JP2005298935A - Method for producing non-oriented silicon steel sheet excellent in whole peripheral magnetic characteristic and punch-out workability - Google Patents
Method for producing non-oriented silicon steel sheet excellent in whole peripheral magnetic characteristic and punch-out workability Download PDFInfo
- Publication number
- JP2005298935A JP2005298935A JP2004119468A JP2004119468A JP2005298935A JP 2005298935 A JP2005298935 A JP 2005298935A JP 2004119468 A JP2004119468 A JP 2004119468A JP 2004119468 A JP2004119468 A JP 2004119468A JP 2005298935 A JP2005298935 A JP 2005298935A
- Authority
- JP
- Japan
- Prior art keywords
- less
- steel sheet
- annealing
- hot
- oriented electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Abstract
Description
本発明は、電気機器鉄心材料として使用される磁気特性の優れた無方向性電磁鋼板の製造方法に関するものであり、特に、回転機鉄心材料として望ましい、鋼板の板面内全周磁気特性および打ち抜き加工性に優れた無方向性電磁鋼板の製造方法に関するものである。 TECHNICAL FIELD The present invention relates to a method for producing a non-oriented electrical steel sheet having excellent magnetic properties used as an iron core material for electrical equipment. The present invention relates to a method for producing a non-oriented electrical steel sheet having excellent workability.
近年、電気機器、特に、無方向性電磁鋼板がその鉄心材料として使用される回転機、中小型変圧器、電装品等の分野においては、世界的な電力・エネルギー節減、地球環境保全の動きの中で高効率化、小型化の要請はますます強まりつつある。このような社会環境下において、当然、無方向性電磁鋼板に対しても、その性能向上は喫緊の課題として強く要請されている。周知のように無方向性電磁鋼板においては、その性能向上に対して数多の手段がとられてきた。 In recent years, in the fields of electrical machinery, especially rotating machines, medium- and small-sized transformers, electrical components, etc., in which non-oriented electrical steel sheets are used as iron core materials, global power and energy savings and global environmental conservation movements In particular, the demand for higher efficiency and smaller size is increasing. Under such a social environment, naturally, improvement of the performance of non-oriented electrical steel sheets is strongly demanded as an urgent issue. As is well known, many measures have been taken to improve the performance of non-oriented electrical steel sheets.
鉄損低減についてみると、一般には電気抵抗増大による渦電流損低減の観点から、SiあるいはAl等の含有量を高める方法がとられてきた。
しかし、この方法では、反面、磁束密度の低下は避け得ないという問題点があった。また、単にSiあるいはAl等の含有量を高めるのみではなく、C、S、N等の高純度鋼化や、特許文献1に記載されているようなCa添加等の化学的処置による不純物の無害化等による鉄損低減もなされてきた。
さらに、特許文献2に記載されているような仕上焼鈍条件の工夫等の製造プロセス上の処置もなされてきた。
In terms of iron loss reduction, in general, from the viewpoint of reducing eddy current loss due to an increase in electrical resistance, a method of increasing the content of Si or Al has been taken.
However, this method has a problem that a decrease in magnetic flux density is inevitable. In addition to simply increasing the content of Si or Al, harmless impurities due to high-purity steel such as C, S, N, and chemical treatment such as Ca addition as described in Patent Document 1 Iron loss has also been reduced due to conversion.
Furthermore, measures on the manufacturing process such as a device for finishing annealing as described in Patent Document 2 have been taken.
一方、高磁束密度化についても、特許文献3に記載されているような熱延板焼鈍条件と冷延条件の工夫等の製造プロセス上の処置や、特許文献4に記載されているようなSn、Cu等の合金元素添加による一次再結晶集合組織改善による処置等がなされてきた。
しかし、上記のような処置により無方向性電磁鋼板の磁気特性の向上はなされても、回転機等の鉄心として電気機器に使用される場合には、通常、JIS C 2552で規定されている鋼板圧延方向およびその鋼板面内直角方向の平均的磁気特性のみでなく、鋼板の板面内全周磁気特性、すなわち、板面内全体での平均的な磁気特性を考慮する必要がある。
この目的のためには、無方向性電磁鋼板において{100}<0vw>集合組織を発達させ、圧延方向からその板面内垂直方向に至るまでのすべての方向について均一に優れた磁気特性を有することが望ましい。
無方向性電磁鋼板においてこのような{100}<0vw>集合組織を発達させるためには、特許文献5に記載されているように冷間圧延の圧下率を85%以上、望ましくは90%以上の強圧下とし、かつ、仕上焼鈍を700〜1200℃で2分〜1時間の長時間とする方法があるが、このような強圧下冷間圧延および長時間仕上焼鈍を施すことは、生産性の低下や製造コストの上昇、さらには設備制約上の問題が生じ、実用化には至っていない。
また、特許文献6や特許文献7に記載されているように、移動更新する冷却体表面によって溶鋼を凝固せしめて薄帯となす急冷凝固法等の特殊な製造方法も提案されているが、やはり設備制約上の問題や安定生産性の問題等が生じ実用化には至っていない。
On the other hand, with regard to increasing the magnetic flux density, treatments in the manufacturing process such as a hot-rolled sheet annealing condition and a cold rolling condition as described in Patent Document 3, and Sn as described in Patent Document 4 A treatment by improving the primary recrystallization texture by adding an alloying element such as Cu or the like has been performed.
However, even if the magnetic properties of the non-oriented electrical steel sheet are improved by the above-described treatment, the steel sheet normally specified in JIS C 2552 is used when used in an electrical device as an iron core of a rotating machine or the like. It is necessary to consider not only the average magnetic characteristics in the rolling direction and the direction perpendicular to the surface of the steel sheet, but also the overall magnetic characteristics in the plate surface of the steel sheet, that is, the average magnetic characteristics in the entire plate surface.
For this purpose, a {100} <0vw> texture is developed in a non-oriented electrical steel sheet, and it has excellent magnetic properties uniformly in all directions from the rolling direction to the vertical direction in the plate surface. It is desirable.
In order to develop such a {100} <0vw> texture in a non-oriented electrical steel sheet, as described in Patent Document 5, the reduction ratio of cold rolling is 85% or more, desirably 90% or more. In addition, there is a method in which the finish annealing is performed for a long time of 2 minutes to 1 hour at 700 to 1200 ° C., and such a high pressure cold rolling and long-time finish annealing are performed. This has resulted in a decrease in production, an increase in manufacturing costs, and problems with equipment constraints, and it has not been put into practical use.
In addition, as described in Patent Document 6 and Patent Document 7, a special manufacturing method such as a rapid solidification method in which molten steel is solidified by a moving and renewed cooling body surface to form a thin strip has also been proposed. Due to equipment constraints and stable productivity, it has not been put into practical use.
一方、上記のような処置により無方向性電磁鋼板の磁気特性の向上はなされても、回転機等の鉄心として電気機器に使用される場合には、鉄心への加工時の磁気特性変化を考慮する必要がある。
特に、無方向性電磁鋼板が鉄心素材として打ち抜き加工を受ける場合には、打ち抜き端面やカシメ部等の形状が鉄心性能に影響をおよぼすばかりではなく、鉄心としての積層性、成形性を左右する。
すなわち、鉄心として所定の形状に成形されなければ、無方向性電磁鋼板としての素材磁気特性を発揮することはできない。
In particular, when a non-oriented electrical steel sheet is subjected to punching as an iron core material, the shapes of the punched end face and the crimped part not only affect the core performance, but also affect the laminateability and formability of the iron core.
That is, unless the iron core is formed into a predetermined shape, the material magnetic properties as the non-oriented electrical steel sheet cannot be exhibited.
上記に鑑み本発明は、回転機鉄心材料として望ましい鋼板の板面内全周磁気特性に優れるとともに、打ち抜き加工性にも優れた無方向性電磁鋼板を通常の製造工程によって得る方法を提供するものである。 SUMMARY OF THE INVENTION In view of the above, the present invention provides a method for obtaining a non-oriented electrical steel sheet having excellent in-plane magnetic properties in a plate surface of a steel sheet, which is desirable as a rotating machine iron core material, and having excellent punchability by a normal manufacturing process. It is.
本発明者らは、無方向性電磁鋼板の通常の製造工程において、冷間圧延前の熱延板焼鈍条件制御と冷間圧延圧下との組み合わせにより{100}集合組織、特に、{100}<0vw>集合組織を発達させ、回転機鉄心材料として望ましい鋼板の板面内全周磁気特性に優れた無方向性電磁鋼板が得られないかとの観点から鋭意研究を積み重ねた。
その結果、α−γ変態を有する成分系とし、鋼を高純度化することにより、Ac3変態点温度以上で熱延板焼鈍を施し、かつ、冷間圧延の圧下率を適切に選べば、短時間連続仕上焼鈍で鋼板の板面内全周磁気特性を顕著に向上させることができるとともに、仕上焼鈍後の降伏比を0.65以上とすることにより、磁気特性を損なうことなく打ち抜き加工性を向上させることが可能であることを究明した。本発明は上記の知見に基づきなされたものであり、その要旨は下記のとおりである。
In the normal manufacturing process of non-oriented electrical steel sheets, the present inventors have obtained a {100} texture, in particular {100} <, by combining hot rolled sheet annealing condition control before cold rolling and cold rolling reduction. 0 vw> The texture was developed, and earnestly researched from the viewpoint of whether a non-oriented electrical steel sheet excellent in all-around magnetic properties of the steel sheet desirable as a rotating machine core material could be obtained.
As a result, a component system having an α-γ transformation is used, and by purifying the steel, hot-rolled sheet annealing is performed at a temperature equal to or higher than the Ac3 transformation point temperature, and a cold rolling reduction rate is appropriately selected. The continuous magnetic annealing can significantly improve the in-plane circumferential magnetic properties of the steel sheet, and by making the yield ratio after finishing annealing 0.65 or more, the punching workability can be improved without impairing the magnetic properties. We have found that it is possible to improve. The present invention has been made based on the above findings, and the gist thereof is as follows.
(1)質量%で、
C :0.002%以下、
Si:0.1%以上0.8%未満、
Mn:0.1%以上1.5%以下、
S :0.002%以下、
Al:0.1%以上0.6%以下、
N :0.002%以下、
Ti:0.002%以下を含有し、
残部Feおよび不可避不純物元素よりなる鋼を、熱間圧延後、熱延板焼鈍をAc3変態点温度以上で施し、圧下率を80%以上90%以下とした冷間圧延により最終板厚とした後、仕上焼鈍を700℃以上850℃以下で10秒以上1分以下施すことにより、仕上焼鈍後の降伏比を0.65以上とすることを特徴とする、全周磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板の製造方法。
(1) In mass%,
C: 0.002% or less,
Si: 0.1% or more and less than 0.8%,
Mn: 0.1% or more and 1.5% or less,
S: 0.002% or less,
Al: 0.1% or more and 0.6% or less,
N: 0.002% or less,
Ti: 0.002% or less,
After hot-rolling steel comprising the balance Fe and inevitable impurity elements, hot-rolled sheet annealing is performed at a temperature not lower than the Ac3 transformation point temperature, and the final sheet thickness is obtained by cold rolling with a reduction rate of 80% to 90%. The yield ratio after finish annealing is 0.65 or more by performing finish annealing at 700 ° C or more and 850 ° C or less for 10 seconds or more and 1 minute or less. Non-oriented electrical steel sheet manufacturing method.
(2)前記鋼が、さらに質量%で、
V :0.003%以下、
Zr:0.003%以下、
Nb:0.003%以下、
As:0.003%以下を含有すること特徴とする、上記(1)に記載の全周磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板の製造方法。
(2) The steel is further mass%,
V: 0.003% or less,
Zr: 0.003% or less,
Nb: 0.003% or less,
As: The manufacturing method of the non-oriented electrical steel sheet excellent in the all-around magnetic characteristics and the punching workability according to the above (1), characterized by containing 0.003% or less.
(3)前記鋼が、さらに質量%で、P:0.15%以下を含有することを特徴とする、上記(1)または(2)に記載の全周磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板の製造方法。 (3) The steel is further excellent in all-round magnetic properties and punching workability according to the above (1) or (2), characterized by containing P: 0.15% or less by mass%. A method for producing a non-oriented electrical steel sheet.
本発明法によれば、鋼板の板面内全周磁気特性に優れるとともに打ち抜き加工性にも優れた無方向性電磁鋼板を通常の製造工程により得ることができ、電気機器、特に、無方向性電磁鋼板がその鉄心材料として使用される回転機等の分野における要請に十分に応えることができ、その工業的価値は極めて高いものである。 According to the method of the present invention, it is possible to obtain a non-oriented electrical steel sheet that is excellent in the in-plane circumferential magnetic properties of a steel sheet and excellent in punching workability by a normal manufacturing process. The electrical steel sheet can sufficiently meet the demand in the field of rotating machines and the like in which the magnetic steel sheet is used as its core material, and its industrial value is extremely high.
以下、本発明を詳細に説明する。まず、本発明の鋼成分の限定理由について述べる。 Hereinafter, the present invention will be described in detail. First, the reasons for limiting the steel components of the present invention will be described.
Cは、鉄損を高める有害な成分で、磁気時効の原因ともなるので、0.002%以下とする。 C is a harmful component that increases iron loss and causes magnetic aging, so it is 0.002% or less.
Siは、前記のように電気抵抗を増大させて渦電流損を減少させることにより、鉄損を低減する作用のある成分であり、また、降伏比を増大させることにより打ち抜き加工性を向上させる作用も有する。これらの作用を奏するためには0.1%以上含有させる必要がある。
一方、その含有量が増えると、前記のように磁束密度が低下し、かつ、硬度の上昇を招いて打ち抜き加工性を劣化させ、また、無方向性電磁鋼板の製造工程そのものにおいても、冷延等の作業性の低下、コスト高ともなるので0.8%未満とする。
Si is a component that has the effect of reducing iron loss by increasing eddy current loss by increasing electrical resistance as described above, and also improves punching workability by increasing the yield ratio. Also have. In order to exhibit these effects, it is necessary to contain 0.1% or more.
On the other hand, when the content is increased, the magnetic flux density is reduced as described above, and the hardness is increased to deteriorate the punching workability. Also, in the manufacturing process of the non-oriented electrical steel sheet, cold rolling is performed. Therefore, the workability is reduced and the cost is increased.
Mnも、電気抵抗を増大させて渦電流損を減少させることにより鉄損を低減する作用を有する。この目的のためには0.1%以上含有させる必要がある。
しかし、その含有量が増えると熱延板焼鈍時の結晶粒成長性が低下し、また、熱延板焼鈍後のAc3変態点温度以下への冷却時に結晶粒微細化が生じるので1.5%以下とする。
Mn also has an action of reducing iron loss by increasing electric resistance and reducing eddy current loss. For this purpose, it is necessary to contain 0.1% or more.
However, if the content is increased, the crystal grain growth property at the time of hot-rolled sheet annealing is lowered, and the crystal grain refinement occurs at the time of cooling to the Ac3 transformation point temperature or less after the hot-rolled sheet annealing. The following.
Sは、MnS等の硫化物の微細析出により、熱間圧延後の再結晶および結晶粒成長を阻害し、熱延板焼鈍後の結晶粒径の粗大化、およびこれに伴う熱延板集合組織のランダム化富化を阻むので0.002%以下とする。 S inhibits recrystallization and grain growth after hot rolling due to fine precipitation of sulfides such as MnS, coarsening of crystal grain size after hot-rolled sheet annealing, and accompanying hot-rolled sheet texture Therefore, it is set to 0.002% or less.
Alも、前記のようにSiと同様に電気抵抗を増大させて渦電流損を減少させることにより、鉄損を低減する作用のある成分である。また、熱延板焼鈍時の結晶粒成長性を促進する作用を有し、特に、上記のようにSi含有量が0.8%未満の場合にこの作用は顕著である。これらの作用を奏するためには0.1%以上含有させる必要がある。
一方、その含有量が増えると磁束密度が低下し、また、鋼板の板面内磁気異方性が大きくなり板面内全周磁気特性が劣化する。さらに、降伏比の減少を招いて打ち抜き加工性を劣化させるので0.6%以下とする。
As described above, Al is also a component having an action of reducing iron loss by increasing electric resistance and reducing eddy current loss as in the case of Si. Moreover, it has the effect | action which accelerates | stimulates the crystal grain growth property at the time of hot-rolled sheet annealing, and especially this effect | action is remarkable when Si content is less than 0.8% as mentioned above. In order to exhibit these effects, it is necessary to contain 0.1% or more.
On the other hand, when the content is increased, the magnetic flux density is lowered, and the in-plane magnetic anisotropy of the steel plate is increased, and the in-plane magnetic properties in the plate surface are deteriorated. Furthermore, the yield ratio is reduced, and the punching workability is deteriorated.
Nは、AlNをはじめTiN等の窒化物の微細析出により、熱間圧延後の再結晶および結晶粒成長を阻害し、熱延板焼鈍後の結晶粒径の粗大化およびこれに伴う熱延板集合組織のランダム化を阻むので0.002%以下とする。 N inhibits recrystallization and grain growth after hot rolling due to fine precipitation of nitrides such as TiN including AlN, and increases the grain size after hot-rolled sheet annealing and accompanying hot-rolled sheet To prevent randomization of the texture, the content is made 0.002% or less.
Tiは、再結晶温度を上昇させ、無方向性電磁鋼板の製造工程における焼鈍時に再結晶およびそれに続く結晶粒成長を遅らせる。
また、無方向性電磁鋼板の磁気特性にとって好ましくない{111}集合組織を発達させる。
さらに、TiNやTiC等の微細析出とも相俟って、熱延板焼鈍後の結晶粒径の粗大化、およびこれに伴う熱延板集合組織のランダム化を阻害するので0.002%以下とする。
Ti raises the recrystallization temperature and delays the recrystallization and the subsequent grain growth during annealing in the manufacturing process of the non-oriented electrical steel sheet.
In addition, a {111} texture that is undesirable for the magnetic properties of the non-oriented electrical steel sheet is developed.
Furthermore, in combination with fine precipitation such as TiN and TiC, the grain size of the hot-rolled sheet after coarsening and the accompanying randomization of the hot-rolled sheet texture are hindered. To do.
V、Zr、Nbは、VN、VC等の炭化物や窒化物の微細析出により、熱間圧延後の再結晶および結晶粒成長を阻害し、熱延板焼鈍後の結晶粒径の粗大化およびこれに伴う熱延板集合組織のランダム化を阻むので、それぞれ0.003%以下とする。 V, Zr, and Nb inhibit the recrystallization and grain growth after hot rolling due to the fine precipitation of carbides and nitrides such as VN and VC, and increase the grain size after hot rolling annealing. In order to prevent randomization of the hot-rolled sheet texture that accompanies this, the content is made 0.003% or less.
Asは、それ自身では本発明の鋼成分範囲内では上述のような微細析出物を形成することはない。
ただし、Asが含有されるとMnS等の硫化物の微細析出を促進し、熱間圧延後の再結晶および結晶粒成長を阻害することとなり、熱延板焼鈍後の結晶粒径の粗大化およびこれに伴う熱延板集合組織のランダム化を阻むので0.003%以下とする。
As itself does not form fine precipitates as described above within the steel component range of the present invention.
However, when As is contained, it promotes fine precipitation of sulfides such as MnS, and inhibits recrystallization and crystal grain growth after hot rolling, and increases the grain size of grains after hot-rolled sheet annealing and In order to prevent randomization of the hot rolled sheet texture accompanying this, the content is made 0.003% or less.
Pは、降伏比を増大させ打ち抜き加工性を向上させる効果を有する成分であって必要に応じて添加するが、その含有量が増えると硬度が上昇しすぎ、かつ鋼を脆化を招き、無方向性電磁鋼板の製造工程そのものや需要家での作業性にも問題が生じるので0.15%以下とする。
上述の成分以外は、Feおよび不可避不純物元素である。
P is a component that has the effect of increasing the yield ratio and improving the punching workability, and is added as necessary. However, as its content increases, the hardness increases excessively, and the steel becomes brittle, and there is no effect. Since the problem arises in the manufacturing process itself of a grain-oriented electrical steel sheet and workability | operativity by a customer, it is 0.15% or less.
Other than the above-described components, Fe and unavoidable impurity elements.
次に、本発明の特徴とする熱延板焼鈍条件と冷間圧延の圧下率との組み合わせが磁気特性に及ぼす効果について述べる。
表1に示した成分の鋼スラブを3.0mm厚に熱間圧延後、表2に示した焼鈍条件で熱延板焼鈍を施し、冷間圧延圧下率を変化させ、750℃で20秒の仕上焼鈍を施した後、角度別(圧延方向、22.5度方向、45度方向、67.5度方向、圧延方向に垂直方向)にエプスタイン試料を採取し、磁気特性(磁束密度:B50)を測定した。その測定結果も併せて表2に示す。
Next, the effect of the combination of the hot-rolled sheet annealing conditions and the cold rolling reduction ratio, which are the features of the present invention, on the magnetic properties will be described.
After hot-rolling the steel slab having the components shown in Table 1 to a thickness of 3.0 mm, it is subjected to hot-rolled sheet annealing under the annealing conditions shown in Table 2, and the cold rolling reduction ratio is changed, at 750 ° C. for 20 seconds. After finishing annealing, Epstein samples were taken at different angles (rolling direction, 22.5 degree direction, 45 degree direction, 67.5 degree direction, perpendicular to the rolling direction), and magnetic properties (magnetic flux density: B50) Was measured. The measurement results are also shown in Table 2.
Ac3変態点温度以上で熱延板焼鈍を施し、冷間圧延の圧下率を適切に選べば、750℃で20秒の短時間連続仕上焼鈍で、鋼板の板面内全周磁気特性を著しく向上できることがわかる。
この場合、熱延板焼鈍後の結晶粒径粗大化と集合組織ランダム化が促進されており、冷間圧延の圧下率制御との相乗効果により、仕上焼鈍後の{100}<0vw>系集合組織の発達を促進し、鋼板の板面内全周磁気特性の顕著な向上に寄与しているものと推察される。
If hot-rolled sheet annealing is performed at a temperature above the Ac3 transformation temperature and the rolling reduction ratio of the cold rolling is selected appropriately, short-term continuous finishing annealing at 750 ° C for 20 seconds will significantly improve the in-plane magnetic properties of the steel sheet. I understand that I can do it.
In this case, the grain size coarsening and texture randomization after hot-rolled sheet annealing are promoted, and the {100} <0vw> system assembly after finish annealing due to a synergistic effect with the cold rolling reduction control It is presumed that the development of the structure is promoted, and it contributes to the remarkable improvement in the magnetic properties of the entire circumference of the steel sheet.
ところで、上記のように無方向性電磁鋼板の板面内全周磁気特性が向上しても、回転機等の鉄心として電気機器に使用された場合、鉄心への加工時に磁気特性が劣化してはその素材特性を発揮することができない。特に、打ち抜き加工時に端面のダレが著しい場合には、打ち抜いた鋼板を鉄心に積層カシメする際にカシメが不十分であったり、カシメ自体が困難となる。
さらに、打ち抜いた鋼板の真円度が損なわれ、回転機のシャフトを挿入する際に不具合が生じたりする。これらの不具合を回避するためには、打ち抜き加工時の塑性加工開始から完了までの素過程を調整する指標として降伏比を考慮することが有効である。
By the way, even if the in-plane magnetic properties in the plate surface of the non-oriented electrical steel sheet are improved as described above, when used in an electrical device as an iron core of a rotating machine or the like, the magnetic characteristics are deteriorated during processing to the iron core. Cannot exhibit its material properties. In particular, when the end face is drooped at the time of punching, caulking is insufficient when the punched steel sheet is laminated and caulked on the iron core, or caulking itself becomes difficult.
Furthermore, the roundness of the punched steel sheet is impaired, and a problem occurs when the shaft of the rotating machine is inserted. In order to avoid these problems, it is effective to consider the yield ratio as an index for adjusting the elementary process from the start to the completion of plastic working during punching.
この目的のためには、降伏比を0.65以上とする必要がある。降伏比が0.65未満の場合には、無方向性電磁鋼板の打ち抜き加工時に、塑性変形開始後、破断に至るまでの伸びが大きくなり、かつ、機械的性質の異方性の影響も受けやすくなり、打ち抜き加工時の端面ダレや真円度不良をもたらす。
上記のNo.5の製造条件において、冷延後の仕上焼鈍温度を変化させることにより、降伏比を変えた場合の打ち抜き加工性と磁気特性(磁束密度:B50)を併せて表3に示す。
打ち抜き加工性は、回転機の鉄心を単純形状化したリング試料(外径φ125mm、内径φ100mm)打ち抜きにより評価した。降伏比を0.65以上とすることにより、良好な打ち抜き加工性が得られることがわかる。
For this purpose, the yield ratio needs to be 0.65 or more. When the yield ratio is less than 0.65, during the punching process of the non-oriented electrical steel sheet, the elongation from the start of plastic deformation to the breakage increases, and it is also affected by the anisotropy of the mechanical properties. It becomes easier and causes end face sag and poor roundness during punching.
No. above. Table 3 shows the punching workability and magnetic properties (magnetic flux density: B50) when the yield ratio is changed by changing the finish annealing temperature after cold rolling under the manufacturing conditions of No. 5.
The punching workability was evaluated by punching a ring sample (outer diameter φ125 mm, inner diameter φ100 mm) in which the iron core of the rotating machine was simply formed. It can be seen that when the yield ratio is 0.65 or more, good punching workability can be obtained.
このように、本発明の特徴は、冷間圧延前の熱延板焼鈍条件と冷間圧延の圧下率との組み合わせにより、短時間連続仕上焼鈍で、鋼板の板面内全周磁気特性および打ち抜き加工性に優れた無方向性電磁鋼板を製造することにある。 As described above, the feature of the present invention is that the combination of the hot-rolled sheet annealing conditions before cold rolling and the reduction ratio of cold rolling enables a short-time continuous finish annealing, and the in-plane circumferential magnetic properties and punching of the steel sheet. The object is to produce a non-oriented electrical steel sheet excellent in workability.
熱延板焼鈍温度は、Ac3変態点温度以上にする必要がある。熱延板焼鈍温度がAc3変態点温度未満では、熱延板焼鈍後すなわち冷間圧延前に結晶粒径粗大化および集合組織ランダム化が促進されず、冷間圧延の圧下率を制御しても鋼板の全周磁気特性を向上させることはできない。
尚、本発明に規定した鋼の不純物元素含有量であれば、熱延板焼鈍条件、すなわちAc3変態点温度以上であれば焼鈍温度と時間を、無方向性電磁鋼板の通常の製造工程範囲内で、特に2分未満の短時間焼鈍条件で適宜選定することにより、熱延板焼鈍後の結晶粒径粗大化および集合組織ランダム化を容易に促進することができる。
The hot-rolled sheet annealing temperature needs to be higher than the Ac3 transformation point temperature. If the hot-rolled sheet annealing temperature is less than the Ac3 transformation temperature, the grain size coarsening and texture randomization are not promoted after the hot-rolled sheet annealing, that is, before cold rolling, and even if the rolling reduction of the cold rolling is controlled. The all-around magnetic properties of the steel sheet cannot be improved.
In addition, if it is impurity element content of the steel prescribed | regulated to this invention, if it is more than hot-rolled sheet annealing conditions, ie, Ac3 transformation point temperature, annealing temperature and time will be in the normal manufacturing-process range of a non-oriented electrical steel sheet. In particular, by selecting appropriately under short-time annealing conditions of less than 2 minutes, it is possible to easily promote the grain size coarsening and texture randomization after the hot-rolled sheet annealing.
冷間圧延の圧下率は、80%以上90%以下とする。80%未満では、磁気異方性が大きくなり全周磁気特性が向上しない。一方、90%超では、磁気異方性は減少するものの無方向性電磁鋼板の磁気特性にとって好ましくない{111}集合組織が発達し、磁束密度が低下する。 The rolling reduction of cold rolling is 80% or more and 90% or less. If it is less than 80%, the magnetic anisotropy becomes large and the circumferential magnetic characteristics are not improved. On the other hand, if it exceeds 90%, the magnetic anisotropy decreases, but a {111} texture unfavorable for the magnetic properties of the non-oriented electrical steel sheet develops and the magnetic flux density decreases.
仕上焼鈍は、700℃以上850℃以下で10秒以上1分以下とする。700℃未満では、冷間圧延後の一次再結晶が不完全となり、鋼板の全周磁気特性が向上しない。一方、850℃超では、降伏比が0.65未満となり打ち抜き加工性が劣化する。
これは、降伏比が0.65未満の場合には、無方向性電磁鋼板の打ち抜き加工時に、塑性変形開始後、破断に至るまでの伸びが大きくなり、かつ、機械的性質の異方性の影響も受けやすくなり、打ち抜き加工時の端面ダレや真円度不良をもたらすためである。
さらに、磁気異方性は減少するものの無方向性電磁鋼板の磁気特性にとって好ましくない{111}集合組織が発達しやすく、鋼板の磁束密度が低下する。
また、10秒未満では、結晶粒の整粒性が悪く鋼板の磁束密度の低下や鉄損の増加を招く。一方、1分超では、その効果は飽和し、かつ、生産性の低下や製造コストの上昇をも招く。
The finish annealing is 700 ° C. or more and 850 ° C. or less and 10 seconds or more and 1 minute or less. If it is less than 700 degreeC, the primary recrystallization after cold rolling will become incomplete, and the perimeter magnetic characteristic of a steel plate will not improve. On the other hand, if it exceeds 850 ° C., the yield ratio becomes less than 0.65, and the punching workability deteriorates.
This is because, when the yield ratio is less than 0.65, when the non-oriented electrical steel sheet is punched, the elongation from the start of the plastic deformation to the fracture increases, and the anisotropy of the mechanical properties This is because it is easily affected and causes end face sag and roundness failure during punching.
Furthermore, although the magnetic anisotropy is reduced, a {111} texture that is undesirable for the magnetic properties of the non-oriented electrical steel sheet is likely to develop, and the magnetic flux density of the steel sheet is reduced.
If it is less than 10 seconds, the grain size is poor and the magnetic flux density of the steel sheet is lowered and the iron loss is increased. On the other hand, if it exceeds 1 minute, the effect is saturated, and the productivity is lowered and the manufacturing cost is increased.
尚、本発明の特徴とする化学成分を有する鋼は、転炉あるいは電気炉等で溶製され、連続鋳造あるいは造塊後の分塊圧延によりスラブとされた後、上記の熱間圧延以降の処理が施される。 In addition, the steel having a chemical component characterized by the present invention is melted in a converter or an electric furnace, and is formed into a slab by continuous rolling or ingot rolling after ingot forming, and then after the above hot rolling. Processing is performed.
表4に示した成分の鋼A、Bを、1.3mm厚、2.4mm厚、4.5mm厚にそれぞれ熱間圧延後、表5に示した条件で熱延板焼鈍を施し、0.35mm厚に冷間圧延した後、表5に示した条件で仕上焼鈍を施し、その後、角度別(圧延方向、22.5度方向、45度方向、67.5度方向、圧延方向に垂直方向)にエプスタイン試料を採取し、磁気特性を測定した。その測定結果を表6に示す。
併せて、リング試料(外径φ125mm、内径φ100mm)打ち抜きにより評価した打ち抜き加工性も表6に併せて示す。
本発明により、鋼板の板面内全周磁気特性に優れるとともに打ち抜き加工性にも優れた無方向性電磁鋼板の製造が可能であることがわかる。
Steels A and B having the components shown in Table 4 were hot-rolled to 1.3 mm thickness, 2.4 mm thickness, and 4.5 mm thickness, respectively, and then subjected to hot-rolled sheet annealing under the conditions shown in Table 5. After cold rolling to a thickness of 35 mm, finish annealing is performed under the conditions shown in Table 5, and then by angle (rolling direction, 22.5 degree direction, 45 degree direction, 67.5 degree direction, perpendicular to the rolling direction) ) Epstein samples were taken and magnetic properties were measured. The measurement results are shown in Table 6.
In addition, the punching workability evaluated by punching a ring sample (outer diameter φ125 mm, inner diameter φ100 mm) is also shown in Table 6.
By this invention, it turns out that the manufacture of the non-oriented electrical steel sheet excellent in the punching workability while being excellent in the in-plate all-around magnetic property of a steel plate is possible.
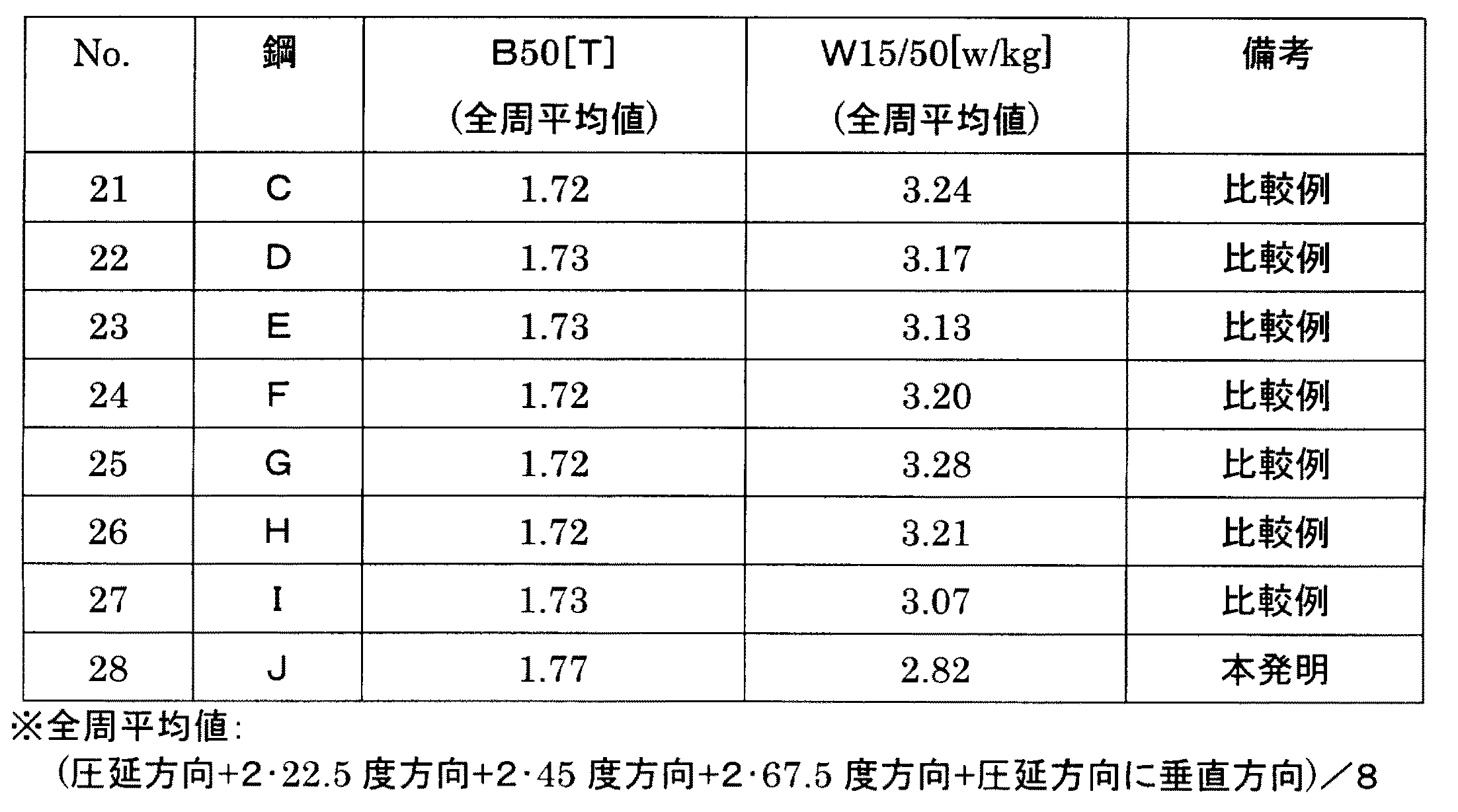
表7に示した成分の鋼を、1.5mm厚に熱間圧延後、1025℃で45秒間の熱延板焼鈍を施し(Ac3変態点:1007℃)、0.20mm厚に冷間圧延(冷間圧延の圧下率:86.7%)した後、730℃で20秒の仕上焼鈍を施し、その後、角度別(圧延方向、22.5度方向、45度方向、67.5度方向、圧延方向に垂直方向)にエプスタイン試料を採取し、磁気特性を測定した。その測定結果を表8に示す。
併せて、リング試料(外径φ125mm、内径φ100mm)打ち抜きにより打ち抜き加工性の評価も行った。
No.21からNo.28のいずれの場合も、仕上焼鈍後の降伏比は0.68以上で、端面ダレもなく良好な打ち抜き加工性を示した。
本発明により、鋼板の板面内全周磁気特性に優れるとともに打ち抜き加工性にも優れた無方向性電磁鋼板の製造が可能であることがわかる。
Steels having the components shown in Table 7 were hot-rolled to a thickness of 1.5 mm, and then subjected to hot-rolled sheet annealing at 1025 ° C. for 45 seconds (Ac3 transformation point: 1007 ° C.), and then cold-rolled to a thickness of 0.20 mm ( Cold rolling reduction ratio: 86.7%), and then subjected to finish annealing at 730 ° C. for 20 seconds, and then by angle (rolling direction, 22.5 degrees direction, 45 degrees direction, 67.5 degrees direction, An Epstein sample was taken in the direction perpendicular to the rolling direction and the magnetic properties were measured. The measurement results are shown in Table 8.
In addition, the punching workability was also evaluated by punching a ring sample (outer diameter φ125 mm, inner diameter φ100 mm).
No. 21 to No. In all cases 28, the yield ratio after finish annealing was 0.68 or more, and good punching workability was exhibited without end sagging.
According to the present invention, it can be seen that it is possible to produce a non-oriented electrical steel sheet that is excellent in the in-plane circumferential magnetic properties of the steel sheet and also excellent in punching workability.
Claims (3)
C :0.002%以下、
Si:0.1%以上0.8%未満、
Mn:0.1%以上1.5%以下、
S :0.002%以下、
Al:0.1%以上0.6%以下、
N :0.002%以下、
Ti:0.002%以下を含有し、
残部Feおよび不可避不純物元素よりなる鋼を、熱間圧延後、熱延板焼鈍をAc3変態点温度以上で施し、圧下率を80%以上90%以下とした冷間圧延により最終板厚とした後、仕上焼鈍を700℃以上850℃以下で10秒以上1分以下施すことにより、仕上焼鈍後の降伏比を0.65以上とすることを特徴とする、全周磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板の製造方法。 % By mass
C: 0.002% or less,
Si: 0.1% or more and less than 0.8%,
Mn: 0.1% or more and 1.5% or less,
S: 0.002% or less,
Al: 0.1% or more and 0.6% or less,
N: 0.002% or less,
Ti: 0.002% or less,
After hot-rolling steel comprising the balance Fe and inevitable impurity elements, hot-rolled sheet annealing is performed at a temperature not lower than the Ac3 transformation point temperature, and the final sheet thickness is obtained by cold rolling with a reduction rate of 80% to 90%. The yield ratio after finish annealing is 0.65 or more by performing finish annealing at 700 ° C or more and 850 ° C or less for 10 seconds or more and 1 minute or less. Non-oriented electrical steel sheet manufacturing method.
V :0.003%以下、
Zr:0.003%以下、
Nb:0.003%以下、
As:0.003%以下を含有すること特徴とする、請求項1に記載の全周磁気特性と打ち抜き加工性に優れた無方向性電磁鋼板の製造方法。 The steel is further mass%,
V: 0.003% or less,
Zr: 0.003% or less,
Nb: 0.003% or less,
The method for producing a non-oriented electrical steel sheet having excellent all-round magnetic characteristics and punching workability according to claim 1, comprising As: 0.003% or less.
The non-oriented electrical steel sheet having excellent all-round magnetic properties and punching workability according to claim 1 or 2, wherein the steel further contains P: 0.15% or less in terms of mass%. Production method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119468A JP4551110B2 (en) | 2004-04-14 | 2004-04-14 | Method for producing non-oriented electrical steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119468A JP4551110B2 (en) | 2004-04-14 | 2004-04-14 | Method for producing non-oriented electrical steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005298935A true JP2005298935A (en) | 2005-10-27 |
| JP4551110B2 JP4551110B2 (en) | 2010-09-22 |
Family
ID=35330842
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119468A Expired - Fee Related JP4551110B2 (en) | 2004-04-14 | 2004-04-14 | Method for producing non-oriented electrical steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4551110B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008045151A (en) * | 2006-08-10 | 2008-02-28 | Nippon Steel Corp | Method for manufacturing non-oriented silicon steel sheet excellent in whole circumferential characteristic and workability |
| CN101310034B (en) * | 2005-12-15 | 2011-12-28 | 杰富意钢铁株式会社 | Highly strong, non-oriented electrical steel sheet and method for manufacture thereof |
| JP2013076160A (en) * | 2011-09-15 | 2013-04-25 | Nisshin Steel Co Ltd | Steel sheet for rotor core of ipm motor excellent in punching property, method for manufacturing the same, rotor core of ipm motor, and ipm motor |
| WO2023131223A1 (en) * | 2022-01-07 | 2023-07-13 | 宝山钢铁股份有限公司 | Non-oriented electrical steel plate with good magnetic performance and manufacturing method therefor |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09125145A (en) * | 1995-10-30 | 1997-05-13 | Nippon Steel Corp | Production of nonoriented silicon steel sheet high in magnetic flux density and low in iron loss |
| JP2000219917A (en) * | 1999-01-28 | 2000-08-08 | Nippon Steel Corp | Production of nonoriented silicon steel sheet high in magnetic flux density and low in core loss |
| JP2001049403A (en) * | 1999-08-05 | 2001-02-20 | Nippon Steel Corp | Nonoriented silicon steel sheet good in high frequency characteristic and its production |
| JP2001295003A (en) * | 2000-04-11 | 2001-10-26 | Nippon Steel Corp | Thin nonoriented silicon steel sheet for high frequency small in anisotropy and excellent in surface property and its producing method |
-
2004
- 2004-04-14 JP JP2004119468A patent/JP4551110B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09125145A (en) * | 1995-10-30 | 1997-05-13 | Nippon Steel Corp | Production of nonoriented silicon steel sheet high in magnetic flux density and low in iron loss |
| JP2000219917A (en) * | 1999-01-28 | 2000-08-08 | Nippon Steel Corp | Production of nonoriented silicon steel sheet high in magnetic flux density and low in core loss |
| JP2001049403A (en) * | 1999-08-05 | 2001-02-20 | Nippon Steel Corp | Nonoriented silicon steel sheet good in high frequency characteristic and its production |
| JP2001295003A (en) * | 2000-04-11 | 2001-10-26 | Nippon Steel Corp | Thin nonoriented silicon steel sheet for high frequency small in anisotropy and excellent in surface property and its producing method |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101310034B (en) * | 2005-12-15 | 2011-12-28 | 杰富意钢铁株式会社 | Highly strong, non-oriented electrical steel sheet and method for manufacture thereof |
| JP2008045151A (en) * | 2006-08-10 | 2008-02-28 | Nippon Steel Corp | Method for manufacturing non-oriented silicon steel sheet excellent in whole circumferential characteristic and workability |
| JP2013076160A (en) * | 2011-09-15 | 2013-04-25 | Nisshin Steel Co Ltd | Steel sheet for rotor core of ipm motor excellent in punching property, method for manufacturing the same, rotor core of ipm motor, and ipm motor |
| WO2023131223A1 (en) * | 2022-01-07 | 2023-07-13 | 宝山钢铁股份有限公司 | Non-oriented electrical steel plate with good magnetic performance and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4551110B2 (en) | 2010-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101453224B1 (en) | Process for producing non-oriented electromagnetic steel sheet | |
| EP3184660B1 (en) | Non-oriented electrical steel sheet and manufacturing method thereof | |
| JP4319889B2 (en) | Non-oriented electrical steel sheet with excellent all-round magnetic properties and method for producing the same | |
| JP2006265720A (en) | Non-oriented electrical steel sheet excellent in magnetic properties in rolling direction and method of production of the same | |
| JP4358550B2 (en) | Method for producing non-oriented electrical steel sheet with excellent rolling direction and perpendicular magnetic properties in the plate surface | |
| JP2008127659A (en) | Non-oriented electromagnetic steel sheet with less anisotropy | |
| JP2018178198A (en) | Nonoriented electromagnetic steel sheet and manufacturing method therefor | |
| JP2011140683A (en) | Non-oriented magnetic steel sheet having excellent magnetic property and blanking workability | |
| JP2509018B2 (en) | Manufacturing method of non-oriented electrical steel sheet with high magnetic flux density and low iron loss | |
| JP2011208188A (en) | Method for manufacturing grain-oriented electromagnetic steel sheet | |
| JP2009197299A (en) | Method for producing high silicon steel sheet | |
| JP2018178196A (en) | Nonoriented electromagnetic steel sheet and manufacturing method therefor | |
| JP4551110B2 (en) | Method for producing non-oriented electrical steel sheet | |
| JP6467307B2 (en) | Non-oriented electrical steel sheet with excellent magnetic properties and punchability | |
| JP5560923B2 (en) | Method for producing non-oriented electrical steel sheet with excellent magnetic properties in rolling direction | |
| JP2005187846A (en) | Non-oriented electromagnetic steel sheet and manufacturing method therefor | |
| JPH08143960A (en) | Production of nonoriented silicon steel sheet having high magnetic flux density and reduced in iron loss | |
| JP2001262289A (en) | NONORIENTED SILICON STEEL SHEET EXCELLENT IN MAGNETIC PROPERTY IN >=1 kHz FREQUENCY REGION | |
| JP5050459B2 (en) | Cold rolled steel sheet for wound cores for automotive alternators with excellent magnetic properties and burr resistance | |
| JP2017179484A (en) | Nonoriented electromagnetic steel sheet, motor core and manufacturing method of nonoriented electromagnetic steel sheet | |
| JP2001279403A (en) | Nonoriented silicon steel sheet excellent in high frequency magnetic property | |
| JP6780246B2 (en) | Non-oriented electrical steel sheet and its manufacturing method | |
| JP2005179746A (en) | Nonoriented silicon steel sheet having excellent magnetic property, production method therefor, and stress relieving annealing method therefor | |
| JP4210773B2 (en) | Non-oriented electrical steel sheet | |
| JP2002241907A (en) | Monoriented silicon steel sheet having excellent high frequency magnetic property and blanking workability |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081028 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090331 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100706 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100709 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4551110 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130716 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |