JP2005201848A - ピンホール検出・透過度測定装置 - Google Patents
ピンホール検出・透過度測定装置 Download PDFInfo
- Publication number
- JP2005201848A JP2005201848A JP2004010479A JP2004010479A JP2005201848A JP 2005201848 A JP2005201848 A JP 2005201848A JP 2004010479 A JP2004010479 A JP 2004010479A JP 2004010479 A JP2004010479 A JP 2004010479A JP 2005201848 A JP2005201848 A JP 2005201848A
- Authority
- JP
- Japan
- Prior art keywords
- value
- pinhole
- transmission
- cell
- thin film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000035699 permeability Effects 0.000 title claims abstract description 36
- 238000001514 detection method Methods 0.000 claims abstract description 33
- 230000005540 biological transmission Effects 0.000 claims description 101
- 238000005259 measurement Methods 0.000 claims description 54
- 238000002834 transmittance Methods 0.000 claims description 32
- 239000010409 thin film Substances 0.000 abstract description 60
- 238000009530 blood pressure measurement Methods 0.000 abstract description 9
- 239000012528 membrane Substances 0.000 abstract description 8
- 239000007789 gas Substances 0.000 description 33
- 238000000034 method Methods 0.000 description 9
- 239000010408 film Substances 0.000 description 7
- 239000002985 plastic film Substances 0.000 description 7
- 238000010586 diagram Methods 0.000 description 5
- 229920006255 plastic film Polymers 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 239000003792 electrolyte Substances 0.000 description 4
- 238000001179 sorption measurement Methods 0.000 description 4
- 239000000446 fuel Substances 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 239000000047 product Substances 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000001307 helium Substances 0.000 description 1
- 229910052734 helium Inorganic materials 0.000 description 1
- SWQJXJOGLNCZEY-UHFFFAOYSA-N helium atom Chemical compound [He] SWQJXJOGLNCZEY-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 230000001603 reducing effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000001028 reflection method Methods 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images

Landscapes
- Examining Or Testing Airtightness (AREA)
Abstract
【解決手段】透過セル5を下方向に移動させて試験膜11に押し付け、バルブ7、10を開けることにより試験膜を1枚ごとに吸着し上方向に移動させる。一定時間透過セル5を真空引きした後、バルブ7を閉じ試験膜11を透過してくる透過セル5周辺のガスによる圧力の上昇を圧力センサ6により観察する。圧力測定値の2次微分値が「正の値」から「ゼロまたは負の値」に変化した時点から、ピンホールの有無の検出を開始する。透過度は、透過曲線がほぼ直線になった時点から、透過曲線の傾きを求め、その傾きから算出する。
【選択図】 図2
Description
また、薄膜の気体透過度測定装置は、2つのチャンバー間に薄膜を挟み込む作業に時間を要する。
本発明のその他の課題は、以下に述べる発明の説明から明らかになる。
真空ポンプは、透過セル内の気体を0.00X KPs程度の圧力に排気できるポンプが好ましく、ターボ分子ポンプ、油回転ポンプなどを用いることができる。
開閉手段は瞬時に開閉操作を行うことができるバルブ、例えば電磁バルブやエアーバルブなどを用いることができ、遠隔操作をしてもよい。
また、載置面は平面であることが好ましいが、曲面であってもよい。
さらに、透過セルおよび/又は載置面をチルト手段を介して保持してもよい。このようにすれば、透過面と載置面を平行状態で接触させることができる。チルト手段は、例えば載置面を形成するトレイの裏面側を3個のつるまきばねのような弾性体で保持するものである。
当該移動手段は、被試験体の載置面を移動する構造とすることができる。また、透過セルを移動する構造とすることができる。さらには、被試験体の載置面と透過セルの両者を移動する構造とすることができる。
載置面を水平にした場合には、これらの移動方向は上下方向である。また、載置面を垂直にした場合には、これらの移動方向は左右方向である。
真空ポンプを動作させた状態で開閉手段を閉じて、透過セル内の真空引きを停止する。被試験体を透過してくるガス(空気)、又ピンホールからもれてくるガスは透過セルの圧力を上昇させる。当該圧力は、圧力センサで計測され、圧力計測値からピンホールの有無が判断され、また、被試験体の気体透過度が算出される。
測定が終了した時点で、透過セルの開閉手段を操作して透過セルに大気を導入すれば、被試験体は自然落下する。当該大気の導入は、真空ポンプの動作を止めて、透過セル内が大気圧になり被試験体が落下するまで待つことにしてもよい。
このように構成することで、薄膜のピンホールの検出および透過度の測定を迅速に行うことができる装置が提供される。
複数枚の被試験体の測定を連続して行う場合に、合格品用トレイと不合格品用トレイを準備し、1枚の被試験体の測定終了毎に、透過セルが上に移動した状態で、測定結果に応じた1のトレイを透過セルの直下に位置付け、被試験体の真空吸着を解除して、被試験体をトレイに落下させ、被試験体を区分けすることができる。このトレイの選択と位置付けは、手動で行うことができるし、また自動化することができる。
さらに、上記に限定されず、ロボットアームで挟持して三軸方向に移動させてもよい。
ここで、前記変曲点の直後にピンホールの有無を検出すれば測定時間が短縮できる。しかし、誤判定の軽減を達成するには、当該時点以後の任意の時点で判定することにすればよい。
被試験体のピンホールの有り無しにより透過セル内の圧力上昇速度、すなわち圧力計測値の1次微分値が異なる。予め、ピンホール有り、無しの被検体の気体透過度を測定し、有りの場合の代表値と無しの場合の代表値の間の値を第1基準値とすることができる。ピンホール有りの判定により以後の透過度測定を中止すれば、測定時間を短縮できる。
第2基準値は、典型的な被試験体が定常状態(透過度曲線が直線になる状態)になる場合の、当該直線の傾きよりも、少し大きい値に定める。これにより、気体の透過が定常状態になる前に、簡易的に透過度測定を行うことができるので、透過度測定に費やす時間を短縮することができる。
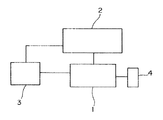
管8には圧力センサ6が接続されており、透過セル5内の圧力が計測される。圧力センサ6は圧電素子を用いた真空計である。圧力センサ6の計測値は、制御演算部3にて演算処理される。
また、制御演算部3は、開閉バルブ7、10の開閉、大気導入バルブ22の位置制御も行う。
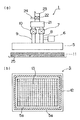
図中、25は薄膜の載置面であるトレイであり、11は測定される薄膜が積層載置されている状態を図示している。
透過面13に対応する空洞は管8と接続されていて、圧力センサ6とつながっている。
透過面13は平面であり、薄膜支持部12も平面である。透過面13、薄膜支持部12および透過セルの枠体表面5aは面一になっている。また、透過面13とトレイ25の表面は平行である。
透過セルアッセンブリー1をZ軸方向(下方向)に移動させて薄膜11に押付ける。大気導入バルブ22を、管23とマニホールド21が導通する位置にして、真空ポンプを作動し、開閉バルブ7と10を開けた状態とする。透過セル5内が減圧され、薄膜1枚が透過セル5の表面に吸着する。そして、透過セルアッセンブリー1を上方向に移動させる。一定時間透過セル5を真空引きした後、開閉バルブ7を閉じ薄膜を透過してくる透過セル5周辺のガスによる透過セル5内の圧力の上昇を圧力センサ6により計測し、透過度などを測定する。開閉バルブ10は測定中も開けた状態に保たれ、薄膜は薄膜支持部12で透過セル5に真空吸着されている。
以上の動作を繰り返し、積層された試験膜11の全てを測定する。
制御演算部3は圧力センサ6の圧力計測値をモニターし、その1次微分値、2次微分値を算出する。圧力測定値のサンプリング間隔は、通常30ms(ミリ秒)(以下同じ)〜300ms、好ましくは50ms〜200msであり、連続する2回の計測値から1次微分値を算出し、また連続する2回の1次微分値から2次微分値を算出する。本実施例では圧力測定値のサンプリング間隔は100msとした。
被試験体薄膜として、燃料電池用の電解質膜(大きさ32cm×24cm、厚さ130μm)を用いた。測定前の真空引きに費やした時間は約20秒であり、測定開始時のセル内圧力は、0.00X KPs程度である。
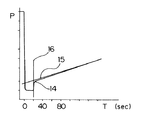
よって、圧力計測値の2次微分値が「正の値」から「ゼロまたは負の値」に変化した時点(変曲点)から、ピンホールの有無の検出を開始する。ピンホールの有無の測定は、圧力測定値の1次微分値を、予め設定した第1基準値と比較することにより行う。第1基準値は、ピンホールが存在しない基準薄膜の気体透過度から決定することができる。
従って、本発明にかかるピンホール検出・透過度測定装置により測定した透過度は、従来の差圧法で測定した値よりも大きい値になるが、その差は微小である。さらに、従来の差圧法による測定値と比較する場合には、一定の係数を掛ければよい。本発明では、気体の透過が定常化する前に透過度測定を終了することが可能となる。
図中19は前記変曲点を示す線である。17は小さいピンホールを有する薄膜の透過曲線、18は大きいピンホールを有する薄膜の透過曲線を示す。14はピンホールがない薄膜の透過曲線(図3中の14と同一)を示す。
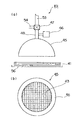
図5は、第2の実施例にかかる透過セルアッセンブリー101の説明図であり、(a)は正面図、(b)は底面図である。
図中45は透過セルであり、半球形状である。48は透過セル45と開閉バルブ47をつなぐ接続管である。接続管48に圧力センサ46が接続されている。圧力センサ46は透過セル内の圧力を計測することができる。開閉バルブ47は大気導入バルブを兼ねており、大気導入管54と接続管48間の導通状態と、管53と接続管48の導通状態を切り替える。
透過セルアッセンブリー101の個々の構成部品(透過セル45、開閉バルブ47、圧力センサ46など)は、図示しない一の枠体に固定されており、当該枠体の一部分がロボットアーム2に取付けられている。透過セルアッセンブリー101は、ロボットアーム2により、XYZの3軸方向に移動する。
図中56は薄膜の載置面であるトレイであり、41は測定される薄膜が積層載置されている状態を図示している。
透過面43に対応する空洞は管48と接続されている。
55は、透過セル45の枠体の下端面であり、ゴム、柔軟性のある合成樹脂などで作られる。
透過面43は平面である。透過面43と枠体の下端面55は面一になっている。また、透過面43とトレイ56の表面は平行である。
以上の動作を繰り返し、積層された試験膜41の全てを測定する。
第2の実施例にかかる透過セル45は、薄膜の吸着を透過面43のみで行うものであり、柔らかい材質の薄膜に適する。透過セルの内部構造が単純になり、開閉バルブの数が減るなどの利点がある。
2 移動機構であるロボットアーム
3 演算器を兼ねる制御演算部
4 真空ポンプ
5、45 透過セル
6、46 圧力センサ
7、10、47 開閉バルブ
8、9 管
12 薄膜支持部
13、43 透過面
14 透過曲線
16 開閉バルブ7閉時点を示す線
22 大気導入バルブ
24、54 大気導入管
25、56 被試験体の載置面であるトレイ
Claims (5)
- 透過面を有し前記透過面に被試験体を吸着させる透過セルと、前記透過セル内の圧力を測定する圧力センサと、前記透過セル内を真空吸引する真空ポンプと、前記透過セルを前記真空ポンプにて吸引した後前記透過セル内を閉状態にする開閉手段と、前記圧力センサの計測値を演算し、前記演算値から被試験体のピンホールの有無を判定するとともに被試験体の気体透過度を算出する演算器を備え、前記被試験体の載置面と、前記透過セルの前記透過面との間隔を相対的に変化させる移動手段を設けたピンホール検出・透過度測定装置。
- 前記移動手段は、透過セルを上下に移動させる移動手段であることを特徴とする請求項1記載のピンホール検出・透過度測定装置。
- 前記演算器が前記圧力センサ計測値の2次微分値を算出する機能を有し、2次微分値が「正の値」から「ゼロまたは負の値」に変化した時点以後に、ピンホールの有無の検出を行うことを特徴とする請求項1乃至2いずれか記載のピンホール検出・透過度測定装置。
- 前記演算器が前記圧力センサ計測値の1次微分値を算出する機能を有し、1次微分値を予め設定された第1基準値と比較し、ピンホールの有無を検出することを特徴とする請求項1乃至3いずれか記載のピンホール検出・透過度測定装置。
- 前記演算器により、前記圧力センサ計測値の1次微分値を予め設定された第2基準値と比較し、1次微分値が第2基準値以下となった時点から、一定時間あたりの前記圧力センサ計測値の変化より被試験体の気体透過度を算出することを特徴とする請求項1乃至4いずれか記載のピンホール検出・透過度測定装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004010479A JP4001581B2 (ja) | 2004-01-19 | 2004-01-19 | ピンホール検出・透過度測定装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004010479A JP4001581B2 (ja) | 2004-01-19 | 2004-01-19 | ピンホール検出・透過度測定装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005201848A true JP2005201848A (ja) | 2005-07-28 |
| JP4001581B2 JP4001581B2 (ja) | 2007-10-31 |
Family
ID=34823196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004010479A Expired - Lifetime JP4001581B2 (ja) | 2004-01-19 | 2004-01-19 | ピンホール検出・透過度測定装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4001581B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102788669A (zh) * | 2011-09-01 | 2012-11-21 | 宁波勋辉电器有限公司 | 汽车变速箱部件的气密性检测工装 |
| KR101417263B1 (ko) | 2012-04-23 | 2014-07-09 | 주식회사 포스코 | 피검사체의 치밀층 검사장치 및 이를 이용한 검사방법 |
| WO2014163039A1 (ja) * | 2013-04-02 | 2014-10-09 | コニカミノルタ株式会社 | ガスバリアーフィルムの水蒸気透過度評価方法と評価システム及びガスバリアーフィルムの製造方法 |
| US9653743B2 (en) | 2014-07-09 | 2017-05-16 | Hyundai Motor Company | Method and apparatus for detecting defects of fuel cell membrane-electrode assembly |
| EP3639000A4 (en) * | 2017-08-07 | 2021-03-24 | Halliburton Energy Services, Inc. | AUTOMATED VALVE CLOSURE DETERMINATION AND INSPECTION OF A FLOW LINE |
-
2004
- 2004-01-19 JP JP2004010479A patent/JP4001581B2/ja not_active Expired - Lifetime
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102788669A (zh) * | 2011-09-01 | 2012-11-21 | 宁波勋辉电器有限公司 | 汽车变速箱部件的气密性检测工装 |
| CN102788669B (zh) * | 2011-09-01 | 2014-10-08 | 宁波勋辉电器有限公司 | 汽车变速箱部件的气密性检测工装 |
| KR101417263B1 (ko) | 2012-04-23 | 2014-07-09 | 주식회사 포스코 | 피검사체의 치밀층 검사장치 및 이를 이용한 검사방법 |
| WO2014163039A1 (ja) * | 2013-04-02 | 2014-10-09 | コニカミノルタ株式会社 | ガスバリアーフィルムの水蒸気透過度評価方法と評価システム及びガスバリアーフィルムの製造方法 |
| JPWO2014163039A1 (ja) * | 2013-04-02 | 2017-02-16 | コニカミノルタ株式会社 | ガスバリアーフィルムの水蒸気透過度評価方法と評価システム及びガスバリアーフィルムの製造方法 |
| US9653743B2 (en) | 2014-07-09 | 2017-05-16 | Hyundai Motor Company | Method and apparatus for detecting defects of fuel cell membrane-electrode assembly |
| EP3639000A4 (en) * | 2017-08-07 | 2021-03-24 | Halliburton Energy Services, Inc. | AUTOMATED VALVE CLOSURE DETERMINATION AND INSPECTION OF A FLOW LINE |
| US11493400B2 (en) | 2017-08-07 | 2022-11-08 | Halliburton Energy Services, Inc. | Automated determination of valve closure and inspection of a flowline |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4001581B2 (ja) | 2007-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7560498B2 (ja) | バイオ医薬製品用可撓性バッグの完全性の可能な喪失を検出するためのシステムおよび方法 | |
| KR102447744B1 (ko) | 접합 장치, 접합 시스템, 접합 방법 및 컴퓨터 기억 매체 | |
| CN102269641B (zh) | 软包装物品密封性检测装置和检测方法 | |
| CN104535415B (zh) | 一种基于真空吸附的生物软组织力学性能测试夹持装置及方法 | |
| JP2010520450A (ja) | 試験気体漏れ検知のための方法および機器 | |
| JP4001581B2 (ja) | ピンホール検出・透過度測定装置 | |
| CN1207544C (zh) | 薄膜式检漏仪 | |
| CN114057159A (zh) | 一种超高真空二维材料制备系统及制备方法 | |
| JP2015132566A (ja) | 薄型二次電池の気密性検査装置および気密性検査方法 | |
| EP3690419A1 (en) | System and method for detecting a possible loss of integrity of a flexible bag for biopharmaceutical product | |
| CN108072503A (zh) | 背光源检测装置及检测方法 | |
| EP4350279A2 (en) | High speed vacuum cycling excitation system for optical inspection systems | |
| JP3930871B2 (ja) | 透湿度・気体透過度測定装置及び気体透過度測定方法 | |
| JP2008261859A (ja) | ガス吸着測定装置 | |
| CN104807840A (zh) | 用于超导带材xrd织构测量的样品固定装置 | |
| CN105466831A (zh) | 一种气体渗透率测试装置 | |
| CN110618074A (zh) | 气压波动式双腔室织物鼓胀与气闭性同步测量装置与方法 | |
| JPH1123410A (ja) | 耐水圧試験装置および方法 | |
| CN110108636B (zh) | 一种细胞粘附力测量方法 | |
| CN112051203B (zh) | 土壤孔隙度测量装置和土壤孔隙度测量方法 | |
| JP2011191203A (ja) | 容器の気密性検査方法及び検査システム | |
| CN103852397A (zh) | 一种静态容量法自动吸附测量装置 | |
| JP4377070B2 (ja) | 総合テストガス漏洩検出するための装置並びに該装置のための運転方法 | |
| CN119246359A (zh) | 一种手套材料透气性无损检测装置及方法 | |
| CN210198936U (zh) | 一种细胞粘附力测量装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060807 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070528 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070605 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070807 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070814 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100824 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4001581 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130824 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160824 Year of fee payment: 9 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |