50V
Subsequently, a zirconium film (underlayer) having a thickness of 0.05 μm was formed on the surface of these base materials by a sputtering method (magnetron sputtering method) under the following film forming conditions.
<Film formation conditions>
Target: Zirconium sputtering Gas: Argon gas Deposition pressure: 0.5 Pa
Target applied power: 0.5 kW
Bias voltage (acceleration voltage): -50V
次いで、これらの基材表面に形成されたジルコニウムメッキ被膜表面に、厚み
0.6μmの白色色調を有する炭化ジルコニウムメッキ被膜(耐摩耗層)をスパ
ッタリング法(マグネトロンスパッタリング方式)により下記の成膜条件で形成
した。
<成膜条件>
ターゲット:ジルコニウムスパッタ
スパッタガス:メタンガスとアルゴンガスとの混合ガス
成膜圧力:0.665Pa
ターゲット印加電力:0.5kW
バイアス電圧(加速電圧):−50V
Next, a zirconium carbide plating film (abrasion resistant layer) having a white color tone with a thickness of 0.6 μm is formed on the surface of the zirconium plating film formed on these substrate surfaces by sputtering (magnetron sputtering method) under the following film formation conditions. Formed.
<Film formation conditions>
Target: Zirconium sputtering Sputtering gas: Mixed gas of methane gas and argon gas Deposition pressure: 0.665 Pa
Target applied power: 0.5 kW
Bias voltage (acceleration voltage): -50V
次いで、これらの基材表面に形成された炭化ジルコニウムメッキ被膜表面に、
厚み0.005μmの白色色調を有するプラチナ被膜(最外層)をスパッタリン
グ法(マグネトロンスパッタリング方式)により下記の成膜条件で形成し、ステ
ンレス鋼色の腕時計ケースおよび腕時計バンドを得た。
<成膜条件>
ターゲット:プラチナ
スパッタガス:アルゴンガス
成膜圧力:0.2Pa
ターゲット印加電力:0.5kW
バイアス電圧(加速電圧):−50V
上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層を含む)の表面硬度(Hv;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1300であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。
Then, on the surface of the zirconium carbide plating film formed on these substrate surfaces,
A platinum film (outermost layer) having a white color tone of 0.005 μm in thickness was formed by sputtering (magnetron sputtering method) under the following film forming conditions to obtain a stainless steel-colored watch case and watch band.
<Film formation conditions>
Target: Platinum Sputtering gas: Argon gas Deposition pressure: 0.2Pa
Target applied power: 0.5 kW
Bias voltage (acceleration voltage): -50V
The surface hardness (Hv; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the platinum coating (including the wear resistant layer) formed on the surface of the watch case and watch band obtained as described above is as follows: 1300. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。 In addition, the color evaluation of the coloring layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2.0, 4.0 <b * <5. 0.
まず、ステンレス鋼(SUS316L)を機械加工して得られた腕時計ケース用基材および腕時計バンド用基材を有機溶剤で洗浄・脱脂した。なお、これらの基材の表面は、機械加工によりヘアライン仕上げとした。次いで、この基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み0.1μmの金(または金合金)ストライクメッキ被膜層を基材表面に形成し、水洗した。
《金ストライクメッキ》
<メッキ液の組成>
金 3〜5g/l
硫酸 10g/l
<メッキ条件>
pH 0.3以上1未満
液温 25℃
電流密度(Dk) 3〜5A/dm2
時間 30秒
次いで、この金ストライクメッキ被膜を有する基材を下記の組成のメッキ液に浸漬し、下記のメッキ条件で電気メッキして、厚み1.5μmの金−鉄合金のバリアー層を金ストライクメッキ被膜表面に形成し、水洗した。
《金−鉄メッキ》
<メッキ液の組成>
金 4.6g/l
鉄 0.6g/l
インジウム 3.5g/l
光沢剤 適量
<メッキ条件>
pH 4.7
液温 50℃
電流密度(Dk 1.0A/dm2
時間 15分
First, a watch case base material and a watch band base material obtained by machining stainless steel (SUS316L) were washed and degreased with an organic solvent. In addition, the surface of these base materials was made into the hairline finish by machining. Next, the substrate is immersed in a plating solution having the following composition, and electroplated under the following plating conditions to form a gold (or gold alloy) strike plating film layer having a thickness of 0.1 μm on the substrate surface, and washed with water. did.
《Gold strike plating》
<Composition of plating solution>
Gold 3-5g / l
Sulfuric acid 10g / l
<Plating conditions>
pH 0.3 or more and less than 1 Liquid temperature 25 ° C
Current density (Dk) 3-5 A / dm 2
Time 30 seconds Next, the base material having the gold strike plating film is immersed in a plating solution having the following composition and electroplated under the following plating conditions to form a gold-iron alloy barrier layer having a thickness of 1.5 μm as a gold strike. It was formed on the surface of the plating film and washed with water.
《Gold-Iron Plating》
<Composition of plating solution>
Gold 4.6g / l
Iron 0.6g / l
Indium 3.5g / l
Appropriate amount of brightener <Plating conditions>
pH 4.7
Liquid temperature 50 ℃
Current density (Dk 1.0 A / dm 2
15 minutes
次いで、これら基材をスパッタリング装置内に取り付け、アルゴン雰囲気中で
基材表面をボンバードクリーニングした。
Next, these substrates were mounted in a sputtering apparatus, and the substrate surface was bombarded cleaned in an argon atmosphere.
次いで、これらの基材のバリアー層表面に、厚み0.05μmの炭素原子含有量5〜15原子%の傾斜構造からなる炭化チタンメッキ被膜(下地層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、200〜500mA
ガス:アルゴンガスとメタンガスとの混合ガス
成膜圧力:0.004〜0.009Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:50V
フィラメント電圧:7V
Next, a titanium carbide plating film (underlayer) having a gradient structure with a carbon atom content of 5 to 15 atomic% having a thickness of 0.05 μm is formed on the surface of the barrier layer of these substrates by an ion plating method (hot cathode method). It formed on the following film-forming conditions.
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 200-500 mA
Gas: Mixed gas of argon gas and methane gas Film forming pressure: 0.004 to 0.009 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 50V
Filament voltage: 7V
次いで、これらの基材表面に下地層として形成された炭化チタンメッキ被膜表面に、厚み0.6μm、炭素原子含有量40±10原子%の白色色調を有する炭化チタンメッキ被膜(耐摩耗層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成した。
<成膜条件>
蒸発源:チタン
電子銃:10kV、300mA
ガス:メタンガスとアルゴンガスとの混合ガス
成膜圧力:0.02Pa
加速電圧(バイアス電圧):Ground〜−100V
アノード電圧:60V
フィラメント電圧:7V
Next, a titanium carbide plating film (abrasion resistant layer) having a white color tone with a thickness of 0.6 μm and a carbon atom content of 40 ± 10 atomic% is formed on the surface of the titanium carbide plating film formed on the surface of these base materials. The film was formed under the following film forming conditions by an ion plating method (hot cathode method).
<Film formation conditions>
Evaporation source: Titanium Electron gun: 10 kV, 300 mA
Gas: Mixed gas of methane gas and argon gas Deposition pressure: 0.02 Pa
Acceleration voltage (bias voltage): Ground to -100V
Anode voltage: 60V
Filament voltage: 7V
次いで、これらの基材表面に形成された炭化チタンメッキ被膜表面に、厚み0.005μmの白色色調を有するプラチナ被膜(最外層)をイオンプレーティング法(熱陰極法)により下記の成膜条件で形成し、ステンレス鋼色の腕時計ケースおよび腕時計バンドを得た。
<成膜条件>
蒸発源:プラチナ
電子銃:10kV、500mA
ガ ス:アルゴンガス
成膜圧力:0.2Pa
加速電圧(バイアス電圧):Ground〜−50V
アノード電圧:60V
フィラメント電圧:7V
上記のようにして得られた腕時計ケースおよび腕時計バンドの表面に形成されているプラチナ被膜(耐摩耗層を含む)の表面硬度(HV;マイクロビッカース硬度計、5g荷重、保持時間10秒)は、1200であった。これらの腕時計ケースおよび腕時計バンドは、耐傷付き性に優れ、しかも、ステンレス鋼被膜に近く高級感のある白色被膜が形成されていた。
Next, a platinum coating (outermost layer) having a white color tone of 0.005 μm in thickness is formed on the surface of the titanium carbide plating coating formed on the surface of these substrates by the ion plating method (hot cathode method) under the following film forming conditions. A stainless steel color watch case and watch band were obtained.
<Film formation conditions>
Evaporation source: Platinum Electron gun: 10 kV, 500 mA
Gas: Argon gas Deposition pressure: 0.2Pa
Acceleration voltage (bias voltage): Ground to -50V
Anode voltage: 60V
Filament voltage: 7V
The surface hardness (HV; micro Vickers hardness meter, 5 g load, holding time 10 seconds) of the platinum film (including the wear-resistant layer) formed on the surface of the watch case and watch band obtained as described above is: 1200. These watch cases and watch bands are excellent in scratch resistance, and have a white coat with a high-class feeling close to a stainless steel coat.
また、発色層のL*、a*、b*表示系(CIE表系)による色評価は、82<L*<85、0<a*<2.0、4.0<b*<5.0であった。さらに、上記のようにして得られた腕時計ケースおよび腕時計バンドと実施例2で得られた腕時計ケースおよび腕時計バンドについて、それぞれ、引っ掻き試験を行ない、基材に対する被膜の密着力の比較を行なった。引っ掻き試験に使用した測定機は、HEIDON−14型の表面性測定機であ
る。
In addition, the color evaluation of the coloring layer by the L *, a *, b * display system (CIE surface system) is 82 <L * <85, 0 <a * <2.0, 4.0 <b * <5. 0. Further, the wristwatch case and wristband obtained as described above and the wristwatch case and wristband obtained in Example 2 were each subjected to a scratch test, and the adhesion of the coating to the base material was compared. The measuring instrument used for the scratch test is a HEIDON-14 type surface property measuring instrument.
以下、チタンメッキ被膜からなる下地層と炭素原子含有量40±10原子%の白色色調を有する炭化チタンメッキ被膜(耐摩耗層)を有する実施例2の装飾部品試料と、炭素原子含有量5〜15原子%の炭化チタンメッキ被膜からなる下地層と炭素原子含有量40±10原子%の白色色調を有する炭化チタンメッキ被膜(耐摩耗層)を有する実施例7の装飾部品試料を作製して被膜の密着力(後述の臨界荷重)を測定した。 Hereinafter, a decorative part sample of Example 2 having a base layer made of a titanium plating film and a titanium carbide plating film (a wear-resistant layer) having a white color tone with a carbon atom content of 40 ± 10 atomic%, and a carbon atom content of 5 to 5 A decorative part sample of Example 7 having a base layer made of a titanium carbide plating film of 15 atomic% and a titanium carbide plating film (abrasion resistant layer) having a white color tone with a carbon atom content of 40 ± 10 atomic% was prepared and coated. The adhesion force (critical load described later) was measured.
この測定条件は、先端角度が90°で先端曲率半径が50μmのダイヤモンド圧子を使用し、引っ掻き速度は30mm/分とし、引っ掻き荷重は50gfから300gfまで、50gfおきに変化させた。この測定結果は、引っ掻き荷重と引っ掻き後の抵抗値により、引っ掻き荷重がある値以上になると、抵抗値が急激に変化する。これは、荷重の増加とともに直線的に引っ掻き抵抗値が増加していくが、臨界荷重以上になると、基材上に形成した被膜に亀裂が発生し、チッピング剥がれが発生しているためと考えられる。そして、発生した亀裂、チッピング剥がれのために、引っ掻き抵抗値は急激な増加を示し、摩擦係数が増大する。この臨界荷重の値によって、基材に対する被膜の密着力を評価することができる。ここでは、急激に変化した引っ掻き荷重の点を光学顕微鏡で観察し、被膜の密着強度を評価した。 The measurement conditions were such that a diamond indenter with a tip angle of 90 ° and a tip curvature radius of 50 μm was used, the scratching speed was 30 mm / min, and the scratching load was changed from 50 gf to 300 gf every 50 gf. This measurement result shows that the resistance value changes abruptly when the scratch load exceeds a certain value due to the scratch load and the resistance value after scratching. This is because the scratch resistance value increases linearly as the load increases, but when the critical load is exceeded, cracks occur in the coating formed on the substrate and chipping peeling occurs. . Then, due to the generated cracks and chipping peeling, the scratch resistance value increases rapidly, and the friction coefficient increases. The adhesion force of the film to the substrate can be evaluated by the value of the critical load. Here, the point of the scratch load which changed rapidly was observed with an optical microscope, and the adhesion strength of the coating was evaluated.
実施例2では、引っ掻き荷重を200gfにしたときにチッピング剥がれが発生した。一方、実施例7では、引っ掻き荷重を250gfにしたときにチッピング剥がれが発生した。すなわち、実施例2における臨界荷重は200gfであり、実施例7における臨界荷重は250gfであった。このことから、実施例7の装飾部品は、実施例2の装飾部品よりも、被膜の密着力が25%もアップしていることが理解される。 In Example 2, chipping peeling occurred when the scratch load was 200 gf. On the other hand, in Example 7, chipping peeling occurred when the scratch load was 250 gf. That is, the critical load in Example 2 was 200 gf, and the critical load in Example 7 was 250 gf. From this, it is understood that the decorative part of Example 7 has a coating adhesion strength of 25% higher than that of the decorative part of Example 2.
次に、ステンレス鋼(SUS316L・寸法(mm):20(直径)×1(厚))の試験片に、上記実施例1〜7と同じ被膜をそれぞれ形成し、各試験片を小型のデシケータ(下記組成の人工汗が入っている。)に入れ、下記条件で試験を行った。
なお、比較サンプルとして、実施例1のサンプルからバリアー層を除いた試験片を作り(バリアー層がないところが実施例1と異なる。)、同時に試験を行った。
《試験方法》
<人工汗組成>
塩化ナトリウム 0.5%(m/m)
乳酸 0.1%(m/m)
尿素 0.1%(m/m)
アンモニウム pHを6.5にするのに必要な量
・ 単位面積当たりの人工汗量はml/cm2とする。
<試験条件>
小型デシケータを恒温槽に入れ30±2℃、168時間維持する。
Next, the same coating as in Examples 1 to 7 was formed on a test piece of stainless steel (SUS316L, dimension (mm): 20 (diameter) × 1 (thickness)), and each test piece was made into a small desiccator ( The test was performed under the following conditions.
In addition, the test piece which remove | excluded the barrier layer from the sample of Example 1 was made as a comparative sample (the place which does not have a barrier layer differs from Example 1), and tested simultaneously.
"Test method"
<Artificial sweat composition>
Sodium chloride 0.5% (m / m)
Lactic acid 0.1% (m / m)
Urea 0.1% (m / m)
Amount necessary to adjust ammonium pH to 6.5-The amount of artificial sweat per unit area shall be ml / cm 2 .
<Test conditions>
A small desiccator is placed in a thermostatic bath and maintained at 30 ± 2 ° C. for 168 hours.
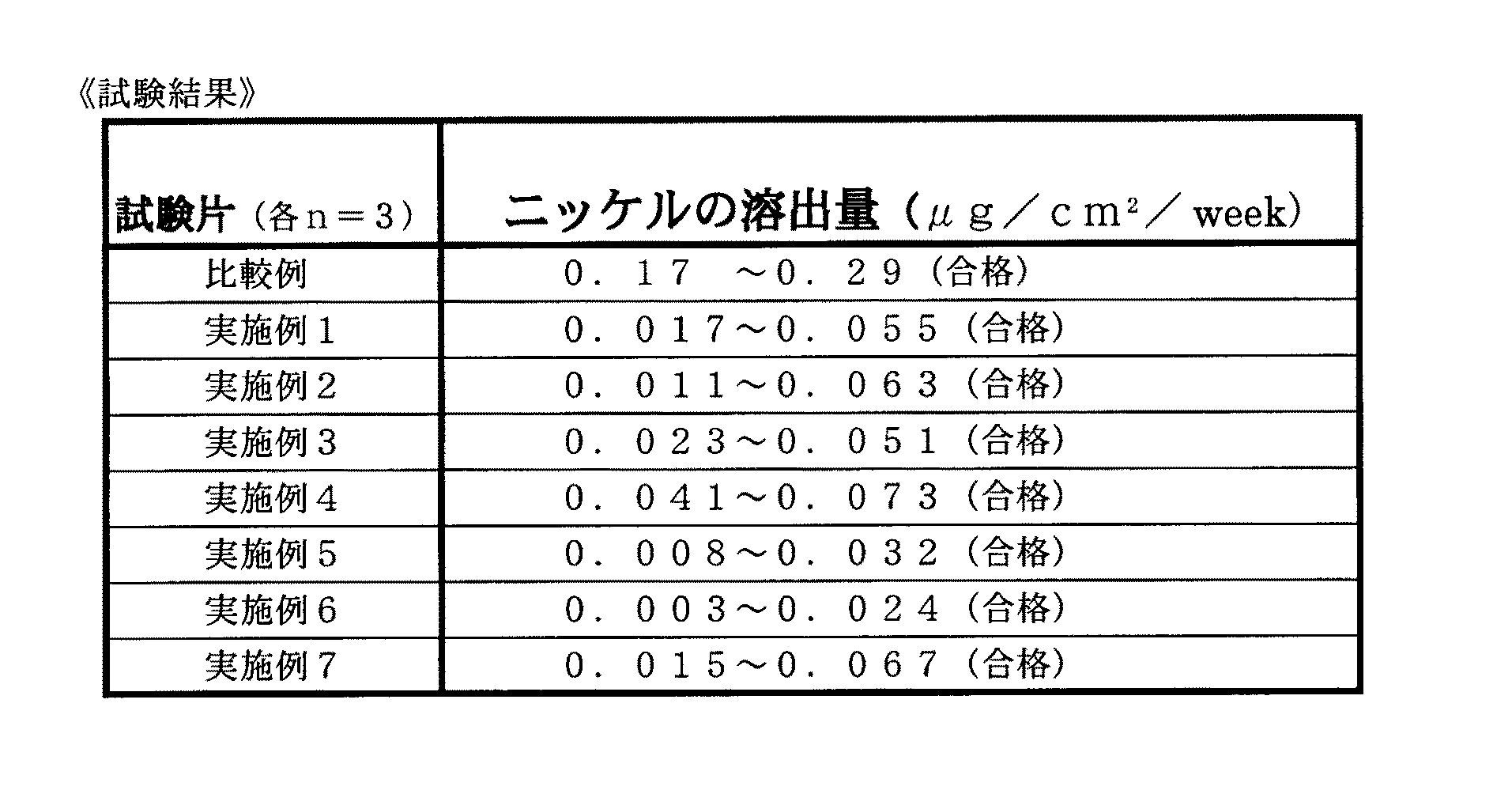
上記試験結果(表1)より、比較例に比べ本発明によれば、ニッケルの溶出量が一桁少なく、更に、実施例6においては二桁少なくなっており、非常に大きな効果が得られた。また、ドイツの規格として、ニッケルの溶出量が0.5μg/cm2/weekを基準値とし、この基準値を超えたものは不合格となり、下まわったものは合格となっている。 From the above test results (Table 1), according to the present invention, the elution amount of nickel is one order of magnitude less than that of the comparative example, and furthermore, in Example 6, it is two orders of magnitude less. . Further, as a German standard, a nickel elution amount of 0.5 μg / cm 2 / week is used as a reference value, and a sample exceeding this reference value is rejected, and those below are accepted.
なお、上記実施例1〜7において、バリアー層としてロジウム合金、パラジウム合金、プラチナ合金、銅合金または金合金からなるメッキ被膜、下地層としてクロム、ハフニウム、バナジウム、またはニオブからなるメッキ被膜、耐摩耗層として炭化ハフニウム、炭化バナジウム、炭化ニオブ、または炭化タングステンからなるメッキ被膜、最外層としてロジウム被膜、ロジウム合金被膜、パラジウム合金被膜またはプラチナ合金被膜を形成できることは云うまでもない。また、実施例1〜7では、腕時計ケースおよび腕時計バンドを製造しているが、実施例1〜7に記載の技術は、ネックレス、ペンダント、ブローチ等の装飾品にも適用できることは云うまでもない。
In Examples 1 to 7, the barrier layer is a rhodium alloy, a palladium alloy, a platinum alloy, a copper alloy, or a gold alloy, and the underlayer is chromium, hafnium, vanadium, or niobium. It goes without saying that a plating film made of hafnium carbide, vanadium carbide, niobium carbide or tungsten carbide can be formed as the layer, and a rhodium film, a rhodium alloy film, a palladium alloy film or a platinum alloy film can be formed as the outermost layer. In Examples 1-7, watch cases and wristbands are manufactured. Needless to say, the techniques described in Examples 1-7 can also be applied to decorative items such as necklaces, pendants, brooches and the like. .
Claims (51)
被膜が乾式メッキ法により形成された装飾品において、ステンレス鋼からなる装飾品用基材と、該基材表面に湿式メッキ法で形成されたバリアー層と、該バリアー層の表面に乾式メッキ法により形成された下地層と、該下地層の表面に乾式メッキ法により形成された耐摩耗層、および該耐摩耗層の表面に乾式メッキ法により形成された最外層からなる発色層とから構成され、前記発色層は、厚み0.2〜1.5μmの耐摩耗層と厚み0.002〜0.1μmの最外層とからなる、ステンレス鋼色調を有する硬質の白色被膜であることを特徴とする白色被膜を有する装飾品。 In a decorative article in which a coating film having a white color tone made of a noble metal or a noble metal alloy is formed by a dry plating method as an outermost layer, the decorative article base material made of stainless steel is formed on the surface of the base material by a wet plating method. A barrier layer; an underlayer formed on the surface of the barrier layer by a dry plating method; an abrasion-resistant layer formed on the surface of the underlayer by a dry plating method; and a surface of the wear-resistant layer by a dry plating method A color developing layer composed of an outermost layer formed, and the color developing layer is composed of a wear-resistant layer having a thickness of 0.2 to 1.5 μm and an outermost layer having a thickness of 0.002 to 0.1 μm. A decorative article having a white coating, characterized by being a hard white coating having
請求項1、請求項10〜14のいずれかに記載の白色被膜を有する装飾品。 The mixed layer comprising a metal compound that forms the wear-resistant layer and a metal or an alloy that forms the outermost layer is provided between the wear-resistant layer and the outermost layer. The ornamental article which has the white film in any one of Claims 1-14.
求項27記載の白色被膜を有する装飾品の製造方法。 28. The decoration having a white coating according to claim 27, wherein a coating made of rhodium (Rh), gold (Au) or chromium (Cr) is formed on the surface of the base material by a wet plating method as the barrier layer. Product manufacturing method.
製造方法。 43. The method according to claim 42, wherein at least one coating different from the color tone of the coloring layer is formed on a part of the surface of the white coating having the color tone of the stainless steel made of the coloring layer by a dry plating method or a wet plating method. Item 44. A method for producing a decorative article having a white coating according to Item 43.
51. The method for manufacturing a decorative article having a white coating according to claim 27, wherein the decorative article is a watch exterior part.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005079399A JP4824328B2 (en) | 2005-03-18 | 2005-03-18 | Decorative product with white coating |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005079399A JP4824328B2 (en) | 2005-03-18 | 2005-03-18 | Decorative product with white coating |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006257524A true JP2006257524A (en) | 2006-09-28 |
| JP2006257524A5 JP2006257524A5 (en) | 2008-01-24 |
| JP4824328B2 JP4824328B2 (en) | 2011-11-30 |
Family
ID=37097101
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005079399A Expired - Fee Related JP4824328B2 (en) | 2005-03-18 | 2005-03-18 | Decorative product with white coating |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4824328B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012039501A1 (en) * | 2010-09-21 | 2012-03-29 | シチズンホールディングス株式会社 | White rigid decorative member |
| CN110578113A (en) * | 2018-06-11 | 2019-12-17 | 西铁城时计株式会社 | Hard decorative member and method for manufacturing same |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11464303B2 (en) | 2019-01-11 | 2022-10-11 | Frederick Goldman, Inc. | Black diamond like carbon (DLC) coated articles and methods of making the same |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0570991A (en) * | 1991-09-11 | 1993-03-23 | Seiko Epson Corp | Ornamental member |
| JP2003253473A (en) * | 2001-12-28 | 2003-09-10 | Citizen Watch Co Ltd | Ornament having white coating film and manufacturing method thereof |
-
2005
- 2005-03-18 JP JP2005079399A patent/JP4824328B2/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0570991A (en) * | 1991-09-11 | 1993-03-23 | Seiko Epson Corp | Ornamental member |
| JP2003253473A (en) * | 2001-12-28 | 2003-09-10 | Citizen Watch Co Ltd | Ornament having white coating film and manufacturing method thereof |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012039501A1 (en) * | 2010-09-21 | 2012-03-29 | シチズンホールディングス株式会社 | White rigid decorative member |
| JPWO2012039501A1 (en) * | 2010-09-21 | 2014-02-03 | シチズンホールディングス株式会社 | White hard decorative member |
| US9120933B2 (en) | 2010-09-21 | 2015-09-01 | Citizen Holdings Co., Ltd. | White hard decorative member |
| CN110578113A (en) * | 2018-06-11 | 2019-12-17 | 西铁城时计株式会社 | Hard decorative member and method for manufacturing same |
| CN110578113B (en) * | 2018-06-11 | 2023-01-17 | 西铁城时计株式会社 | Hard decorative member and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4824328B2 (en) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100599640B1 (en) | Ornaments with a white coating and a method of manufacturing the same | |
| JP4964892B2 (en) | Decorative part and manufacturing method thereof | |
| KR100316305B1 (en) | White decorative parts and manufacturing method | |
| JP4072950B2 (en) | Decorative article having white coating and method for producing the same | |
| JP5281578B2 (en) | Decorative parts | |
| JP5126996B2 (en) | Decorative parts | |
| JP4642317B2 (en) | Decorative article with white coating | |
| JP4764104B2 (en) | Decorative product and manufacturing method thereof | |
| JP4073848B2 (en) | Decorative product and manufacturing method thereof | |
| JP4067434B2 (en) | Decorative article having white coating and method for producing the same | |
| JP2006283088A (en) | Golden ornament and its manufacturing method | |
| JP2003268568A (en) | Ornament with white film, and its manufacturing method | |
| JP4504059B2 (en) | Decorative product with golden coating | |
| JP4824328B2 (en) | Decorative product with white coating | |
| JP4589772B2 (en) | Decorative product with white coating | |
| JP5328577B2 (en) | Decorative product and manufacturing method thereof | |
| JPH0751742B2 (en) | Exterior parts for watches | |
| JP2003183851A (en) | Surface treatment method of ornament, ornament and clock | |
| JP2007162141A (en) | Accessory having white coating film and production method therefor | |
| JP2005146304A (en) | Decorative part having decorative film, and its production method | |
| JP2007162140A (en) | Accessory having white coating film and production method therefor | |
| JP2007262482A (en) | White ornament and its manufacturing method | |
| JP7332446B2 (en) | Golden ornament and method for producing golden ornament | |
| JP7198726B2 (en) | Rigid decorative member and its manufacturing method | |
| JPH0238556A (en) | Outer ornament parts for watch |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071130 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20071130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20101129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110105 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110906 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110908 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4824328 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140916 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |