JP2006074243A - カメラモジュールの製造方法 - Google Patents
カメラモジュールの製造方法 Download PDFInfo
- Publication number
- JP2006074243A JP2006074243A JP2004253111A JP2004253111A JP2006074243A JP 2006074243 A JP2006074243 A JP 2006074243A JP 2004253111 A JP2004253111 A JP 2004253111A JP 2004253111 A JP2004253111 A JP 2004253111A JP 2006074243 A JP2006074243 A JP 2006074243A
- Authority
- JP
- Japan
- Prior art keywords
- molded body
- camera module
- manufacturing
- molded
- lens
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Landscapes
- Lens Barrels (AREA)
- Transforming Light Signals Into Electric Signals (AREA)
- Studio Devices (AREA)
Abstract
【課題】 本発明は、センサチップやレンズホルダを複数のモールド成型体に対して一括に搭載することのできるカメラモジュールの製造方法を提供することを課題とする。
【解決手段】 カメラモジュール2は、モールド成型体6に取り付けられたレンズ4−1,4−2とセンサチップ8と、モールド成型体6にモールドされたプロセッサチップ12とを有する。モールド成型体6が複数個繋がった状態で成型された樹脂成型体20を準備し、樹脂成型体20のモールド成型体6に相当する部分の各々に対してセンサチップ8とレンズホルダ4−4をそれぞれ一括して取り付ける。その後、樹脂成型体20を切断してモールド成型体6を個片化する。
【選択図】 図2
【解決手段】 カメラモジュール2は、モールド成型体6に取り付けられたレンズ4−1,4−2とセンサチップ8と、モールド成型体6にモールドされたプロセッサチップ12とを有する。モールド成型体6が複数個繋がった状態で成型された樹脂成型体20を準備し、樹脂成型体20のモールド成型体6に相当する部分の各々に対してセンサチップ8とレンズホルダ4−4をそれぞれ一括して取り付ける。その後、樹脂成型体20を切断してモールド成型体6を個片化する。
【選択図】 図2
Description
本発明はカメラモジュールに係り、特にセンサチップと撮像用レンズを一体化してパケージしたカメラモジュールの製造方法に関する
近年、小型カメラが組み込まれた携帯電話機やハンディパソコン(携帯型パーソナルコンピュータ)の開発が進められている。例えば、小型カメラを備えた携帯電話機は、通話者の映像を内蔵の小型カメラにより撮像して画像データとして取り込み、通話相手にその画像データを送信することができる。このような小型カメラは、一般的にCMOSセンサとレンズとにより構成される。すなわち、レンズによりCMOSセンサ上に光学的に像を形成に、CMOSセンサにより像に対応した電気信号を生成する。
携帯電話機やハンディパソコンはより一層の小型化が進められており、これらに使用される小型カメラにも小型化が要求されている。このようなカメラへの小型化の要求を満足するために、レンズとCMOSセンサとを一体化して形成したカメラモジュールが開発されている。
従来のカメラモジュールの製造方法によれば、モールド工程→LFエッチング工程→PKGダイシング工程→PKG搭載工程→センサチップ搭載工程→洗浄工程→レンズ搭載工程→試験工程という一連の工程を行なうことにより小型カメラとしてのカメラモジュールを製造する。
モールド工程では半導体チップを搭載した基板(リードフレーム(LF)と称する)上で半導体チップをモールドすることによりカメラモジュールの本体となるモールド成型体を形成する。この際、製造効率を高めるために、複数のモールド成型体を一体的に形成することが一般的である。LFエッチング工程では外部端子として機能する部分のみを残してリードフレームをエッチンにより除去する。これにより、モールド成型体の底面に突起状の端子が形成される。その後、パッケージ(PKG)ダイシング工程において、繋がって形成されている複数のモールド成型体をダイシングして個片化する。次に、PKG搭載工程において、個片化されたモールド成型体はフレキシブル基板に搭載され、センサチップ搭載工程において各モールド成型体にセンサチップが搭載される。その後、センサチップが搭載されたモールド成型体を洗浄し、レンズ搭載工程において、モールド成型体にレンズ部が搭載される。最後にカメラモジュールの試験が行われ、カメラモジュールの製造が完了する。
特開2003−131112号公報
特開2002−185826号公報
特開2002−185827号公報
上述のように、従来のカメラモジュールの製造方法によれば、LFエッチング後直ちにPKGダイシングが行なわれ、モールド成型体は個片化される。このため、センサチップ搭載工程からレンズ搭載工程までの工程では、個片化されたモールド成型体(PKG単位)がフレキシブル基板に搭載された状態で行なわれる。すなわち、個片化されたモールド成型体の各々はフレキシブル基板に搭載されて固定された状態で、フレキシブル基板と一体となった状態でセンサチップやレンズホルダを搭載する工程が進められる。したがって、センサチップやレンズホルダを搭載する工程は個片化されたモールド成型体の各々に対して別個に行なわれることとなる。このため、複数のモールド成型体を一括してセンサチップやレンズホルダを搭載することはできず、製造工程が非効率的であるといった問題があった。
本発明は上述の問題点に鑑みなされたものであり、センサチップやレンズホルダを複数のモールド成型体に対して一括に搭載することのできるカメラモジュールの製造方法を提供することを目的とする。
上述の目的を達成するために、本発明によれば、モールド成型体に取り付けられたレンズと撮像素子と、該モールド成型体にモールドされた半導体素子とを有するカメラモジュールの製造方法であって、前記モールド成型体が複数個繋がった状態で成型された樹脂成型体を準備し、該樹脂成型体の前記モールド成型体に相当する部分の各々に対して前記カメラモジュールの構成部品を一括して取り付け、該構成部品が取り付けられた状態で、前記樹脂成型体を切断して前記モールド成型体を個片化することを特徴とするカメラモジュールの製造方法が提供される。
上述のカメラモジュールの製造方法において、前記構成部品は、前記レンズを保持するためのレンズホルダ及び前記撮像素子の少なくとも一方であることが好ましい。また、前記構成部品を前記樹脂成型体に取り付ける際に、前記樹脂成型体における前記モールド成型体の配列と同じ配列で前記構成部品を真空吸着装置で保持しながら、前記構成部品を一括に前記樹脂成型体上に配置することが好ましい。さらに、前記構成部品を一括に前記樹脂成型体状に配置する際に、前記構成部品の各々を個別に微小移動して前記モールド成型体の配列に一致するように位置補正することが好ましい。また、前記モールド成型体を個片化した後に、前記モールド部品を基板に搭載することとしてもよい。
上述の本発明によれば、レンズホルダや撮像素子などの構成部品をモールド成型体に取り付けるまでは、複数のモールド成型体は繋がって形成されたままであり、複数のモールド成型体に対して構成部品を一括して搭載することができる。モールド成型体が繋がったまま構成部品の搭載工程が実施されるので、モールド成型体の取り扱いが容易であり、製造工程が効率的となって生産性が向上する。
次に本発明の実施の形態について図面を参照しながら説明する。
まず、本発明によるカメラモジュールの製造方法が適用可能なカメラモジュールの一例について、図1を参照しながら説明する。
図1に示すカメラモジュール2は、大別して、レンズ部4と、モールド成型体6と、センサチップ8と、フレキシブル基板10とより構成される。レンズ部4は、2枚のレンズ4−1,4−2と、これを保持するレンズバレル4−3と、レンズバレル4−3を保持するレンズホルダ4−4とよりなる。レンズホルダ4−4はモールド成型体6に取り付けられる。モールド成型体6の内部には半導体素子としてプロセッサチップ12がモールドされている。モールド成型体の内部には、プロセッサチップ12の動作に関連した能動素子として図1に示す例ではチップコンデンサ14もモールドされている。
モールド成型体には貫通開口が形成されており、レンズ部4は開口を覆うようにモールド成型体6に取り付けられる。具体的にはレンズ部4のレンズホルダ4−4が接着剤によりモールド成型体6に固定される。一方、撮像素子としてのセンサチップ8の電極は、モールド成型体の貫通開口を介してレンズ部4のレンズ4−1,4−2に対向する位置に、受光面をレンズ4−2に向けた状態でモールド成型体6の底面に形成された端子に接続されている。したがって、レンズを通過した光は貫通開口を通過してセンサチップ8の受光面に入射し、受光面上に像が形成される。この像はセンサチップ8により電気信号に変換され、プロセッサチップ12により処理されて画像信号となり、フレキシブル基板10を介して外部の回路に出力される。
なお、レンズ4−2の下側には、ローパスフィルタ16が配置される。また、フレキシブル基板10は画像信号を外部に出力するための基板であるが、画像処理用の半導体チップや他の電子回路部品18を搭載することもできる。
モールド成型体6は、いわゆるバンプチップキャリア(BCC)構造の半導体装置として機能する。すなわち、モールド成型体6の底面には樹脂突起が形成され、樹脂突起の表面に端子が形成されている。また、モールド成型体6の底面には配線パターンも形成されセンサチップ8、プロセッサチップ12、フレキシブル基板10は電気的に接続されている。
以上のような構成のカメラモジュール2は、例えば携帯電話やポータブルコンピュータに内蔵され、周囲の映像を撮像して画像信号を得るためのカメラとして機能する。
次に、本発明によるカメラモジュールの製造方法について説明する。本発明によるカメラモジュールの製造方法によれば、モールド成型体を複数個繋がった状態で形成し、その各々に対してセンサチップとレンズを搭載した後で、モールド成型体を個片化する。従来のカメラモジュールの製造方法のようにモールド成型体を形成した後直ちに個片化しないため、センサチップとレンズを複数のモールド成型体に対して一括して搭載することができる。
本発明によるカメラモジュールの製造工程では、まず、従来と同様に基板(リードフレーム)上に半導体チップであるプロセッサチップ12を搭載し、リードフレーム上でプロセッサチップ12をモールドしてモールド成型体6を形成する。リードフレームは複数のモールド成型体6が形成できるような大きさであり、モールド成型体6は樹脂で繋がった状態で複数個リードフレーム上に形成される。複数のモールド成型体6が形成された後リードフレームをエッチングして除去し、各モールド成型体6の貫通開口を有する底面を露出させる。なお、リードフレームを除去することにより各モールド成型体6の底面にはパターン配線及び端子が露出する。
続いて、モールド成型体6が繋がって形成された樹脂成型体20上にセンサチップ8を搭載する。樹脂成型体20上に複数のセンサチップ8を一括して搭載する工程を図2に示す。図2において、樹脂成型体20は9×3=27個のモールド成型体6を一体的に形成したものであり、27個の貫通開口20aが形成されている。
上述のような樹脂成型体20に対して、27個のセンサチップ8を一括して搭載するために、搭載位置に合わせてセンサチップ8を整列して保持する。センサチップ8の保持は真空吸着装置22により行なう。真空吸着装置22で吸着・保持された27個のセンサチップ8は、モールド成型体6と同じ配列で配置されており、真空吸着ヘッド22全体を図2に示すように樹脂成型体20の上方に配置して、27個のセンサチップ8を一括して対応するモールド成型体6に搭載する。
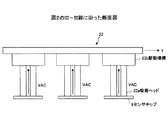
ここで、27個のセンサチップ8の位置は、対応するモールド成型体の所定の位置に合うように調整する必要がある。そこで、図3に示すように、真空吸着装置22の各センサチップを個別に吸着する吸着ヘッド22aに、XY方向に微小移動可能な駆動機構22bを設けている。図3は図2のIII−III線に沿った断面図である。図3に示すように、真空吸着装置22には、センサチップ8の各々を個別に吸着する吸着ヘッド22aが設けられ、各吸着ヘッド22aは駆動機構22bにより個別にXY方向に微小移動可能となっている。
センサチップ8を一括して樹脂成型体20に実装する際、樹脂成型体20における各モールド成型体6のセンサチップを実装する位置(あるいは位置を示すようなマーク)を画像認識し、画像認識による位置検出結果に基づいて駆動機構22bを駆動し、各吸着ヘッド22bのXY方向位置を個別に調整して位置補正を行う。樹脂成型体20は樹脂モールド品のためセンサチップ8を搭載する位置が僅かではあるがばらつくおそれがあり、またセンサチップ8を吸着ヘッド22aで吸着する際にも各センサチップ8の位置がばらつくおそれがある。このような要因によるセンサチップ8の取り付け位置のばらつきを補正するために吸着ヘッド22aに対して個別に駆動機構22bを設けている。
センサチップ8の取り付けが終了すると、次に、カメラモジュール2のレンズ部4となるレンズホルダ4−4を、樹脂成型体20に取り付ける。この際、27個のレンズホルダ4−4は、上述の真空吸着装置22又は同様な真空吸着装置を用いて一括に樹脂成型体20に取り付けられる。
以上の製造工程によれば、カメラモジュール2となるモールド成型体6が複数個繋がって形成された樹脂成型体20に対して、一括してセンサチップ8及びレンズホルダ4−4が取り付けられるので、複数個(この例では27個)のカメラモジュール2をまとめて処理することができ、製造工程を簡素化して効率的にカメラモジュールを製造することができる。
以上のように複数個一括して処理されて、センサチップ8及びレンズホルダ4−4が取り付けられた樹脂成型体20は、図4及び図5に示すように真空吸着テーブル24に吸着・固定され、ダイシングソーによりダイシングされて個片化される。真空吸着テーブル24は、図4に示すようにレンズホルダ4−4を収容する凹部又は孔24aと真空吸着用孔24bとを有する。図6は図5のVI−VI線に沿った断面図である。センサチップ8及びレンズホルダ4−4が取り付けられた樹脂成型体20のモールド成型体6に対応する部分の各々からはレンズホルダ4−4が突出しているので、レンズホルダ4−4が孔24aに収容された状態で真空吸着テーブル上に載置され、真空吸着用孔24bを介して吸着することにより、樹脂成型体20はセンサチップ8が上を向いた状態で真空吸着用孔24b上に固定される。
なお、レンズホルダ4−4の内部には、後からレンズ4−1,4−2及びローパスフィルタ16などの光学部品が組み込まれるため、レンズ4−4の内部を清浄に保つ必要がある。そこで、図6に示すように、真空吸着テーブル24の上面にシリコンゴムなどの防水シート26が設けられており、樹脂成型体20が真空吸着テーブル24に吸着された状態で樹脂成型体20と真空吸着テーブル24との間に挟まれてシールするようになっている。これにより、ダイシング時の冷却水やダイシングの切り屑が孔24aに進入しないようにシールされ、レンズホルダ4−4の内部に水や塵埃が入らないようになっている。
なお、本実施例では真空吸着テーブルを用いたが、これに限られず、樹脂成型体20を固定できるものであれば、例えば粘着テープによる貼り付けであってもかまわない。
樹脂成型体22を真空吸着用孔24b上に吸着・固定した後、ダイシングソーにより各モールド成型体6の繋がった部分を切り離すことにより、モールド成型体6に個片化される。次に、個片化された各モールド成型体6には、レンズ4−1,4−2及びローパスフィルタ16などの光学部品が組み込まれ、フレキシブル基板に搭載された後、試験が行われ、カメラモジュールとして完成する。
以上のように、従来のカメラモジュールの製造方法では、1)リードフレームエッチング→2)PKGダイシング→3)PKGをフレキシブル基板に搭載→4)センサチップ搭載→5)洗浄→6)レンズホルダ搭載→7)試験、といった工程をとっていたが、本発明によるカメラモジュールの製造方法によれば、1)リードフレームエッチング→2)センサチップ搭載→3)洗浄→4)レンズ搭載→5)PKGダイシング→6)PKGをフレキシブル基板に搭載→7)試験といった順序となる。すなわち、従来の製造方法では、リードフレームを除去した直後にダイシングによりモールド成型体を個片化してしまい、その後は各モールド成型体について個別にセンサチップやレンズホルダを取り付けていたが、本発明によるカメラモジュールの製造方法によれば、リードフレームをエッチングにより除去した後、モールド成型体が繋がったままの状態でセンサチップ及びレンズホルダを取り付けるため、複数個のモールド成型体を一括して処理することができ、モールド成型体のハンドリングが簡単であり、効率的な製造工程となって生産性を向上することができる。
2 カメラモジュール
4 レンズ部
4−1,4−2 レンズ
4−3 レンズバレル
4−4 レンズホルダ
6 モールド成型体
8 センサチップ
10 フレキシブル基板
12 プロセッサチップ
14 チップコンデンサ
16 ローパスフィルタ
18 電子回路部品
20 樹脂成型体
22 真空吸着装置
22a 吸着ヘッド
22b 駆動機構
24 真空吸着テーブル
24a 穴
24b 真空吸着用孔
26 防水シート
4 レンズ部
4−1,4−2 レンズ
4−3 レンズバレル
4−4 レンズホルダ
6 モールド成型体
8 センサチップ
10 フレキシブル基板
12 プロセッサチップ
14 チップコンデンサ
16 ローパスフィルタ
18 電子回路部品
20 樹脂成型体
22 真空吸着装置
22a 吸着ヘッド
22b 駆動機構
24 真空吸着テーブル
24a 穴
24b 真空吸着用孔
26 防水シート
Claims (5)
- モールド成型体に取り付けられたレンズと撮像素子と、該モールド成型体にモールドされた半導体素子とを有するカメラモジュールの製造方法であって、
前記モールド成型体が複数個繋がった状態で成型された樹脂成型体を準備し、
該樹脂成型体の前記モールド成型体に相当する部分の各々に対して前記カメラモジュールの構成部品を一括して取り付け、
該構成部品が取り付けられた状態で、前記樹脂成型体を切断して前記モールド成型体を個片化する
ことを特徴とするカメラモジュールの製造方法。 - 請求項1記載のカメラモジュールの製造方法であって、
前記構成部品は、前記レンズを保持するためのレンズホルダ及び前記撮像素子の少なくとも一方であることを特徴とするカメラモジュールの製造方法。 - 請求項1又は2記載のカメラモジュールの製造方法であって、
前記構成部品を前記樹脂成型体に取り付ける際に、前記樹脂成型体における前記モールド成型体の配列と同じ配列で前記構成部品を真空吸着装置で保持しながら、前記構成部品を一括に前記樹脂成型体上に配置することを特徴とするカメラモジュールの製造方法。 - 請求項3記載のカメラモジュールの製造方法であって、
前記構成部品を一括に前記樹脂成型体状に配置する際に、前記構成部品の各々を個別に微小移動して前記モールド成型体の配列に一致するように位置補正することを特徴とするカメラモジュールの製造方法。 - 請求項1乃至4のうちいずれか一項記載のカメラモジュールの製造方法であって、
前記モールド成型体を個片化した後に、前記モールド部品を基板に搭載することを特徴とするカメラモジュールの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004253111A JP2006074243A (ja) | 2004-08-31 | 2004-08-31 | カメラモジュールの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004253111A JP2006074243A (ja) | 2004-08-31 | 2004-08-31 | カメラモジュールの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006074243A true JP2006074243A (ja) | 2006-03-16 |
Family
ID=36154412
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004253111A Withdrawn JP2006074243A (ja) | 2004-08-31 | 2004-08-31 | カメラモジュールの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2006074243A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007108414A1 (ja) | 2006-03-17 | 2007-09-27 | Nikon Corporation | 露光装置及びデバイス製造方法 |
| KR100846623B1 (ko) * | 2008-02-20 | 2008-07-16 | (주)네오스톰 | 카메라 모듈을 위한 fpcb 및 pcb 컷팅 금형 |
| CN101839800A (zh) * | 2009-03-17 | 2010-09-22 | 鸿富锦精密工业(深圳)有限公司 | 镜头固持装置 |
| JP2018196103A (ja) * | 2017-05-12 | 2018-12-06 | 海華科技股▲分▼有限公司 | 携帯型電子装置、画像撮影モジュール及び載置ユニット |
-
2004
- 2004-08-31 JP JP2004253111A patent/JP2006074243A/ja not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007108414A1 (ja) | 2006-03-17 | 2007-09-27 | Nikon Corporation | 露光装置及びデバイス製造方法 |
| KR100846623B1 (ko) * | 2008-02-20 | 2008-07-16 | (주)네오스톰 | 카메라 모듈을 위한 fpcb 및 pcb 컷팅 금형 |
| CN101839800A (zh) * | 2009-03-17 | 2010-09-22 | 鸿富锦精密工业(深圳)有限公司 | 镜头固持装置 |
| CN101839800B (zh) * | 2009-03-17 | 2013-06-05 | 鸿富锦精密工业(深圳)有限公司 | 镜头固持装置 |
| JP2018196103A (ja) * | 2017-05-12 | 2018-12-06 | 海華科技股▲分▼有限公司 | 携帯型電子装置、画像撮影モジュール及び載置ユニット |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102761697B (zh) | 基于晶片的照相模块及其制造方法 | |
| CN101310381B (zh) | 半导体封装及其制造方法、半导体模块和电子设备 | |
| CN101652695B (zh) | 晶片级相机模块及制造方法 | |
| US7964945B2 (en) | Glass cap molding package, manufacturing method thereof and camera module | |
| JP5814962B2 (ja) | 底部にキャビティを備えるウエハーレベル光学部品とフリップチップ組立を用いた小型フォームファクタモジュール | |
| US7408205B2 (en) | Digital camera module | |
| CN109274876B (zh) | 感光组件及其封装方法、镜头模组、电子设备 | |
| US7539412B2 (en) | Camera module with first and second image sensor chips, holders and lens | |
| KR20030091389A (ko) | 이미지 센서 모듈 및 그 제작 공정 | |
| CN101490786A (zh) | 具有预先模制好的透镜壳体的相机模块及制造方法 | |
| JP2010525412A5 (ja) | ||
| JP2008258949A (ja) | 固体撮像装置 | |
| JP2004260155A (ja) | リードレスリードフレーム電子パッケージ及びこれを組み込んだセンサモジュール | |
| JP2007282195A (ja) | カメラレンズモジュールおよびその製造方法 | |
| JP4932745B2 (ja) | 固体撮像装置およびそれを備えた電子機器 | |
| JP2006074243A (ja) | カメラモジュールの製造方法 | |
| JP4145619B2 (ja) | 光モジュール及びその製造方法、回路基板並びに電子機器 | |
| JP2007306387A (ja) | カメラモジュール及びその製造方法 | |
| KR100399640B1 (ko) | 촬상 소자 모듈 패키지 | |
| JP4138436B2 (ja) | 光モジュール、回路基板及び電子機器 | |
| CN113972228B (zh) | 影像感测组件、影像传感器模组及其制造方法和电子设备 | |
| KR20040001445A (ko) | 이미지 센서 모듈 하우징 | |
| CN102055886A (zh) | 整合影像传感器、对焦驱动装置及驱动电路的整合模块 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20071106 |