JP2005297048A - 超塑性成形品の離型方法 - Google Patents
超塑性成形品の離型方法 Download PDFInfo
- Publication number
- JP2005297048A JP2005297048A JP2004120649A JP2004120649A JP2005297048A JP 2005297048 A JP2005297048 A JP 2005297048A JP 2004120649 A JP2004120649 A JP 2004120649A JP 2004120649 A JP2004120649 A JP 2004120649A JP 2005297048 A JP2005297048 A JP 2005297048A
- Authority
- JP
- Japan
- Prior art keywords
- molded product
- mold
- superplastic
- blank
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
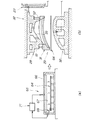
【解決手段】 超塑性成形品の離型方法は、成形面33を備えた成形型28と、流体吹き込み口61を備えた吹き込み型32と、からなる超塑性成形金型23にブランク材64を挟み、吹き込み型から吹き込んだ流体の圧力でブランク材を成形型へ超塑性成形し、超塑性成形金型を開いて成形品11を払い出す場合において、成形品を払い出す工程に、成形型28の周囲に成形型とは独立して設けたブランクホルダ31で成形品の周囲部13を押さえ、この状態で成形型を矢印dの如く型開き方向へ移動することで、成形品を成形型から分離する工程を含む。成形品の周囲を押さえて成形型を型開きすると、押さえた周囲以外の中央部14は離型する。
【選択図】 図5
Description
図7は、従来の離型方法を説明する図であり、従来の薄板成形体の離型方法は、まず、金型容器101と天板102との間に薄板材103を配置するとともに、ビード105と挟持面106とで周縁部107を挟持する。続けて、挟持した状態で薄板材103を500℃前後に加熱するとともに、天板102側から不活性ガスを入れることで、薄板材103を塑性変形させるとともに成形面108に密着させて成形加工を施す。その次に、押出し機構に相当するシリンダ機構109でヘッド111を移動させて、ヘッド111と挟持面106とで周縁部107を挟持しながら薄板材103を金型容器101から離型する。その結果、薄板材を確実に、しかも安定して離型させることができる。
また、金型容器101及び天板6の温度は共に500℃前後を保持しており、500℃前後の雰囲気下にある薄板材103の冷却には時間がかかる。
図1は、本発明の超塑性成形品の離型方法で成形した成形品の斜視図である。
成形品11は、超塑性加工用のアルミニウム合金を用いて成形したことを特徴とし、超塑性の利点を活用するとともに、逆に欠点となりやすい厚さの減少に伴う離型の際の変形を抑えて、サイクルタイムの短縮を図った成形方法で成形されたものである。
周囲部13は、成形する際に押さえる部位で、第1〜第4フランジ部15〜18を有する。なお、成形品11の形状は、一例であり、目的に応じて形状は変わる。
このような成形品11を成形する本発明の成形方法を次に説明する。
成形装置21は、プレス機22と、プレス機22に設けた超塑性成形金型23と、吹き込み装置24と、これらのプレス機22、超塑性成形金型23及び吹き込み装置24を予め設定した条件に基づいて制御する制御装置25と、を備える。27はプレス機22の位置検出器を示す。
吹き込み装置24は、図に示していないポンプ及び弁を備え、流体を制御する。流体には、圧縮空気を用いた。
成形型28は、中央に形成した成形面33と、成形面33に形成した通気孔34・・・(・・・は複数を示す。以下同様。)と、を備える。
通気孔34は、径の小さい孔であり、成形品11に通気孔34の跡が付かないものである。通気孔34の数は、2個だけ示したが、限定しない。
また、ブランクホルダ31は、図1の第1フランジ部〜第4フランジ部15〜18をそれぞれ押さえるための図2の第1〜第4ブランクホルダ41,42,43,44(44は図に示していない。)とからなる。
ビード47は、凸部と凹部とからなり、凸部と凹部とでビードと呼称する。
このような、超塑性成形金型23を用いて行う本発明の成形方法を具体的に説明する。
超塑性成形品の離型方法は、ブランク材加熱工程と、ブランク材セット工程と、型閉じ兼ブランク材押え工程と、吹き込み工程と、成形品を払い出す工程(払出し工程)と、を備える。
成形品を払い出す工程は、型開き兼成形品の中央部を離型する工程と、成形品の残りの周囲部を離型する工程と、取り出し工程とからなる。
これらの工程を順に説明する。
なお、ブランク材64の加熱を、超塑性成形金型23にセットした後に行うことも可能である。
次に型閉じ兼ブランク材押え工程を実施する。
(a):型閉じ兼ブランク材押え工程では、成形型28を下降させる。詳しくは、プレス機22で成形型28をストロークS1だけ下降させ、ブランクホルダ31でブランク材64の周囲部13を矢印a,a,aの如く挟んで押さえることで、同時に、吹き込み型32の予備込み面58にブランク材64を密着させる。この時点で、ブランクホルダ31の成形面45(図2参照)は成形面33に対して一体的な成形面となる。
(a):吹き込み工程(最終工程)では、引き続き、気体を所定時間だけ供給することで、気体の供給を完了する。気体を供給する過程で、気体は、約500℃のブランク材64を引き伸ばしながら成形型28の成形面33に密着させることで、成形面33と同一形状に超塑性成形する。この時点で、ブランク材64は成形品11(図1参照)の形状となる。
型開きは、成形型28をストロークS2だけ開く。
成形品の中央部を離型する工程は、型開きと同時に行われる工程で、成形型28の周囲に成形型28とは独立して設けたブランクホルダ31で成形品11の周囲部13を押さえ、この押さえた状態で成形型28を型開き方向(矢印dの方向)へ移動することで、成形品11を成形型28から分離する工程で、言い換えると、成形品11の中央部14を成形型28から離型する工程である。
なお、成形品11の中央部14を成形型28から離型する時に、通気孔34・・・から空気が自然に流入する。
成形品の残りの周囲部を離型する工程は、成形型28をストロークS2だけ上昇させた直後に連続して制御装置25(図2参照)の情報に基づいて、成形型28とブランクホルダ31を一体的にストロークSfだけ上昇させることで、周囲部13からブランクホルダ31を離型する。
Claims (3)
- 成形面を備えた成形型と、流体吹き込み口を備えた吹き込み型と、からなる超塑性成形金型にブランク材を挟み、吹き込み型から吹き込んだ流体の圧力でブランク材を成形型へ超塑性成形し、超塑性成形金型を開いて成形品を払い出す超塑性成形品の離型方法において、
前記成形品を払い出す工程に、前記成形型の周囲に成形型とは独立して設けたブランクホルダで成形品の周囲を押さえ、この状態で成形型を型開き方向へ移動することで、成形品を成形型から分離する工程を含むことを特徴とする超塑性成形品の離型方法。 - 前記周囲は、ビードを備えたブランクホルダで押さえることを特徴とする請求項1記載の超塑性成形品の離型方法。
- 前記ブランクホルダで成形品の周囲を押さえる際の押え力は、ブランクホルダの自重としたことを特徴とする請求項1又は請求項2記載の超塑性成形品の離型方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004120649A JP4375729B2 (ja) | 2004-04-15 | 2004-04-15 | 超塑性成形品の離型方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004120649A JP4375729B2 (ja) | 2004-04-15 | 2004-04-15 | 超塑性成形品の離型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297048A true JP2005297048A (ja) | 2005-10-27 |
| JP4375729B2 JP4375729B2 (ja) | 2009-12-02 |
Family
ID=35329225
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004120649A Expired - Lifetime JP4375729B2 (ja) | 2004-04-15 | 2004-04-15 | 超塑性成形品の離型方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4375729B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007268608A (ja) * | 2006-03-08 | 2007-10-18 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法およびプレス装置 |
| JP2008093719A (ja) * | 2006-10-13 | 2008-04-24 | Honda Motor Co Ltd | ブロー成形用金型 |
| JP2008093721A (ja) * | 2006-10-13 | 2008-04-24 | Honda Motor Co Ltd | ブロー成形品の離型方法 |
| US9757785B2 (en) | 2015-12-29 | 2017-09-12 | Sungwoo Hitech Co., Ltd. | Multi-forming device |
| KR20180007257A (ko) * | 2016-07-12 | 2018-01-22 | 주식회사 성우하이텍 | 복합 성형 장치 |
-
2004
- 2004-04-15 JP JP2004120649A patent/JP4375729B2/ja not_active Expired - Lifetime
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007268608A (ja) * | 2006-03-08 | 2007-10-18 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法およびプレス装置 |
| KR101067047B1 (ko) | 2006-03-08 | 2011-09-22 | 가부시키가이샤 고베 세이코쇼 | 알루미늄 합금판의 프레스 성형 방법 및 프레스 장치 |
| US8051696B2 (en) | 2006-03-08 | 2011-11-08 | Kobe Steel, Ltd. | Press forming method for aluminum alloy sheet and pressing device |
| JP2008093719A (ja) * | 2006-10-13 | 2008-04-24 | Honda Motor Co Ltd | ブロー成形用金型 |
| JP2008093721A (ja) * | 2006-10-13 | 2008-04-24 | Honda Motor Co Ltd | ブロー成形品の離型方法 |
| US9757785B2 (en) | 2015-12-29 | 2017-09-12 | Sungwoo Hitech Co., Ltd. | Multi-forming device |
| KR101779335B1 (ko) * | 2015-12-29 | 2017-09-19 | 주식회사 성우하이텍 | 복합 성형 장치 |
| KR20180007257A (ko) * | 2016-07-12 | 2018-01-22 | 주식회사 성우하이텍 | 복합 성형 장치 |
| KR101893765B1 (ko) * | 2016-07-12 | 2018-08-31 | 주식회사 성우하이텍 | 복합 성형 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4375729B2 (ja) | 2009-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5437730B2 (ja) | 熱間バルジ成形装置、熱間バルジ成形方法、および熱間バルジ成形品 | |
| US7614270B2 (en) | Method and apparatus for superplastic forming | |
| JP6184029B2 (ja) | ブロー成形を用いて金属飲料容器を形成するためのシステムおよび方法 | |
| KR101893765B1 (ko) | 복합 성형 장치 | |
| RU2297914C2 (ru) | Способ и устройство для обработки заготовок | |
| US6910358B2 (en) | Two temperature two stage forming | |
| JP2004524162A5 (ja) | ||
| CN110125229A (zh) | 一种大尺寸钛合金双层锥筒构件的同步高压气胀成形方法 | |
| EP3352925B1 (en) | High speed blow forming processes | |
| US7389665B1 (en) | Sheet metal forming process | |
| KR101773803B1 (ko) | 멀티 성형 방법 | |
| JP4375729B2 (ja) | 超塑性成形品の離型方法 | |
| CN117500763A (zh) | 用于成形玻璃制品、尤其是三维成形的平板玻璃制品的方法以及用于实施所述方法的设备和用于实施所述方法的金属熔体的应用 | |
| US20050150265A1 (en) | High throughput quick-plastic-forming | |
| JP4675384B2 (ja) | 予備含浸合成物の部品の平面領域に圧伸成形点火孔を設けるプロセス | |
| CN217595606U (zh) | 一种热拉深胀形模具及热成形系统 | |
| JP5045005B2 (ja) | 材料の成形装置及び材料の成形方法 | |
| KR20170069561A (ko) | 복합 성형 장치 | |
| JP2008006463A (ja) | 材料の成形装置及び材料の成形方法 | |
| JPH06190466A (ja) | 超塑性金属シートの成形方法及び装置 | |
| KR20170069559A (ko) | 복합 성형 장치 | |
| US20120025412A1 (en) | Integral cooling fixture addendum for panels formed in metal forming process | |
| JP4799630B2 (ja) | 剥離治具、微細構造転写成形装置及び被成形体の剥離方法 | |
| JP2005319504A (ja) | ワーク離型方法 | |
| JPH0550153A (ja) | 金属板の成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090507 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090902 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4375729 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120918 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130918 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140918 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |