JP2005514216A - 研磨製品およびその製造方法 - Google Patents
研磨製品およびその製造方法 Download PDFInfo
- Publication number
- JP2005514216A JP2005514216A JP2003557752A JP2003557752A JP2005514216A JP 2005514216 A JP2005514216 A JP 2005514216A JP 2003557752 A JP2003557752 A JP 2003557752A JP 2003557752 A JP2003557752 A JP 2003557752A JP 2005514216 A JP2005514216 A JP 2005514216A
- Authority
- JP
- Japan
- Prior art keywords
- abrasive
- abrasive product
- resin
- coating
- flexible
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/001—Manufacture of flexible abrasive materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/001—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as supporting member
- B24D3/002—Flexible supporting members, e.g. paper, woven, plastic materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Abstract
本発明は、略平面配列のパターンで互いに連結された多数の分離された弾性体であって、近接する連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材と、少なくとも第1の表面を研磨表面とさせる研磨粒子とを含む可撓性研磨製品を提供する。研磨剤を製造する方法は、基材を提供し、研磨粒子を少なくとも第1の表面に提供して研磨表面を与えることにより提供される。
Description
本発明は、一般に、基材に開口部を与えるため隔置され、分離されているが連結された多数の本体を含む基材上に研磨コーティングを含む可撓性研磨製品に関する。
サンディング操作の通常の目的は、望ましくない材料をサンディングしている表面から除去して、後のコーティング操作のためにその表面を整えることである。一般的に、これら2つの目的は正反対のものである。望ましくない材料を適当な時間で表面から除去するには、粗い研磨剤を用いることが必要とされ、一方、後のコーティング操作のために表面を整えるには細かい研磨剤を用いることが必要とされる。このように、操作者は、両方の目的を達成するために、徐々にグリットが細かくなっていくサンドペーパーによって表面を多数回にわたってサンディングしなければならない。粗いサンドペーパーは望ましくない材料を即時に除去する。しかしながら、徐々に細かいサンドペーパーになるにつれて、粗いサンドペーパーにより表面に残った許容されない深い掻き傷を除去する必要がある。このサンディングプロセスを全体から考えると、労力が要り、時間が無駄であり、望ましくない。サンドペーパーのメーカーはこの板挟み状態を認識しており、問題を解消すべく多くの製品を提供している。
従来のサンドペーパーは、通常、研磨鉱物粒子を、比較的可撓性でない接着剤を備えた、薄く比較的剛性のノンポーラスな紙バッキングに接合することにより製造される。この構造だと、良好な初期除去(切断)量だが、深い掻き傷パターンの製品となり、製品の寿命があまり長くなく望ましくない。従来のサンドペーパーの除去量および深い掻き傷という特徴は、製品の比較的剛性のある性質に起因するものである。さらに、バッキングのノンポーラスな性質が、サンディング中に生成される塵芥を捕らえることにより従来のサンドペーパーの寿命を短くしている。この捕捉された塵芥が、サンドペーパーの研磨表面を詰まらせて、除去量が制限されてしまう。さらに、薄く滑りやすい従来のサンドペーパーだと製品の保持および使用を難しくさせる。
かかる平滑なサンドペーパーは、多くの商業的用途において広く使われているが、ミネソタマイニング・アンド・マニュファクチュアリング社(Minnesota Mining and Manufacturing Company)(3M)のような研磨剤メーカーでは、従来のサンドペーパーの上述した欠陥を認識しており、上述した問題を解決するべく他の種類のサンディング製品を紹介している。3Mは、スモールエリアサンディングスポンジ(SMALL AREA SANDING SPONGE)カタログ番号907という商品名で研磨剤コートスポンジをかかる製品の一例として紹介した。従来のサンディングスポンジ製品は、通常、研磨鉱物粒子を、比較的可撓性の接着剤を備えた、比較的薄い合成発泡バッキングに接合することにより製造される。主面全てにノンポーラスな研磨剤表面を備えた最終サンディングスポンジの厚さは、通常、5mm〜25mmである。この製品の可撓性の構造によって、サンディングされた表面は、これに匹敵するグリットサイズを用いて同表面をサンディングするときの従来のサンドペーパーよりも細かい掻き傷パターンとなり、一方、構造の厚さによって握り易く使い心地が良くなる。しかしながら、従来のサンディングスポンジの可撓性によって除去(切断)量が減じる。従来のサンドペーパー同様、従来のサンディングスポンジのノンポーラスな表面がサンディング中に生成されるダストを捕捉して、研磨剤表面を詰まらせて、さらに除去量が少なくなる。
特許文献1(ミュラージュニア(Mueller,Jr.))には、規則的な間隔の複数の突起または規則的な間隔の隆起領域を有する開放織または編メッシュ布地と、それにボンドされた砥粒と、ボンドされた砥粒のないバッキングシートとを含むコート研磨製品が開示されている。
特許文献2(ゲータ(Gaeta)ら)には、少なくとも20%の表面積がボイドであり、バインダーのメーカーコートによりコートされて、砥粒を付加し、バインダーのサイズコーティングによりオーバーコートされて研磨製品が与えられる、仕上げされていない生機メッシュ布地を含むメッシュ裏打研磨材料が開示されている。
特許文献3(ダージー(Darjee))には、弾性織布のような織および編材料から選択された基材と、間隔をあけて不連続なパターンで基材に直接ボンドされた研磨粒子とを含むコート研磨剤が開示されている。
2001年6月21日に公開された特許文献4には、研磨粒子を多くの開口部を備えたテキスタイル構造に接合することにより作成されたサンディング布地が開示されている。
特許文献5(ティンテルノット(Tintelnot))には、砥粒が埋め込まれていてもよい異なる高さの連続形成された隆起突出畦を備えた少なくとも1つの研磨面を有する可撓性の開放穿孔クリーニング体が開示されている。
米国特許第2,984,052号公報
米国特許第5,578,343号公報
米国特許第5,637,386号公報
独国実用新案DE201 11 245 U1号公報
米国特許第6,099,776号公報
上記の開示文献にもかかわらず、サンディング操作により生成される塵芥で簡単に詰まることのない極めてコンフォーマルな研磨製品が必要とされている。
本発明は、研磨されている輪郭表面に対して容易にコンフォーマルであり、手で容易に持つことができ、サンディング装置と共に用いることができつつ、一般的な研磨操作により生成される塵芥で容易に詰まることのない可撓性の研磨製品を提供する。
本発明の一態様は、
a.略平面配列のパターンで互いに連結された多数の分離された弾性体であって、連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材と、
b.少なくとも第1の表面を研磨表面とさせる研磨粒子とを含む可撓性研磨製品を提供するものである。
a.略平面配列のパターンで互いに連結された多数の分離された弾性体であって、連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材と、
b.少なくとも第1の表面を研磨表面とさせる研磨粒子とを含む可撓性研磨製品を提供するものである。
好ましい可撓性研磨製品は、略正方形の本体と、第1の表面が凸面である本体とを含んでいる。好ましい弾性体は、発泡ゴム組成物のようなエラストマー材料から構成されている。
研磨表面を与えるのに好ましいやり方は、第1の表面を硬化性メイクバインダーコーティングでコートし、砥粒を未硬化のメイクバインダーコーティングに適用して、メイクバインダーコーティングを少なくとも部分的に硬化するものである。好ましい実施形態は、サイズコーティングをメイクバインダーコーティングおよび研磨粒子に適用して、コーティングを完全に硬化して、研磨コーティング中の研磨粒子を強固に接合するものである。
更なる態様において、本発明は、
a.略平面配列のパターンで互いに連結された多数の分離された弾性体であって、近接する連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材を提供する工程と、
b.少なくとも第1の表面に研磨粒子を提供して研磨表面を与える工程とを含む可撓性研磨製品の製造方法を提供するものである。
a.略平面配列のパターンで互いに連結された多数の分離された弾性体であって、近接する連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材を提供する工程と、
b.少なくとも第1の表面に研磨粒子を提供して研磨表面を与える工程とを含む可撓性研磨製品の製造方法を提供するものである。
研磨表面を提供する好ましい方法は、第1の表面を硬化性バインダー組成物のメイクコーティングでコートし、研磨粒子を硬化性組成物のメイクコーティングに付着させ、メイクコーティング組成物を少なくとも部分的に硬化することにより提供される。メイクコーティングおよび研磨粒子を、硬化性組成物のサイズコーティングでコートして、サイズコーティング組成物を硬化することも好ましい。
研磨粒子を第1の表面に提供する他の好ましい方法は、研磨粒子を硬化性バインダー組成物と混合することにより、硬化して研磨コーティングとなる混合物を与え、第1の表面を混合物でコートし、硬化性バインダー組成物を硬化するものである。研磨粒子を含有する硬化性バインダー組成物のコーティング後だが硬化前に、コーティングを隆起領域と凹部領域を含むツールの表面と接触させて成形または構造化表面を研磨コーティングに与えるのが好ましい。
成形または構造化研磨コーティングを提供する上述の方法は、本特許出願と同一の譲渡人に譲渡された米国特許第5,435,816号に記載されている。
本発明は、改善された切断レートを有する研磨物品を提供する。「切断レート」とは、ワークピース表面から材料または表面粒子を除去する研磨製品の能力のことを指す。切断レートは、単位時間当たりのワークピースからの重量喪失量である。本発明の研磨製品は、従来のサンドペーパーまたは従来のサンディングスポンジの掻き傷パターンに比べて改善された掻き傷パターンも有している。これらの結果は、数多くの理由から、意外なものであり、予期せぬものである。
第1に、本発明の可撓性研磨物品の表面は、開放マットを形成すべく、物品が隅部で互いに連結された多数の小さな分離された一般に矩形の弾性体(またはピロー)から構成されているため、不連続な研磨表面を有している。弾性体は、小さな開放空間(一般に、弾性体と略同じサイズである)が弾性体の各側に近接するように、チェッカー盤パターンで配置されている。研磨鉱物でコートされると、この配置によって、やや小さな開放総面積を与えるために、開口部によって個々の弾性体表面で分離された比較的大きな研磨総面積を有する研磨表面を備えた研磨物品が得られる。これとは対照的に、従来のサンドペーパーは、約100%の研磨表面と0%の開放空間から構成される連続バッキングにコートされるのが一般的である。サンドペーパーの当業者であれば、従来のサンドペーパーが連続研磨表面を含んでいるということから、本発明の可撓性研磨物品の切断レートが、従来のサンドペーパーの切断レートより少ないと予測するであろう。意外なことに、これは当てはまらない。ペイントサンディング試験において、本発明の製品の切断レートは従来のサンドペーパーとほぼ等価またはやや良好であることを知見した。この意外な結果は、くずを容易に除去できる開放性による、本発明の開放可撓性研磨物品の目詰まり防止性により説明される。「くず」とは、研磨プロセス中に生成される微粒子のことを言う。
各弾性体近傍の開放空間は、サンディングプロセス中に生成されたダストを集める収集体として作用して、サンディングダストを研磨表面から効率的に除去して、予想以上に研磨表面の詰まりが減り、高い除去量が得られる。
第2に、本発明の研磨物品の可撓性基材は発泡状であることから、サンディングされた表面に細かい掻き傷パターンを与える。発泡状バッキングにコートされた研磨鉱物は、サンディングされた表面に、これに匹敵するグリットサイズの研磨剤を有する従来のサンドペーパーによるよりも細かい掻き傷パターンを残す。サンドペーパーの当業者であれば、本発明によりサンディングされた表面に残った掻き傷仕上げパターンが、これに匹敵するグリットサイズの従来のサンディングスポンジにより残るものとは実質的に異なると予測しないであろう。意外なことに、本発明の研磨物品と従来のサンディングスポンジの掻き傷仕上げ試験の結果によれば、本発明の可撓性研磨物品によりサンディングされた表面には、これに匹敵する研磨グリットの従来のサンディングスポンジよりも、大幅に細かい掻き傷パターンが残ることが示される。これらの結果は、小さな研磨コート弾性体のチェッカー盤配置により説明することができる。各研磨コート弾性体は、実質的に小さなサンディングスポンジであり、集まると独特の予想外の結果をもたらす。しかしながら、研磨コート弾性体のチェッカー盤配置はまた、サンディングされた表面に精細仕上げにも寄与する。各研磨コート弾性体は、元々可撓性のジョイントにより近接する研磨コート弾性体に連結されているため、各研磨コート弾性体は、サンディング表面にあるやや異なる通路にも自由に従う。この結果、精細掻き傷仕上げを備えた多数の重なるサンディング通路となる。本発明の可撓性研磨製品における多数の小さな弾性体により、研磨物品を研磨している表面に用いると、多数のサンディング通路が得られる。個々のサンディング通路の多くは、表面仕上げプロセス中互いに重なり合って、予想外の精細サンディング掻き傷パターンを与える。
用語の定義
本発明の可撓性研磨製品について「可撓性」とは、研磨製品が永久歪みなしに折り曲げられ、元の構造へと広げるとまた用いられるほど十分にコンフォーマルであることを意味する。
本発明の可撓性研磨製品について「可撓性」とは、研磨製品が永久歪みなしに折り曲げられ、元の構造へと広げるとまた用いられるほど十分にコンフォーマルであることを意味する。
弾性体について「弾性」とは、圧力下で変形するよう十分に圧縮性でありつつも、圧力を除くと元の構成に戻るように弾性体が形成されている材料のことを参照するためのものである。
弾性体の第1の表面の好ましい構成についての「凸」とは、弾性体の同じ側の側部近傍の周囲表面から遠位に間隔が設けられた高いポイントを第1の表面が有していることを示すためのものである。
「アクリレート」および「多官能性アクリレート」は、メタクリレートのような置換アクリレートも含むことを意味する。
「化学放射線」とは、200〜700ナノメートルの範囲内の波長を有する非微粒子放射線のことを意味する。
「平均アクリレート官能性」とは、1分子当たりのアクリルオキシ基の平均数のことを指し、多官能性アクリレート中のアクリルオキシ基の総数を、多官能性アクリレートの分子の総数で除算することにより求められる。
「平均エポキシ官能性」とは、1分子当たりのエポキシ基の平均数のことを指し、エポキシ樹脂中のエポキシ基の総数を、エポキシ樹脂分子の総数で除算することにより求められる。
「二反応性化合物」は、少なくとも1個のエチレン化不飽和基と少なくとも1個の1,2−エポキシド基を含有するものである。
「エポキシ樹脂」とは、少なくとも1個のエポキシ基を有する少なくとも1種類の化合物を含む組成物のことを指す。
「エポキシ基」とはオキシラニル基のことを指す。
「単官能性アクリレート」とは、1分子当たり1個のアクリルオキシ基を有する化合物のことを指す。
「光開始剤」とは、露光したときに、重合性基を重合可能な物質のことを指す。重合は遊離基であってもカチオン性であってもよい。
「多官能性アクリレート」とは、1を超えるアクリルオキシ官能性を有する化合物のことを指す。
「ポリオール」とは、1を超えるヒドロキシ官能性を有する化合物のことを指す。
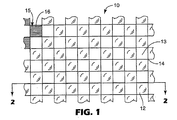
図1および2に示すように、本発明の可撓性研磨製品10は、複数の弾性体12を含む基材11を有しており、弾性体12は、各近接する弾性体12間にあって接触点14で互いに連結された開口部13が与えられるようなパターンで共に保持されている。基材11はゴムの固体シートまたは発泡材料シートを適切にダイカットすることにより得られるが、好ましい基材11は、平行なスレッド20と平行スレッドに交差するスレッド21が、図1に示すようにオフセットパターンで弾性体によりそれぞれが閉じられている開口部を与えるグリッドパターンで含むスクリムを有しているのが好ましい。スクリムは弾性体を含む開放領域において開放されていてもよいが、かかる領域は、さらに強化するために弾性体内に用いられる平行ファイバー16の下部構造15を有しているのが好ましい。
かかる基材は、硬化するとポリ塩化ビニル(PVC)発泡体を形成する液体にスクリムを浸漬し、浸漬したスクリムをオーブンに入れて組成物を膨張および固化させることにより形成される。これらの基材は周知であり、ジョージア州カルホウンのグリプテックスインダストリーズ社(Griptex Industries,Inc.,Calhoun,GA)よりオムニ−グリップ(OMNI−GRIP)、マキシ−グリップ(MAXI−GRIP)、ウルトラグリップ(ULTRA GRIP)およびエールグリップ(EIRE−GRIP)およびロック−グリップ(LOC−GRIP)という商品名で市販されている。これらの製品は、米国特許第5,707,903号(ショッテンフェルド(Shottenfeld))に従って作成してもよい。
これらの特定の市販の基材は、高温硬化温度を必要とするバインダー前駆体を硬化させるために加熱すると悪変化する場合がある。低温硬化を必要とする特定の脂環式エポキシバインダー前駆体だとこの問題が排除されることが分かっている。本発明の製品を作成するのに有用な熱硬化性樹脂状接着剤としては、エポキシ樹脂、ビニルエーテル樹脂、アクリレート樹脂、アクリル化イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂およびこれらの組み合わせが例示されるがこれらに限られるものではない。好ましい放射線硬化性バインダー前駆体は脂環式エポキシ樹脂である。かかる脂環式エポキシバインダー前駆体としては、ダウケミカル社(Dow Chemical Company)よりERL4299、ビス−3,4−ヘキシルメチル脂環式エポキシ樹脂とERL4221、脂環式エポキシ樹脂(両者ともミシガン州ミッドランドのダウケミカル(Dow Chemical,Midland,Michigan)より入手可能)が例示される。
スクリムは、スクリム表面に沿って間隔をあけた断続的な開口部を有する織または編網目構造の天然または合成繊維からできていてもよい。スクリムは、均一なパターンの織布である必要はないが、不織ランダムパターンを含んでいてもよい。このように、開口部はあるパターンか不規則間隔のいずれかとすることができる。スクリム網目構造開口部は矩形であってもよいし、あるいは、ダイヤモンド形、三角形、多角形またはこれらの形状の組み合わせをはじめとするその他形状を有していてもよい。
複数の近接する開口部を含むグリッドを与えるためにスクリムが第1の方向に第1組の列の分離ファイバーと、第2の方向に第2組のファイバーとを含んでおり、弾性体が交互の開口部に配置されていて、弾性体間の開口部には弾性体がないのが好ましい。スクリムはまた、織または編ファイバーメッシュ、合成繊維メッシュ、天然繊維メッシュ、金属繊維メッシュ、成形熱可塑性ポリマーメッシュ、成形熱硬化性ポリマーメッシュ、穿孔シート材料、スリットおよび伸張シート材料およびこれらの組み合わせからなる群より選択されるオープンメッシュを含んでいてもよい。
弾性体の組成物は発泡、非発泡体のいずれでも構わず、これらに限られるものではないが、ポリウレタン樹脂、ポリ塩化ビニル樹脂、エチレン酢酸ビニル樹脂、合成または天然ゴム組成物、アクリレート樹脂およびその他好適なエラストマー樹脂組成物をはじめとするその他様々なエラストマー材料から構成されていてもよい。
基材は、弾性体の総面積に比べて、約20%〜約80%、より好ましくは約30%〜約60%の弾性体間に累積的な開放性を与える開放性を弾性体間に有するという特徴がある。
基材は手持形に便利になるような十分な厚さを有している。厚さは、弾性体の第1の表面の最高点と、弾性体の第2の表面の間で測る。厚さは、好ましくは約1mm〜約15mm、より好ましくは約3mm〜約10mmである。
弾性体は正方形または矩形形状であるのが好ましいが、弾性体は、これらに限られるものではないが、正方形、矩形、三角形、円形および多角形をはじめとする使い勝手のよい幾何形状であってよい。弾性体の形状は均一であるのが好ましいが、そうである必要はない。弾性体は、長手方向の列と交差方向に位置合せされるが、研磨製品を一方向、例えば、長手方向のみにしか動かさないサンディング操作においては、長手方向に位置合せされた研磨剤カバーの弾性体は、研磨される表面に望ましくない掻き傷パターンを生成するため、用途によっては位置合せされない方が好ましい。
弾性体の寸法は約2〜約25mm、好ましくは5〜10mmで変化させてもよい。「各寸法」とは、矩形の場合には、側部の寸法、円形の場合には直径、または不規則形状の場合には最大寸法のことを指す。弾性体の形状は定義された形状である必要はなく、不規則な形状とすることができる。弾性体の寸法を参照するとき、寸法には、1つの側から他の方向へ測定したときの、本体の長手方向または交差方向の幅または最大寸法が含まれるものとする。
基材の開口部は、一般に、それぞれ近接する弾性体よりも小さく、約2mm〜約25mm、好ましくは約5mm〜約10mmの寸法を有している。弾性体が矩形である場合には、開口部はやや矩形であってもよく、また近接する弾性体の形状に応じてその他の構造をとってもよい。開口部の形状は、通常、弾性体の短部の形状により定義される。弾性体および開口部は、本発明の可撓性研磨製品の全領域にわたって略均一に分配されているが、必ずしも全ての場合についてではない。
図2を参照すると、研磨製品がフック・アンド・ループファスニングシステムのフックまたはループ部のような2パートメカニカルファスニング装置の1パートに取り付けられる場合には、好ましくは凸またはドーム型の第1の表面22と、好ましくは平らな第2の表面18とを有する弾性体12を含む本発明の研磨製品の概略拡大断面図が示されている。研磨製品がアタッチメントシステムに取り付けられない場合には、第2の表面18は平らである必要はなく、その他の構成をとってもよい。第2の表面18も研磨表面であってもよく、凸であってもよい。第2の表面18の収集によって、複雑な形状を有している物品を研磨するのに利用される使い勝手のよい変形性製品を提供するために、手に容易に沿う本発明の研磨製品に容易に扱い易い裏側が容易に与えられる。
研磨コーティング
本発明は、上述した基材にコートされた研磨層を含むコート研磨製品を提供する。研磨層は、例えば、ドロップコーティング、スラリーコーティング、静電コーティング、ロールコーティング等の公知の手段により提供することができる。研磨コーティングは、通常、基材の片側のみに適用されるが、両側に適用してもよい。両側に適用する場合には、研磨粒子サイズは各側について同じであっても、各側について異なっていてもよい。
本発明は、上述した基材にコートされた研磨層を含むコート研磨製品を提供する。研磨層は、例えば、ドロップコーティング、スラリーコーティング、静電コーティング、ロールコーティング等の公知の手段により提供することができる。研磨コーティングは、通常、基材の片側のみに適用されるが、両側に適用してもよい。両側に適用する場合には、研磨粒子サイズは各側について同じであっても、各側について異なっていてもよい。
基材を提供したら、コート研磨製品の研磨層の形成に関して、バインダー前駆体形態に適用される研磨粒子および数枚の接着層が積層されることとなる。
メイクコート
メイクコートは、メイクコート前駆体を基材に適用することにより形成される。「メイクコート前駆体」とは、研磨粒子を固定するための基材の弾性体の第1の表面の被覆可能な表面に適用される被覆可能な樹脂状接着剤材料のことを言う。「メイクコート」とは、メイクコート前駆体を硬化することにより形成される基材の本体の被覆可能な表面を覆う硬化樹脂層のことを言う。一般に、90%〜60%の個々の粒の長さが硬化したメイク接着剤層の上から突出するようにメイクコート接着剤の厚さが調整される。一般に、大きなグリット鉱物(小さなグリット数)は、小さなグリット鉱物(大きなグリット数)よりもメイク接着剤を必要とする。
メイクコートは、メイクコート前駆体を基材に適用することにより形成される。「メイクコート前駆体」とは、研磨粒子を固定するための基材の弾性体の第1の表面の被覆可能な表面に適用される被覆可能な樹脂状接着剤材料のことを言う。「メイクコート」とは、メイクコート前駆体を硬化することにより形成される基材の本体の被覆可能な表面を覆う硬化樹脂層のことを言う。一般に、90%〜60%の個々の粒の長さが硬化したメイク接着剤層の上から突出するようにメイクコート接着剤の厚さが調整される。一般に、大きなグリット鉱物(小さなグリット数)は、小さなグリット鉱物(大きなグリット数)よりもメイク接着剤を必要とする。
メイクコート前駆体は、硬化したときに、研磨粒子を基材の被覆可能な表面に固定してボンドするのに必要な接着力を与えるようなコーティング重量で基材に適用される。代表的なメイクコートについて、乾燥付加重量は約60〜200g/m2である。
メイクコートは基材の片側に適用される。メイクコートバインダー前駆体は、ナイフコーティング、スプレーコーティング、ロールコーティング、輪転グラビアコーティング等といった従来の技術により被覆することができる。
様々なメイク、サイズおよびスーパーサイズコートを用いる本発明のコート研磨物品の接着層は、通常、樹脂状接着剤から形成される。各層は同一または異なる樹脂状接着剤から形成することができる。有用な樹脂状接着剤は、基材の有機ポリマー材料と相容性のあるようなものである。硬化した樹脂状接着剤はまた研削条件に耐え、接着層が劣化せず、研磨材料が早期に剥離されないようにする。
樹脂状接着剤は、熱硬化性樹脂層であるのが好ましい。本発明に好適な熱硬化性樹脂状接着剤としては、フェノール樹脂、アミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、エポキシ−ポリオール樹脂、エチレン化不飽和樹脂、アクリレート樹脂、アクリル化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、ポリ塩化ビニル樹脂、ブタジエンゴム樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂またはこれらの混合物が例示されるがこれらに限られるものではない。好ましいメイクコート樹脂は、ポリオールと組み合わせた脂環式エポキシ樹脂である。
メイク、サイズコートおよびスーパーサイズ層は、それぞれ、コート研磨製品に一般的に用いられるその他の材料を含むことができる。添加剤と呼ばれるこれらの材料としては、研削助剤、フィラー、カップリング剤、湿潤剤、染料、顔料、可塑剤、剥離剤またはこれらの組み合わせが挙げられる。一般に、これらの材料は所望の結果に必要とされる以上は用いない。メイクまたはサイズコートについて、フィラーは、一般に、接着剤の重量に基づいて約90wt%の量以下で存在させる。有用なフィラーとしては、炭酸カルシウムやメタケイ酸カルシウムのようなカルシウム塩、シリカ、金属、カーボンまたはガラスが例示される。
研磨粒子
本発明に好適な研磨粒子としては、溶融酸化アルミニウム、熱処理済み酸化アルミニウム、アルミナベースのセラミックス、炭化ケイ素、ジルコニア、アルミナ−ジルコニア、ガーネット、ダイアモンド、セリア、立方晶窒化ホウ素、グラウンドガラス、石英、二ホウ化チタン、ゾルゲル研磨剤およびこれらの組み合わせが挙げられる。ゾルゲル研磨粒子の例は、米国特許第4,314,827号(ライサイザーら(Leitheiser et al.)、第4,623,364号(コットリンガーら(Cottringer et al.)、第4,744,802号(シュワーベル(Schwabel))、第4,770,671号(モンローら(Monroe et al.))および第4,881,951号(ウッドら(Wood et al.))にある。研磨粒子は成形する(例えば、ロッド、三角形または角錐)ことも成形しない(例えば、不規則)こともできる。「研磨粒子」という用語には、砥粒、凝集体または多粒研磨顆粒が包含される。かかる凝集体の例については、米国特許第第4,652,275号(ブロッシャーら(Bloecher et al.))および第5,975,988号(クリスチアンソン(Christianson))に記載されている。凝集体は、不規則形状、またはこれに関連した正確な形状、例えば、立方体、角錐、角錐台または球とすることができる。凝集体は、研磨粒子または粒およびボンディング剤を含む。ボンディング剤は有機または無機とすることができる。有機バインダーとしては、フェノール樹脂、尿素−ホルムアルデヒド樹脂およびエポキシ樹脂が例示される。無機バインダーとしては、金属(例えば、ニッケル)および金属酸化物が例示される。金属酸化物は、通常、ガラス(ビトリファイド)、セラミック(結晶)またはガラスセラミックのいずれかに分類される。セラミック凝集体についての更なる情報については、米国特許第5,975,988号(クリスチアンソン(Christianson))に開示されている。
本発明に好適な研磨粒子としては、溶融酸化アルミニウム、熱処理済み酸化アルミニウム、アルミナベースのセラミックス、炭化ケイ素、ジルコニア、アルミナ−ジルコニア、ガーネット、ダイアモンド、セリア、立方晶窒化ホウ素、グラウンドガラス、石英、二ホウ化チタン、ゾルゲル研磨剤およびこれらの組み合わせが挙げられる。ゾルゲル研磨粒子の例は、米国特許第4,314,827号(ライサイザーら(Leitheiser et al.)、第4,623,364号(コットリンガーら(Cottringer et al.)、第4,744,802号(シュワーベル(Schwabel))、第4,770,671号(モンローら(Monroe et al.))および第4,881,951号(ウッドら(Wood et al.))にある。研磨粒子は成形する(例えば、ロッド、三角形または角錐)ことも成形しない(例えば、不規則)こともできる。「研磨粒子」という用語には、砥粒、凝集体または多粒研磨顆粒が包含される。かかる凝集体の例については、米国特許第第4,652,275号(ブロッシャーら(Bloecher et al.))および第5,975,988号(クリスチアンソン(Christianson))に記載されている。凝集体は、不規則形状、またはこれに関連した正確な形状、例えば、立方体、角錐、角錐台または球とすることができる。凝集体は、研磨粒子または粒およびボンディング剤を含む。ボンディング剤は有機または無機とすることができる。有機バインダーとしては、フェノール樹脂、尿素−ホルムアルデヒド樹脂およびエポキシ樹脂が例示される。無機バインダーとしては、金属(例えば、ニッケル)および金属酸化物が例示される。金属酸化物は、通常、ガラス(ビトリファイド)、セラミック(結晶)またはガラスセラミックのいずれかに分類される。セラミック凝集体についての更なる情報については、米国特許第5,975,988号(クリスチアンソン(Christianson))に開示されている。
本発明の適用に有用な酸化アルミニウム粒としては、溶融酸化アルミニウム、熱処理済み酸化アルミニウムおよびセラミック酸化アルミニウムが例示される。かかるセラミック酸化アルミニウムの例は、米国特許第4,314,827号(ライサイザーら(Leitheiser et al.)、第4,744,802号(シュワーベル(Schwabel))、第4,770,671号(モンローら(Monroe et al.))および第4,881,951号(ウッドら(Wood et al.))に開示されている。
研磨粒子を材料に被覆すると、所望の特性の粒子が得られる。例えば、研磨粒子表面に適用された材料は、研磨粒子とポリマー間の接着力を改善することが示されている。さらに、研磨粒子表面に適用された材料は、前駆体ポリマーサブユニットの研磨粒子の分散性を改善する。あるいは、表面コーティングは、得られる研磨粒子の切断特性を変更したり改善することができる。かかる表面コーティングは、例えば、米国特許第5,011,508号(ワルドら(Wald et al.))、第3,041,156号(ロウズら(Rowse et al.))、第5,009,675号(クンツら(Kunz et al.))、第4,997,461号(マルクホフ−マスネーら(Markhoff−Matheny et al.))、第5,213,591号(セリッカヤら(Celikkaya et al.))、第5,085,671号(マーチンら(Martin et al.))および第5,042,991号(クンツら(Kunz et al.))に記載されている。
本発明の有利な適用のために研磨粒子の平均粒子サイズは少なくとも約0.1マイクロメートル、好ましくは少なくとも約65マイクロメートルである。約100マイクロメートルの粒子サイズは、アメリカ規格協会(ANSI)規格B74.18−1984によれば、コート研磨等級150砥粒に略対応している。砥粒は、可撓性研磨製品の所望の最終用途に応じて、配向させて、あるいは配向させずに基材に適用することができる。
研磨粒子は、静電コーティングやドロップコーティングのような従来の技術によりメイクコート前駆体に埋め込むことができる。静電コーティング中、静電荷を研磨粒子に適用して、研磨粒子を上方へ向ける。静電コーティングは、研磨粒子を配向させる傾向があり、これが良好な研磨性能に結びつく。ドロップコーティングにおいて、研磨粒子は供給ステーションから押し付けられて、重力によりバインダー前駆体に落ちる。バインダー前駆体への機械的な力により研磨粒子を上方へ向けることも本発明の範囲に含まれる。
研磨粒子が静電コーティングにより適用される場合には、バッキングをドラムに配置するのが好ましい。ドラムが、静電コーティングプロセスのアースとして作用する。適正な量の研磨粒子をドラム下のプレートに配置する。次に、ドラムを回転させて、静電界をオンにする。ドラムが回転するにつれて、研磨粒子がメイクコートに埋め込まれる。所望量の研磨粒子が被覆されるまでドラムは回転する。得られる構造を、メイクコートが固化するのに十分な条件に晒す。
あるいは、帯電されたプレートをドラムの代わりに静電プロセスのアースとして用いることができる。
サイズコート
サイズコートは、鉱物およびメイクオートを覆うように適用された接着薄層である。この接着層の目的は、個々の鉱物粒子を一緒にバインドして、サンディングプロセス中に全て一斉に作用するようにすることである。サイズ接着層の厚さは個々の鉱物粒サイズによって異なる。粗いグリット鉱物(小さなグリット数)は、細かいグリット鉱物(大きなグリット数)よりもサイズ接着剤を必要とする。サイズコートは、メイクコートおよび研磨粒子を覆うようにサイズコート前駆体の薄層を適用することにより形成されて、約60g/m2未満の乾燥付加重量を有する薄く硬いサイズコートが形成される。好ましくは、サイズコート付加重量は約8〜30g/m2である。薄く硬いサイズコートを伸張可能な発泡基材に適用すると、厚く硬いサイズコートが曲げたときに発泡基材を切る傾向が減じる一方、薄く硬いサイズコートに関連して性能の改善が維持される、すなわち、寿命が延び、切断を増大し、耐摩耗性が増大するということを見出した。改善された性能特性を得るのに必要な工程の更なる詳細については、国際公開第01/41975A1号にある。
サイズコートは、鉱物およびメイクオートを覆うように適用された接着薄層である。この接着層の目的は、個々の鉱物粒子を一緒にバインドして、サンディングプロセス中に全て一斉に作用するようにすることである。サイズ接着層の厚さは個々の鉱物粒サイズによって異なる。粗いグリット鉱物(小さなグリット数)は、細かいグリット鉱物(大きなグリット数)よりもサイズ接着剤を必要とする。サイズコートは、メイクコートおよび研磨粒子を覆うようにサイズコート前駆体の薄層を適用することにより形成されて、約60g/m2未満の乾燥付加重量を有する薄く硬いサイズコートが形成される。好ましくは、サイズコート付加重量は約8〜30g/m2である。薄く硬いサイズコートを伸張可能な発泡基材に適用すると、厚く硬いサイズコートが曲げたときに発泡基材を切る傾向が減じる一方、薄く硬いサイズコートに関連して性能の改善が維持される、すなわち、寿命が延び、切断を増大し、耐摩耗性が増大するということを見出した。改善された性能特性を得るのに必要な工程の更なる詳細については、国際公開第01/41975A1号にある。
サイズコートは、例えば、ロールコーティングまたはスプレーコーティングにより、研磨粒子およびメイクコートを覆うように適用してもよい。研磨コーティングには、メイクコーティングおよび研磨粒子を覆うサイズコーティングも含まれているのが好ましい。サイズコーテイングは、フェノール樹脂、ペンダントα,β−不飽和カルボニル基を有するアミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、エチレン化不飽和樹脂、アクリル化イソシアヌレート樹脂、尿素ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂、ビス−マレイミド樹脂、フルオレン−変性エポキシ樹脂およびこれらの組み合わせからなる群より選択されるバインダー樹脂であるのが好ましい。好ましいサイズコートは、脂環式エポキシ樹脂およびアクリレート樹脂の混合物である。サイズコートを適用した後、一般に、エネルギー源に露光することにより、サイズコートを固化する。これらエネルギー源としては、熱と放射線エネルギーの両方が含まれる。
スーパーサイズコート
場合によっては、スーパーサイズコートをサイズコートに適用するのが好ましい。任意のスーパーサイズコートは、コート研磨剤の研磨特性を向上するために、研削助剤を含んでいるのが好ましい。研削助剤としては、四フッ化ホウ酸カリウム、氷晶石、氷晶石アンモニウムまたは硫黄が例示される。一般に、研削助剤は所望の結果に必要とされる以上は用いない。スーパーサイズコートはバインダーおよび研削助剤を含んでいてもよい。
場合によっては、スーパーサイズコートをサイズコートに適用するのが好ましい。任意のスーパーサイズコートは、コート研磨剤の研磨特性を向上するために、研削助剤を含んでいるのが好ましい。研削助剤としては、四フッ化ホウ酸カリウム、氷晶石、氷晶石アンモニウムまたは硫黄が例示される。一般に、研削助剤は所望の結果に必要とされる以上は用いない。スーパーサイズコートはバインダーおよび研削助剤を含んでいてもよい。
一般的な製造方法
可撓性研磨製品は、可撓性シート状基材を提供することにより作成される。シート基材の第1の表面は、硬化性バインダー組成物を含むメイクコーティング処方により被覆される。これは、高圧スプレーガンまたはロールコータにより適用することができる。コーティングステーションは、ドロップダイコーター、ナイフコーター、カーテンコーター、真空ダイコーターまたはダイコーター等のような従来のコーティング手段のいずれかとすることができる。コーティング中、気泡の形成は最小にするのが好ましい。研磨粒子は、硬化性組成物のメイクコーティングに付着させる。
可撓性研磨製品は、可撓性シート状基材を提供することにより作成される。シート基材の第1の表面は、硬化性バインダー組成物を含むメイクコーティング処方により被覆される。これは、高圧スプレーガンまたはロールコータにより適用することができる。コーティングステーションは、ドロップダイコーター、ナイフコーター、カーテンコーター、真空ダイコーターまたはダイコーター等のような従来のコーティング手段のいずれかとすることができる。コーティング中、気泡の形成は最小にするのが好ましい。研磨粒子は、硬化性組成物のメイクコーティングに付着させる。
エネルギー源によりエネルギーを硬化性研磨複合体層へ送って、メイクコートの少なくとも一部を硬化する。エネルギー源の選択は、一部、前駆体メイクコートの化学的性質に応じて異なる。エネルギー源は、基材をあまり劣化させるものであってはならない。前駆体メイクコートの部分硬化とは、逆さにしたときに硬化性研磨複合体層が流れないような状態まで前駆体メイクコートが重合することを意味する。
エネルギー源は、電子ビーム、紫外線または可視光のような熱エネルギーおよび放射エネルギー源であってもよい。必要なエネルギーの量は、前駆体ポリマーサブユニット中の反応性基の化学的性質およびバインダー前駆体の厚さおよび密度に応じて異なる。熱エネルギーについては、約75℃〜約150℃のオーブン温度で、約5分〜約60分の間で通常十分である。電子ビーム放射またはイオン化放射を、約0.1〜約10Mradのエネルギーレベル、好ましくは約1〜約10Mradのエネルギーレベルで用いてもよい。紫外線は、約200〜約400ナノメートルの範囲、好ましくは約250〜400ナノメートルの範囲の波長を有する放射線を含む。可視光線は、約400〜約800ナノメートルの範囲、好ましくは約400〜550ナノメートルの範囲の波長を有する放射線を含む。
硬化性バインダー組成物を含むサイズコーティング処方を研磨粒子を覆うように被覆し、サイズバインダー組成物を、熱、電子ビームまたはUV硬化のいずれかにより硬化する。
成形研磨コーティングの製造方法
このタイプの製品の製造は、図3に概略を示す装置を用いて実施される。図3に、発泡バッキング25の第1の主面に成形コーティングを適用する装置23を示す。製造ツール24はキャビティを含む接触表面30と、逆のバッキング表面38と、接触表面30内に適正なサイズのキャビティとを有するベルトの形態である。第1の主面26と第2の主面27を有するバッキング25がロール28から巻き戻される。バッキング25がロール28から巻き戻されると同時に、生成24ツールがロール29から巻き戻される。製造ツール24の接触表面30は、コーティングステーション31で、研磨粒子とバインダー前駆体の混合物により被覆される。混合物を加熱して、コーティング工程の前またはその最中に粘度を下げる。コーティングステーションは、ナイフコーター、ドロップダイコーター、カーテンコーター、真空ダイコーターまたは押し出しダイコーター等のような従来のコーティング手段を含むことができる。製造ツール24の接触表面30がコートされた後、バッキング25と製造ツール24を接触させて、混合物がバッキング25の第1の主面26を濡らすようにする。図3において、接触ニップロール33により混合物をバッキング25と接触させ、かつ製造ツール/混合物/バッキング構造を支持ドラム35に対して押し付ける。次に、十分な線量の放射エネルギーを、製造ツール24の裏面38を通して、混合物へと、放射エネルギー源37により送って、バインダー前駆体を少なくとも部分的に硬化させることにより、成形された扱い易い構造39を形成する。製造ツール24を成形された扱い易い構造39から分離する。製造ツール24の成形された扱い易い構造39からの分離はローラ40で成される。ローラ40通過直後、成形された扱い易い構造39と製造ツール24の間の角度、アルファは、成形された扱い易い構造39を製造ツール24からほぼきれいに分離させるために、鋭角、例えば、30度を超えるのが好ましい。製造ツール24をロール41として再び巻く。成形された扱い易い構造39をロール43として巻く。バインダー前駆体が完全に硬化していない場合には、熱エネルギー源や追加の放射線エネルギー源のような追加のエネルギー源に露光することにより完全に硬化させて、コートされた研磨物品を形成することができる。あるいは、完全硬化は、追加のエネルギー源を用いずに得られることもあり、コートされた研磨物品が形成される。本明細書において、「完全硬化」という言い回しは、バインダー前駆体が十分に硬化して、得られた製品が研磨物品、例えば、コートされた研磨物品として機能することを意味する。
このタイプの製品の製造は、図3に概略を示す装置を用いて実施される。図3に、発泡バッキング25の第1の主面に成形コーティングを適用する装置23を示す。製造ツール24はキャビティを含む接触表面30と、逆のバッキング表面38と、接触表面30内に適正なサイズのキャビティとを有するベルトの形態である。第1の主面26と第2の主面27を有するバッキング25がロール28から巻き戻される。バッキング25がロール28から巻き戻されると同時に、生成24ツールがロール29から巻き戻される。製造ツール24の接触表面30は、コーティングステーション31で、研磨粒子とバインダー前駆体の混合物により被覆される。混合物を加熱して、コーティング工程の前またはその最中に粘度を下げる。コーティングステーションは、ナイフコーター、ドロップダイコーター、カーテンコーター、真空ダイコーターまたは押し出しダイコーター等のような従来のコーティング手段を含むことができる。製造ツール24の接触表面30がコートされた後、バッキング25と製造ツール24を接触させて、混合物がバッキング25の第1の主面26を濡らすようにする。図3において、接触ニップロール33により混合物をバッキング25と接触させ、かつ製造ツール/混合物/バッキング構造を支持ドラム35に対して押し付ける。次に、十分な線量の放射エネルギーを、製造ツール24の裏面38を通して、混合物へと、放射エネルギー源37により送って、バインダー前駆体を少なくとも部分的に硬化させることにより、成形された扱い易い構造39を形成する。製造ツール24を成形された扱い易い構造39から分離する。製造ツール24の成形された扱い易い構造39からの分離はローラ40で成される。ローラ40通過直後、成形された扱い易い構造39と製造ツール24の間の角度、アルファは、成形された扱い易い構造39を製造ツール24からほぼきれいに分離させるために、鋭角、例えば、30度を超えるのが好ましい。製造ツール24をロール41として再び巻く。成形された扱い易い構造39をロール43として巻く。バインダー前駆体が完全に硬化していない場合には、熱エネルギー源や追加の放射線エネルギー源のような追加のエネルギー源に露光することにより完全に硬化させて、コートされた研磨物品を形成することができる。あるいは、完全硬化は、追加のエネルギー源を用いずに得られることもあり、コートされた研磨物品が形成される。本明細書において、「完全硬化」という言い回しは、バインダー前駆体が十分に硬化して、得られた製品が研磨物品、例えば、コートされた研磨物品として機能することを意味する。
図3に示す装置を用いることにより作成された硬化研磨物品は、製造ツール24により与えられた表面のうねり以外は、比較的平滑な表面を有している。
製造ツール
図3に示した製造ツール24を作成するのに用いたローラ50を図4に示す。ローラ50の以下の特定の実施形態を用いて、製造ツール24を作成し、これを用いて本発明の研磨複合体構造を作成した。ローラ50はシャフト51と回転軸52を有している。この場合、パターン化された表面には、ローラ周囲に第1の組53の近接する周囲溝と、回転軸52に対して30°の角度の第2の組54の等間隔であいた溝がある。
図3に示した製造ツール24を作成するのに用いたローラ50を図4に示す。ローラ50の以下の特定の実施形態を用いて、製造ツール24を作成し、これを用いて本発明の研磨複合体構造を作成した。ローラ50はシャフト51と回転軸52を有している。この場合、パターン化された表面には、ローラ周囲に第1の組53の近接する周囲溝と、回転軸52に対して30°の角度の第2の組54の等間隔であいた溝がある。
図5に、組53の溝に垂直な、図4の線5−5に沿った、ローラ50のパターン化された表面の部分の拡大断面図を示す。図5に、ピークからピークまでの距離xが54.8μmと53°の角度zで谷からピークまでのピーク高さyが55μmのピークを有するパターン化された表面を示す。
図6に、組54の溝に垂直な、図4の線6−6に沿った、ローラ50のパターン化された表面の部分の拡大断面図を示す。図6に、250μmの距離tにより分離された近接するピーク傾斜と谷の間が99.5°の角度wと、55μmの谷深さsを有する溝55を示す。
ローラ50を用いて、米国特許第5,435,816号(スパージオンら(Spurgeon et al.))に記載された方法に従って、図2に示す研磨製品の接着層において成形構造を形成するための製造ツールを作成してもよい。
製造ツールを用いて、正確に成形または不規則に成形された研磨複合体構造の配列を備えた研磨複合体層を提供する。製造ツールは複数のキャビティを含む表面を有している。これらのキャビティは、本質的には研磨複合体の逆形状であり、研磨複合体構造の形状および配置を生成するためのものである。これらのキャビティは、研磨複合体に好適な幾何学形状の逆形状である幾何学形状であればいずれの形状であってもよい。キャビティの形状は、研磨複合体構造の表面積がバッキングから離れるにつれて減少するように選択されるのが好ましい。
製造ツールは、ベルト、シート、連続シートまたはウェブ、輪転グラビアロールのようなコーティングロール、コーティングロール上に据え付けられたスリーブまたはダイとすることができる。製造ツールは、金属(例えば、ニッケル)、金属合金またはプラスチックで構成することができる。製造ツールは、フォトリソグラフィー、ローレット切り、型彫り、ホブ切り、電鋳、ダイアモンド旋削等といった従来の技術により作製することができる。金属マスターツールを作成するのに好ましい方法は、米国特許第5,975,987号(フープマンら(Hoopman et al.))に記載されている。
熱可塑材ツールは、金属マスターツールから複製することができる。マスターツールは、製造ツールに望まれるものの逆パターンを有している。マスターツールは、金属、例えば、ニッケルめっき金属、例えば、アルミニウム、銅または青銅からできているのが好ましい。熱可塑性シート材料を、任意で、マスターツールと共に加熱し、両者を合わせて圧縮することによってマスターツールパターンで熱可塑性材料にエンボス加工を施すことができる。熱可塑材料をマスターツールから押出す、またはマスターツールに鋳造してから押し付けることもできる。熱可塑性材料を非流動状態まで冷却し、マスターツールから分離して、製造ツールを作成する。製造ツールはまた、研磨物品の製造ツールからの剥離を容易にするために剥離コーティングを有していてもよい。かかる剥離コーティングとしてはシリコーンおよびフルオロケミカルが例示される。
好適な熱可塑性製造ツールは、米国特許第5,435,816号(スパージオンら(Spurgeon et al.))に報告されている。製造ツールを形成するのに有用な熱可塑性材料としては、ポリエステル、ポリプロピレン、ポリエチレン、ポリアミド、ポリウレタン、ポリカーボネートまたはこれらの組み合わせが例示される。熱可塑性製造ツールは、酸化防止剤および/またはUV安定化剤のような添加剤を含んでいるのが好ましい。これらの添加剤は、製造ツールの耐用寿命を延ばす。
本発明の方法に従って作成された研磨製品の成分について説明する。
研磨粒子
本発明の研磨物品は、通常、前駆体ポリマーサブユニットに分散された複数の研磨粒子を含む少なくとも1層の研磨複合体層を含んでいる。バインダーはバインダー前駆体サブユニットを含むバインダー前駆体から形成される。研磨物品はバインダーに均一に分散してもよいし、あるいは研磨粒子を不均一に分散させてもよい。研磨粒子をバインダー中に均一に分散させて、得られる研磨物品がより一定した切断性を有するようにするのが好ましい。
本発明の研磨物品は、通常、前駆体ポリマーサブユニットに分散された複数の研磨粒子を含む少なくとも1層の研磨複合体層を含んでいる。バインダーはバインダー前駆体サブユニットを含むバインダー前駆体から形成される。研磨物品はバインダーに均一に分散してもよいし、あるいは研磨粒子を不均一に分散させてもよい。研磨粒子をバインダー中に均一に分散させて、得られる研磨物品がより一定した切断性を有するようにするのが好ましい。
研磨粒子の平均粒子サイズは約0.01〜1500マイクロメートル、通常0.01〜500マイクロメートル、最も一般的には1〜100マイクロメートルの範囲とすることができる。研磨粒子のサイズは、研磨粒子の最長寸法とされる。たいていの場合、ある分布の粒子サイズとなる。場合によっては、粒子サイズ分布を精密に制御して、得られる研磨物品が研磨されるワークピース上に一定の表面仕上げを与えるようにするのが好ましい。
従来の硬質研磨材料としては、溶融酸化アルミニウム、熱処理済み酸化アルミニウム、白色溶融酸化アルミニウム、黒色炭化ケイ素、緑色炭化ケイ素、二ホウ化チタン、炭化ホウ素、炭化タングステン、炭化チタン、ダイアモンド(天然および合成)、シリカ、酸化鉄、クロミア、セリア、ジルコニア、チタニア、シリケート、酸化錫、立方晶窒化ホウ素、ガーネット、溶融アルミナジルコニア、ゾルゲル研磨材料等が例示される。ゾルゲル研磨粒子の例は、米国特許第4,314,827号(ライサイザーら(Leitheiser et al.)、第4,623,364号(コットリンガーら(Cottringer et al.)、第4,744,802号(シュワーベル(Schwabel))、第4,770,671号(モンローら(Monroe et al.))および第4,881,951号(ウッドら(Wood et al.))にある。
本明細書で用いる研磨粒子という用語には、ポリマーと共にボンドされて研磨凝集体を形成する単一研磨粒子も含まれる。研磨凝集体については、例えば、米国特許第4,311,489号(クレスナー(Kressner))、第4,652,275号(ブレッヒャーら(Bloecher et al.)、第4,799,939号(ブレッヒャーら(Bloecher et al.)および第5,500,273号(ホルメスら(Holmes et al.))にさらに記載されている。あるいは、研磨粒子は内部粒子引力により一緒にボンドしてもよい。
研磨粒子はまた、それに関連の形状を有していてもよい。かかる形状としては、ロッド、三角、角錐、円錐、中空でない球、中空の球等が例示される。あるいは、研磨粒子は不規則形状であってもよい。
研磨粒子を材料にコートすると、所望の特性の粒子が得られる。例えば、研磨粒子表面に適用された材料は、研磨粒子とポリマー間の接着力を改善することが示されている。さらに、研磨粒子表面に適用された材料は、前駆体ポリマーサブユニットの研磨粒子の分散性を改善する。あるいは、表面コーティングは、得られる研磨粒子の切断特性を変更したり改善することができる。かかる表面コーティングは、例えば、米国特許第5,011,508号(ワルドら(Wald et al.))、第3,041,156号(ロウズら(Rowse et al.))、第5,009,675号(クンツら(Kunz et al.))、第4,997,461号(マルクホフ−マスネーら(Markhoff−Matheny et al.))、第5,213,591号(セリッカヤら(Celikkaya et al.))、第5,085,671号(マーチンら(Martin et al.))および第5,042,991号(クンツら(Kunz et al.))に記載されている。
フィラー
本発明の研磨物品は、さらにフィラーを含む研磨コーティングを含んでいてもよい。フィラーは微粒子材料であり、平均粒子サイズは0.1〜50マイクロメートル、通常、1〜30マイクロメートルである。本発明に用いるのに好適なフィラーとしては、金属炭酸塩(炭酸カルシウム、炭酸カルシウムマグネシウム、炭酸ナトリウム、炭酸マグネシウム等)、シリカ(水晶、ガラスビーズ、ガラス泡およびガラスファイバー等)、シリケート(タルク、クレイ、モンモリロン石、長石、マイカ、ケイ酸カルシウム、メタケイ酸カルシウム、アルミノケイ酸ナトリウム、ケイ酸ナトリウム等)、金属硫酸塩(硫酸カルシウム、硫酸バリウム、硫酸ナトリウム、硫酸アルミニウムナトリウム、硫酸アルミニウム等)、石膏、蛭石、糖、木粉、三水和アルミニウム、カーボンブラック、金属酸化物(酸化カルシウム、酸化アルミニウム、酸化錫、二酸化チタン等)、金属亜硫酸塩(亜硫酸カルシウム等)、熱可塑性粒子(ポリカーボネート、ポリエーテルイミド、ポリエステル、ポリエチレン、ポリスルホン、ポリスチレン、アクリロニトリル−ブタジエン−スチレンブロックコポリマー、ポリプロピレン、アセタールポリマー、ポリウレタン、ナイロン粒子)および熱硬化性粒子(フェノール泡、フェノールビーズ、ポリウレタン発泡粒子等)等が例示される。フィラーはハロゲン化物塩のような塩であってもよい。ハロゲン化物塩としては、塩化ナトリウム、氷晶石カリウム、氷晶石ナトリウム、氷晶石アンモニウム、四フッ化ホウ酸カリウム、四フッ化ホウ酸ナトリウム、フッ化ケイ素、塩化カリウムおよび塩化マグネシウムが例示される。金属フィラーとしては、錫、鉛、ビスマス、コバルト、アンチモン、カドミウム、鉄、チタンが例示される。その他のフィラーとしては、硫黄、有機硫黄化合物、グラファイト、金属硫化物および沈殿防止剤が挙げられる。
本発明の研磨物品は、さらにフィラーを含む研磨コーティングを含んでいてもよい。フィラーは微粒子材料であり、平均粒子サイズは0.1〜50マイクロメートル、通常、1〜30マイクロメートルである。本発明に用いるのに好適なフィラーとしては、金属炭酸塩(炭酸カルシウム、炭酸カルシウムマグネシウム、炭酸ナトリウム、炭酸マグネシウム等)、シリカ(水晶、ガラスビーズ、ガラス泡およびガラスファイバー等)、シリケート(タルク、クレイ、モンモリロン石、長石、マイカ、ケイ酸カルシウム、メタケイ酸カルシウム、アルミノケイ酸ナトリウム、ケイ酸ナトリウム等)、金属硫酸塩(硫酸カルシウム、硫酸バリウム、硫酸ナトリウム、硫酸アルミニウムナトリウム、硫酸アルミニウム等)、石膏、蛭石、糖、木粉、三水和アルミニウム、カーボンブラック、金属酸化物(酸化カルシウム、酸化アルミニウム、酸化錫、二酸化チタン等)、金属亜硫酸塩(亜硫酸カルシウム等)、熱可塑性粒子(ポリカーボネート、ポリエーテルイミド、ポリエステル、ポリエチレン、ポリスルホン、ポリスチレン、アクリロニトリル−ブタジエン−スチレンブロックコポリマー、ポリプロピレン、アセタールポリマー、ポリウレタン、ナイロン粒子)および熱硬化性粒子(フェノール泡、フェノールビーズ、ポリウレタン発泡粒子等)等が例示される。フィラーはハロゲン化物塩のような塩であってもよい。ハロゲン化物塩としては、塩化ナトリウム、氷晶石カリウム、氷晶石ナトリウム、氷晶石アンモニウム、四フッ化ホウ酸カリウム、四フッ化ホウ酸ナトリウム、フッ化ケイ素、塩化カリウムおよび塩化マグネシウムが例示される。金属フィラーとしては、錫、鉛、ビスマス、コバルト、アンチモン、カドミウム、鉄、チタンが例示される。その他のフィラーとしては、硫黄、有機硫黄化合物、グラファイト、金属硫化物および沈殿防止剤が挙げられる。
沈殿防止剤としては、ドイツ、ラインフェルデンのデグサ社(DeGussa Corp.,Rheinfelden,Germany)より「OX−50」という商品名で市販されている表面積が150平方メートル/グラムのアモルファスシリカ粒子が例示される。沈殿防止剤の添加により、研磨スラリーの全体の粘度を下げることができる。沈殿防止剤の使用についてはさらに米国特許第5,368,619号(カラー(Culler))に記載されている。
バインダー
本発明の研磨コーティングは、研磨粒子と前駆体ポリマーサブユニットの混合物を含む硬化性研磨複合体層から形成される。硬化性研磨複合体層は有機前駆体ポリマーサブユニットを含むのが好ましい。前駆体ポリマーサブユニットは、表面をコートできるよう十分に流れることができるのが好ましい。前駆体ポリマーサブユニットの固化は、硬化(例えば、重合および/または架橋)、乾燥(例えば、液体を飛ばす)かつ/または単純に冷却することにより行うことができる。前駆体ポリマーサブユニットは、有機溶剤含有、水含有または100%固体(実質的に溶剤を含まない)組成であってもよい。熱可塑性および/または熱硬化性ポリマーまたは材料の両方、およびこれらの組み合わせを前駆体ポリマーサブユニットとして用いられる。前駆体ポリマーサブユニットの硬化の際、硬化性研磨複合体は硬化された研磨複合体へと変換される。好ましい前駆体ポリマーサブユニットは、縮合硬化性樹脂または付加重合性樹脂のいずれかとすることができる。付加重合性樹脂はエチレン化不飽和モノマーおよび/またはオリゴマーとすることができる。有用な架橋性材料としては、フェノール樹脂、ビスマレイミドバインダー、ビニルエーテル樹脂、ペンダントアルファ、ベータ不飽和カルボニル基を有するアミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、アクリレート樹脂、アクリル化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂またはこれらの混合物が例示される。
本発明の研磨コーティングは、研磨粒子と前駆体ポリマーサブユニットの混合物を含む硬化性研磨複合体層から形成される。硬化性研磨複合体層は有機前駆体ポリマーサブユニットを含むのが好ましい。前駆体ポリマーサブユニットは、表面をコートできるよう十分に流れることができるのが好ましい。前駆体ポリマーサブユニットの固化は、硬化(例えば、重合および/または架橋)、乾燥(例えば、液体を飛ばす)かつ/または単純に冷却することにより行うことができる。前駆体ポリマーサブユニットは、有機溶剤含有、水含有または100%固体(実質的に溶剤を含まない)組成であってもよい。熱可塑性および/または熱硬化性ポリマーまたは材料の両方、およびこれらの組み合わせを前駆体ポリマーサブユニットとして用いられる。前駆体ポリマーサブユニットの硬化の際、硬化性研磨複合体は硬化された研磨複合体へと変換される。好ましい前駆体ポリマーサブユニットは、縮合硬化性樹脂または付加重合性樹脂のいずれかとすることができる。付加重合性樹脂はエチレン化不飽和モノマーおよび/またはオリゴマーとすることができる。有用な架橋性材料としては、フェノール樹脂、ビスマレイミドバインダー、ビニルエーテル樹脂、ペンダントアルファ、ベータ不飽和カルボニル基を有するアミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、アクリレート樹脂、アクリル化イソシアヌレート樹脂、尿素−ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂またはこれらの混合物が例示される。
研磨複合体層は、約1重量部の研磨粒子〜90重量部の研磨粒子と、10重量部の前駆体ポリマーサブユニット〜99重量部の前駆体ポリマーサブユニットを含んでいてよい。研磨複合体は約30〜85部の研磨粒子と、約15〜70部の前駆体ポリマーサブユニットとを含んでいるのが好ましい。研磨複合体は約40〜70部の研磨粒子と、約30〜60部の前駆体ポリマーサブユニットとを含んでいるのがより好ましい。
前駆体ポリマーサブユニットは、硬化性有機材料であるのが好ましい(例えば、熱および/または電子ビーム、紫外線、可視光等といったその他エネルギー源に晒した際、または化学触媒、水分またはポリマーを硬化または重合させるその他溶剤を付加した際に重合および/または架橋可能なポリマーサブユニットまたは材料)。前駆体ポリマーサブユニットとしては、アルキル化尿素−ホルムアルデヒドポリマー、メラミン−ホルムアルデヒドポリマーおよびアルキル化ベンゾグアナミン−ホルムアルデヒドポリマーのようなアミノポリマーまたはアミノプラストポリマー、アクリレートおよびメタクリレートアルキルアクリレート、アクリル化エポキシ、アクリル化ウレタン、アクリル化ポリエステル、アクリル化ポリエーテル、ビニルエーテル、アクリル化油およびアクリル化シリコーンを含むアクリレートポリマー、ウレタンアルキドポリマーのようなアルキドポリマー、ポリエステルポリマー、反応性ウレタンポリマー、レゾールやノボラックポリマーのようなフェノールポリマー、フェノール/ラテックスポリマー、ビスフェノールエポキシポリマーのようなエポキシポリマー、イソシアネート、イソシアヌレート、アルキルアルコキシシランポリマーのようなポリシロキサンポリマーまたは反応性ビニルポリマーが挙げられる。得られたバインダーは、モノマー、オリゴマー、ポリマーまたはこれらの組み合わせの形態であってもよい。
アミノプラスト前駆体ポリマーサブユニットは、1分子または1オリゴマー当たり、少なくとも1つのペンダントアルファ、ベータ−不飽和カルボニル基を有している。これらのポリマー材料については、さらに米国特許第4,903,440号(ラルソンら(Larson et al.)および第5,236,472号(キークら(Kirk et al.))に記載されている。
好ましい硬化研磨コーティングは、遊離基硬化性前駆体ポリマーサブユニットから生成される。これらの前駆体ポリマーサブユニットは、熱エネルギーおよび/または放射線エネルギーに晒すと即時に重合可能である。遊離基硬化可能な前駆体ポリマーサブユニットの好ましいサブセットとしては、エチレン化不飽和バインダー前駆体ポリマーサブユニットが挙げられる。かかるエチレン化不飽和バインダー前駆体ポリマーサブユニットとしては、ペンダントアルファ、ベータ不飽和カルボニル基を有するアミノプラストモノマーまたはオリゴマー、エチレン化不飽和モノマーまたはオリゴマー、アクリル化イソシアヌレートモノマー、アクリル化ウレタンオリゴマー、アクリル化エポキシモノマーまたはオリゴマー、エチレン化不飽和モノマーまたは希釈剤、アクリレート分散液またはこれらの混合物が例示される。アクリレートという用語には、アクリレートとメタクリレートの両方が含まれる。
エチレン化不飽和前駆体ポリマーサブユニットとしては、炭素、水素および酸素と、任意で窒素およびハロゲンを含有するモノマーとポリマー化合物の両方が含まれる。酸素または窒素原子またはこの両方は、通常、エーテル,エステル、ウレタン、アミドおよび尿素基の形態で存在している。エチレン化不飽和モノマーは、単官能性、二官能性、三官能性、四官能性またはこれより高い官能性としてよく、アクリレートとメタクリレートベースのモノマーの両方が含まれる。好適なエチレン化不飽和化合物は、脂肪族一価の基または脂肪族の多価の基を含有する化合物と、アクリル酸、メタクリル酸、イタコン酸、クロトン酸、イソクロトン酸またはマレイン酸のような不飽和カルボン酸との反応から作成されたエステルであるのが好ましい。エチレン化不飽和モノマーの代表例としては、メチルメタクリレート、エチルメタクリレート、スチレン、ジビニルベンゼン、ヒドロキシエチルアクリレート、ヒドロキシエチルメタクリレート、ヒドロキシプロピルアクリレート、ヒドロキシプロピルメタクリレート、ヒドロキシブチルアクリレート、ヒドロキシブチルメタクリレート、ラウリルアクリレート、オクチルアクリレート、カプロラクトンアクリレート、カプロラクトンメタクリレート、テトラヒドロフルフリルメタクリレート、シクロヘキシルアクリレート、ステアリルアクリレート、2−フェノキシエチルアクリレート、イソオクチルアクリレート、イソボルニルアクリレート、イソデシルアクリレート、ポリエチレングリコールモノアクリレート、ポリプロピレングリコールモノアクリレート、ビニルトルエン、エチレングリコールジアクリレート、ポリエチレングリコールジアクリレート、エチレングリコールジメタクリレート、ヘキサンジオールジアクリレート、トリエチレングリコールジアクリレート、2−(2−エトキシエトキシ)エチルアクリレート、プロポキシル化トリメチロールプロパントリアクリレート、トリメチロールプロパントリアクリレート、グリセロールトリアクリレート、ペンタエリスリトールトリアクリレート、ペンタエリスリトールトリメタクリレート、ペンタエリスリトールテトラアクリレートおよびペンタエリスリトールテトラメタクリレートが挙げられる。その他のエチレン化不飽和材料としては、モノアリル、ポリアリルまたはポリメソアリルエステルおよび、ジアリルフタレート、ジアリルアジペートまたはN,N−ジアリルアジパミドのようなカルボン酸のアミドが挙げられる。さらに他の窒素含有エチレン化不飽和モノマーとしては、トリス(2−アクリルオキシエチル)イソシアヌレート、1,3,5−トリ(2−メタクリルオキシエチル)−s−トリアジン、アクリルアミド、メタクリルアクリルアミド、N−メチル−アクリルアミド、N,N−ジメチルアクリルアミド、N−ビニル−ピロリドンまたはN−ビニル−ピペリドンが挙げられる。
好ましい前駆体ポリマーサブユニットは、2種類以上のアクリレートモノマーのブレンドを含有している。例えば、前駆体ポリマーサブユニットは、三官能性アクリレートおよび単官能性アクリレートモノマーのブレンドであってもよい。ある前駆体ポリマーサブユニットの一例としては、プロポキシル化トリメチロールプロパントリアクリレートと2−(2−エトキシエトキシ)エチルアクリレートとのブレンドがある。多官能性アクリレートと単官能性アクリレートポリマーの重量比は約1部〜約90部の多官能性アクリレートから約10部〜約99部の単官能性アクリレートである。
米国特許第4,751,138号(ツーメイら(Tumey et al.))に記載されたように、アクリレートとエポキシポリマーの混合物から前駆体ポリマーサブユニットを処方することもできる。
その他の前駆体ポリマーサブユニットとしては、少なくとも1つのペンダントアクリレート基を有するイソシアヌレート誘導体と、少なくとも1つのペンダントアクリレート基を有するイソシアネート誘導体が挙げられる。これについてはさらに、米国特許第4,652,274号(ベッチャーら(Boettcher et al.)に記載されている。好ましいイソシアヌレート材料は、トリス(ヒドロキシエチル)イソシアヌレートのトリアクリレートである。
さらにその他の前駆体ポリマーサブユニットとしては、ヒドロキシ末端イソシアネート伸張ポリエステルまたはポリエーテルのジアクリレートウレタンエステルおよびポリアクリレートまたはポリメタクリレートウレタンエステルが挙げられる。市販のアクリル化ウレタンとしては、ミシシッピー州モスポイントのモートンケミカル(Morton Chemical,Moss Point,MS)より「UVITHANE 782」という商品名で、ジョージア州スミルナのUCBラドキュアスペシャルティーズ(UCB Radcure Specialties,Smyrna,GA)より「CMD 6600」、「CMD 8400」および「CMD 8805」、ニュージャージー州ホボケンのヘンケル社(Henkel Corp,Hoboken,NJ)より「フォトマー(PHOTOMER)樹脂(例えば、フォトマー(PHOTOMER)6010)、UCBラドキュアスペシャルティーズ(UCB Radcure Specialties)より「エベクリル(EBECRYL)220」(六官能性芳香族ウレタンアクリレート)、「エベクリル(EBECRYL)284」(1,6−ヘキサンジオールで希釈された分子量1200の脂肪族ウレタンジアクリレート)、「エベクリル(EBECRYL)4827」(芳香族ウレタンジアクリレート)、「エベクリル(EBECRYL)4830」(テトラエチレングリコールジアクリレートで希釈された脂肪族ウレタンジアクリレート)、「エベクリル(EBECRYL)6602」(トリメチロールプロパンエトキシトリアクリレートで希釈された三官能性芳香族ウレタンアクリレート)、「エベクリル(EBECRYL)840」(脂肪族ウレタンジアクリレート)および「エベクリル(EBECRYL)8402」(脂肪族ウレタンジアクリレート)、およびペンシルバニア州エクストンのサートマー社(Sartomer Co.,Exton,PA)より「サートマー(SARTOMER)」樹脂(例えば、「サートマー(SARTOMER)」9635、9645、9655、963−B80、966−A−80、CN980M50等)という商品名で入手可能なものが例示される。
さらにその他の前駆体ポリマーサブユニットとしては、ビスフェノールAエポキシポリマーのジアクリレートエステルのようなジアクリレートエポキシエステルおよびポリアクリレートまたはポリメタクリレートエポキシエステルが挙げられる。市販のアクリル化エポキシとしては、UCBラドキュアスペシャルティーズ(UCB Radcure Specialties)より「CMD3500」、「CMD3600」および「CMD3700」という商品名で入手可能なものが挙げられる。
その他の前駆体ポリマーサブユニットはアクリル化ポリエステルポリマーであってもよい。アクリル化ポリエステルは、アクリル酸と、二塩基酸/脂肪族ジオールベースのポリエステルの反応生成物である。市販のアクリル化ポリエステルとしては、ヘンケル社(Henkel Corp.)より「フォトマー(PHOTOMER)5007」(六官能性アクリレート)および「フォトマー(PHOTOMER)5018」(四官能性アクリレート)およびUCBラドキュアスペシャルティーズ(UCB Radcure Specialties)より「エベクリル(EBECRYL)80」(四官能性変性ポリエステルアクリレート)、「エベクリル(EBECRYL)450」(脂肪酸変性ポリエステルヘキサアクリレート)および「エベクリル(EBECRYL)830」(六官能性ポリエステルアクリレート)という商品名で入手可能なものが例示される。
その他の好ましい前駆体ポリマーサブユニットは、エチレン化不飽和オリゴマーおよびモノマーのブレンドである。例えば、前駆体ポリマーサブユニットは、アクリレート官能性ウレタンオリゴマーと、1種類以上の単官能性アクリレートモノマーとのブレンドを含んでいてもよい。このアクリレートモノマーは、五官能性アクリレート、四官能性アクリレート、三官能性アクリレート、二官能性アクリレート、単官能性アクリレートまたはこれらの組み合わせであってよい。
前駆体ポリマーサブユニットは、米国特許第5,378,252号(フォレンスビー(Follensbee))に記載されているようなアクリレート分散液であってもよい。
熱硬化性ポリマーに加えて、熱可塑性バインダーを用いてもよい。好適な熱可塑性ポリマーとしては、ポリアミド、ポリエチレン、ポリプロピレン、ポリエステル、ポリウレタン、ポリエーテルイミド、ポリスルホン、ポリスチレン、アクリロニトリル−ブタジエン−スチレンブロックコポリマー、スチレン−ブタジエン−スチレンブロックコポリマー、スチレン−イソプレン−スチレンブロックコポリマー、アセタールポリマー、ポリ塩化ビニルおよびこれらの組み合わせが例示される。
熱硬化性樹脂と任意でブレンドされた水溶性前駆体ポリマーサブユニットを用いてもよい。水溶性前駆体ポリマーサブユニットとしては、ポリビニルアルコール、ハイドグルーおよび水溶性セルロースエーテル、例えば、ヒドロキシプロピルメチルセルロース、メチルセルロースまたはヒドロキシエチルメチルセルロースが例示される。これらのバインダーは米国特許第4,255,164号(ブッツェら(Butkze et al.))に報告されている。
エチレン化不飽和モノマーおよびオリゴマーを含有する前駆体ポリマーサブユニットの場合には、重合開始剤を用いてよい。有機過酸化物、アゾ化合物、キノン、ニトロソ化合物、ハロゲン化アシル、ヒドラゾン、メルカプト化合物、ピリリウム化合物、イミダゾール、クロロトリアジン、ベンゾイン、ベンゾインアルキルエーテル、ジケトン、フェノンまたはこれらの混合物が例示される。好適な市販の紫外線活性化光開始剤としては、ニューヨーク州テリータウンのチバスペシャルティケミカルズ(Ciba Specialty Chemicals,Tarrytown,NY)より市販されている「イルガキュア(IRGACURE)651」、「イルガキュア(IRGACURE)184」および「イルガキュア(IRGACURE)1173」が例示される。その他の可視光活性化光開始剤は、チバガイギー社(Ciba Geigy Company)より市販されている商品名「イルガキュア(IRGACURE)369」がある。好適な可視光活性化開始剤の例は、米国特許第4,735,632号(オクスマンら(Oxman et al.))および第5,674,122号(クレッヒら(Krech et al.))に報告されている。
好適な開始剤系は光増感剤を含んでいてもよい。代表的な光増感剤は、カルボニル基または第3級アミノ基またはそれらを混合したものを有している。カルボニル基を有する好ましい光増感剤は、ベンゾフェノン、アセトフェノン、ベンジル、ベンズアルデヒド、o−クロロベンズアルデヒド、キサントン、チオキサントン、9,10−アントラキノンまたはその他芳香族ケトンである。第3級アミンを有する好ましい光増感剤は、メチルジエタノールアミン、エチルジエタノールアミン、トリエタノールアミン、フェニルメチル−エタノールアミンまたはジメチルアミノエチルベンゾエートである。市販の光増感剤としては、ビドルソイヤー社(Biddle Sawyer Corp)製「クアンティキュア(QUANTICURE)ITX」、「クアンティキュア(QUANTICURE)QTX」、「クアンティキュア(QUANTICURE)PTX」、「クアンティキュア(QUANTICURE)EPDが挙げられる。
光増感剤または光開始剤系の量は、一般的に、前駆体ポリマーサブユニット成分の約0.01重量%〜10重量%、より好ましくは0.25重量%〜4.0重量%と変わる。
さらに、研磨粒子および/またはフィラー粒子のような微粒子材料を添加する前に、前駆体ポリマーサブユニット中に開始剤を分散(好ましくは均一に)させるのが好ましい。
一般に、前駆体ポリマーサブユニットは放射線エネルギー、好ましくは紫外線または可視光に露光させて前駆体ポリマーサブユニットを硬化または重合するのが好ましい。特定の研磨粒子および/または特定の添加剤は、紫外および可視光を吸収すると、前駆体ポリマーサブユニットを適正に硬化させるのが難しくなる場合がある。これは、例えば、セリア研磨粒子の場合に生じる。ホスフェート含有光開始剤、特にアシルホスフィンオキシド含有光開始剤を用いるとこの問題を最小限に抑えることができる。かかるアシルホスフェートオキシドの一例としては、ドイツ、ルードヴィッヒスハーフェンのBASF社(BASF Corporation, Ludwigshafen, Germany)より「ルシリン(LUCIRIN)TPO−L」として市販されている2,4,6−トリメチルベンゾイルジフェニルホスフィンオキシドが挙げられる。その他の市販のアシルホスフィンオキシドとしては、チバスペシャルティケミカルズ(Ciba Specialty Chemicals)より市販されている「ダロキュア(DAROCUR)4263」および「ダロキュア(DAROCUR)4265」が挙げられる。
バインダーがエポキシまたはビニルエーテルに基づくときは、カチオン開始剤を用いて重合を開始してもよい。カチオン開始剤としては、オニウムカチオンの塩、例えば、アリールスルホニウム塩およびイオンアレーンベースのような有機金属塩が例示される。その他の例は、米国特許4,751,138号(ツーメイら(Tumey et al.))、第5,256,170号(ハーマーら(Harmer et al.))、第4,985,340号(パラゾット(Palazzotto))および第4,950,696号に報告されている。
二重硬化およびハイブリッド硬化開始剤系を用いてもよい。二重硬化開始剤系においては、硬化または重合は、同一あるいは異なる反応機構を通じて、二段階で個別に生じる。ハイブリッド硬化開始剤系においては、2つの硬化機構が、紫外/可視または電子ビーム放射線に露光した際に同時に生じる。
バッキング
基材は、本発明に従って作成された研磨物品に好適な様々な穿孔固体エラストマーシートまたは発泡シート材料とすることができる。固体エラストマーシートおよび連続気泡、独立気泡およびこれらの組み合わせが例示される。
基材は、本発明に従って作成された研磨物品に好適な様々な穿孔固体エラストマーシートまたは発泡シート材料とすることができる。固体エラストマーシートおよび連続気泡、独立気泡およびこれらの組み合わせが例示される。
バッキングを、例えば、強化のために、他のシート材料にラミネートしたり、2パートアタッチメントシステムの1パートに適用してもよい。例えば、強化布地を研磨製品の表面18に適用して、研磨製品に引裂き抵抗性を与えてもよい。さらに、2パートメカニカルアタッチメントの1パートを、取り付けられる表面に含まれるフックの取り付けのために表面に係合ループを有するループ布地、または研磨製品が適用される表面に含まれる平らな遠端を有するステムのような表面18に適用してもよい。好適なループ布地についての更なる情報は、米国特許第4,609,581号(オット(Ott))および第5,254,194号(オット(Ott))にある。あるいは、バッキングは、逆の第2の主面から突出している係合フックを有するシート状構造であってもよい。係合フックを備えたかかるシート状構造の例は、米国特許第5,505,747号(チェスリー(Chesley))、第5,667,540号(チェスリー(Chesley))、第5,672,186号(チェスリー(Chesley))および第6,197,076号(ブランシュバイク(Braunschweig))にある。表面21に取り付けられたシート材料を穿孔して塵芥を通過させてもよい。
実施例
以下の実施例により本発明をさらに説明するが、これに限られるものではない。特に断らない限り、重量部は全て重量パーセントである。
以下の実施例により本発明をさらに説明するが、これに限られるものではない。特に断らない限り、重量部は全て重量パーセントである。
用語
A−174
ウエストバージニア州フレンドリーのクロンプトン社(Crompton Corp., Friendly, WV)より入手可能なγ−メタクリルオキシプロピルトリメトキシシラン、商品名「シルケスト(SILQUEST)」A−174」
ALODUR FRPL ANSI
等級60の鉱物、一般用、半脆性溶融酸化アルミニウム鉱物、トライバッハーシュライフミッテル(Treibacher Schleifmittel AG)(シーバッハ2、ポストファッハ1、A−9523、ヴィラッハ、オーストリア(Seebach 2, Postfach 1, A−9523 Villach, Austria)よりALODUR FRPL60という商品名で入手可能
酸化アルミニウム−Al2O3
一般用、通常の褐色溶融酸化アルミナ鉱物、ANSI等級120
水酸化アンモニウム溶液(28重量%NH3)
EZ−3溶液の活性剤として作用
BB077
BB077は、オンタリオ州のミシッソージャのネステカナダ社(Neste Canada Inc., Mississauga, Ontario)の一部門)ネステレジンカナダ(Neste Resins Canada)より入手可能な水含有(水中70%固体)レゾールフェノール樹脂の商品名である。
カルボポール(CARBOPOL)EZ−3
CARBOPOL EZ−3は、粘度制御を行う、BFグッドリッチ(Goodrich)より入手可能なポリアクリル酸の商品名である。
SD1010
SD1010は、ペンシルバニア州エクストンのサートマー社(Sartomer Company Inc., Exton, Pennsylvania)製の炭酸プロピレン中50wt%のトリアリールスルホニウムヘキサフルオロアンチモネートカチオン性光開始剤の商品名である。
ERL4299
ERL4299は、ミシガン州ミッドランドのダウケミカル(Dow Chemical, Midland, Michigan)製ビス−3,4−ヘキシルメチル脂環式エポキシの商品名である。
ERL4221
ERL4221は、ミシガン州ミッドランドのダウケミカル(Dow Chemical, Midland, Michigan)製脂環式エポキシ樹脂の商品名である。
GC2500
イリノイ州エルムハーストのフジミ社(Fujimi Corp.,Elmhurst,IL)より入手可能なグリーン炭化ケイ素鉱物、JIS2500等級
ハイカー(HYCAR)2679
ハイカー(HYCAR)2679は、オハイオ州クリーブランドのBFグッドリッチ(BF Goodrich, Cleveland, Ohio)より入手可能なアクリルエマルジョンの商品名である。
イルガキュア(IRGACURE)651
イルガキュア(IRGACURE)651は、ニューヨーク州ホースローンのチバコーポレーション(Ciba Corporation, Hawthorne, New York)製2,2−ジメトキシ−1,2−ジフェニル−1−エタノン遊離基光開始剤の商品名である。
マローン(Maroon)顔料
サンケミカル(Sun Chemical)製無機顔料分散剤(水中70%固体)バイオレット19
PD9000
デラウェア州ウィルミントンのユニケマ(Uniqema, Wilmington, DE)より入手可能な「ゼファリム(ZEPHRYM)PD9000」という商品名のアニオンポリエステル分散液
SR339
ペンシルバニア州エクストンのサートマー社(Sartomer, Inc., Exton, PA)製2−フェノキシエチルアクリレート
シルウェット(SILWET)L−77
シルウェット(SILWET)L−77は、ウェストバージニア州フレンドリーのOSIスペシャルティーズ(OSI Specialties, Friendly, West Virginia)より入手可能な湿潤性を促進するオルガノシリコーン界面活性剤の商品名である。
シンファック(SYNFAC)8009
シンファック(SYNFAC)8009は、サウスカロライナ州スパータンバーグのミリケンケミカルズ(Milliken Chemicals, Spartanburg, South Carolina)より入手可能なポリエーテルポリオールの商品名である。
TMPTA
TMPTAは、ペンシルバニア州エクストンのサートマー社(Sartomer Company Inc., Exton, Pennsylvania)より入手可能なトリメチロールプロパントリアクリレート架橋助剤の商品名である。
TPO−L
ドイツ、ウードヴィッヒスハーフェンのBASFケミカルズ(BASF Chemicals, Ludwigshafen, Germany)より入手可能な商品名「ルシリン(LUCIRIN)TPO−L」のホスフィンオキシド
A−174
ウエストバージニア州フレンドリーのクロンプトン社(Crompton Corp., Friendly, WV)より入手可能なγ−メタクリルオキシプロピルトリメトキシシラン、商品名「シルケスト(SILQUEST)」A−174」
ALODUR FRPL ANSI
等級60の鉱物、一般用、半脆性溶融酸化アルミニウム鉱物、トライバッハーシュライフミッテル(Treibacher Schleifmittel AG)(シーバッハ2、ポストファッハ1、A−9523、ヴィラッハ、オーストリア(Seebach 2, Postfach 1, A−9523 Villach, Austria)よりALODUR FRPL60という商品名で入手可能
酸化アルミニウム−Al2O3
一般用、通常の褐色溶融酸化アルミナ鉱物、ANSI等級120
水酸化アンモニウム溶液(28重量%NH3)
EZ−3溶液の活性剤として作用
BB077
BB077は、オンタリオ州のミシッソージャのネステカナダ社(Neste Canada Inc., Mississauga, Ontario)の一部門)ネステレジンカナダ(Neste Resins Canada)より入手可能な水含有(水中70%固体)レゾールフェノール樹脂の商品名である。
カルボポール(CARBOPOL)EZ−3
CARBOPOL EZ−3は、粘度制御を行う、BFグッドリッチ(Goodrich)より入手可能なポリアクリル酸の商品名である。
SD1010
SD1010は、ペンシルバニア州エクストンのサートマー社(Sartomer Company Inc., Exton, Pennsylvania)製の炭酸プロピレン中50wt%のトリアリールスルホニウムヘキサフルオロアンチモネートカチオン性光開始剤の商品名である。
ERL4299
ERL4299は、ミシガン州ミッドランドのダウケミカル(Dow Chemical, Midland, Michigan)製ビス−3,4−ヘキシルメチル脂環式エポキシの商品名である。
ERL4221
ERL4221は、ミシガン州ミッドランドのダウケミカル(Dow Chemical, Midland, Michigan)製脂環式エポキシ樹脂の商品名である。
GC2500
イリノイ州エルムハーストのフジミ社(Fujimi Corp.,Elmhurst,IL)より入手可能なグリーン炭化ケイ素鉱物、JIS2500等級
ハイカー(HYCAR)2679
ハイカー(HYCAR)2679は、オハイオ州クリーブランドのBFグッドリッチ(BF Goodrich, Cleveland, Ohio)より入手可能なアクリルエマルジョンの商品名である。
イルガキュア(IRGACURE)651
イルガキュア(IRGACURE)651は、ニューヨーク州ホースローンのチバコーポレーション(Ciba Corporation, Hawthorne, New York)製2,2−ジメトキシ−1,2−ジフェニル−1−エタノン遊離基光開始剤の商品名である。
マローン(Maroon)顔料
サンケミカル(Sun Chemical)製無機顔料分散剤(水中70%固体)バイオレット19
PD9000
デラウェア州ウィルミントンのユニケマ(Uniqema, Wilmington, DE)より入手可能な「ゼファリム(ZEPHRYM)PD9000」という商品名のアニオンポリエステル分散液
SR339
ペンシルバニア州エクストンのサートマー社(Sartomer, Inc., Exton, PA)製2−フェノキシエチルアクリレート
シルウェット(SILWET)L−77
シルウェット(SILWET)L−77は、ウェストバージニア州フレンドリーのOSIスペシャルティーズ(OSI Specialties, Friendly, West Virginia)より入手可能な湿潤性を促進するオルガノシリコーン界面活性剤の商品名である。
シンファック(SYNFAC)8009
シンファック(SYNFAC)8009は、サウスカロライナ州スパータンバーグのミリケンケミカルズ(Milliken Chemicals, Spartanburg, South Carolina)より入手可能なポリエーテルポリオールの商品名である。
TMPTA
TMPTAは、ペンシルバニア州エクストンのサートマー社(Sartomer Company Inc., Exton, Pennsylvania)より入手可能なトリメチロールプロパントリアクリレート架橋助剤の商品名である。
TPO−L
ドイツ、ウードヴィッヒスハーフェンのBASFケミカルズ(BASF Chemicals, Ludwigshafen, Germany)より入手可能な商品名「ルシリン(LUCIRIN)TPO−L」のホスフィンオキシド
実施例1
含水アクリルメイクコート接着剤前駆体、「処方M−1」は、90.1%のハイカー(HYCAR)2679、8.0%の水、0.09%のEZ−3溶液、0.09%の水酸化アンモニウム溶液、0.22%のシルウェット(SILWET)L−77および1.5%のサンケミカルズ(Sun Chemicals)製マローン(maroon)顔料を高剪断ミキサーにより好適なサイズのバッフル付き容器内で混合することにより作成した。水は希釈剤として作用した。得られた混合物の粘度は2300cp(ブルックフィールド(BROOKFIELD)型番DV−I粘度計、スピンドルNo.3、20℃で20RPMで回転)であり、固体パーセントは45%であった。
含水アクリルメイクコート接着剤前駆体、「処方M−1」は、90.1%のハイカー(HYCAR)2679、8.0%の水、0.09%のEZ−3溶液、0.09%の水酸化アンモニウム溶液、0.22%のシルウェット(SILWET)L−77および1.5%のサンケミカルズ(Sun Chemicals)製マローン(maroon)顔料を高剪断ミキサーにより好適なサイズのバッフル付き容器内で混合することにより作成した。水は希釈剤として作用した。得られた混合物の粘度は2300cp(ブルックフィールド(BROOKFIELD)型番DV−I粘度計、スピンドルNo.3、20℃で20RPMで回転)であり、固体パーセントは45%であった。
30cm×30cm平方の可撓性基材Aの重さを量って、更なる処理のために秤量を求めた。基材Aは、スクリム強化ポリ塩化ビニル発泡体でできた厚さ3mmのオープンメッシュの弾性滑り止めマットであった。基材Aは、マックマスター−カール(McMaster−Carr)よりカタログ番号85695K31として黒色ポリエステル−PVC穿孔泡(Black Polyester−PVC Perforated Foam)という商品名のものであった。個々の弾性体の幅は約4mm、長さは4.6mmであった。各弾性体はやや半球状のドーム型上部表面形状を有していた。表面の約68%は固体材料で構成されており、残りの32%はボイドスペースであった。これと同様の製品は、ジョージア州カータースヴィルのグリプテックスインダストリーズ社(Griptex Industries, Inc., Cartersville, Georgia)により製造された。
メイクコート前駆体(処方M−1)を可撓性シート状基材Aの上部表面にスプレーコートした。スプレーコーティングは、キャンベルハウスフェルド(Campbell Hausfeld)製の手持形の従来の高圧塗料スプレーガンを用いるものであった。乾燥付加重量は211g/m2であった。
ALODUR ERPL等級60の鉱物研磨粒子を、縁に小さな孔を有するジャーから粒子ソルトシェーカースタイルをシフトすることにより湿潤表面に均一に適用した。研磨粒子の乾燥付加重量は464g/m2であった。鉱物コートされた複合体を予熱した強制空気オーブンに入れ、120℃で10分間硬化させた。試料をオーブンから取り出し、室温まで冷やした。
含水フェノールサイズコート接着剤前駆体「処方S−1」を、57.2%のフェノールBB−077、42.7%の水、0.10%のシルウェット(SILWET)L−77を高剪断ミキサーにより好適なサイズのバッフル付き容器にて混合することにより作成した。得られた混合物の粘度は200cp(ブルックフィールド(BROOKFIELD)型番DV−I粘度計、スピンドルNo.3、20℃で20RPMで回転)であり、固体パーセントは40%であった。サイズコート前駆体を手持形の従来の高圧塗料スプレーガンによりメイクおよび鉱物コート基材にスプレーした。乾燥付加重量は21g/m2であった。 サイズコートされた試料を予熱した強制空気オーブンに入れ、120℃で10分間硬化させた。
完成した試料をオーブンから取り出し、試験の前に室温条件まで平衡させた。
実施例2
30cm×30cm平方の可撓性基材Bの重さを量って、更なる試験のために秤量を確定した。基材Bは、スクリム強化ポリ塩化ビニル発泡体でできた厚さ5mmのオープンメッシュの弾性滑り止めマットであった。個々の「弾性体」の幅は約9mm、長さ9mmであった。各弾性体はやや半球状のドーム型形状を有していた。表面積の約57%は固体材料で構成されており、残りの43%はボイドスペースであった。これと同様の製品は、テネシー州スミルナのMSMインダストリーズ(MSM Industries, Smyrna, Tennessee)により製造された。
30cm×30cm平方の可撓性基材Bの重さを量って、更なる試験のために秤量を確定した。基材Bは、スクリム強化ポリ塩化ビニル発泡体でできた厚さ5mmのオープンメッシュの弾性滑り止めマットであった。個々の「弾性体」の幅は約9mm、長さ9mmであった。各弾性体はやや半球状のドーム型形状を有していた。表面積の約57%は固体材料で構成されており、残りの43%はボイドスペースであった。これと同様の製品は、テネシー州スミルナのMSMインダストリーズ(MSM Industries, Smyrna, Tennessee)により製造された。
含水メイクコート接着剤前駆体「処方M−1」を実施例1と同様にして作成した。メイクコート前駆体を、基材Bの第1の表面を覆うようにスプレーコートした。スプレーコーティングは、キャンベルハウスフェルド(Campbell Hausfeld)製の手持形の従来の高圧塗料スプレーガンを用いるものであった。試料の乾燥付加重量は190g/m2であった。
ALODUR ERPL等級60の鉱物研磨粒子を、サンドブラスターガン(スピードエアコーポレーション(Speed Air Corporation)製手持形サイホン供給スポットサンドブラスティングガン)により湿潤表面に均一に適用した。研磨粒子の乾燥付加重量は375g/m2であった。鉱物コートされた複合体を予熱した強制空気オーブンに入れ、120℃で10分間硬化させた。試料をオーブンから取り出し、室温まで冷やした。
含水サイズコート接着剤前駆体「処方S−1」を実施例1と同様にして作成した。サイズコート前駆体を手持形の従来の高圧塗料スプレーガンによりメイクおよび鉱物コート基材にスプレーした。乾燥付加重量は23g/m2であった。 サイズコートされた試料を予熱した強制空気オーブンに入れ、120℃で10分間硬化させた。
完成した試料をオーブンから取り出し、試験の前に室温条件まで平衡させた。
実施例3
脂環式エポキシおよびポリオール混合物メイクコート接着剤前駆体「処方M−2」を、58.8%のERL4299、39.2%のシンファック(SYNFAC)8009、2.0%のSD1010を高剪断ミキサーにより好適なサイズのバッフル付き容器にて混合することにより作成した。得られた混合物の粘度は2.5パスカル秒(2500cp(ブルックフィールド(BROOKFIELD)型番DV−I粘度計、スピンドルNo.3、20℃で20RPMで回転)であり、固体パーセントは100%であった)。
脂環式エポキシおよびポリオール混合物メイクコート接着剤前駆体「処方M−2」を、58.8%のERL4299、39.2%のシンファック(SYNFAC)8009、2.0%のSD1010を高剪断ミキサーにより好適なサイズのバッフル付き容器にて混合することにより作成した。得られた混合物の粘度は2.5パスカル秒(2500cp(ブルックフィールド(BROOKFIELD)型番DV−I粘度計、スピンドルNo.3、20℃で20RPMで回転)であり、固体パーセントは100%であった)。
15cm×60cmの基材Aの可撓性試料の重さを量って、更なる処理のために秤量を求めた。
小さな2本ロール−コーターを用いてメイクコート前駆体を可撓性シート状基材Aに適用した。このロール−コーターは、直径15cm(6−インチ)のゴムカバーの下部ロールと、直径7.6cm(3−インチ)の研磨鋼上部ローラとを備えた標準2本ロールタイプであった。下部ローラは、接着剤の量を調整する目的でドクターブレードを備えていた。試料の重さを量って、乾燥付加重量を求めたところ、132g/m2であった。
酸化アルミニウム等級120鉱物研磨粒子を、実施例2に記載されたようにして、サンドブラスターガンにより湿潤表面に均一に適用した。研磨粒子の乾燥付加重量は337g/m2であった。
処方M−2をUV光チャンバーを用いて硬化した。コートされた試料をUV光チャンバーを通して動かす動くコンベヤーベルトを10メートル/分に調整した。このUV光チャンバーはフュージョンシステムズ(Fusion Systems)型番F300−15cm(6−インチ)中圧水銀ランプであった。10メートル/分でUVA放射線(300〜400nm)の入力は118ワット/cm(300ワット/インチ)および出力は250mJ/cm2であった。チャンバーは、試料を光源に搬送するための幅15cm(6インチ)のコンベヤーシステムを備えていた。鉱物コート複合体をコンベヤーに置き、試料が光チャンバーを通過する際に1,000mJ/cm2の合計露光量となるUV放射線を試料に露光した。
脂環式エポキシサイズコート接着剤前駆体「処方S−2」を、67.90%のERL4221、29.10%のTMPTA、2.00%のSD1010および1.00%のイルガキュア(IRGACURE)651を高剪断ミキサーにより好適なサイズのバッフル付き容器にて混合することにより作成した。得られた混合物の粘度は0.25パスカル秒(250cp)(実施例1と同様にして測定)および固体パーセントは100%であった。サイズコート前駆体を手持形の従来の高圧塗料スプレーガンによりメイクおよび鉱物コート基材にスプレーした。試料の重さを量り、サイズ重量を記録した。乾燥付加重量は18.5g/m2であった。
サイズコート試料をUV光チャンバーのコンベヤーに置き、試料が光チャンバーを通過する際に1,000mJ/cm2の合計露光量となるUV放射線を試料に露光した。
完成した試料を試験の前に室温条件まで平衡させた。
試験手順
仕上げ試験
「表面仕上げ」は、ワークピースの接着剤により作成された掻き傷の特徴の尺度である。側面計により測定される深さの粗度により数字で示される。この掻き傷/仕上げ測定器は、ファインプルフペーザン社(Feinpruf Perthen GmbH)製パートメーター(PERTHOMETER)型番M4P表面測定および記録器であった。数はRa、RzおよびRmaxで示される。
仕上げ試験
「表面仕上げ」は、ワークピースの接着剤により作成された掻き傷の特徴の尺度である。側面計により測定される深さの粗度により数字で示される。この掻き傷/仕上げ測定器は、ファインプルフペーザン社(Feinpruf Perthen GmbH)製パートメーター(PERTHOMETER)型番M4P表面測定および記録器であった。数はRa、RzおよびRmaxで示される。
Raは、平均粗さ(DIN4768)−合計測定長さ(2.54mm)内の粗度プロフィールの算術平均である。
Rzは平均粗度深さ(DIN4768)−個々の粗度深さの平均である。粗度プロフィールにおける最高点と最低点間の垂直距離の平均。
Rmaxは最大粗度深さ(DIN4768)−測定距離全体に生じる個々の最大粗度深さである。
これらの試験で用いるワークピースは6cm×122cmのプレキシグラス(PLEXIGLAS)プラスチックシートのプラスチックパネルである。
長さ60cmの関節式ハンドルを備えた4.54キログラムのブロックの真鍮である研磨試験試料を支持するための固定具を用いた。
5.71cm×10.2cmの研磨試験試料を両面接着テープによりサンディング固定具に接合した。この試験試料固定具を用いて、プラスチックパネルワークピースを10サイクルにわたってサンディングして、測定のための初期の掻き傷パターンを作った。試料を取り付けた試験固定具をパネルの長さに押し付けて出発点まで引き戻す(合計で144cmの直線の移動)と1サイクルが完了した。
サンディングした部分のプラスチックパネルの表面粗度はパートメータ(PERTHOMETER)型番M4Pで測定した。結果を以下の表1に記してある。
各種研磨製品を評価するために、新たな試験パネルでこの全手順を繰り返した。
切断試験
「切断レート」とは、ワークピースから原材料または表面粒子を除去する研磨剤の能力のことを指す。「切断レート」は、ワークピースからの重量喪失量である。
「切断レート」とは、ワークピースから原材料または表面粒子を除去する研磨剤の能力のことを指す。「切断レート」は、ワークピースからの重量喪失量である。
ワークピースは塗装パネルであった。スタイルパーフェクトインテリア(STYLE PERFECT INTERIOR)という商品名でシェアウィンウィリアムス(Sherwin Williams)ラテックス塗料で3回コート(127μm(5ミル)湿潤)により塗装された61cm×122cmの媒体密度ファイバーボードパネルであった。
長さ60cmの関節式ハンドルを備えた4.54キログラムのブロックの真鍮である研磨試験試料を支持するための固定具を用いた。5.71cm×10.2cmの研磨試験試料を両面接着テープによりサンディング固定具に接合した。
塗装サンディング試験を開始する前に、精密電子秤で塗装パネルワークピースの重さを量った。試料試験固定具を用いて、合計で50サイクルにわたって塗装パネルをサンディングした。サンディング試験中、各10サイクル毎に、塗装パネルおよび試験固定具試料から蓄積されたサンディングダストを圧縮空気でブローすることにより取り払った。塗装パネルの重さを再度量って、10サイクルのサンディングプロセス中の重量損失(切断)を確定した。各10サイクル試験についての累積的な重量損失を合計で50サイクルまで記録した。
各種研磨製品を評価するために、新たな試験パネルでこの全手順を繰り返した。
実施例4
本例は、2つの標準的な製品に対する本発明の実施例3の可撓性研磨試料の比較の仕上げ試験について説明するものである。ミネソタマイニング・アンド・マニュファクチュアリング(Minnesota Mining and Manufacturing Company)(3M)製の120−グリット製品Cwt.オープンコート酸化アルミニウムサンドペーパー230N(120−grit PRODUCTION C wt. OPEN COAT ALMINUM OXIDE sandpaper 230N)という商品名の従来のサンドペーパー、および3M製スモールエリアサンディングスポンジ極細/細(SMALL AREA SANDING SPONGE Extra Fine/Fine)(120グリット酸化アルミニウム)という商品名のカタログ番号907の従来のサンディングスポンジ。上述した手順に従った。結果を表1にまとめてある。
本例は、2つの標準的な製品に対する本発明の実施例3の可撓性研磨試料の比較の仕上げ試験について説明するものである。ミネソタマイニング・アンド・マニュファクチュアリング(Minnesota Mining and Manufacturing Company)(3M)製の120−グリット製品Cwt.オープンコート酸化アルミニウムサンドペーパー230N(120−grit PRODUCTION C wt. OPEN COAT ALMINUM OXIDE sandpaper 230N)という商品名の従来のサンドペーパー、および3M製スモールエリアサンディングスポンジ極細/細(SMALL AREA SANDING SPONGE Extra Fine/Fine)(120グリット酸化アルミニウム)という商品名のカタログ番号907の従来のサンディングスポンジ。上述した手順に従った。結果を表1にまとめてある。
表1

実施例5
本例は、2つの標準的な製品に対する本発明の実施例3の可撓性研磨試料の比較の切断試験について説明するものである。3M製の120−グリット製品Cwt.オープンコート酸化アルミニウムサンドペーパー230N(120−grit PRODUCTION C wt. Open Coat Aluminum Oxide sandpaper 230N)という商品名の従来のサンドペーパー、および3M製スモールエリアサンディングスポンジ極細/細(SMALL AREA SANDING SPONGE Extra Fine / Fine)(120グリット酸化アルミニウム)という商品名のカタログ番号907の従来のサンディングスポンジ。上述した手順に従った。結果を表2にまとめてある。
本例は、2つの標準的な製品に対する本発明の実施例3の可撓性研磨試料の比較の切断試験について説明するものである。3M製の120−グリット製品Cwt.オープンコート酸化アルミニウムサンドペーパー230N(120−grit PRODUCTION C wt. Open Coat Aluminum Oxide sandpaper 230N)という商品名の従来のサンドペーパー、および3M製スモールエリアサンディングスポンジ極細/細(SMALL AREA SANDING SPONGE Extra Fine / Fine)(120グリット酸化アルミニウム)という商品名のカタログ番号907の従来のサンディングスポンジ。上述した手順に従った。結果を表2にまとめてある。
表2
塗装除去試験および掻き傷/仕上げ試験の結果によれば、本発明の実施例3の可撓性サンディング製品は、従来のサンドペーパーまたは従来のサンディングスポンジと比較すると切断および掻き傷仕上げの両方が改善されていた。
実施例6
本実施例は、2パートメカニカルアタッチメントシステムの1パートである第2の表面を含む可撓性研磨製品の構造化研磨コーティングの作成についてのものである。
本実施例は、2パートメカニカルアタッチメントシステムの1パートである第2の表面を含む可撓性研磨製品の構造化研磨コーティングの作成についてのものである。
プレミックス1番:33.6部のSR339を、50.6部のTMPTAと手動で混合して、それに8部のPD9000を加えて溶解するまで60℃に保持した。この溶液を室温まで冷やした。これに2.8部のTPO−Lおよび5部のA−174を加え、この混合物が均一になるまで再び攪拌した。
スラリー1番:61.5部のGC2500を38.5部のプレミックス1番にディスパーセータ(DISPERSATOR)ミキサーを用いて混合して、均一なスラリー1番を形成した。
基材Aについて実施例1に記載されたのと同様にして、ゴムスクリムバッキングにハイカー(HYCAR)2679樹脂前駆体でスプレーコートしたところ、93℃で45分間乾燥した後、1.0グラム/155cm2のコート重量を得た。
スラリー1番を、図4〜6に示したローラ(s=55μm、t=250μm、w=99.53°、x=54.84μm、z=53.00°)でできたポリプロピレンツールにナイフコートした。コートされたツールをゴムスクリムにラミネートして、9.1m/分(30ft/分)のウェブ速度およびニップ圧344kPa(50psi)でD電球を用いて236W/cm(600W/インチ)でUVプロセッサに1回通過させ、その後ツールを取り外してゴムスクリムの上部にある構造化研磨コーティングを露出させた。
上述した発明の概念から逸脱することなく様々な変更や修正を行えることは当業者には明白であろう。このように、本発明の範囲は、本明細書に記載した方法および構造に限定されるものではなく、請求項の文言により記載された構造そしてその等価物によってのみ限定されるものである。
Claims (39)
- a.略平面配列のパターンで互いに連結された多数の分離された弾性体であって、近接する連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材と、
b.少なくとも前記第1の表面を研磨表面とさせる研磨粒子と
を含む可撓性研磨製品。 - 前記第1の表面と前記第2の表面との間で測定された厚さが少なくとも1ミリメートルである請求項1に記載の可撓性研磨製品。
- 前記分離された弾性体を支持し連結する構造を与えるスクリムを前記基材が含んでいる請求項1または2に記載の可撓性研磨製品。
- 前記基材が約20%〜80%の開放空間を有している請求項1から3のいずれか一項に記載の可撓性研磨製品。
- 前記弾性体が略正方形である請求項1から4のいずれか一項に記載の可撓性研磨製品。
- 前記弾性体の前記第1の表面が凸面である請求項1から5のいずれか一項に記載の可撓性研磨製品。
- 前記第1および第2の表面が研磨表面である請求項1から6のいずれか一項に記載の可撓性研磨製品。
- 前記研磨表面が異なる研磨特性を有している請求項7に記載の可撓性研磨製品。
- 前記研磨粒子が前記第1の表面に適用されたバインダーコーティング中にある請求項1から8のいずれか一項に記載の可撓性研磨製品。
- 前記研磨コーティングが隆起領域と凹部領域とを含む成形された研磨表面を有している請求項9に記載の可撓性研磨製品。
- 前記研磨表面が、各研磨粒子の少なくとも一部が埋め込まれたバインダーメイクコーティングを含んでいる請求項1から8のいずれか一項に記載の可撓性研磨製品。
- 前記メイクコーティングが、アクリレート樹脂、エポキシ樹脂、エチレン化不飽和樹脂、ニトリルゴム樹脂、ウレタン樹脂、アミノプラスト樹脂、アクリル化イソシアヌレート樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂、フェノール樹脂、尿素−ホルムアルデヒド樹脂、ポリ塩化ビニル樹脂、ブタジエンゴム樹脂およびこれらの組み合わせからなる群より選択されるバインダーである請求項11に記載の可撓性研磨製品。
- 前記メイクコーティングおよび前記研磨粒子を覆うサイズコーティングをさらに含む請求項11または12に記載の可撓性研磨製品。
- 前記サイズコーティングが、フェノール樹脂、ペンダントα,β−不飽和カルボニル基を有するアミノプラスト樹脂、ウレタン樹脂、エポキシ樹脂、エチレン化不飽和樹脂、アクリル化イソシアヌレート樹脂、尿素ホルムアルデヒド樹脂、イソシアヌレート樹脂、アクリル化ウレタン樹脂、アクリル化エポキシ樹脂、ビス−マレイミド樹脂、フルオレン−変性樹脂およびこれらの組み合わせからなる群より選択されるバインダー樹脂である請求項13に記載の可撓性研磨製品。
- 研磨粒子が、溶融酸化アルミニウム、熱処理済み酸化アルミニウム、炭化ケイ素、アルミナベースのセラミックス、ジルコニア、アルミナ−ジルコニア、ダイアモンド、セリア、立方晶窒化ホウ素、ガーネット、グラウンドガラス、石英、二ホウ化チタンおよびこれらの組み合わせからなる群より選択される材料を含む請求項1から14に記載の可撓性研磨製品。
- 各前記弾性体が実質的に均一なサイズおよび形状を有している請求項1に記載の可撓性研磨製品。
- 弾性体が約2〜約25ミリメートルのサイズを有している請求項1から16のいずれか一項に記載の可撓性研磨製品。
- 前記スクリムが複数の近接する開口部を含んでおり、弾性体が交互の開口部に配置されていて、前記研磨製品に多数の開口部を与えるために近接する開口部には弾性体がない請求項3に記載の可撓性研磨製品。
- 複数の近接する開口部を含むグリッドを与えるために前記スクリムが第1の方向に第1組の列の分離ファイバーと、第2の方向に第2組のファイバーとを含んでおり、弾性体が交互の開口部に配置されていて、弾性体間の開口部には弾性体がない請求項3に記載の可撓性研磨製品。
- 交互の開口部は、前記弾性体が支持される繊維状構造を含んでいる請求項19に記載の可撓性研磨製品。
- 前記スクリムが、織または編ファイバーメッシュ、合成繊維メッシュ、天然繊維メッシュ、金属繊維メッシュ、成形熱可塑性ポリマーメッシュ、成形熱硬化性ポリマーメッシュ、穿孔シート材料、スリットおよび伸張シート材料およびこれらの組み合わせからなる群より選択されるオープンメッシュを含む請求項3に記載の可撓性研磨製品。
- 前記弾性体が発泡材料を含む請求項1から21のいずれか一項に記載の可撓性研磨製品。
- 可撓性基材が、ポリ塩化ビニル、エチレン酢酸ビニル、ポリウレタン、発泡ゴムおよびシリコーンゴムからなる群より選択される材料から形成されている請求項1から22のいずれか一項に記載の可撓性研磨製品。
- 前記弾性体がポリ塩化ビニル発泡体を含む請求項1から23のいずれか一項に記載の可撓性研磨製品。
- 輪郭および複雑な表面をサンディングするために手で持てる形状を有している請求項1から24のいずれか一項に記載の可撓性研磨製品。
- 前記第2の表面に、2パートメカニカルアタッチメントシステムの1パートをさらに含む請求項1から6のいずれか一項に記載の可撓性研磨製品。
- 前記2パートメカニカルアタッチメントシステムの1パートが、フック・アンド・ループメカニカルファスニングシステムのフック部およびループ部からなる群より選択される請求項26に記載の可撓性研磨製品。
- 前記2パートメカニカルアタッチメントシステムの1パートが、平面ステム部とループ部を含むメカニカルファスニングシステムの平面ステム部およびループ部から選択される請求項26に記載の可撓性研磨製品。
- 前記2パートアタッチメントシステムの1パートが、感圧接着剤コートシートおよび感圧接着剤コートシートと前記シートのアタッチメント表面を含むファスニングシステムの前記感圧接着剤コートシートのアタッチメント表面から選択される請求項26に記載の可撓性研磨製品。
- a.略平面配列のパターンで互いに連結された多数の分離された弾性体であって、近接する連結された弾性体間に開放空間が与えられており、各弾性体が第1の表面と逆の第2の表面とを有する弾性体を含む可撓性シート状基材を提供する工程と、
b.少なくとも前記第1の表面に研磨粒子を提供して研磨表面を与える工程と
を含む可撓性研磨製品の製造方法。 - 前記研磨表面が、
a.前記第1の表面を硬化性バインダー組成物のメイクコーティングでコートする工程と、
b.研磨粒子を前記硬化性組成物の前記メイクコーティングに付着する工程と、
c.前記メイクコーティング組成物を少なくとも部分的に硬化する工程とにより提供される請求項30に記載の方法。 - 前記メイクコーティングおよび研磨粒子を硬化性バインダー組成物のサイズコーティングでコートし、前記サイズコーティング組成物を硬化することをさらに含む請求項31に記載の可撓性研磨製品の製造方法。
- 研磨粒子を硬化性バインダー組成物と混合することにより前記研磨粒子を前記第1の表面に提供して、硬化して研磨コーティングを与える混合物を提供し、前記第1の表面を前記混合物でコートし、前記硬化性バインダー組成物を硬化する請求項30に記載の方法。
- 研磨粒子を含有する前記硬化性バインダー組成物のコーティング後であるが硬化前に、前記コーティングを隆起領域と凹部領域を含むツールの表面と接触させて成形表面を前記研磨コーティングに与える請求項33に記載の方法。
- 前記研磨粒子が同じ等級サイズを有している請求項1に記載の可撓性研磨製品。
- 前記研磨粒子が異なる研磨剤等級サイズの混合物を有している請求項1に記載の可撓性研磨製品。
- 前記バインダーコーティングが硬化脂環式エポキシ樹脂を含む請求項9に記載の可撓性研磨製品。
- 前記脂環式エポキシ樹脂がビス−3,4ヘキシルメチル脂環式エポキシ樹脂である請求項37に記載の可撓性研磨製品。
- 前記分離された弾性体が元々可撓性のジョイントにより互いに連結されている請求項1に記載の可撓性研磨製品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/033,390 US6613113B2 (en) | 2001-12-28 | 2001-12-28 | Abrasive product and method of making the same |
| PCT/US2002/035298 WO2003057409A1 (en) | 2001-12-28 | 2002-11-04 | Abrasive product and method of making the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005514216A true JP2005514216A (ja) | 2005-05-19 |
| JP2005514216A5 JP2005514216A5 (ja) | 2006-01-05 |
Family
ID=21870141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003557752A Pending JP2005514216A (ja) | 2001-12-28 | 2002-11-04 | 研磨製品およびその製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6613113B2 (ja) |
| EP (1) | EP1458523B1 (ja) |
| JP (1) | JP2005514216A (ja) |
| KR (1) | KR20040068361A (ja) |
| AT (1) | ATE296188T1 (ja) |
| AU (1) | AU2002359346A1 (ja) |
| BR (1) | BR0215381A (ja) |
| CA (1) | CA2468870C (ja) |
| DE (1) | DE60204354T2 (ja) |
| WO (1) | WO2003057409A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007059745A (ja) * | 2005-08-26 | 2007-03-08 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2009511281A (ja) * | 2005-10-05 | 2009-03-19 | スリーエム イノベイティブ プロパティズ カンパニー | 構造化研磨物品の製造方法 |
| JP2009539630A (ja) * | 2006-12-08 | 2009-11-19 | スンテック・インダストリーズ・リミテッド | 3次元の研磨構造物を有する研磨布紙の製造方法 |
| JP2013530061A (ja) * | 2010-07-02 | 2013-07-25 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨材物品 |
Families Citing this family (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8062098B2 (en) | 2000-11-17 | 2011-11-22 | Duescher Wayne O | High speed flat lapping platen |
| US8545583B2 (en) | 2000-11-17 | 2013-10-01 | Wayne O. Duescher | Method of forming a flexible abrasive sheet article |
| US8256091B2 (en) | 2000-11-17 | 2012-09-04 | Duescher Wayne O | Equal sized spherical beads |
| US7632434B2 (en) * | 2000-11-17 | 2009-12-15 | Wayne O. Duescher | Abrasive agglomerate coated raised island articles |
| JP2005007520A (ja) * | 2003-06-19 | 2005-01-13 | Nihon Micro Coating Co Ltd | 研磨パッド及びその製造方法並びに研磨方法 |
| US20050210756A1 (en) * | 2004-03-25 | 2005-09-29 | Saint-Gobain Ceramics & Plastics, Inc. | Coated abrasive products and processes for forming same |
| US7428863B2 (en) * | 2004-06-15 | 2008-09-30 | Vanmark Corporation | Apparatus for peeling potatoes and the like |
| US7294048B2 (en) * | 2004-06-18 | 2007-11-13 | 3M Innovative Properties Company | Abrasive article |
| US20060019579A1 (en) * | 2004-07-26 | 2006-01-26 | Braunschweig Ehrich J | Non-loading abrasive article |
| US7169029B2 (en) * | 2004-12-16 | 2007-01-30 | 3M Innovative Properties Company | Resilient structured sanding article |
| KR20070094811A (ko) * | 2004-12-30 | 2007-09-21 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 연마성 물품 및 그의 제조 방법 |
| US7497884B2 (en) * | 2004-12-30 | 2009-03-03 | Neenah Paper, Inc. | Fine abrasive paper backing material and method of making thereof |
| US7591865B2 (en) * | 2005-01-28 | 2009-09-22 | Saint-Gobain Abrasives, Inc. | Method of forming structured abrasive article |
| US8287611B2 (en) * | 2005-01-28 | 2012-10-16 | Saint-Gobain Abrasives, Inc. | Abrasive articles and methods for making same |
| US7182681B2 (en) * | 2005-04-29 | 2007-02-27 | 3M Innovative Properties Company | Sanding tool |
| US7220172B2 (en) * | 2005-04-29 | 2007-05-22 | 3M Innovative Properties Company | Detail sanding block |
| US7112128B1 (en) | 2005-04-29 | 2006-09-26 | 3M Innovative Properties Company | Sanding tool with protective clamping mechanism |
| US7252694B2 (en) * | 2005-08-05 | 2007-08-07 | 3M Innovative Properties Company | Abrasive article and methods of making same |
| US7258705B2 (en) * | 2005-08-05 | 2007-08-21 | 3M Innovative Properties Company | Abrasive article and methods of making same |
| US7591715B2 (en) * | 2005-08-11 | 2009-09-22 | 3M Innovative Properties Company | Sanding tool with sheet loading feature |
| US7497768B2 (en) * | 2005-08-11 | 2009-03-03 | 3M Innovative Properties Company | Flexible abrasive article and method of making |
| US7500906B2 (en) * | 2005-08-11 | 2009-03-10 | 3M Innovative Properties Company | Sanding tool with rotatable handle |
| US7390244B2 (en) * | 2005-09-16 | 2008-06-24 | 3M Innovative Properties Company | Abrasive article mounting assembly and methods of making same |
| US7393269B2 (en) * | 2005-09-16 | 2008-07-01 | 3M Innovative Properties Company | Abrasive filter assembly and methods of making same |
| US7244170B2 (en) * | 2005-09-16 | 2007-07-17 | 3M Innovative Properties Co. | Abrasive article and methods of making same |
| US20070066186A1 (en) * | 2005-09-22 | 2007-03-22 | 3M Innovative Properties Company | Flexible abrasive article and methods of making and using the same |
| US7618306B2 (en) * | 2005-09-22 | 2009-11-17 | 3M Innovative Properties Company | Conformable abrasive articles and methods of making and using the same |
| MXPA05011412A (es) * | 2005-10-21 | 2010-06-02 | 3M Mexico S A De C V | Articulo abrasivo de limpieza que contiene un agente que promueve la creacion de espuma al contacto con agua de tratamiento de superficies. |
| US8034430B2 (en) | 2005-10-27 | 2011-10-11 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric and fastening system that include an auto-adhesive material |
| EP1797995B1 (de) * | 2005-12-07 | 2009-03-18 | sia Abrasives Industries AG | Schleifwerkzeug |
| EP2305426A1 (de) * | 2005-12-07 | 2011-04-06 | sia Abrasives Industries AG | Schleifwerkzeug |
| US7497765B2 (en) | 2005-12-09 | 2009-03-03 | Ec Sander, L.L.C. | Drywall sander |
| US20070141969A1 (en) * | 2005-12-21 | 2007-06-21 | Cybulski Eric R | Sanding tool with molding interface pad |
| US7285146B2 (en) * | 2005-12-28 | 2007-10-23 | 3M Innovative Properties Company | Resilient abrasive article |
| KR100724737B1 (ko) | 2005-12-28 | 2007-06-04 | 한국생산기술연구원 | 탄성 연마체 제조방법 및 그 제품 |
| US7144300B1 (en) | 2005-12-29 | 2006-12-05 | 3M Innovative Properties Company | Sanding tool with clamping mechanism |
| US7775855B2 (en) * | 2005-12-29 | 2010-08-17 | 3M Innovative Properties Company | Sanding tool with rotatable handle |
| US8435098B2 (en) * | 2006-01-27 | 2013-05-07 | Saint-Gobain Abrasives, Inc. | Abrasive article with cured backsize layer |
| US20090044458A1 (en) * | 2006-03-03 | 2009-02-19 | Sandro Giovanni Giuseppe Ferronato | System for indicating the grade of an abrasive |
| US7235114B1 (en) | 2006-03-16 | 2007-06-26 | 3M Innovative Properties Company | Flexible abrasive article |
| US20070243804A1 (en) * | 2006-04-14 | 2007-10-18 | Peterson John G | Abrasive article with a resilient dusting surface |
| US20070243802A1 (en) * | 2006-04-14 | 2007-10-18 | Petersen John G | Laminated flexible resilient abrasive article |
| US20070243798A1 (en) * | 2006-04-18 | 2007-10-18 | 3M Innovative Properties Company | Embossed structured abrasive article and method of making and using the same |
| US7410413B2 (en) * | 2006-04-27 | 2008-08-12 | 3M Innovative Properties Company | Structured abrasive article and method of making and using the same |
| US7338355B2 (en) * | 2006-06-13 | 2008-03-04 | 3M Innovative Properties Company | Abrasive article and methods of making and using the same |
| AU2007272779B2 (en) | 2006-07-14 | 2010-08-26 | Saint-Gobain Abrasifs | Backingless abrasive article |
| US7452265B2 (en) * | 2006-12-21 | 2008-11-18 | 3M Innovative Properties Company | Abrasive article and methods of making same |
| US20080207099A1 (en) * | 2007-02-28 | 2008-08-28 | Brown John E | Resilient abrasive article and method of manufacture |
| US7628829B2 (en) * | 2007-03-20 | 2009-12-08 | 3M Innovative Properties Company | Abrasive article and method of making and using the same |
| US20080233850A1 (en) * | 2007-03-20 | 2008-09-25 | 3M Innovative Properties Company | Abrasive article and method of making and using the same |
| US7954208B2 (en) * | 2007-10-31 | 2011-06-07 | Avery Dennison Corporation | Fastening member for a molded article |
| US7981173B2 (en) | 2008-04-28 | 2011-07-19 | Ali Industries, Inc. | Process of making a laminate and laminate formed thereby |
| US8662962B2 (en) | 2008-06-30 | 2014-03-04 | 3M Innovative Properties Company | Sandpaper with non-slip coating layer and method of using |
| JP5369654B2 (ja) * | 2008-12-04 | 2013-12-18 | 株式会社ジェイテクト | ビトリファイドボンド砥石 |
| RU2569254C2 (ru) | 2009-08-14 | 2015-11-20 | Сэнт-Гобэн Эбрейзивс, Инк. | Абразивное изделие |
| MX2012001809A (es) * | 2009-08-14 | 2012-06-08 | Saint Gobain Abrasives Inc | Articulos abrasivos que incluyen particulas abrasivas unidas a un cuerpo alargado, y metodos para formar los mismos. |
| US8309198B2 (en) * | 2009-10-19 | 2012-11-13 | Product Bliss, Llc | Rugs with a mat portion |
| US20110124275A1 (en) * | 2009-11-24 | 2011-05-26 | Terry Ali | Finishing pad and method of making |
| TW201507812A (zh) | 2010-12-30 | 2015-03-01 | Saint Gobain Abrasives Inc | 磨料物品及形成方法 |
| MX352925B (es) | 2011-03-11 | 2017-12-14 | 3M Innovative Properties Co | Papel de lija de grano grueso con capa de recubrimiento no deslizante. |
| US20120322352A1 (en) | 2011-06-20 | 2012-12-20 | 3M Innovative Properties Company | Sandpaper with laminated non-slip layer |
| US9114505B2 (en) | 2011-06-20 | 2015-08-25 | 3M Innovative Properties Company | Sandpaper with fibrous non-slip layer |
| EP2755803A4 (en) | 2011-09-16 | 2015-12-30 | Saint Gobain Abrasives Inc | GRINDING MATERIAL AND METHOD FOR THE PRODUCTION THEREOF |
| EP2760638A4 (en) | 2011-09-29 | 2015-05-27 | Saint Gobain Abrasives Inc | GRINDING WITH LONG-TERMINATED BEARING BODY COMPRISED WITH A SHOCK-LINKED GRINDING PART AND METHOD OF MANUFACTURING THEREOF |
| CN102501186A (zh) * | 2011-11-02 | 2012-06-20 | 广东奔朗新材料股份有限公司 | 耐磨型金刚石抛光磨具及其制作方法 |
| US9782872B2 (en) | 2012-04-26 | 2017-10-10 | Saint-Gobain Abrasives, Inc. | Tool |
| TWI477343B (zh) | 2012-06-29 | 2015-03-21 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| TW201404527A (zh) | 2012-06-29 | 2014-02-01 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| TW201402274A (zh) | 2012-06-29 | 2014-01-16 | Saint Gobain Abrasives Inc | 研磨物品及形成方法 |
| WO2014037034A1 (en) * | 2012-09-05 | 2014-03-13 | Kwh Mirka Ltd. | Flexible grinding product with flattened surface and method for manufacturing the same |
| US20140134933A1 (en) * | 2012-11-09 | 2014-05-15 | Di-Coat Corporation | Abrading tools and methods of making same |
| CN203210209U (zh) * | 2013-04-03 | 2013-09-25 | 淄博理研泰山涂附磨具有限公司 | 一种防堵塞网眼砂布 |
| TW201441355A (zh) | 2013-04-19 | 2014-11-01 | Saint Gobain Abrasives Inc | 研磨製品及其形成方法 |
| TWI589404B (zh) * | 2013-06-28 | 2017-07-01 | 聖高拜磨料有限公司 | 基於向日葵圖案之經塗佈的研磨製品 |
| US20160059388A1 (en) * | 2014-08-26 | 2016-03-03 | Scott Pray | Sanding cloths |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| CN107530864B (zh) * | 2014-12-23 | 2020-06-05 | 圣戈本陶瓷及塑料股份有限公司 | 成形研磨颗粒及其形成方法 |
| TWI621505B (zh) | 2015-06-29 | 2018-04-21 | 聖高拜磨料有限公司 | 研磨物品及形成方法 |
| WO2018018821A1 (zh) * | 2016-07-25 | 2018-02-01 | 江苏锋芒复合材料科技集团有限公司 | 一种网砂涂附磨具及其制造方法 |
| DE102019126288A1 (de) | 2019-09-30 | 2021-04-01 | Vsm Vereinigte Schmirgel- Und Maschinen-Fabriken Ag | Verfahren und Beschichtungsvorrichtung zum Beschichten eines Trägerbandes |
| EP4284592A1 (en) * | 2021-02-01 | 2023-12-06 | 3M Innovative Properties Company | Method of making a coated abrasive article and coated abrasive article |
| CN113967880B (zh) * | 2021-11-12 | 2023-11-03 | 江苏启航研磨科技有限公司 | 一种砂纸生产用具有速干功能的涂胶机 |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3041156A (en) | 1959-07-22 | 1962-06-26 | Norton Co | Phenolic resin bonded grinding wheels |
| US2984052A (en) | 1959-08-12 | 1961-05-16 | Norton Co | Coated abrasives |
| US3607159A (en) | 1967-05-12 | 1971-09-21 | Norton Co | Saturated, resilient, flexible and porous abrasive laminate |
| CA924925A (en) | 1969-03-14 | 1973-04-24 | A. Novak Joseph | Rupture-proof seamless sealing membrane in multilayered concrete structures |
| US3861892A (en) | 1973-02-08 | 1975-01-21 | Norton Co | Coated abrasive material and manner of manufacture |
| US4137356A (en) | 1977-10-25 | 1979-01-30 | The Hoffmaster Company, Inc. | Non-skid place mat and the like |
| US4311489A (en) | 1978-08-04 | 1982-01-19 | Norton Company | Coated abrasive having brittle agglomerates of abrasive grain |
| US4255164A (en) | 1979-04-30 | 1981-03-10 | Minnesota Mining And Manufacturing Company | Fining sheet and method of making and using the same |
| US4314827A (en) | 1979-06-29 | 1982-02-09 | Minnesota Mining And Manufacturing Company | Non-fused aluminum oxide-based abrasive mineral |
| US4355489A (en) | 1980-09-15 | 1982-10-26 | Minnesota Mining And Manufacturing Company | Abrasive article comprising abrasive agglomerates supported in a fibrous matrix |
| US4623364A (en) | 1984-03-23 | 1986-11-18 | Norton Company | Abrasive material and method for preparing the same |
| US4609581A (en) | 1985-04-15 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop attachment means |
| CA1254238A (en) | 1985-04-30 | 1989-05-16 | Alvin P. Gerk | Process for durable sol-gel produced alumina-based ceramics, abrasive grain and abrasive products |
| US4652275A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4652274A (en) | 1985-08-07 | 1987-03-24 | Minnesota Mining And Manufacturing Company | Coated abrasive product having radiation curable binder |
| US4770671A (en) | 1985-12-30 | 1988-09-13 | Minnesota Mining And Manufacturing Company | Abrasive grits formed of ceramic containing oxides of aluminum and yttrium, method of making and using the same and products made therewith |
| US4751138A (en) | 1986-08-11 | 1988-06-14 | Minnesota Mining And Manufacturing Company | Coated abrasive having radiation curable binder |
| US4799939A (en) | 1987-02-26 | 1989-01-24 | Minnesota Mining And Manufacturing Company | Erodable agglomerates and abrasive products containing the same |
| US4735632A (en) | 1987-04-02 | 1988-04-05 | Minnesota Mining And Manufacturing Company | Coated abrasive binder containing ternary photoinitiator system |
| US4881951A (en) | 1987-05-27 | 1989-11-21 | Minnesota Mining And Manufacturing Co. | Abrasive grits formed of ceramic containing oxides of aluminum and rare earth metal, method of making and products made therewith |
| US4950696A (en) | 1987-08-28 | 1990-08-21 | Minnesota Mining And Manufacturing Company | Energy-induced dual curable compositions |
| US5254194A (en) | 1988-05-13 | 1993-10-19 | Minnesota Mining And Manufacturing Company | Coated abrasive sheet material with loop material for attachment incorporated therein |
| US4985340A (en) | 1988-06-01 | 1991-01-15 | Minnesota Mining And Manufacturing Company | Energy curable compositions: two component curing agents |
| CH675250A5 (ja) | 1988-06-17 | 1990-09-14 | Lonza Ag | |
| US5011508A (en) | 1988-10-14 | 1991-04-30 | Minnesota Mining And Manufacturing Company | Shelling-resistant abrasive grain, a method of making the same, and abrasive products |
| US4903440A (en) | 1988-11-23 | 1990-02-27 | Minnesota Mining And Manufacturing Company | Abrasive product having binder comprising an aminoplast resin |
| YU32490A (en) | 1989-03-13 | 1991-10-31 | Lonza Ag | Hydrophobic layered grinding particles |
| US4997461A (en) | 1989-09-11 | 1991-03-05 | Norton Company | Nitrified bonded sol gel sintered aluminous abrasive bodies |
| US5085671A (en) | 1990-05-02 | 1992-02-04 | Minnesota Mining And Manufacturing Company | Method of coating alumina particles with refractory material, abrasive particles made by the method and abrasive products containing the same |
| US5236472A (en) | 1991-02-22 | 1993-08-17 | Minnesota Mining And Manufacturing Company | Abrasive product having a binder comprising an aminoplast binder |
| US5127197A (en) | 1991-04-25 | 1992-07-07 | Brukvoort Wesley J | Abrasive article and processes for producing it |
| US5346278A (en) | 1991-07-11 | 1994-09-13 | Dehondt Jacques H | Non-slip cushion |
| US5256170A (en) | 1992-01-22 | 1993-10-26 | Minnesota Mining And Manufacturing Company | Coated abrasive article and method of making same |
| US5213591A (en) | 1992-07-28 | 1993-05-25 | Ahmet Celikkaya | Abrasive grain, method of making same and abrasive products |
| ATE159883T1 (de) | 1992-12-17 | 1997-11-15 | Minnesota Mining & Mfg | Aufschlaemmungen mit reduzierter viskositaet, daraus hergestellte schleifgegenstaende und verfahren zur herstellung der gegenstaende |
| US5435816A (en) | 1993-01-14 | 1995-07-25 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| CA2156082A1 (en) | 1993-03-12 | 1994-09-15 | Todd J. Christianson | Method and article for polishing stone |
| US5549962A (en) | 1993-06-30 | 1996-08-27 | Minnesota Mining And Manufacturing Company | Precisely shaped particles and method of making the same |
| US5378252A (en) | 1993-09-03 | 1995-01-03 | Minnesota Mining And Manufacturing Company | Abrasive articles |
| US5505747A (en) | 1994-01-13 | 1996-04-09 | Minnesota Mining And Manufacturing Company | Method of making an abrasive article |
| EP0745020B1 (en) | 1994-02-22 | 1999-07-28 | Minnesota Mining And Manufacturing Company | Abrasive article, a method of making same, and a method of using same for finishing |
| FI96585C (sv) | 1994-09-06 | 1996-07-25 | Kwh Mirka Ab Oy | Slipprodukt |
| BR9509116A (pt) | 1994-09-30 | 1997-11-18 | Minnesota Mining & Mfg | Artigo abrasivo revestido processos para produzir o mesmo e processo para desbastar uma peça dura |
| US5674122A (en) | 1994-10-27 | 1997-10-07 | Minnesota Mining And Manufacturing Company | Abrasive articles and methods for their manufacture |
| US5637386A (en) | 1995-01-10 | 1997-06-10 | Norton Company | Fining abrasive materials |
| ES2125550T3 (es) | 1995-05-18 | 1999-03-01 | Sandro Giovanni Gius Ferronato | Un procedimiento para fabricar un elemento abrasivo flexible. |
| US5578343A (en) | 1995-06-07 | 1996-11-26 | Norton Company | Mesh-backed abrasive products |
| US5975987A (en) | 1995-10-05 | 1999-11-02 | 3M Innovative Properties Company | Method and apparatus for knurling a workpiece, method of molding an article with such workpiece, and such molded article |
| WO1997024226A1 (en) | 1995-12-27 | 1997-07-10 | Griptex Industries, Inc. | Decorative non-slip liner |
| US6099776A (en) | 1996-05-18 | 2000-08-08 | Firma Carl Freudenberg | Method of forming a flexible, open-pored cleaning body |
| US6672952B1 (en) | 1998-12-23 | 2004-01-06 | 3M Innovative Properties Company | Tearable abrasive article |
| US6197076B1 (en) | 1999-04-05 | 2001-03-06 | 3M Innovative Properties Company | Abrasive article method of making same and abrading apparatus |
| US6419573B1 (en) | 1999-12-09 | 2002-07-16 | 3M Innovative Properties Company | Sanding sponge with high tear strength backing layer |
| JP2002172563A (ja) | 2000-11-24 | 2002-06-18 | Three M Innovative Properties Co | 研磨テープ |
| DE20111245U1 (de) | 2001-07-06 | 2001-08-30 | Huang, Ying Chih, Feng-Yuan, Taichung | Schmirgeltuch |
-
2001
- 2001-12-28 US US10/033,390 patent/US6613113B2/en not_active Expired - Lifetime
-
2002
- 2002-11-04 DE DE60204354T patent/DE60204354T2/de not_active Expired - Lifetime
- 2002-11-04 BR BR0215381-5A patent/BR0215381A/pt not_active Application Discontinuation
- 2002-11-04 AU AU2002359346A patent/AU2002359346A1/en not_active Abandoned
- 2002-11-04 CA CA2468870A patent/CA2468870C/en not_active Expired - Fee Related
- 2002-11-04 EP EP02793874A patent/EP1458523B1/en not_active Expired - Lifetime
- 2002-11-04 KR KR10-2004-7010179A patent/KR20040068361A/ko not_active Application Discontinuation
- 2002-11-04 WO PCT/US2002/035298 patent/WO2003057409A1/en active IP Right Grant
- 2002-11-04 AT AT02793874T patent/ATE296188T1/de not_active IP Right Cessation
- 2002-11-04 JP JP2003557752A patent/JP2005514216A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007059745A (ja) * | 2005-08-26 | 2007-03-08 | Toyo Tire & Rubber Co Ltd | 研磨パッド |
| JP2009511281A (ja) * | 2005-10-05 | 2009-03-19 | スリーエム イノベイティブ プロパティズ カンパニー | 構造化研磨物品の製造方法 |
| JP2009539630A (ja) * | 2006-12-08 | 2009-11-19 | スンテック・インダストリーズ・リミテッド | 3次元の研磨構造物を有する研磨布紙の製造方法 |
| JP2013530061A (ja) * | 2010-07-02 | 2013-07-25 | スリーエム イノベイティブ プロパティズ カンパニー | 被覆研磨材物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20030121212A1 (en) | 2003-07-03 |
| EP1458523B1 (en) | 2005-05-25 |
| KR20040068361A (ko) | 2004-07-30 |
| ATE296188T1 (de) | 2005-06-15 |
| US6613113B2 (en) | 2003-09-02 |
| BR0215381A (pt) | 2004-12-07 |
| WO2003057409A1 (en) | 2003-07-17 |
| CA2468870A1 (en) | 2003-07-17 |
| AU2002359346A1 (en) | 2003-07-24 |
| CA2468870C (en) | 2010-06-29 |
| DE60204354D1 (de) | 2005-06-30 |
| DE60204354T2 (de) | 2006-01-26 |
| EP1458523A1 (en) | 2004-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2468870C (en) | Abrasive product and method of making the same | |
| CA2469808C (en) | Method of making an abrasive product | |
| US6929539B2 (en) | Flexible abrasive product and method of making and using the same | |
| RU2471609C2 (ru) | Структурированный абразивный материал с верхним слоем и способ его изготовления и использования | |
| US6846232B2 (en) | Backing and abrasive product made with the backing and method of making and using the backing and abrasive product | |
| CN106457526B (zh) | 具有不同组的多个研磨元件的磨料及其制备工具 | |
| KR100674052B1 (ko) | 유리 및 유리 세라믹 작업편의 연마용으로 적합한 연마용품 | |
| CA2569962C (en) | Abrasive article | |
| US20030207659A1 (en) | Abrasive product and method of making and using the same | |
| US20030022604A1 (en) | Abrasive product and method of making and using the same | |
| JP2001512373A (ja) | 軟鋼ワークピースを研磨するのに適する構造化研磨製品 | |
| CA3000399A1 (en) | Drywall sanding block and method of using | |
| EP1140428B1 (en) | Abrasive article having an abrasive coating containing a siloxane polymer | |
| US20050020189A1 (en) | Flexible abrasive product and method of making and using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080520 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081104 |