JP2005298957A - 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 - Google Patents
疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 Download PDFInfo
- Publication number
- JP2005298957A JP2005298957A JP2004121341A JP2004121341A JP2005298957A JP 2005298957 A JP2005298957 A JP 2005298957A JP 2004121341 A JP2004121341 A JP 2004121341A JP 2004121341 A JP2004121341 A JP 2004121341A JP 2005298957 A JP2005298957 A JP 2005298957A
- Authority
- JP
- Japan
- Prior art keywords
- steel material
- steel
- press
- hardness
- fatigue characteristics
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Heat Treatment Of Articles (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
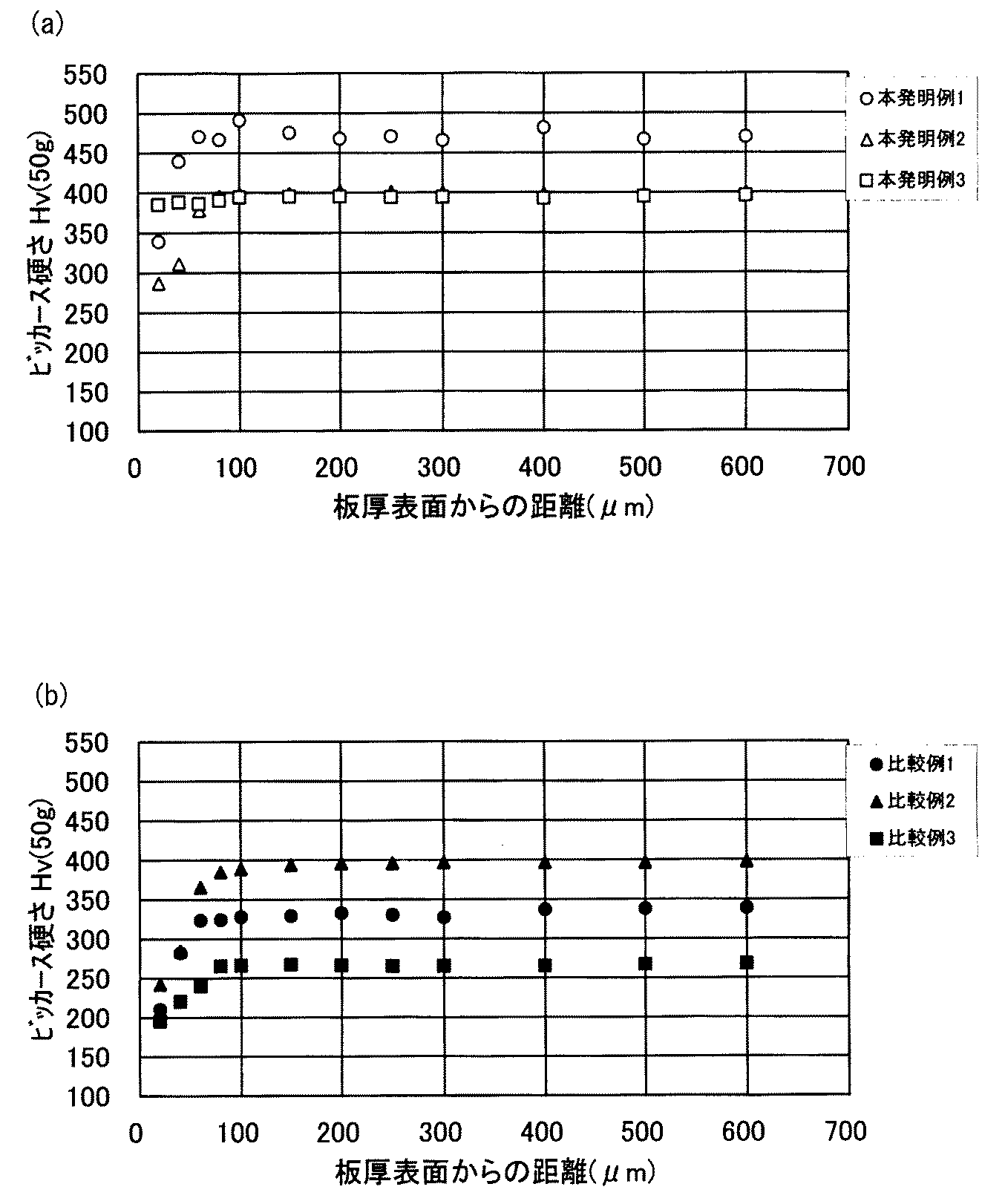
【解決手段】 B含有量が0.0002〜0.0050質量%であり、鋼材の板厚中心部におけるビッカース硬さが350以上であり、鋼材表面から深さ40μmでのビッカース硬さが300以上であることを特徴とする疲労特性の優れたプレス成形焼入れ鋼材。さらに鋼材の表面がメッキ層で被覆されている。B含有により、低い硬さでも必要な疲労特性を確保できるとともに、焼入れ冷却条件を緩和することができ、焼入れ時に鋼材が変形しない範囲の冷却速度で焼入れを行うことができる。焼入れ条件の調整によって、あるいは表面をメッキ層で被覆することにより、表面付近の硬さを確保し、従来の鋼材と比較して疲労特性の向上を実現することができる。
【選択図】 なし
Description
(1)B含有量が0.0002〜0.0050質量%であり、鋼材の板厚中心部におけるビッカース硬さが350以上であり、鋼材表面から深さ40μmでのビッカース硬さが300以上であると同時に鋼材の板厚中心部におけるビッカース硬さと同等あるいはそれより低い値であることを特徴とする疲労特性の優れたプレス成形焼入れ鋼材。
(2)表面がメッキ層で被覆され、B含有量が0.0002〜0.0050質量%であり、鋼材の板厚中心部におけるビッカース硬さが350以上であり、鋼材表面から深さ40μmでのビッカース硬さが300以上であることを特徴とする疲労特性の優れたプレス成形焼入れ鋼材。
(3)前記鋼材は、質量%で、C:0.15〜0.29%、Si:0.001〜2.5%、Mn:0.1〜3.0%、Al:0.005〜0.1%、N:0.001〜0.008%、B:0.0002〜0.0050%を含有し、P:0.09%以下、S:0.015%以下であり、残部がFe及び不可避不純物からなる鋼材であることを特徴とする上記(1)又は(2)に記載の疲労特性の優れたプレス成形焼入れ鋼材。
(4)前記鋼材はさらに、質量%で、Cr、Ti、Mo、V、Ni、Cuの1種又は2種以上を、合計で0.05〜0.5%含有することを特徴とする上記(3)に記載の疲労特性の優れたプレス成形焼入れ鋼材。
(5)鋼材をプレス成形し、その後の焼入れにおいて、鋼材を840℃以上970℃以下の温度域に15秒以上6分以下の時間加熱し、70℃/秒以上150℃/秒以下の冷速で400℃以下まで冷却することを特徴とする上記(1)乃至(4)のいずれかに記載の疲労特性の優れたプレス成形焼入れ鋼材の製造方法。
(6)表面がメッキ層で被覆された上記(2)乃至(4)のいずれかに記載のプレス成形焼入れ鋼材の製造方法であって、鋼材をプレス成形し、その後の焼入れにおいて、鋼材を840℃以上1000℃以下の温度域に15秒以上10分以下の時間加熱し、70℃/秒以上150℃/秒以下の冷速で400℃以下まで冷却することを特徴とする疲労特性の優れたプレス成形焼入れ鋼材の製造方法。
Claims (6)
- B含有量が0.0002〜0.0050質量%であり、鋼材の板厚中心部におけるビッカース硬さが350以上であり、鋼材表面から深さ40μmでのビッカース硬さが300以上であると同時に鋼材の板厚中心部におけるビッカース硬さと同等あるいはそれより低い値であることを特徴とする疲労特性の優れたプレス成形焼入れ鋼材。
- 表面がメッキ層で被覆され、B含有量が0.0002〜0.0050質量%であり、鋼材の板厚中心部におけるビッカース硬さが350以上であり、鋼材表面から深さ40μmでのビッカース硬さが300以上であることを特徴とする疲労特性の優れたプレス成形焼入れ鋼材。
- 前記鋼材は、質量%で、C:0.15〜0.29%、Si:0.001〜2.5%、Mn:0.1〜3.0%、Al:0.005〜0.1%、N:0.001〜0.008%、B:0.0002〜0.0050%を含有し、P:0.09%以下、S:0.015%以下であり、残部がFe及び不可避不純物からなる鋼材であることを特徴とする請求項1又は2に記載の疲労特性の優れたプレス成形焼入れ鋼材。
- 前記鋼材はさらに、質量%で、Cr、Ti、Mo、V、Ni、Cuの1種又は2種以上を、合計で0.05〜0.5%含有することを特徴とする請求項3に記載の疲労特性の優れたプレス成形焼入れ鋼材。
- 鋼材をプレス成形し、その後の焼入れにおいて、鋼材を840℃以上970℃以下の温度域に15秒以上6分以下の時間加熱し、70℃/秒以上150℃/秒以下の冷速で400℃以下まで冷却することを特徴とする請求項1乃至4のいずれかに記載の疲労特性の優れたプレス成形焼入れ鋼材の製造方法。
- 表面がメッキ層で被覆された請求項2乃至4のいずれかに記載のプレス成形焼入れ鋼材の製造方法であって、鋼材をプレス成形し、その後の焼入れにおいて、鋼材を840℃以上1000℃以下の温度域に15秒以上10分以下の時間加熱し、70℃/秒以上150℃/秒以下の冷速で400℃以下まで冷却することを特徴とする疲労特性の優れたプレス成形焼入れ鋼材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121341A JP4272579B2 (ja) | 2004-04-16 | 2004-04-16 | 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121341A JP4272579B2 (ja) | 2004-04-16 | 2004-04-16 | 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005298957A true JP2005298957A (ja) | 2005-10-27 |
| JP4272579B2 JP4272579B2 (ja) | 2009-06-03 |
Family
ID=35330862
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004121341A Expired - Fee Related JP4272579B2 (ja) | 2004-04-16 | 2004-04-16 | 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4272579B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008018624A1 (fr) * | 2006-08-11 | 2008-02-14 | Nippon Steel Corporation | Acier pour composant de train roulant d'automobile présentant d'excellentes performances en fatigue et procédé de fabrication d'un composant de train roulant d'automobile utilisant cet acier |
| US8075420B2 (en) * | 2009-06-24 | 2011-12-13 | Acushnet Company | Hardened golf club head |
| CN101501233B (zh) * | 2006-08-11 | 2011-12-28 | 新日本制铁株式会社 | 疲劳特性优异的汽车行走部件用钢材以及使用该钢材的汽车行走部件的制造方法 |
| WO2015097891A1 (ja) | 2013-12-27 | 2015-07-02 | 新日鐵住金株式会社 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
| JP2020132994A (ja) * | 2019-02-26 | 2020-08-31 | 日本製鉄株式会社 | 石炭専用船又は鉱炭兼用船の船倉用耐食耐摩耗鋼 |
-
2004
- 2004-04-16 JP JP2004121341A patent/JP4272579B2/ja not_active Expired - Fee Related
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8778261B2 (en) | 2006-08-11 | 2014-07-15 | Nippon Steel & Sumitomo Metal Corporation | Steel material for automobile chassis parts superior in fatigue characteristics and method of production of automobile chassis parts using the same |
| US8828159B2 (en) | 2006-08-11 | 2014-09-09 | Nippon Steel & Sumitomo Metal Corporation | Steel material for automobile chassis parts superior in fatigue characteristics and method of production of automobile chassis parts using the same |
| CN101501233B (zh) * | 2006-08-11 | 2011-12-28 | 新日本制铁株式会社 | 疲劳特性优异的汽车行走部件用钢材以及使用该钢材的汽车行走部件的制造方法 |
| WO2008018624A1 (fr) * | 2006-08-11 | 2008-02-14 | Nippon Steel Corporation | Acier pour composant de train roulant d'automobile présentant d'excellentes performances en fatigue et procédé de fabrication d'un composant de train roulant d'automobile utilisant cet acier |
| US20120088600A1 (en) * | 2009-06-24 | 2012-04-12 | Helene Rick | Hardened golf club head |
| US8500573B2 (en) | 2009-06-24 | 2013-08-06 | Acushnet Company | Hardened golf club head |
| US8075420B2 (en) * | 2009-06-24 | 2011-12-13 | Acushnet Company | Hardened golf club head |
| WO2015097891A1 (ja) | 2013-12-27 | 2015-07-02 | 新日鐵住金株式会社 | 熱間プレス鋼板部材、その製造方法及び熱間プレス用鋼板 |
| KR20160090336A (ko) | 2013-12-27 | 2016-07-29 | 신닛테츠스미킨 카부시키카이샤 | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 |
| KR20180085056A (ko) | 2013-12-27 | 2018-07-25 | 신닛테츠스미킨 카부시키카이샤 | 열간 프레스 강판 부재, 그 제조 방법 및 열간 프레스용 강판 |
| US10253387B2 (en) | 2013-12-27 | 2019-04-09 | Nippon Steel & Sumitomo Metal Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| US10711322B2 (en) | 2013-12-27 | 2020-07-14 | Nippon Steel Corporation | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing |
| JP2020132994A (ja) * | 2019-02-26 | 2020-08-31 | 日本製鉄株式会社 | 石炭専用船又は鉱炭兼用船の船倉用耐食耐摩耗鋼 |
| JP7188180B2 (ja) | 2019-02-26 | 2022-12-13 | 日本製鉄株式会社 | 石炭専用船又は鉱炭兼用船の船倉用耐食耐摩耗鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4272579B2 (ja) | 2009-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7280364B2 (ja) | 熱間成形後の衝撃特性に優れた熱間成形用めっき鋼板、熱間成形部材及びこれらの製造方法 | |
| US8066829B2 (en) | Process for manufacturing stamped products, and stamped products prepared from the same | |
| KR101858868B1 (ko) | 충격특성이 우수한 열간성형용 도금강판, 열간성형 부재 및 그들의 제조방법 | |
| KR101707019B1 (ko) | 작업물의 벽 두께에 걸쳐 조절 가능한 재료 특성을 가지는 경량 강으로부터 작업물을 제조하는 방법 | |
| KR101569505B1 (ko) | 내박리성이 우수한 hpf 성형부재 및 그 제조방법 | |
| KR102213974B1 (ko) | 핫 스탬핑 부품 및 그 제조방법 | |
| JP6274302B2 (ja) | 2ピース缶用鋼板及びその製造方法 | |
| JP2017512247A (ja) | 鋼板製品、この鋼板製品から製造される鋼部品、および自動車ボディ | |
| KR102010082B1 (ko) | 열간 프레스용 철-알루미늄계 합금 도금 강판, 그 제조방법 및 열간 프레스 성형 부품 | |
| JP2024010039A (ja) | 熱間成形部材及びその製造方法 | |
| JP4272579B2 (ja) | 疲労特性の優れたプレス成形焼入れ鋼材及びその製造方法 | |
| JP3578435B2 (ja) | プレス成形性と表面性状に優れた構造用熱延鋼板およびその 製造方法 | |
| CN110100022A (zh) | 加工性优异的冷轧钢板及其制造方法 | |
| KR102785702B1 (ko) | 테일러 웰디드 블랭크, 열간성형부재 및 이들의 제조방법 | |
| KR102450998B1 (ko) | 내식성 및 내열성이 우수한 열간성형용 알루미늄-철 합금 도금 강판, 열간 프레스 성형 부재 및 이들의 제조방법 | |
| JP2004211147A (ja) | 熱間プレス成形性に優れた亜鉛めっき鋼板および該鋼板を用いた熱間プレス成形部材の製法並びに高強度かつめっき外観に優れた熱間プレス成形部材 | |
| KR20200066237A (ko) | 수소지연파괴특성 및 점용접성이 우수한 열간 프레스용 알루미늄계 도금 강판 및 그 제조방법 | |
| JP2009046721A (ja) | 熱処理用鋼板 | |
| KR101726139B1 (ko) | 연신율 및 충격 인성이 우수한 열간 프레스 부재 및 그 제조방법 | |
| CN107429376B (zh) | 具有改进的屈服强度和扩孔率的经后退火的高拉伸强度涂覆钢板 | |
| KR102412116B1 (ko) | 핫 스탬핑 부품 및 이의 제조 방법 | |
| JP5141300B2 (ja) | 成形後の表面品質に優れる冷延鋼板およびその製造方法 | |
| JP2025512864A (ja) | 高冷間曲げ性能高強度熱間プレス部品及びその製造方法 | |
| JPH03187738A (ja) | 疲労強度のすぐれた複合鋼板及びその製造方法 | |
| JP4091717B2 (ja) | 高強度高延性容器用鋼板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090224 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090227 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120306 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4272579 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120306 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130306 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130306 Year of fee payment: 4 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130306 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130306 Year of fee payment: 4 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130306 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140306 Year of fee payment: 5 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |