JP2006105657A - 開口合成超音波探傷装置及びその方法 - Google Patents
開口合成超音波探傷装置及びその方法 Download PDFInfo
- Publication number
- JP2006105657A JP2006105657A JP2004289863A JP2004289863A JP2006105657A JP 2006105657 A JP2006105657 A JP 2006105657A JP 2004289863 A JP2004289863 A JP 2004289863A JP 2004289863 A JP2004289863 A JP 2004289863A JP 2006105657 A JP2006105657 A JP 2006105657A
- Authority
- JP
- Japan
- Prior art keywords
- ultrasonic
- probe
- data
- ultrasonic flaw
- flaw detector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
開口合成手法を用いた超音波探傷において、探触子の走査時における上下動及び傾斜動などによる、検査精度の低下。
【解決手段】
本発明に係わる開口合成超音波探傷装置は、探触子の上下動及び傾斜動などによって生じた時間差などの影響を含んだ超音波データについて、探触子の上下動等の外乱情報を測定し、その情報を用いて超音波データを補正することにより、その外乱の影響を無くし、開口合成超音波探傷精度を向上させる。
【選択図】
図1
Description
超音波を送信し反射して返ってくる超音波信号を受信する超音波探触子と、
被検体の表面形状を測定する測定手段と、
同測定手段からの測定値に基づいて前記超音波探触子で受信した超音波信号を補正する補正手段からなること、
を特徴とする。
請求項1記載の開口合成超音波探傷装置において、
探触子位置検出器及びデータ遅延処理部を具備すること、
を特徴とする。
請求項2記載の開口合成超音波探傷装置において、
探触子角度検出器を具備すること、
を特徴とする。
請求項2記載の開口合成超音波探傷装置において、
表面形状検出器及び高さ・角度計算部を具備すること、
を特徴とする。
超音波探触子から超音波を検査体の測定部に送信し反射して返ってくる超音波信号を
受信する工程、
前記検査体の表面形状を測定する工程、
測定した表面形状の測定値に基づいて前記超音波信号を補正する工程からなること、
を特徴とする。
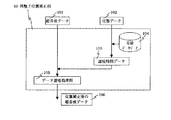
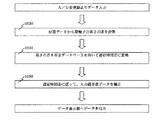
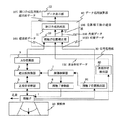
図1は、本発明の実施の形態1に係わる開口合成超音波探傷装置の構成を、図2は、前記同装置内探触子位置補正部10の詳細構成を、図3は、前記探触子位置補正部処理機能説明図を、図4は、前記探触子位置補正部処理機能を表現する模式図を示している。本実施の形態の開口合成超音波探傷装置は、探触子1と信号処理部30と信号処理演算部40とデータ表示部12より構成されている。信号処理部30は、先ず、超音波探傷器2より、探触子1で超音波信号を送信させるに必要な電気信号を出力し、送受信切替器5を送信側(図示せず)へ切り替える。次に、被検体20への探傷に必要な超音波信号を探触子1へ送信し、かつその信号を受信する為に送受信切替器5を受信側(図示せず)へ切り替える。更に、超音波探傷器2は、探触子1へ供給する為の超音波送信信号の増幅などの信号処理及び探触子1より得られる超音波受信信号の増幅等の同処理機能を有する。次に、超音波探傷器2で得られた、受信超音波信号は、A/D変換器9によりデイジタル信号へ変換されデータ処理演算部40へ送る。一方、被検体20全体を検査する為に、探触子1を移動(走査)させる為にモータ及びギア等の部品で構成された探触子移動器6、その移動を制御する為の探傷制御器7、探触子1の移動(走査)位置を検出する為の探触子位置検出器8、及び前述の超音波信号をデイジタル信号へ変換する為のA/D変換器9より構成されている。また、データ処理演算部40は、信号処理部30より得られた超音波信号をA/D変換器9でデイジタル信号へ変換された超音波データ101及び探触子位置検出器8で得られた位置データ102を、探触子位置補正部10へ入力し、探触子位置補正部10で補正処理され、更に、その補正された信号を、開口合成処理部11で処理し、データ表示部12で探傷結果を表示する装置である。
図5は、本発明の実施の形態2に係わる開口合成超音波探傷装置の構成を、図6及び図7は、前記探触子位置補正部処理機能を表現する模式図を示している。なお、本実施形態は、前述した第1の実施形態で記載した内容を一部改良した内容で、実施形態1と同等の構成のものには同じ符号を付し、重複する説明は省略する。
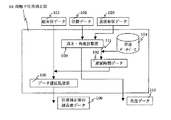
図8及び図9は、本発明の実施の形態3に係わる開口合成超音波探傷装置の構成を、図10は、前記探触子位置補正部処理機能を表現する模式図を示している。なお、本実施形態は、前述した第1実施形態及び第2実施形態で記載した内容を一部改良した内容で、実施形態1及び実施形態2と同等の構成のものには同じ符号を付し、重複する説明は省略する。
を走査する際の外乱情報を測定し、前記外乱情報を用いて超音波データを補正することにより、探触子の外乱の影響を無くし、よって、探傷状態に左右されない高精度データの提供が出来、検査精度の向上、更には、検査対象物の安全性向上に寄与出来るものと考える。
2、超音波探傷器
3、データ収録系
4、解析処理系
5、送受信切替器
6、探触子移動器
7、探傷制御器
8、探触子位置検出器(3次元位置検出:X、Y、Z)
9、A/D変換器
10、探触子位置補正部
11、開口合成処理部
12、データ表示部
20、被検体
30、信号処理部
40、データ処理演算部
80、探触子角度検出器
81、探触子位置検出器(2次元位置検出:X、Y)
101、超音波データ
102、位置データ(3次元位置データ:X、Y、Z)
103、遅延時間データ
104、音速データベース
105、データ遅延処理部
106、位置補正後の超音波データ
107、開口合成処理後の超音波データ
108、超音波ビーム送受信範囲
109、高さ、角度計算部
110、角度データ
111、高さデータ
120、表面形状データ
200、基準位置
201、高さの差
202、時間差
203、傾き角θ
501、従来技術による開口合成処理表示結果
502、本発明による開口合成処理表示結果
800、表面形状検出器
1020、位置データ(2次元データ:X、Y)
1030、位置/高さ変換機能
1031、高さ/遅延時間変換機能
1050、位置補正機能
Claims (5)
- 超音波を送信し反射して返ってくる超音波信号を受信する超音波探触子と、
被検体の表面形状を測定する測定手段と、
同測定手段からの測定値に基づいて前記超音波探触子で受信した超音波信号を補正する補正手段からなることを特徴とする、
開口合成超音波探傷装置。 - 請求項1記載の開口合成超音波探傷装置において、
探触子位置検出器及びデータ遅延処理部を具備する、
開口合成超音波探傷装置。 - 請求項2記載の開口合成超音波探傷装置において、
探触子角度検出器を具備する、
開口合成超音波探傷装置。 - 請求項2記載の開口合成超音波探傷装置において、
表面形状検出器及び高さ・角度計算部を具備する、
開口合成超音波探傷装置。 - 超音波探触子から超音波を検査体の測定部に送信し反射して返ってくる超音波信号を
受信する工程、
前記検査体の表面形状を測定する工程、
測定した表面形状の測定値に基づいて前記超音波信号を補正する工程からなることを特徴とする、
開口合成超音波探傷方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004289863A JP4402558B2 (ja) | 2004-10-01 | 2004-10-01 | 開口合成超音波探傷装置及びその方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004289863A JP4402558B2 (ja) | 2004-10-01 | 2004-10-01 | 開口合成超音波探傷装置及びその方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006105657A true JP2006105657A (ja) | 2006-04-20 |
| JP4402558B2 JP4402558B2 (ja) | 2010-01-20 |
Family
ID=36375589
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004289863A Active JP4402558B2 (ja) | 2004-10-01 | 2004-10-01 | 開口合成超音波探傷装置及びその方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4402558B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010113509A1 (ja) * | 2009-04-02 | 2010-10-07 | 株式会社 東芝 | 超音波検査装置及び超音波検査方法 |
| JP2011252759A (ja) * | 2010-06-01 | 2011-12-15 | Mitsubishi Heavy Ind Ltd | 超音波探傷システム |
| JP2014077804A (ja) * | 2006-11-29 | 2014-05-01 | Bwx Technologies Inc | 任意の表面輪郭を有する部材の超音波浸漬検査 |
| CN114689104A (zh) * | 2022-03-23 | 2022-07-01 | 天津水泥工业设计研究院有限公司 | 一种大型烟道用超声波传感设备自校准系统及方法 |
-
2004
- 2004-10-01 JP JP2004289863A patent/JP4402558B2/ja active Active
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014077804A (ja) * | 2006-11-29 | 2014-05-01 | Bwx Technologies Inc | 任意の表面輪郭を有する部材の超音波浸漬検査 |
| WO2010113509A1 (ja) * | 2009-04-02 | 2010-10-07 | 株式会社 東芝 | 超音波検査装置及び超音波検査方法 |
| JP2010243227A (ja) * | 2009-04-02 | 2010-10-28 | Toshiba Corp | 超音波検査装置及び超音波検査方法 |
| CN102369433A (zh) * | 2009-04-02 | 2012-03-07 | 株式会社东芝 | 超声波检查装置以及超声波检查方法 |
| US8429973B2 (en) | 2009-04-02 | 2013-04-30 | Kabushiki Kaisha Toshiba | Ultrasonic inspection device and ultrasonic inspection method |
| EP2416151A4 (en) * | 2009-04-02 | 2017-04-12 | Kabushiki Kaisha Toshiba | Ultrasound inspection device and ultrasound inspection method |
| JP2011252759A (ja) * | 2010-06-01 | 2011-12-15 | Mitsubishi Heavy Ind Ltd | 超音波探傷システム |
| CN114689104A (zh) * | 2022-03-23 | 2022-07-01 | 天津水泥工业设计研究院有限公司 | 一种大型烟道用超声波传感设备自校准系统及方法 |
| CN114689104B (zh) * | 2022-03-23 | 2024-01-12 | 天津水泥工业设计研究院有限公司 | 一种大型烟道用超声波传感设备自校准系统及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4402558B2 (ja) | 2010-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105424818B (zh) | 无损焊缝检验中的动态选通的系统和方法 | |
| JP2013140112A (ja) | 超音波損傷検出装置及び超音波損傷検出方法 | |
| JP2007046913A (ja) | 溶接構造体探傷試験方法、及び鋼溶接構造体探傷装置 | |
| JP2007187593A (ja) | 配管検査装置及び配管検査方法 | |
| JP2012122807A (ja) | ろう接接合部の超音波探傷装置および方法 | |
| US20170328869A1 (en) | Piping inspection apparatus | |
| JP4412180B2 (ja) | レーザー超音波探傷法、及びレーザー超音波探傷装置 | |
| EP3575740A1 (en) | Measuring device and processing device | |
| US20020184950A1 (en) | Non-contact inspection system for large concrete structures | |
| JP4402558B2 (ja) | 開口合成超音波探傷装置及びその方法 | |
| JP6591282B2 (ja) | レーザ超音波検査方法、接合方法、レーザ超音波検査装置、および接合装置 | |
| WO2015111143A1 (ja) | 溶接部を検査する超音波探傷装置および溶接部を検査する超音波探傷方法、それを用いた鉄道車両構体の製造方法 | |
| JP2007192646A (ja) | 容器検査装置及び容器検査方法 | |
| JP7050511B2 (ja) | 溶接部探傷装置と方法 | |
| US20210302828A1 (en) | Systems and methods using mask pattern measurements performed with compensated light signals | |
| JP2010019618A (ja) | レーザ超音波探傷装置 | |
| JP5118339B2 (ja) | 超音波探傷装置および方法 | |
| JP2019164010A (ja) | 光学検査装置、半導体素子及び光学検査方法 | |
| JP2008151588A (ja) | 二層ベローズの欠陥評価方法及びこれに用いる渦流探傷装置 | |
| JP2008111742A (ja) | ホイール溶接部の非破壊検査方法及び装置 | |
| JP7372209B2 (ja) | 超音波検査装置 | |
| Kwan et al. | TFM Acoustic Influence Map | |
| WO2022230648A1 (ja) | 超音波探傷装置 | |
| JP2002267638A (ja) | 溶接継手の超音波探傷試験方法 | |
| Ganhao | Sizing with time-of-flight diffraction |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090701 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090714 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090902 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20091006 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20091029 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4402558 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121106 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121106 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131106 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |