JP2005199335A - 軽金属射出成形機の射出装置の逆流防止装置 - Google Patents
軽金属射出成形機の射出装置の逆流防止装置 Download PDFInfo
- Publication number
- JP2005199335A JP2005199335A JP2004010376A JP2004010376A JP2005199335A JP 2005199335 A JP2005199335 A JP 2005199335A JP 2004010376 A JP2004010376 A JP 2004010376A JP 2004010376 A JP2004010376 A JP 2004010376A JP 2005199335 A JP2005199335 A JP 2005199335A
- Authority
- JP
- Japan
- Prior art keywords
- injection
- molten metal
- seal seat
- valve stem
- semi
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
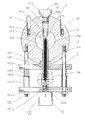
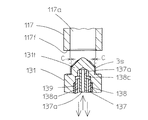
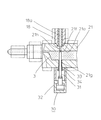
【解決手段】連結部18に繋がるシール座117fに弁棒131を離接してそのシール座に開口する連通路117aを開閉することによって溶湯の逆流を防止する逆流防止装置130は、その弁棒の先端に局所的に冷却される凸部131tを備え、その外周に前記溶湯の半ば固化した半固化物を生成させる。その半固化物は、前記弁棒の先端と前記シール座が当接する際に該シール座の形状に倣って変形する程度の軟化状態で生成される。それで、その半固化物は少なくとも前記凸部と前記連通路の間に介在して溶湯の逆流を防止する。
【選択図】 図1
Description
3 溶湯
3s 半固化物
10 融解部
18 連結部
18a 連通路
20 射出部
117a シール座に開口する連通路の端部分
117f シール座
130 逆流防止装置
131 弁棒
131t 弁棒先端の凸部
137 内側のパイプ
137a 冷却流体の供給流路
138 外側のパイプ
138a 冷却流体の排出流路
139 断熱層
Claims (2)
- 軽金属合金材料を融解する融解部と、融解された溶湯を計量して射出する射出部と、前記融解部と前記射出部を連通する連通路を含む連結部とを備えた軽金属射出成形機の射出装置に備えられた逆流防止装置であって、前記連通路の射出部側の端部に形成されたシール座に弁棒を当接させることによって前記溶湯の逆流を防止する逆流防止装置において、前記弁棒の先端が、前記シール座に開口する前記連通路の端部分に隙間を余して挿入される凸部を有すると共に局所的に冷却されることによって、少なくとも該凸部の外周に前記溶湯の半ば固化した半固化物が生成され、しかもその半固化物が、前記先端と前記シール座が当接する際に、前記連通路の端部分の形状に倣って変形する程度の軟化状態で生成されることによって、その半固化物が少なくとも前記弁棒の凸部と前記連通路の端部分の間に介在して前記溶湯の逆流を防止することを特徴とする軽金属射出成形機の射出装置の逆流防止装置。
- 前記弁棒が2重のパイプを内蔵し、それらのパイプに冷却流体の供給流路と排出流路が形成されると共にその外側のパイプの外周に断熱層が形成されて、前記冷却流体が前記弁棒の先端で該先端を直接冷却しながら環流することによって、前記凸部が局所的に冷却されることを特徴とする請求項1記載の軽金属射出成形機の射出装置の逆流防止装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004010376A JP2005199335A (ja) | 2004-01-19 | 2004-01-19 | 軽金属射出成形機の射出装置の逆流防止装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004010376A JP2005199335A (ja) | 2004-01-19 | 2004-01-19 | 軽金属射出成形機の射出装置の逆流防止装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005199335A true JP2005199335A (ja) | 2005-07-28 |
| JP2005199335A5 JP2005199335A5 (ja) | 2007-02-01 |
Family
ID=34823119
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004010376A Pending JP2005199335A (ja) | 2004-01-19 | 2004-01-19 | 軽金属射出成形機の射出装置の逆流防止装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005199335A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6308695B1 (ja) * | 2016-12-07 | 2018-04-11 | 株式会社ソディック | 射出成形機 |
| KR20200039563A (ko) | 2018-10-05 | 2020-04-16 | 가부시키가이샤 소딕 | 경금속 사출 성형기의 사출 장치 및 그 사출 제어 방법 |
| CN112355273A (zh) * | 2020-10-24 | 2021-02-12 | 惠安县辰杰科技有限公司 | 一种用于5g信号增强器压铸设备的加料机构 |
-
2004
- 2004-01-19 JP JP2004010376A patent/JP2005199335A/ja active Pending
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6308695B1 (ja) * | 2016-12-07 | 2018-04-11 | 株式会社ソディック | 射出成形機 |
| KR20180065880A (ko) | 2016-12-07 | 2018-06-18 | 가부시키가이샤 소딕 | 사출 성형기 |
| KR102022406B1 (ko) | 2016-12-07 | 2019-09-18 | 가부시키가이샤 소딕 | 사출 성형기 |
| US10525527B2 (en) | 2016-12-07 | 2020-01-07 | Sodick Co., Ltd. | Injection molding machine |
| KR20200039563A (ko) | 2018-10-05 | 2020-04-16 | 가부시키가이샤 소딕 | 경금속 사출 성형기의 사출 장치 및 그 사출 제어 방법 |
| US10967426B2 (en) | 2018-10-05 | 2021-04-06 | Sodick Co., Ltd. | Injection device of light metal injection molding machine and injection control method thereof |
| CN112355273A (zh) * | 2020-10-24 | 2021-02-12 | 惠安县辰杰科技有限公司 | 一种用于5g信号增强器压铸设备的加料机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4119892B2 (ja) | 軽金属射出成形機の射出装置 | |
| JPH0338096B2 (ja) | ||
| JPH0716978B2 (ja) | バルブゲート型射出成形装置 | |
| US20040005380A1 (en) | Thermal seal between manifold and nozzle | |
| JP2004074803A (ja) | 射出機用ノズル及び射出成形方法 | |
| US7401639B2 (en) | Sprue apparatus | |
| JPH11216745A (ja) | 作動マニホルドを有するサイドゲート式射出成形装置 | |
| JP5024175B2 (ja) | 金型冷却装置 | |
| EP1375107A1 (en) | Nozzle tip for hot runners injection moulds | |
| JP2005199335A (ja) | 軽金属射出成形機の射出装置の逆流防止装置 | |
| CN108160974B (zh) | 射出成形机 | |
| US4591476A (en) | Injection moulding casting method | |
| JP3558165B2 (ja) | 金属合金射出成形用金型 | |
| JP3352277B2 (ja) | ダイカスト用プランジャスリーブの変形制御方法 | |
| JP2017189806A (ja) | 射出成形機 | |
| JP2005074748A (ja) | 射出成形用金型 | |
| KR20030081692A (ko) | 저압 주조용 냉각장치 | |
| US20020011691A1 (en) | Method of attaching mold releasing agent to molding die, molding apparatus and molding die | |
| CN109420749B (zh) | 轻金属射出成形机 | |
| JP2017189805A (ja) | 射出成形機 | |
| JP3523466B2 (ja) | ダイカスト用ノズル装置 | |
| JP6579617B2 (ja) | 軽金属射出成形機の射出装置 | |
| JP2002361403A (ja) | 開閉弁及びそれを用いた給湯装置 | |
| JP2017052001A (ja) | 軽金属射出成形機の射出装置 | |
| JP3352392B2 (ja) | ダイカスト用プランジャスリーブ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20061211 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Effective date: 20061211 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A072 | Dismissal of procedure |
Effective date: 20070417 Free format text: JAPANESE INTERMEDIATE CODE: A072 |
|
| A977 | Report on retrieval |
Effective date: 20090424 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090512 |
|
| A521 | Written amendment |
Effective date: 20090710 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090908 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20091028 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20091208 Free format text: JAPANESE INTERMEDIATE CODE: A02 |